Основная информация и сферы применения
Чаще всего резьбовое соединение изготавливается в метрической системе. Размеры резьбы могут быть абсолютно разными. Витки наносятся на наружные или внутренние поверхности какого-либо элемента цилиндрической формы. Именно такой вид имеют наиболее распространённые крепёжные детали:
- Гайки.
- Шпильки.
- Болты.
- Винты и так далее.
Изделия с конической формой с метрическим типом резьбы нужны в тех случаях, когда соединению требуется высокая герметичность. Профиль под углом позволяет не использовать дополнительные уплотнители. Такой вид с успехом себя зарекомендовал во время монтажа трубопроводов, по которым движутся жидкости и газы. Трубная резьба при невысоком давлении среды отлично справляется с задачей без прокладок. Также конический тип применяется при создании крышек для различных ёмкостей для герметизации отверстия.
Существует и менее распространённый тип резьбы. Он называется ленточным (прямоугольным). Такой вид применяется в основном в машиностроении.
Метрический тип соединений имеет ряд таких параметров:
- Диаметр.
- Шаг резьбы.
- Толщина и расположение.
- Высота.
- Направление витков.
Чтобы понять, что такое шаг резьбы, достаточно взглянуть на обычный болт (неважно, шестигранная головка или стандартная). Это расстояние между отдельными витками
Есть и другие параметры, благодаря которым метрические соединения подразделяются на виды, имеющие свои условные обозначения из букв и цифр.
Резьбовые соединения получили огромную популярность из-за большого количества преимуществ, среди которых:
- Надёжность и длительный эксплуатационный срок.
- Возможность регулировать степень сжатия.
- Простота конструкции.
- Фиксация в закрученном положении.
Из недостатков можно выделить неравномерность распределения номинальной нагрузки по всей ширине и длине витков. Если часто разбирать и собирать конструкцию, то это ускоряет износ элементов. Чтобы продлить срок службы, желательно каждый раз снимать фаску на глубину повреждения, но это применимо не во всех случаях. Также детали с разным шагом не подойдут друг к другу.
Ключевые характеристики нарезок
Основными характеристиками любой резьбы, в том числе и для труб, являются:
- Шаг (P, pitch)- расстояние между соседними витками.
- Внешний диаметр.
- Внутренний диаметр.
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. Для однозаходной накатки ход равен шагу, для многозаходной — шагу, умноженному на число заходов.
Диаметр дюймовой резьбы
Этих данных достаточно для подбора совместимого фитинга или арматуры в магазине. Для изготовления резьбового соединения на токарно-винторезном или фрезером станке понадобятся и другие характеристики резьбы, такие, как углы наклона профиля и другие.
Как определить диаметр и вид нарезки
При подборе совместимого резьбового соединения к существующему изделию требуется определить его параметры. Это можно сделать следующими путями:
- Использовать мерные калибры. Специальные калиброванные плоские гребенки вставляют по очереди в витки профиля, пока не добьются полного совпадения профилей. Для определения параметров внутренней резьбы применяют цилиндрические калибры. На каждом калибре выгравировано обозначение профиля, к которому он подходит.
- Измерить параметры штангенциркулем диаметр и шаг, определить профиль по таблицам.
Измерения резьбы для труб следует проводить высокоточным поверенным инструментом до сотых долей миллиметра.
Общая информация, маркировка
Трубная коническая резьба класса NPT существует в двух конфигурациях – наружная и внутренняя. Штуцер трубы с такой резьбой имеет форму суженного конуса, за счет такой структуры обеспечивается повышенная прочность соединения двух элементов трубопровода между собой.
Конический стандарт практически не используется в системах водоснабжения, так как в данном случае его запас надежности является излишним. Основная сфера применения NPT – машиностроение, станкостроение, нефтяная и газовая промышленность, также такое соединение широко используется в гидравлических системах.
Для соединения двух труб коническая резьба формируется на штуцерах каждой из них, при этом на одной нарезается внутренний, а на другой – внешний конус. Угол наклона конуса унифицирован и составляет 3034’49”, что равно конусности (С)1:16.
Существует два типа размерности конической резьбы – дюймовая и метрическая, в зависимости от которых отличается номенклатурное обозначение NPT соединения на схемах и чертежах. Если одна из сторон трубы либо фитинга, на которой нарезан конус, метрическая, используется аббревиатура NPT-E, если же обе стороны соединяемых конусов дюймовые дополнительная аббревиатура не используется и указывается просто NPT.
Внешний вид конической NPT резьбы
Технические требования к размерам и конфигурации NPT резьбы приведены в следующих международных стандартах:
- ANSI/ASME B36.10M;
- BS 1600, 10255;
- DIN 2999.
Также существуют отечественные нормативные докумены на коническое соединение:
- ГОСТ №6111-52 “Резьба коническая дюймовая с углом профиля 60 градусов”;
- ГОСТ №6211-81 “Основные нормы взаимозаменяемости – резьба трубная коническая”.
На сегодняшний день в специализированных магазинах представлено широкое количество переходников и адаптеров, имеющих с одной стороны цилиндрическую, а с другой – коническую нарезку, что позволяет без проблем использовать трубы с штуцерами американского стандарта.
