Правила и особенности работы с ножовкой по металлу
Для работы с ножовкой по металлу не нужно обладать специальными навыками и умениями. Однако при эксплуатации инструмента следует придерживаться определенных правил.
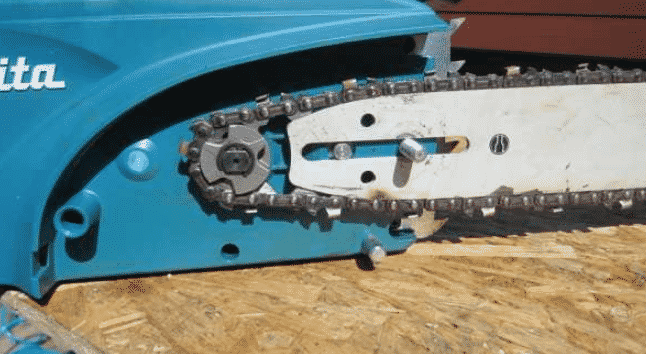
Перед тем как осуществлять распил заготовки, необходимо правильно вставить полотно по металлу для ручной ножовки. Предварительно его нужно расправить по ширине. Затем торцы полотна устанавливаются на посадочные места и фиксируются при помощи гаек. Правильное закрепление исключает вероятность возникновения вибраций в процессе использования инструмента. Режущий элемент должен звенеть от щелчка как гитарная струна. Однако не следует чрезмерно затягивать гайки, так как это может привести к поломке.
Для минимизации вероятности поломки зубчатого полотна обрабатываемую заготовку необходимо зафиксировать при помощи специальных тисков. Такая мера обеспечит изделию неподвижное положение, что будет способствовать быстрому и качественному распилу. Инструмент устанавливается на заготовку под углом 30-45 градусов, что минимизирует шум и вибрации при выполнении распила, образуя максимально тонкий рез.
Для работы с ручной ножовкой по металлу не понадобятся специальные навыки и умения
Разрез заготовки под прямым углом поперек металла осуществляется в исключительных случаях. При этом ровность реза будет определяться наименьшим углом наклона.
Для удобства и безопасности использования ножовки мастеру требуется принять правильную позу. Для хорошей устойчивости при выполнении распила ступни должны быть слегка раздвинуты. Руку с ножовкой необходимо держать под прямым углом. Нужно следить, чтобы движения были спокойными и равномерными. Первое движение производится с небольшим усилием, что позволяет режущему полотну войти в заготовку, а не скользить по линии реза.
Размах движений при выполнении реза должен быть максимальным, доходить до краев заготовки. Нельзя допускать, чтобы дуга ножовки соприкасалась с обрабатываемой деталью. Не следует использовать лишь один участок режущего полотна, поскольку оно быстро выйдет из строя. Дуга должна располагаться ровно, без наклона в разные стороны.
Для уменьшения вероятности поломки полотна заготовку следует зафиксировать в тисках
Характеристика поворотного стусла с ножовкой
Поворотное стусло с ножовкой представлено оборудованием, состоящим из пилы и регулируемой подставки, при помощи которой можно настроить угол пропила от 15 до 135 градусов. Стусло может быть изготовлено из металла или пластика. Первый вариант используется для разрезания погонажных элементов небольшой толщины, а второй – для маленького объема работ.
Подставка в виде стусла применяется для придания инструменту дополнительной жесткости, одновременно исполняя роль ограничителя. Ножовка с полотном, оснащенным небольшими резцами, может иметь длину 290-600 мм.
При распиле заготовки режущий элемент входит в нее под определенным углом, одновременно в вертикальной и горизонтальной плоскости. Благодаря такому двухплоскостному инструменту удается сформировать скос на торце обрабатываемой заготовки любой конфигурации.
Приспособление с поворотным стуслом относится к лучшим ножовкам по дереву и металлу профессионального типа. Его целесообразно использовать для столярных работ повышенной сложности. Вес оборудования составляет 2-4 кг. Цена ножовки по металлу со стуслом – 2 тыс. руб.
Поворотное стусло регулирует угол пропила от 15 до 135 градусов
Для эксплуатации такого инструмента станину необходимо закрепить на рабочей поверхности при помощи саморезов или струбцины. На обрабатываемой заготовке следует нанести разметку с указанием мест пропила. Изделие фиксируется на стусле таким образом, чтобы отметка совпадала с прорезями на пластине. Затем требуется выставить градус угла распила и закрепить ножовку так, чтобы она работала в одной плоскости. После этого осуществляется разрез заготовки.