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
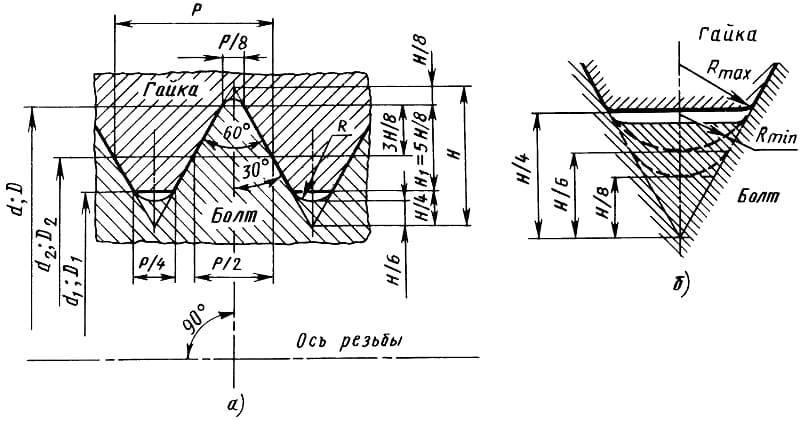
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
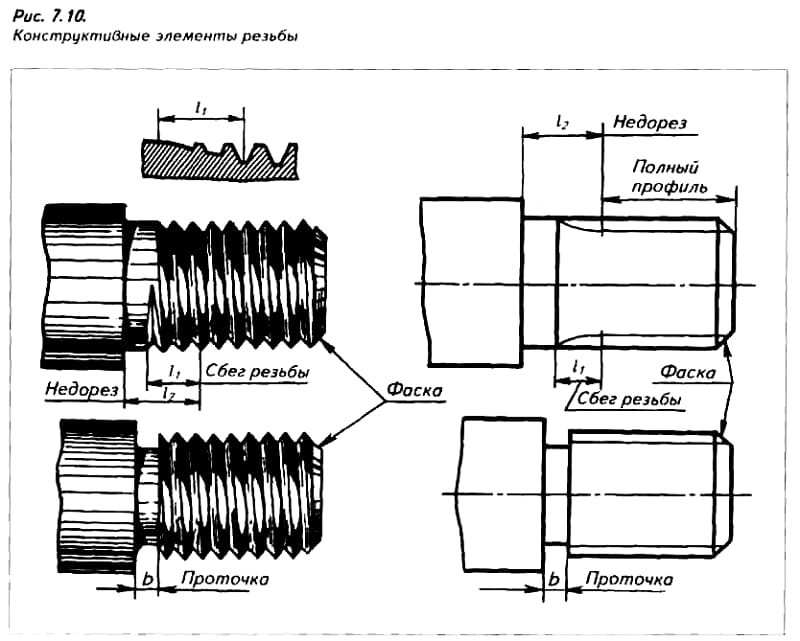
Элементы резьбы
Схематическое изображение элементов резьбы
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
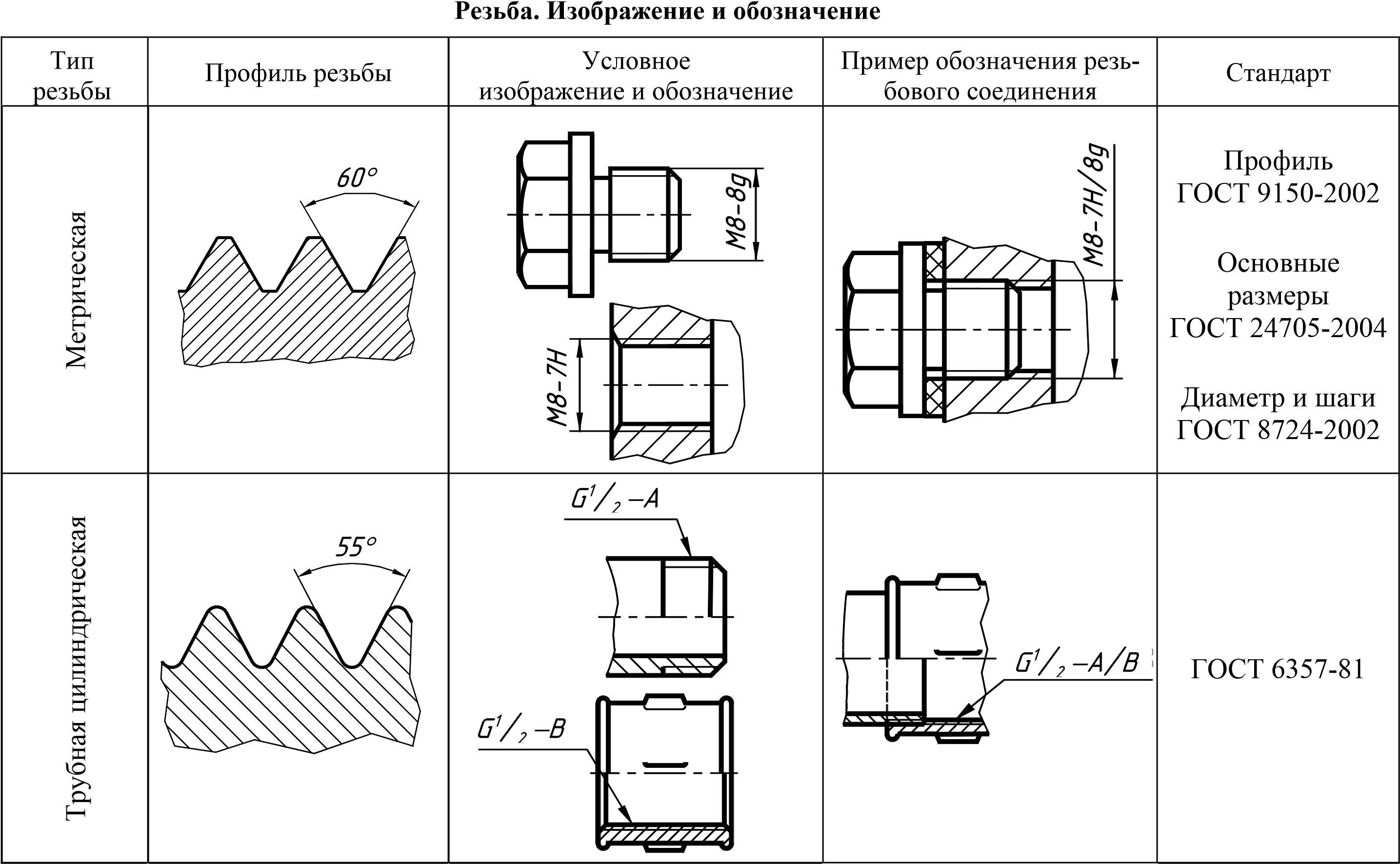
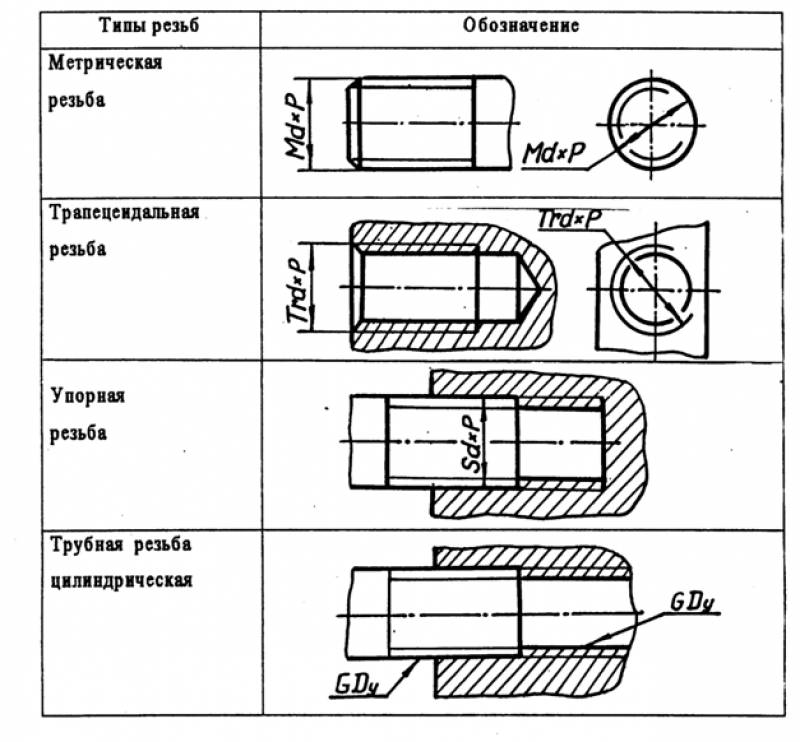
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰.
Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер.




Плашка дюймовая коническая
В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
ОСНОВНЫЕ РАЗМЕРЫ
2.1. Обозначение размера резьбы, шаги и номинальные значения основных размеров конической (наружной и внутренней) резьбы должны соответствовать указанным на черт.2 и в табл.2.
— рабочая длина резьбы; — длина наружной резьбы от торца до основной плоскости
Размеры в миллиметрах
Диаметры резьбы в основной плоскости
Допускается применять более короткие длины резьб.
2.3. Разность действительных размеров должна быть не менее разности номинальных размеров и , указанных в табл.2.
2.4. Длина внутренней конической резьбы должна быть не менее 0,8 ( , где — в соответствии с табл.3)*.________________ * Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Размеры в миллиметрах
Обозначение размера резьбы
Смещение основной плоскости резьбы
Примечание. Предельные отклонения и не распространяются на резьбы с длинами, меньшими указанных в табл.2.
2.5. Обозначение размеров резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на черт.3 и в табл.2.
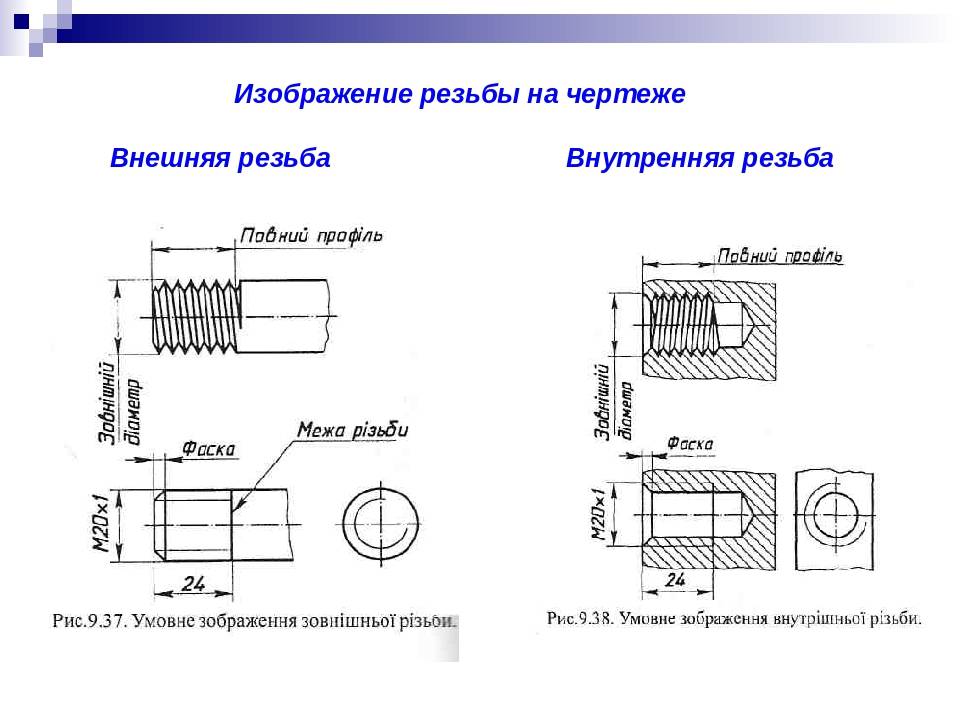
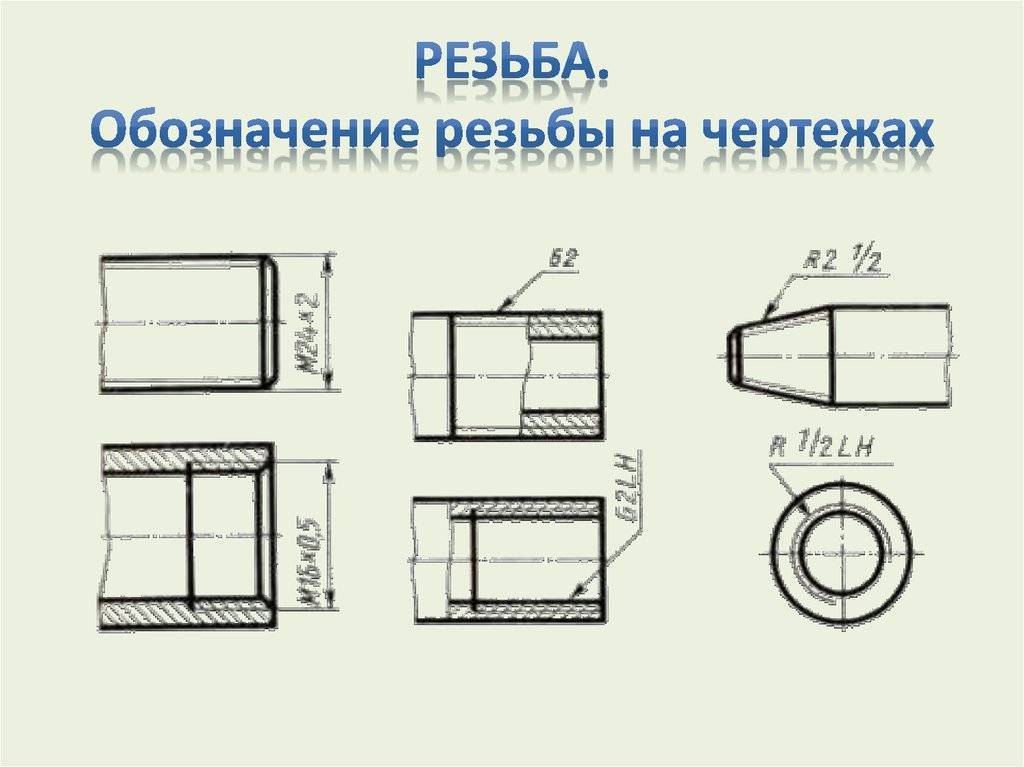
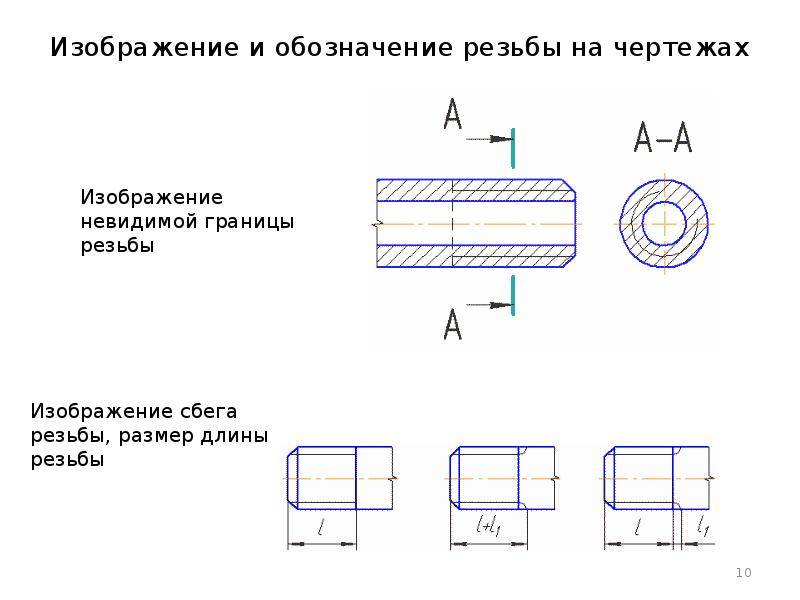
Изображение и обозначение резьбы на чертежах валов (стержней) и отверстий.