Характеристики
ГОСТ 6645-86 – эталон, устанавливающий требования к типу, размеру, качеству пильных полотен по металлу.
Это узкая, узкая пластинка с отверстиями, расположенными в противоположенных концах, на одной стороне размещены режущие элементы – зубья. Пилки делаются из стали: Х6ВФ, Р9, У10А, с твердостью HRC 61-64.
Зависимо от типа работы ножовочные пилки делятся на машинные и ручные.
Длина пластинки определяется по расстоянию от центра 1-го отверстия до другого, Универсальная ножовочная пилка для ручного инструмента имеет последующие размеры: толщину – 0,65-0,8 мм, высоту – 13-16 мм, длину – 25-30 см.
Стандартное значение длины полотна равно 30 см, но встречаются модели с показателем в 15 см. Недлинные ножовки используются в случае, когда стандартный большой инструмент не подходит для работы из-за размеров, также для выполнения филигранных типов работ.
ГОСТ Р 53411-2009 устанавливает конфигурацию полотен для 2-ух видов ножовок. Пилки для ручного оборудования выпускаются в трёх типоразмерах.
- Одинарные 1 типа. Расстояние меж сквозными отверстиями 250±2 мм, длина пилки не выше 265 мм.
- Одинарные 2 типа. Расстояние от 1-го отверстия до другого 300±2 мм, длина пластинки до 315 мм.
- Двойные, расстояние равно 300±2 мм, длина рабочей поверхности до 315 мм.
Толщина одинарной пластинки — 0,63 мм, двойной – 0,80 мм. Высота пилки с одинарным набором зубцов равна 12,5 мм, для двойного – 20 мм.
ГОСТ определяет значения шага зубцов, выраженных в миллиметрах, количество режущих частей:
- для одинарной пластинки первого типа — 0,80/32;
- одинарное второго типа — 1,00/24;
- двойного — 1,25/20.
Количество зубцов меняется для инструментов большей длины — 1,40/18 и 1,60/16.
Для каждого типа работы может изменяться значение угла резца. В процессе обработки металла, владеющего достаточной шириной, достигаются достаточно длинноватые пропилы: каждый резец пилки снимает опилки, заполняющие стружечное место, пока вполне не выйдет острие зубца.
Величина стружечного места определяется от шага зубца, фронтального угла, заднего угла. Фронтальный угол выражается в отрицательном, положительном, нулевом значениях. Величина находится в зависимости от твёрдости обрабатываемого изделия. Пилка с нулевым фронтальным углом имеет КПД ниже по сопоставлению с фронтальным углом, имеющим значение больше 0 градусов.
При разрезании более жестких поверхностей используются пилки с зубьями, которые заострены под огромным углом. Для мягеньких изделий показатель может быть ниже среднего. Ножовочные полотна, снаряженные более заостренными зубцами, являются самыми износоустойчивыми.
Тип пилы классифицируется на проф и домашний инструмент. 1-ый вариант обладает жесткой конструкцией и позволяет проводить работы под углами 55-90 градусов.
2-ой аспект по выбору полотна для ножовки — это материал, из которого сделано изделие.
Инструмент с алмазным напылением применяется для разрезания абразивных и хрупких материалов: керамика, фарфор и другие.
Крепкость пилке обеспечивает процедура жаркой термической обработки. Полотно пилки делится на две зоны закалки – режущая часть обрабатывается при температуре от 64 до 84 градусов, свободная зона подвергается 46 градусам.
Перепад по твердости сказывается на чувствительности изделия к извивам полотна во время выполнения работы либо установки пилки в инструмент. Для разрешения этой трудности был принят эталон, регламентирующий характеристики усилий, прикладываемых к ручному оборудованию. Усилие на инструмент не должно превосходить 60 кг при работе пилкой с шагом зубцов наименее 14 мм, 10 кг рассчитано для режущего изделия с шагом зубцов более 14 мм.
Пилки, выполненные из углеродистой стали, обозначаются маркировкой HCS, используются для работ с мягенькими материалами, не отличаются стойкостью, стремительно приходят в негодность.
Металлорежущий инструмент из легированной стали HM является более технологичным, как полотна из легированного хрома, вольфрама, ванадия. По своим свойствам и сроку эксплуатации занимают промежуточное место меж пилками из углеродистой и быстрорежущей стали.
Быстрорежущие изделия маркируются знаками HSS, отличаются хрупкостью, высочайшей ценой, но более устойчивые к износу режущих частей. На сегодня полотна HSS вытесняются биметаллическими пилками.
Биметаллические изделия обозначаются аббревиатурой BIM. Выполнены из холоднокатаной и быстрорежущей стали способом электронно-лучевой сварки. Сварка применяется для моментального соединения 2-ух видов металла с сохранением твердости рабочих зубьев.
Устройство и назначение
Конструкция инструмента простая: он состоит из ручки и ножовочного полотна. От удобства первой части ножовки зависит возможность продолжительной работы. Рабочая часть изготовлена из металла, листовой стали. Инструмент применяется для разных задач:









- распил бревен и досок в продольном или поперечном направлении;
- получение отверстий;
- работа по криволинейной траектории;
- формирование надреза для присадки изделия;
- избавление от пазов и шипов на заготовке.
Для обеспечения таких разных задач существуют технические характеристики инструмента, регламентируемые законодательными документами (ГОСТ).
Правила выбора
При соблюдении определенных правил есть возможность выбрать подходящее полотно, которое может прослужить в течение длительного периода. Основными рекомендациями назовем следующее:
- На поверхности не должно быть трещин или других дефектов, а также следов коррозии. Это связано с тем, что даже незначительные повреждения станут причиной повышенного износа.
- На момент выбора следует убедиться в эластичности пилы. Для этого ее немного сгибают, после отпускают. Высококачественное изделие практически сразу восстанавливают свою форму, что свидетельствует о высокой гибкости.
- Как ранее было отмечено, допустимая скорость резания во многом зависит от количества зубьев, приходящихся на один дюйм.
- Определяющим фактором во многих случаях становится тип применяемого материала. Зачастую отдают предпочтение каленной стали или бимметаллическим изделиям. Вариант исполнения с напылением из карбида вольфрама служит в течение недлительного периода.
Как показывает практика, низкокачественный вариант исполнения приходится менять несколько раз, как более дорогое предложение прослужит в течение большего периода.
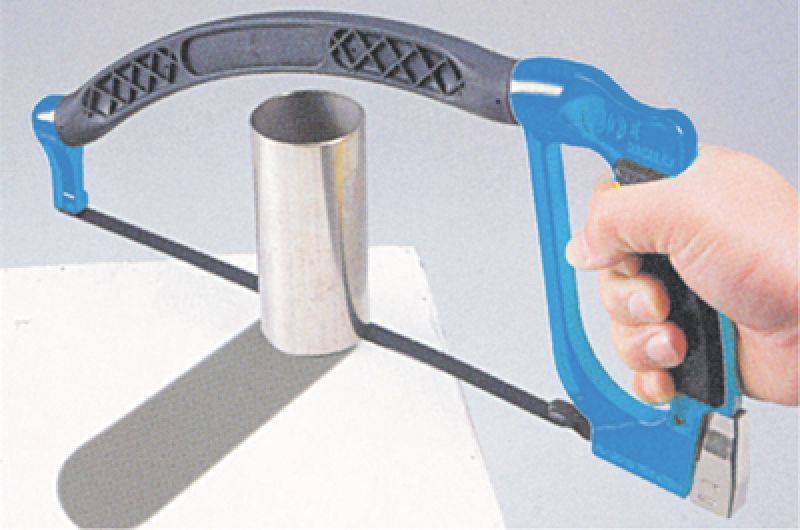
Положение рук (хватка) работающего
а) рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают сверху, остальные пальцы поддерживают рукоятку снизу), конец ручки упирают в ладонь (рис. б). Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать рукоятку, так как конец ее будет выходить из кисти, что может привести при работе к травме руки
б) левой рукой держать рамку ножовки, как показано на рис. — в. Четырьмя пальцами охватывать барашек и натяжной болт, а не одну только рамку; если делать иначе, будет тяжело устранить покачивание ножовки во время работы.
Резка металла без поворота ножовочного полотна
а) нанести мелом разметочную риску места разреза;
б) закрепить деталь в тиски в горизонтальном положении так, чтобы отрезаемая часть находилась справа или слева от тисков. Линия резки должна находиться в 15—20 мм от губок тисков;
в) трехгранным напильником по разметочной риске сделать в месте разрезания небольшой (1,5—2 мм) пропил, чтобы ножовочное полотно в начале резания не скользило, а врезалось в деталь.
Для правильного начала резки на неразмеченной детали у места реза ставят ногтем большой палец левой руки и полотно ножовки прижимают вплотную к ногтю, ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль руки сбоку. Это обеспечивает устойчивое положение ножовки во время начала реза;
г) при резании соблюдать следующие правила: в работе должно участвовать не менее 3/4 ножовочного полотна; делать 40—50 рабочих движений в минуту; нажим на ножовку делать только при движении вперед; заканчивая разрезание, поддерживать отрезаемый кусок рукой.