Вы думаете, а в чем разница между изображение или обозначение? Изображение — это то как она прочерчивается на чертеже самой детали, а обозначение говорит о том какая она (метрическая, дюймовая и др.). Вроде понятно, а то так закрутил . В процессе рассмотрения темы все станет понятно.
p, blockquote 5,0,0,0,0 –>
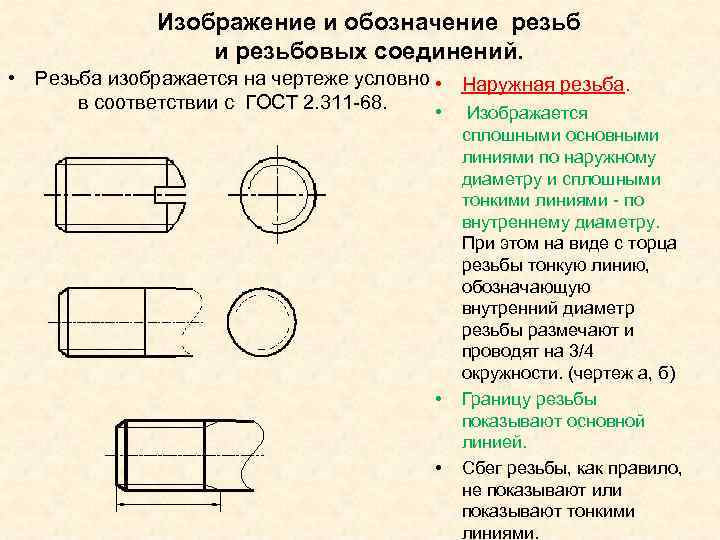
Изображение резьбы на валах. Наружная резьба.
p, blockquote 6,0,0,0,0 –>
Наружная резьба как видите обозначается в виде тонкой линии которая проходит на расстоянии 0,8 мм от основной линии. Я скажу так, если вы чертите от руки (простым карандашом), то в вашем арсенале должен быть со специальной тонкой заточкой карандаш. Да золотые времена учебы в колледже . У меня при оформлении чертежей всегда лежали несколько карандашей один для основных линий, второй для обозначений, третий для штриховки и тд.
p, blockquote 7,0,0,0,0 –>
Сегодня молодежь не пользуется услугами простых карандашей и это очень хорошо. На компьютере любые обозначение специальных элементов на чертеже можно сделать быстро и очень красиво.
p, blockquote 8,0,1,0,0 –>
Обратите внимание на то, что резьба идет не по всей поверхности вала. Она чертится на определенное расстояние. Она не может быть нарезана по всей длине вала
Ведь должен быть участок обеспечивающий выход инструмента
Она не может быть нарезана по всей длине вала. Ведь должен быть участок обеспечивающий выход инструмента.
p, blockquote 9,0,0,0,0 –>
Если посмотреть с торца детали, то резьба обозначается в виде незаконченного круга который пересекает 3 из 4 кусков осевой линии.
p, blockquote 10,0,0,0,0 –>
Изображение резьбы в отверстиях деталей. Внутренняя резьба.
p, blockquote 11,0,0,0,0 –>
В отверстии резьба выглядит так же как и на валах. Только тут есть небольшая особенность — граница резьбы обозначается жирным (контурным) шрифтом и выходит за пределы контура отверстия. Торцевой вид резьбы ни чем не отличается от вала, да это и видно на эскизе.
p, blockquote 12,0,0,0,0 –>
Сейчас вот смотрю на эти эскизы и понимаю, что они не совсем правильные (как я не заметил ). Но переделывать не хочется да и наглядно будет показана основная ошибка при изображении резьбы на чертеже. Увидели ее?
p, blockquote 13,0,0,0,0 –>
Да именно тонкая линия должна всегда идти от наружного диаметра фаски, а на данном эскизе задано от балды , простите не заметил.
А вообще для правильного обозначения элементов на чертеже ГОСТ вам в помощь. Его номер (ГОСТа) кстати зависит от вида резьбы, но об этом читайте дальше.


p, blockquote 15,0,0,0,0 –>
Нет все таки решил для наглядности исправить чертеж резьбы. Тут изображена правильно красным цветом и указывает на резьбовую линию зеленая стрелочка.
p, blockquote 16,1,0,0,0 –>
p, blockquote 17,0,0,0,0 –>
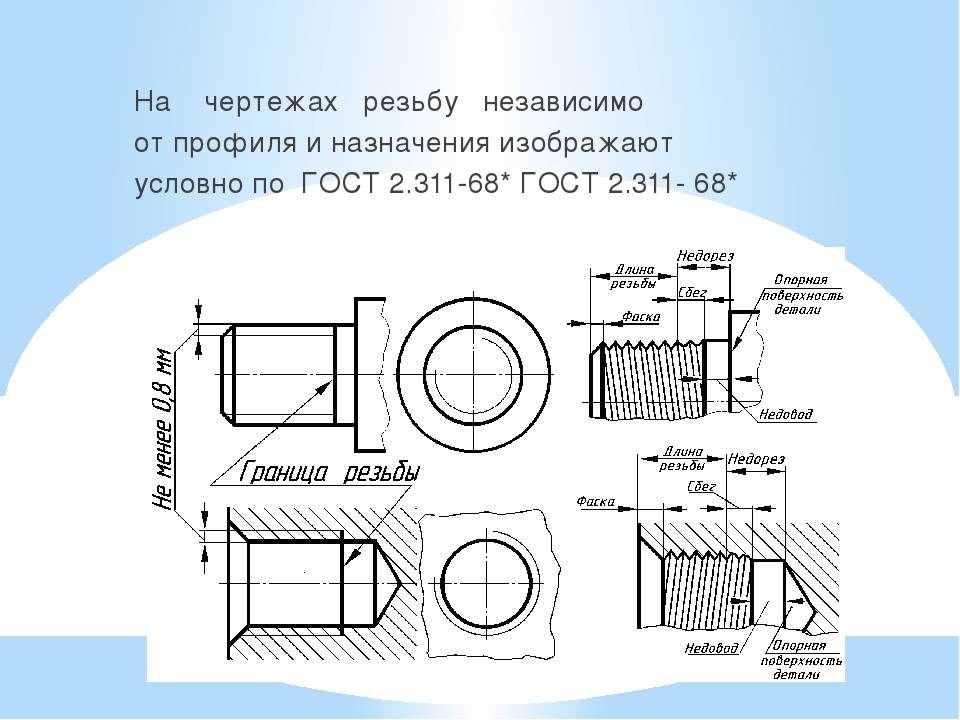
Обозначение резьбы на чертежах. Элементы резьбы
Резьбу изготовляют режущим инструментом с удалением слоя материала, накаткой — путем выдавливания винтовых выступов, литьем, прессованием, штамповкой в зависимости от материала (металл, пластмасса, стекло) и других условий.