Резка полосового и квадратного металла
1. Закрепить заготовку в тисках так, чтобы она выступала над губками тисков на 15—20 мм и линия реза была перпендикулярна губкам тисков.
2. Трехгранным напильником в месте реза сделать неглубокий пропил для лучшего направления ножовки.
3. В начале реза ножовку наклонить немного в сторону от себя (или на себя). По мере врезания наклрн постепенно уменьшать до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем осуществлять резку при горизонтальном положении ножовки.
4. Резать металл не по ширине, а по узкой стороне; это, однако, можно допустить только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна.
Примечание. Ножовкой можно резать полосовой материал только в том случае, если его толщина больше расстояния трех зубьев ножовочного полотна. Более тонкий материал зажимают в тиски между двумя деревянными брусками и разрезают.
Резка тонкого листового металла
1. Подготовить деревянные бруски (плоские).
2. Зажать между плоскими деревянными брусками по одной или несколько штук заготовок.
3. Установить бруски вместе с заготовками в слесарных тисках.
4. Резать заготовки вместе с брусками.
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
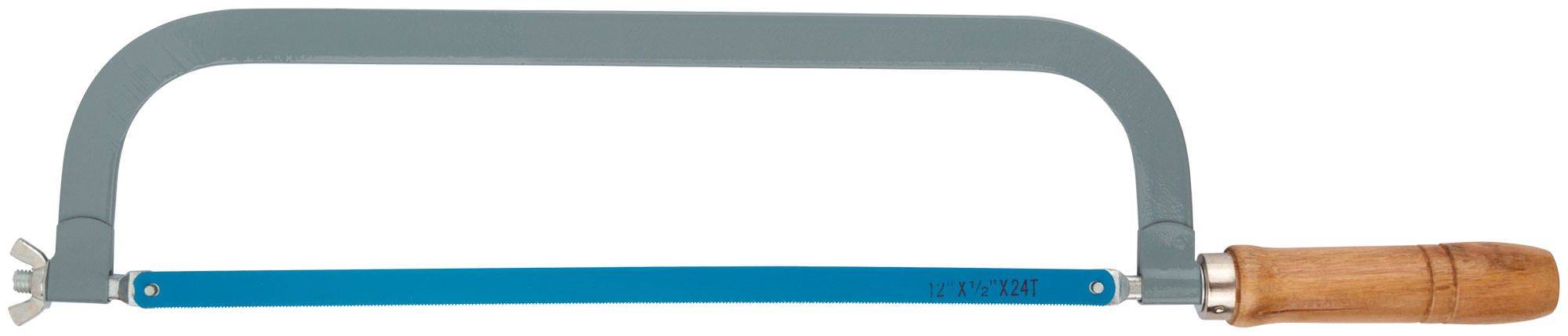
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
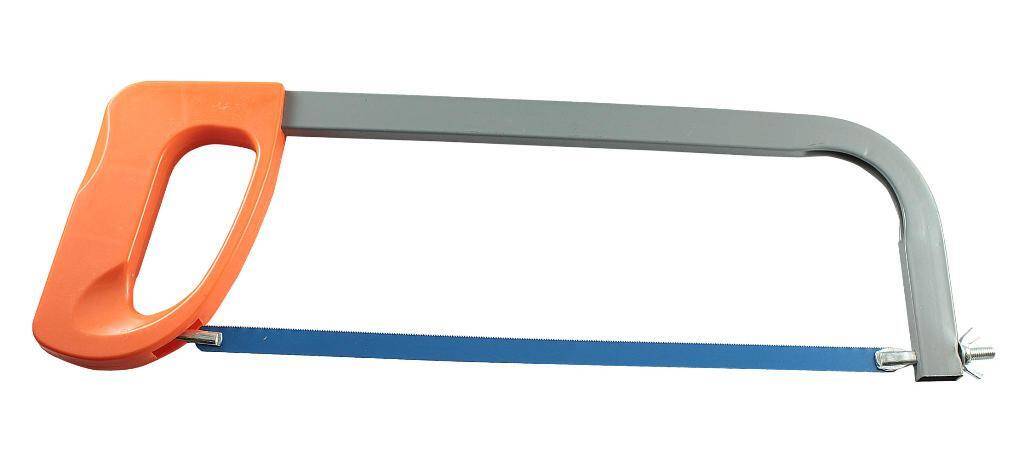
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.







Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
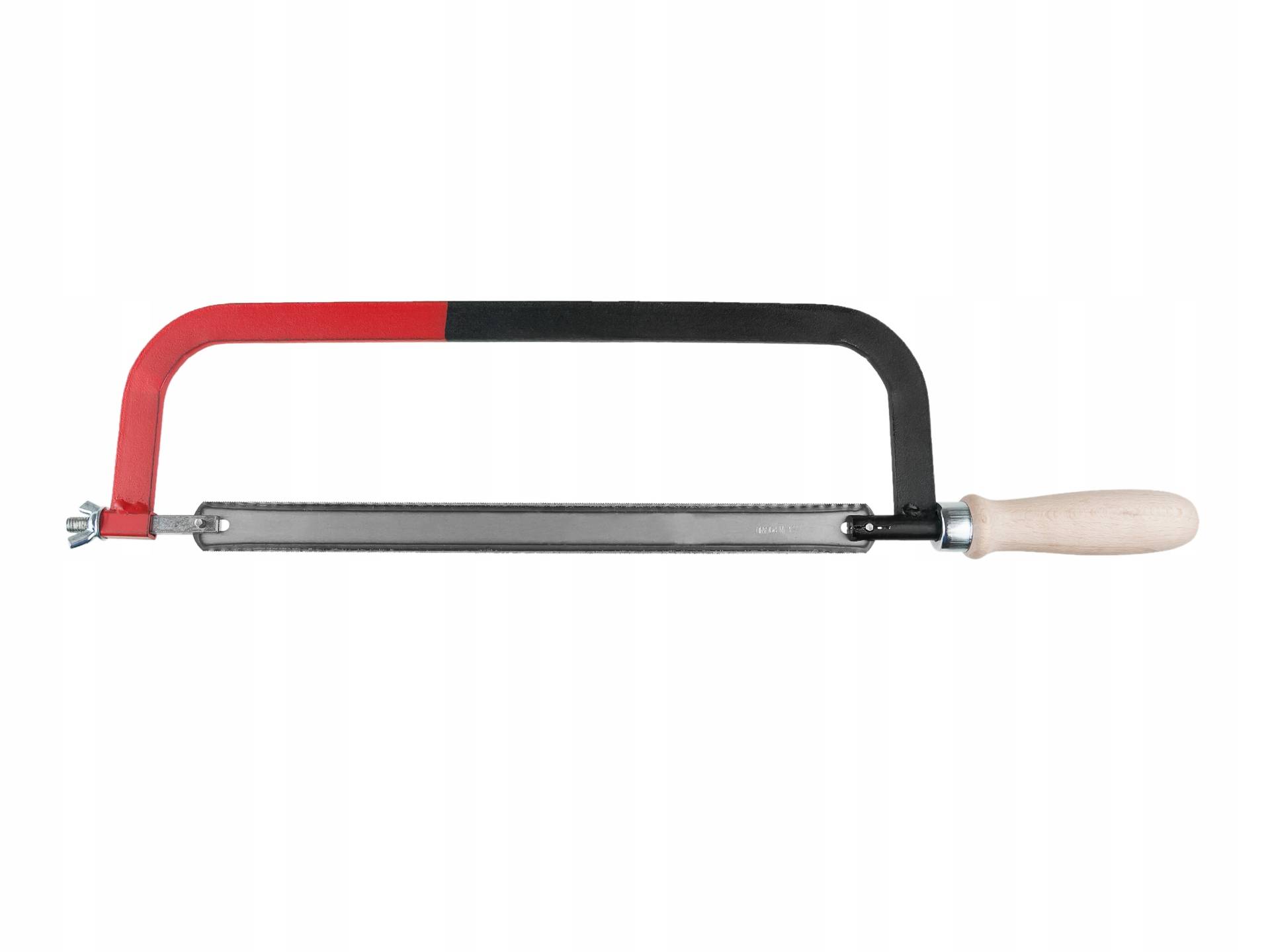
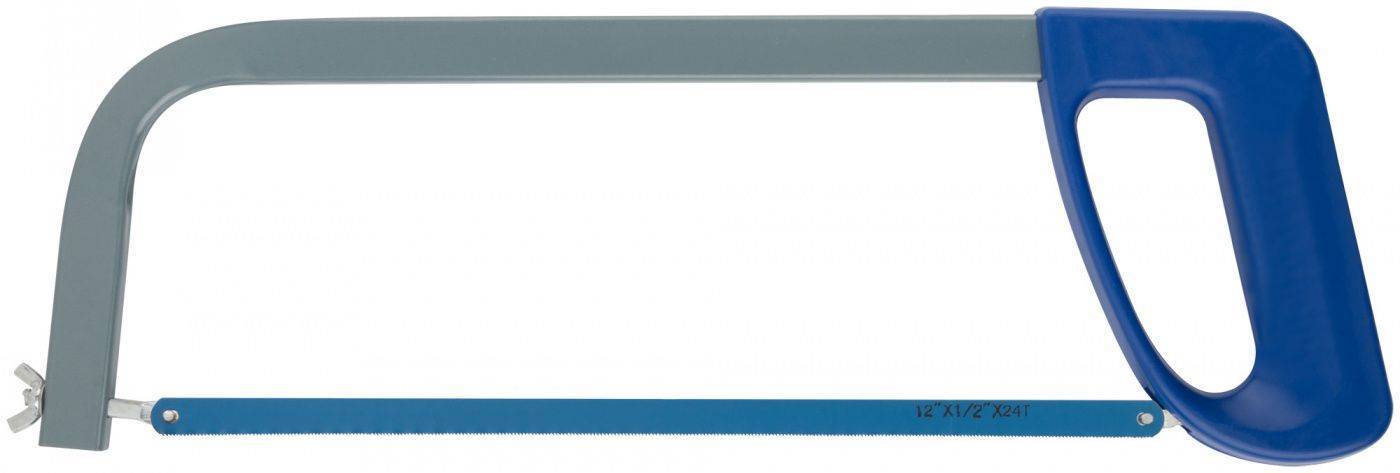
Конструкция изделия
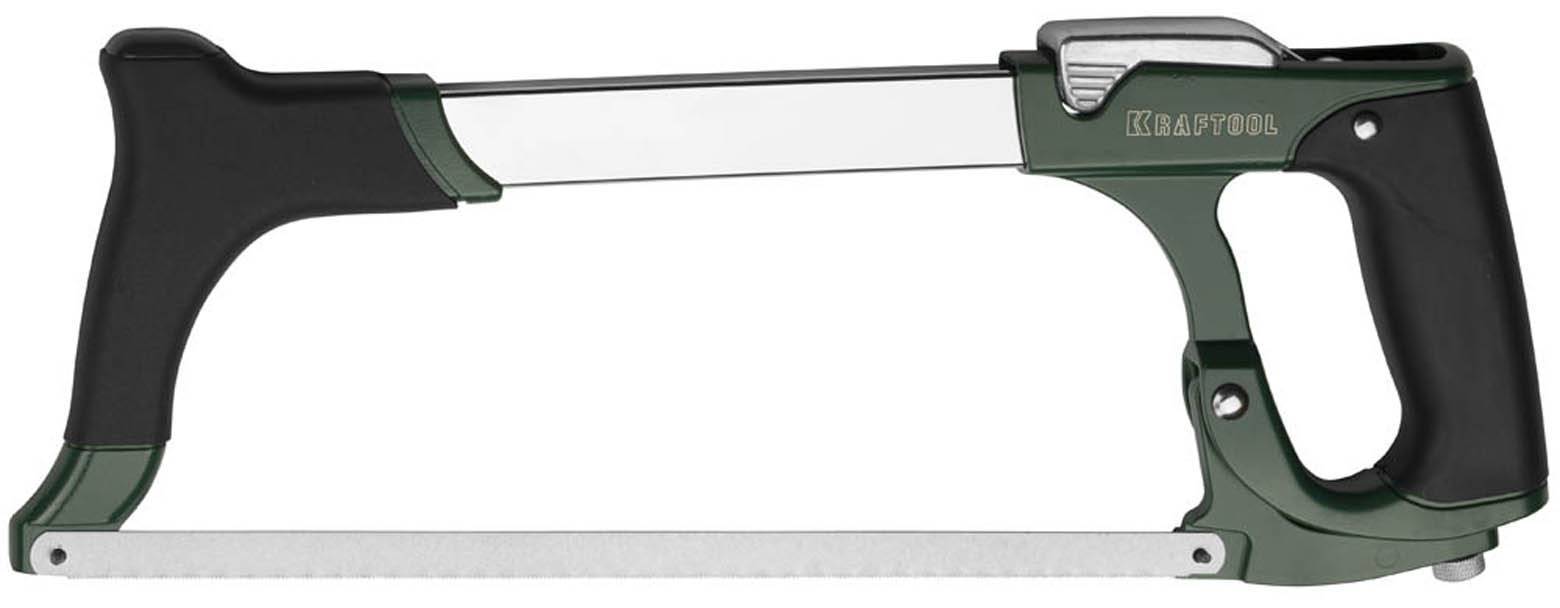
Конструктивное исполнение у данного инструмента практически одинаковое у всех моделей. Пила представляет собой С-образную дугу, между нижними краями которой закрепляется или натягивается полотно. Рабочей и основной частью этого инструмента выступает все то же ножовочное полотно по металлу, имеющее множество мелких зубьев.