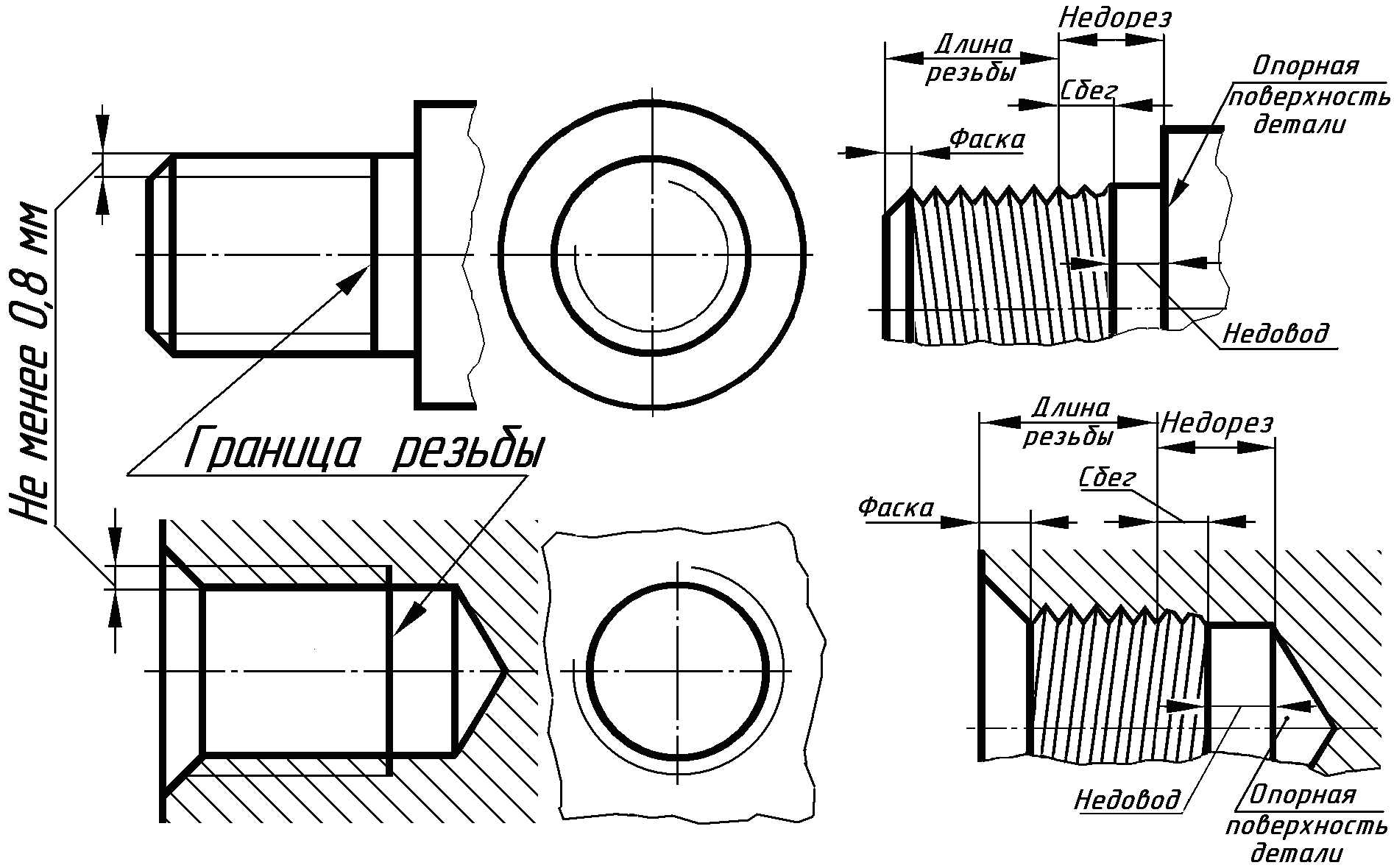
В силу устройства резьбонарезающего инструмента (например, метчика, рис. 8.14; плашки, рис. 8.15) или при отводе резца, при переходе от участка поверхности с резьбой полного профиля (участки l) к гладкой образуется участок, на котором резьба как бы сходит на нет (участки l1), образуется сбег резьбы (рис. 8.16).Если резьбу выполняют до некоторой поверхности, не позволяющей доводить инструмент до упора к ней, то образуется недовод резьбы (рис. 8.16,6, в). Сбег плюс недовод образуют недорез резьбы. Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (рис. 8.16, г), а для внутренней резьбы — немного больше наружного диаметра резьбы (рис. 8.17).В начале резьбы делают, как правило, коническую фаску, предохраняющую крайние витки от повреждений и служащую направляющей при соединении деталей с резьбой (см. рис. 8.16). Фаску выполняют до нарезания резьбы. Размеры фасок, сбегов, недорезов и проточек стандартизованы, см. ГОСТ 10549—80* и 27148—86 (СТ СЭВ 214—86). Изделия крепежные. Выход резьбы. Сбеги, недорезы и проточки. Размеры.
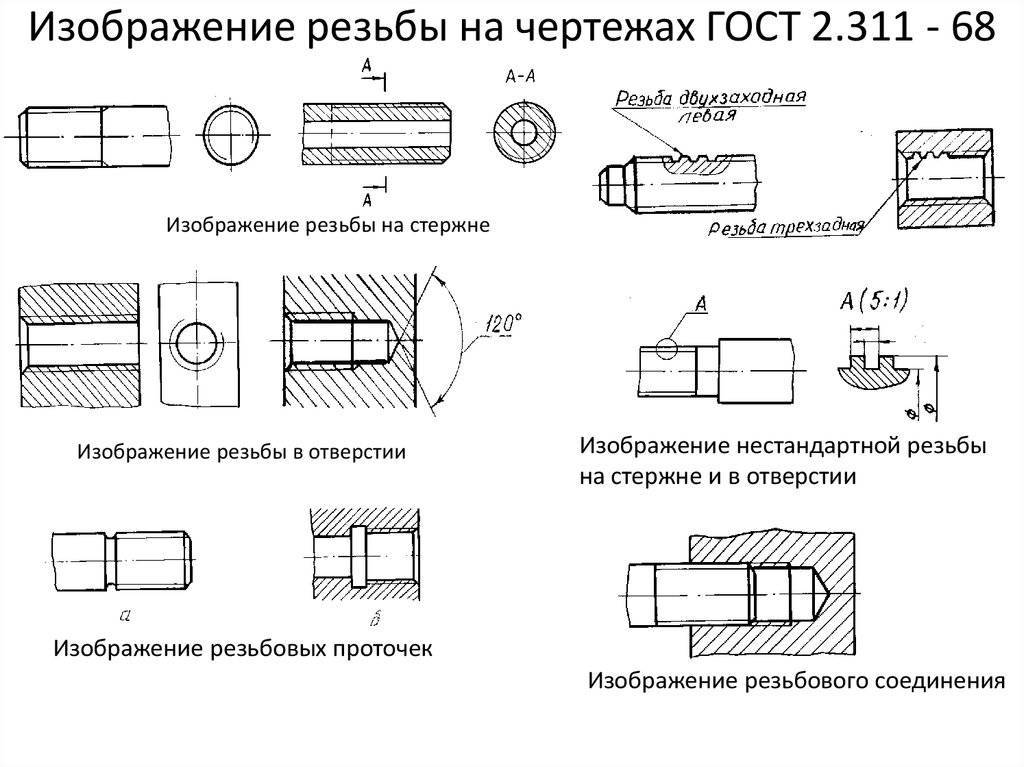
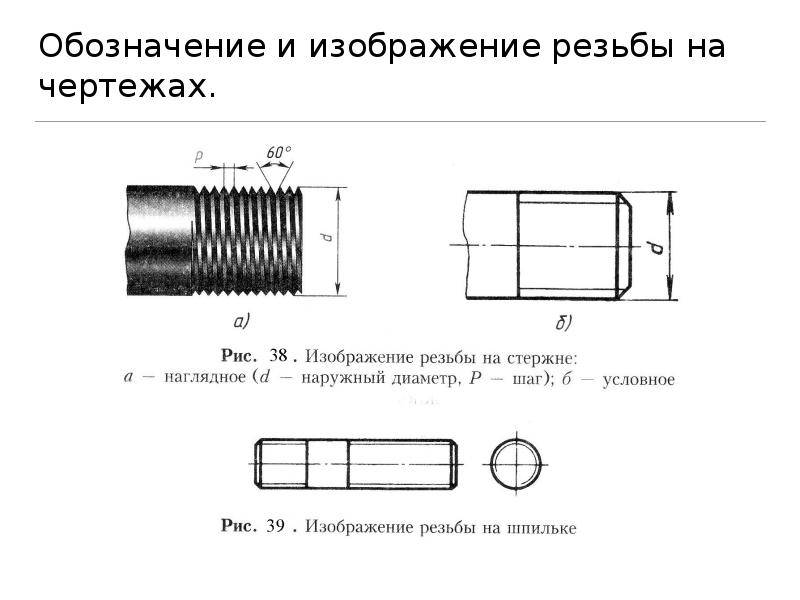
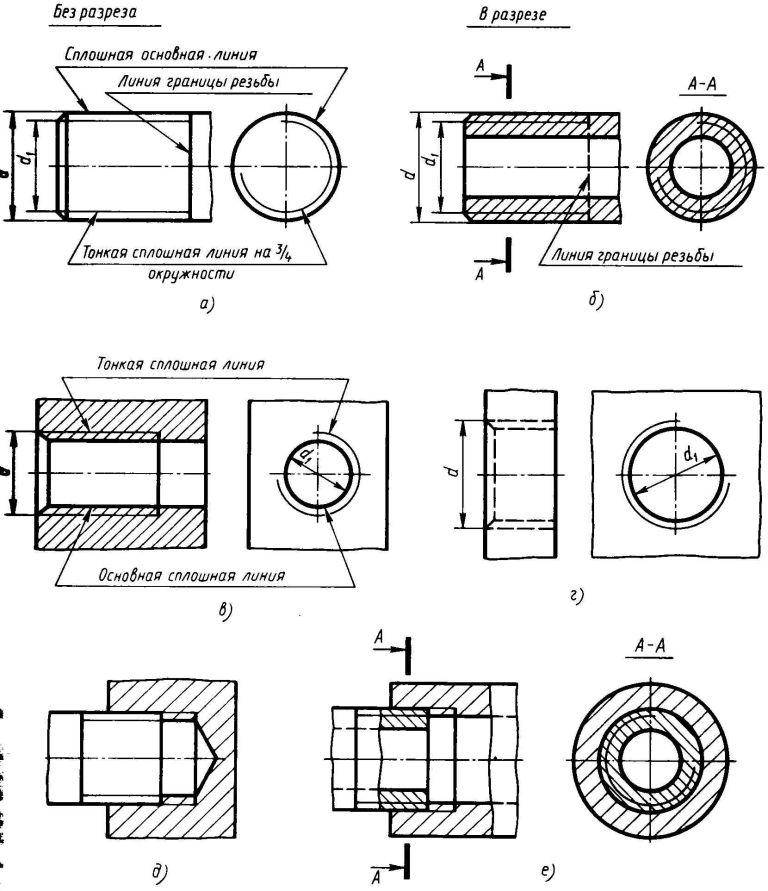
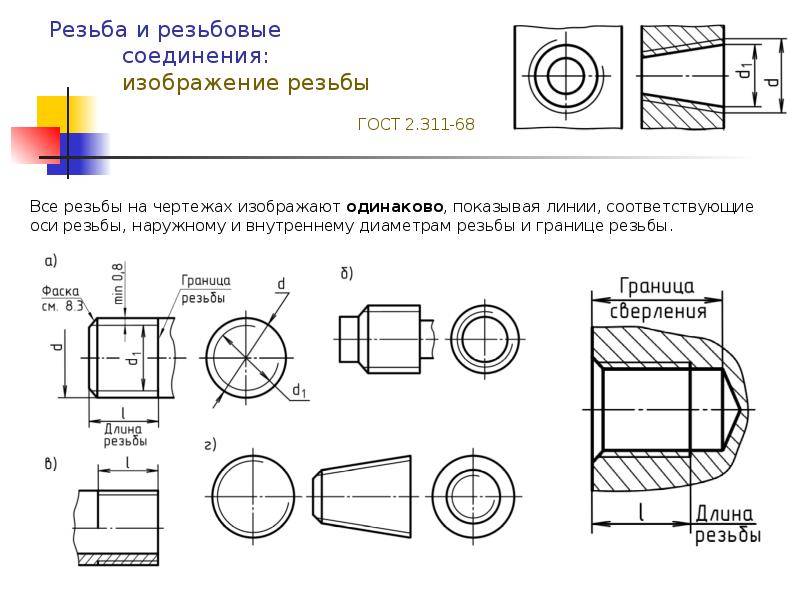
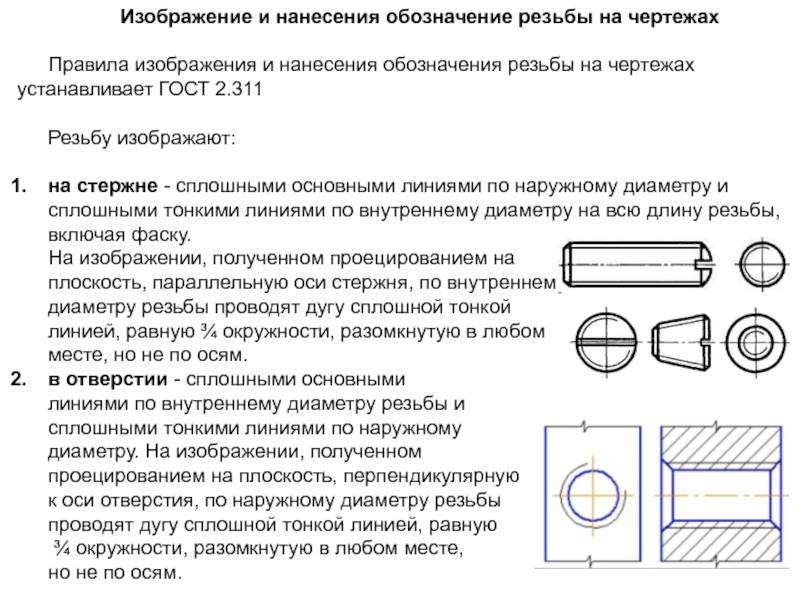
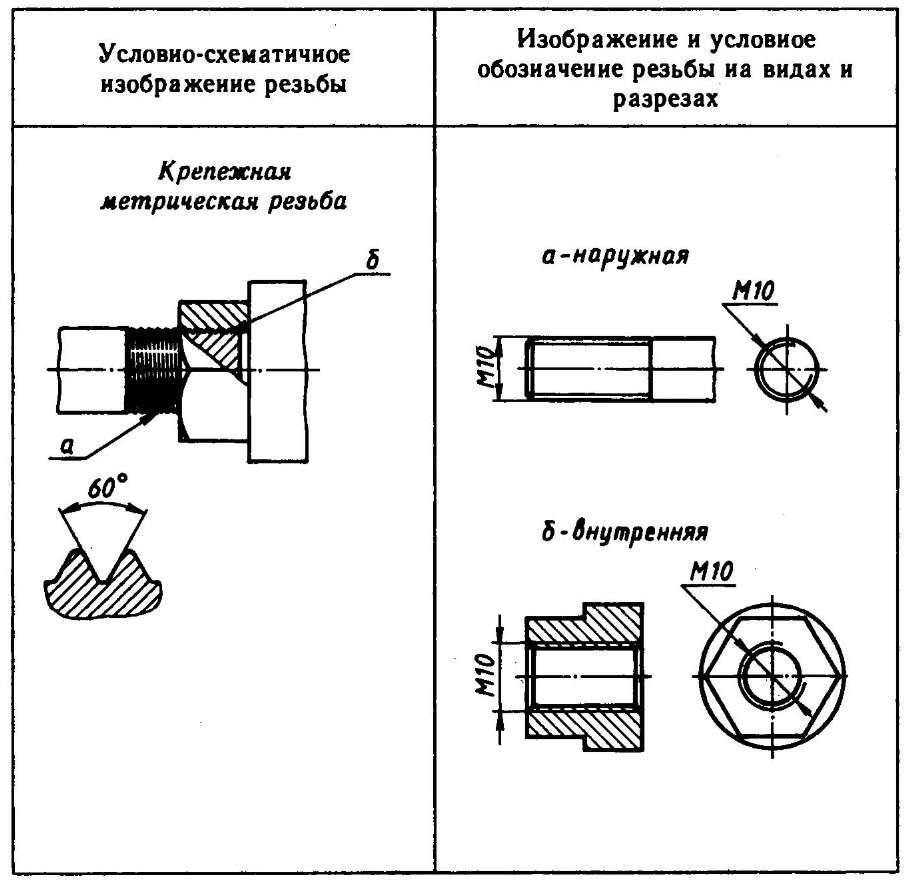
Построение точного изображения витков резьбы требует много времени, поэтому его применяют в редких случаях. Согласно ГОСТ 2.311 — 68* (СТ СЭВ 284—76), на чертежах резьбу изображают условно, независимо от профиля резьбы: на стержне — сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими — по внутреннему, на всю длину резьбы, включая фаску (рис. 8.18, а). На изо-бражениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности и разомкнутую в любом месте. На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии как бы меняются местами (рис. 8.18,6).
Сплошную тонкую линию наносят на расстояние не менее 0,8 мм от основной линии (рис. 8.18), но не более шага резьбы.Штриховку в разрезах доводят до линии наружного диаметра резьбы на стержне (рис. 8.18, г) и до линии внутреннего диаметра в отверстии (рис 8.18,6).Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси стержня или отверстия, не изображают (рис. 8.18). Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы (до начала сбега) основной линией (или штриховой, если резьба изображена как невидимая, рис. 8.19), доводя ее до линий наружного диаметра резьбы.При необходимости сбег резьбы изображают тонкими линиями, проводимыми примерно под углом 30° к оси (рис. 8.18, а, б).
Резьбу, показываемую как невидимую, изображают штриховыми линиями одной толщины по наружному и внутреннему диаметрам (рис. 8.19).Длиной резьбы называют длину участка детали, на котором образована резьба, включая сбег и фаску. Обычно на чертежах указывают только длину l резьбы с полным профилем (рис. 8.20, а). Если имеется проточка, наружная (см. рис. 8.16, г) или внутренняя (см. рис. 8.17), то ее ширину также включают в длину резьбы.При необходимости указания сбега или длины резьбы со сбегом размеры наносят, как показано на рис. 8.20, б, в.Недорез резьбы, выполненный до упора, изображают, как показано на рис. 8.21, а, б. Допустимы варианты «в» и «г».
На чертежах, по которым резьбу не выполняют (на сборочных чертежах), конец глухого отверстия допускается изображать по рис. 8.22 На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 8.23).