Рукоятка — одна из трех основных деталей приспособления, играет значительную роль в плане удобства использования инструмента при длительной работе. Наиболее удачными в плане исполнения и комфорта применения считаются двухкомпонентные составные рукояти с резиновыми вставками.
Рама данного инструмента — это элемент, который предназначен для крепления полотна для ножовки по металлу. При производстве рамы могут использоваться разные материалы, однако от них зависит то, для какого типа работ будет использоваться пила. К примеру, если необходимо распиливать металлы высокой прочности, то лучше всего, чтобы рама была изготовлена из композитных материалов также высокой прочности.
Важно отметить, что конструкция рамы во многом определяет и условия работы. Если необходимо провести распиливание в труднодоступных местах, то лучше всего использовать раму с регулировкой угла наклона полотна или просто приобрести более короткий вариант приспособления. Полотно для ножовки по металлу представляет собой тонкую ленту, выполненную из твердого вида стали
Несмотря на то, что это единственная металлическая часть в конструкции пилы, она же является и самой уязвимой к поломке, так как толщина изделия очень мала
Полотно для ножовки по металлу представляет собой тонкую ленту, выполненную из твердого вида стали. Несмотря на то, что это единственная металлическая часть в конструкции пилы, она же является и самой уязвимой к поломке, так как толщина изделия очень мала
По этой причине при работе с данным инструментом очень важно следить за своими действиями
Неаккуратное и неосторожное обращение приведет к быстрой поломке хрупкого элемента конструкции
Само по себе стальное полотно по металлу, фото которого представлено ниже, не может распилить другие металлические детали.
Осуществление этого процесса становится возможным благодаря нанесению на кромку полотна мелких зубьев, имеющих клиновидную форму
Очень важно обращать свое внимание на закалку этих зубьев при выборе инструмента. Правильный подбор приведет к тому, что срок эксплуатации значительно повысится, как и эффективность распила нужных деталей. В настоящее время принято использовать полотна с мелкими зубьями для распила жестких металлических изделий, а крупные зубья предназначаются для работы с мягкими деталями
В настоящее время принято использовать полотна с мелкими зубьями для распила жестких металлических изделий, а крупные зубья предназначаются для работы с мягкими деталями
Сами же полотна могут быть выполнены из разных видов стали, однако лучше всего остановить свой выбор на биметаллических
Если таких найти не удалось, то можно обратить внимание на каленые полотна. Эти элементы пилы изготавливаются из никелированной нержавейки с зубьями
Стоит отметить, что крепиться полотно должно таким образом, чтобы зубья шли в противоположную сторону от рукояти
В настоящее время принято использовать полотна с мелкими зубьями для распила жестких металлических изделий, а крупные зубья предназначаются для работы с мягкими деталями. Сами же полотна могут быть выполнены из разных видов стали, однако лучше всего остановить свой выбор на биметаллических
Если таких найти не удалось, то можно обратить внимание на каленые полотна. Эти элементы пилы изготавливаются из никелированной нержавейки с зубьями
Стоит отметить, что крепиться полотно должно таким образом, чтобы зубья шли в противоположную сторону от рукояти.
Как выбирать пилу?
Ножовка по дереву представлена на рынке в разных вариантах. Чем изделия могут отличаться:
- Форма и размер зуба;
- Размер полотна;
- Маркой стали, из которой сделана рабочая часть (полотно);
- Форма рукоятки.
Пила-ножовка с изменением одного из указанных параметров может кардинально менять свои характеристики. Так же, сидя удобно в руке одного мастера, совершенно не подойдёт другому. Эти факторы необходимо учесть при выборе инструмента для разных целей.
Размер зубьев
Этот параметр влияет на качество и скорость работы. Для удобства определения величины и количества зубьев было введено обозначение TPI, указывающее на количество зубьев в одном дюйме. Этот параметр можно увидеть в описании ручной пилы по дереву, часто значение наносят на полотно.
- Ножовка по дереву с крупным зубом дает грубый спил при высокой скорости работы. Она пригодится для уборки территории от веток, распилки досок для дров и других мероприятий, где можно обойтись грубыми торцами изделий и стволов. Для таких инструментов выбирают размер зуба TPI 3…6.
- Для изделий, которые необходимо пилить аккуратно и ровно, подойдет ножовка с мелким зубом с TPI 7…9. Такую используют для распиловки ДВП, ДСП, ламината, в ремонтных работах. Производительность такого инструмента значительно ниже, чем у крупнозубчатой.
Столярная ножовка выбирается, в первую очередь, по размеру зуба. Так, для обычного дерева подойдет мелкий и крупный, а для «нежных» материалов типа ДВП нужна мелкозубчатая пила. В магазинах теперь можно встретить подобные обозначения: «для дерева», «для гипсокартона» и т.д. Основное их отличие – размер зубьев, оптимальный для распиловки каждого из указанных на этикетке материалов.







Зубья различают по форме, в зависимости от этого инструмент приобретает разное назначение:
- Ножовка для продольного пиления оснащена зубчиками треугольной формы с косыми углами. Их внешний вид напоминает крючки, которые заточены с обеих сторон. Из-за этого пила скользит вдоль волокон древесины и разрезает полотно ровно, почти без зазубрин.
- Инструмент для поперечного пиления оснащен зубьями в форме равнобедренного треугольника. Механическая ножовка такого вида пилит при прохождении вперед и назад, но использовать ее можно только для обработки сухой древесины.
- Ручная ножовка смешанного пиления оснащена поочередно расположенными друг за другом обоих видов зубьев. Длинные изогнутые пилят материал в направлении вперед, треугольники при обратном движении расширяют канал для прохождения и цепляют за собой стружку и опил. В современных моделях зубчики чередуются с пустотами. Это позволяет использовать пилу по сухому и свежеспиленному дереву, через отверстия удаляются грубые ненужные волокна.
Выбор стали
Чтобы инструмент прослужил дольше, следует выбирать высокие сорта стали для производства полотна. Лучше, если она будет нержавеющей.
Зубья могут быть калеными или обычными. Обычные можно заточить в домашних условиях, пилы с калеными зубьями – одноразовые, после изнашивания с ними ничего уже не сделать. Их легко узнать по темному цвету как на фото.
Длина полотна
Этот параметр определяется размером и шагом зуба пилы.
- Мини-ножовка всегда оснащена мелкими частыми зубчиками, длина её полотна не превышает 350 мм;
- Ножовка универсальная имеет средний размер зуба и длину не более 550 мм;
- Широкая ножовка оснащена крупными зубьями с увеличенным шагом, длина её полотна свыше 600 мм.
Кроме длины полотно может различаться формой. Традиционная пила имеет форму зауженного с одной стороны прямоугольника. Это универсальный тип инструмента, которым можно пилить все, что угодно.
Закруглённое полотно адаптировано для работы с ветками и другими предметами на расстоянии: она легкая, легко скользит по древесине без особых усилий.
Как выбрать ножовку
Как выбрать ножовку по дереву

Есть два вида ножовок по дереву:
Покупая ножовку для работы с деревянными брусьями, нужно обратить внимание на следующие характеристики:
- размеры зубьев;
- тип, материал рукоятки;
- марка изготовления стали полотнища;
- длина полотнища;
- гибкость.
Есть три типа зубьев:
- для продольных надрезов;
- для поперечных надрезов;
- для универсального использования.
Выбирать необходимо, отталкиваясь от работ, которые будут проводиться. Самый практичный вариант – ножовка с универсальными закаленными зубьями.
Как выбрать ножовку по металлу
Выбирая ножовку для резки металла, необходимо учесть следующие параметры:
Обратите внимание на крепление полотна. Оно должно быть универсальным и не причинять неудобств при замене полотнища на новое.
Визуально оцените инструмент
Подержите немного, он должен удобно лежать в руке и мало весить.
Особое внимание уделите рукоятке. Она должна быть комфортной и универсальной для маленькой и большой руки. Стоит отдать предпочтение рукоятке с выемками для пальцев.
Гайка для натяжения и крепления полотна – важный атрибут. Мастер не должен для ее снятия применять дополнительные инструменты или особые усилия. Замена поломанного или затупившегося полотна должна проходить быстро и комфортно.
Ножовка для резки металла должна быть удобной и беспрепятственно двигаться в любую сторону с любым углом наклона.
Размер необходимо выбирать, отталкиваясь от сферы применения.
Как выбрать ножовку по пенобетону

Покупая ножовку по пенобетону, нужно обратить внимание на следующие моменты:
- Длина. Стоит отдать предпочтение длинному инструменту, он позволяет делать как поперечные, так и продольные разрезы.
- Напайка на зубьях. При ее наличии эксплуатация инструмента проще, а износостойкость ниже.
- Толщина стали. Если выбрать среднюю толщины, то результат работы будет качественнее, а шансы перекоса и деформации значительно снизятся.