Различают резьбы: общего назначения и специальные предназначенные для применения на изделиях определенных видов; крепежные, предназначенные, как правило, для неподвижного разъемного соединения составных частей изделия, и ходовые — для передачи движения. Преимущественно применяют правые резьбы, к обозначению левых резьб добавляют LH.В обозначениях многозаходных резьб указывают ход, а в скобках — шаг и его значение
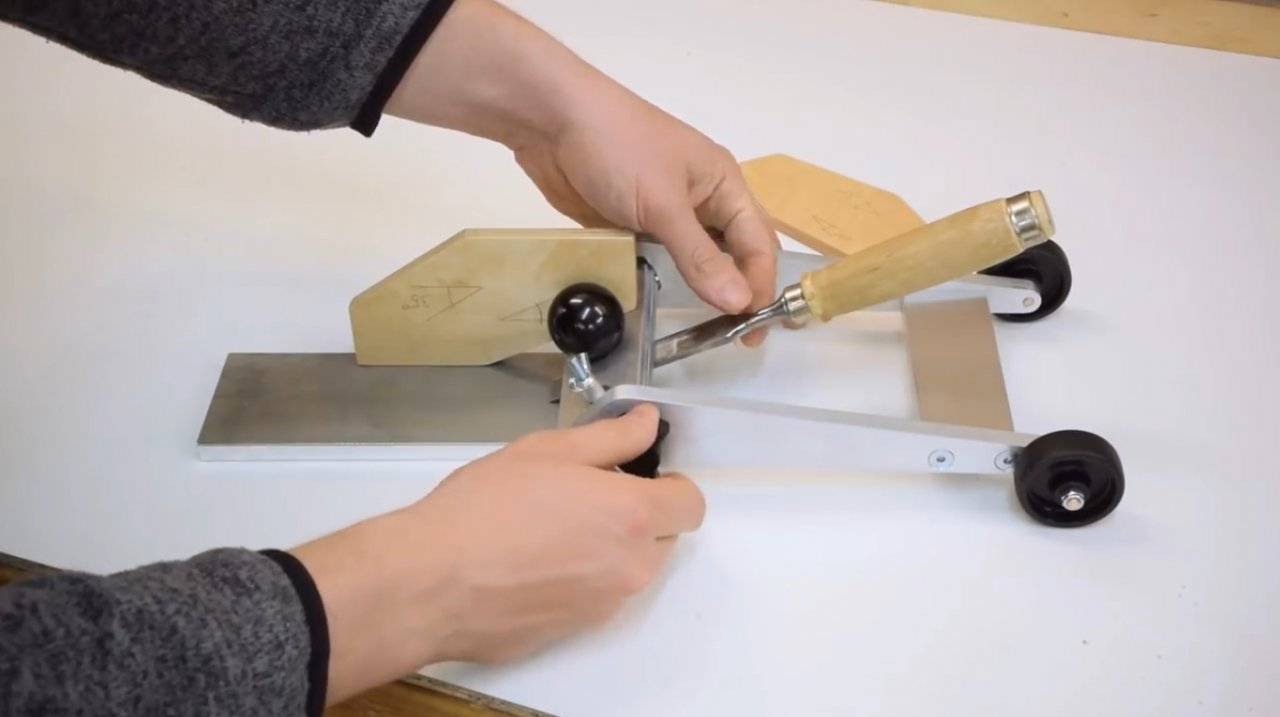
Инструменты для нарезания
Для нарезания внутренней резьбы используется метчик. Это специальный винт, который имеет твёрдые режущие кромки. Состоит этот инструмент из рабочей части и хвостовика, предназначенного для фиксации в воротке. Устройство бывает ручным и машинным.
Комплектация слесарного набора:

- Метчик. Его диаметр может варьироваться и достигает 18 мм.
- Две черновых рабочих части.
- Черновой метчик другого диаметра, средний и чистовой.
Перед началом нарезания нужно обязательно сначала сделать отверстие, которое будет иметь немного меньший диаметр. Во время работы инструмент необходимо держать перпендикулярно и добавлять смазку в зону нарезания. Через каждые несколько витков метчик следует выкручивать, чтобы убрать накопившуюся металлическую стружку. Это очень удобно делать при помощи небольшого специального ёршика.
В промышленных масштабах наружная резьба делается на станке. Для домашних потребностей применяются плашки, которые бывают:
- Разрезными. Инструмент изготовлен из двух половин, из-за чего он не такой жёсткий, как другие виды. Можно использовать для нетребовательных соединений.
- Цельными круглыми. С помощью такой плашки можно нарезать высококачественную резьбу.
- Раздвижные. Применяются в клуппах. Можно изготавливать трубную резьбу.
Сама плашка внешне очень похожа на обычную гайку, внутри которой находятся режущие кромки. Инструмент может быть предназначен для нарезания метрической или дюймовой резьбы.
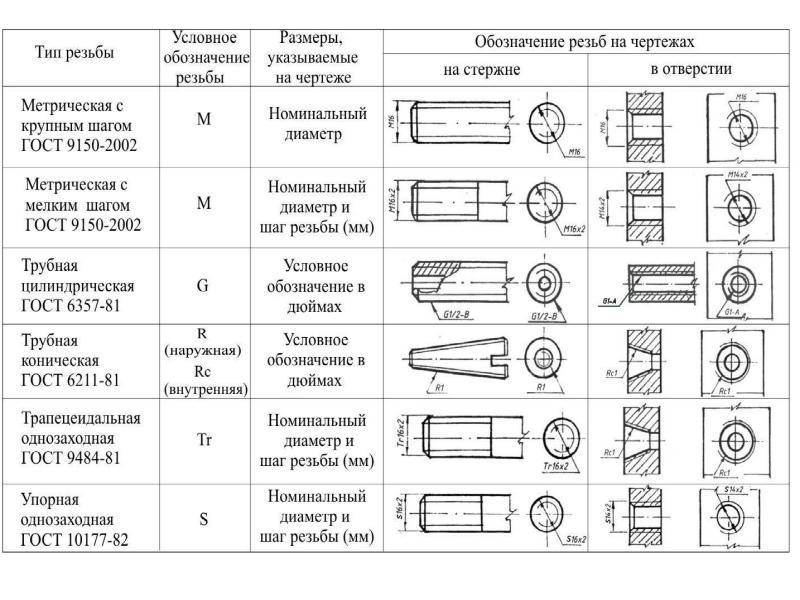
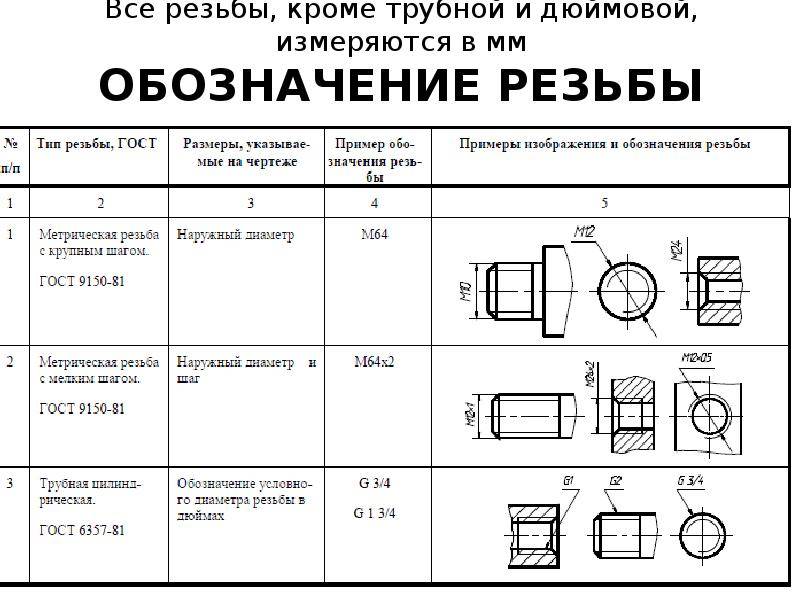
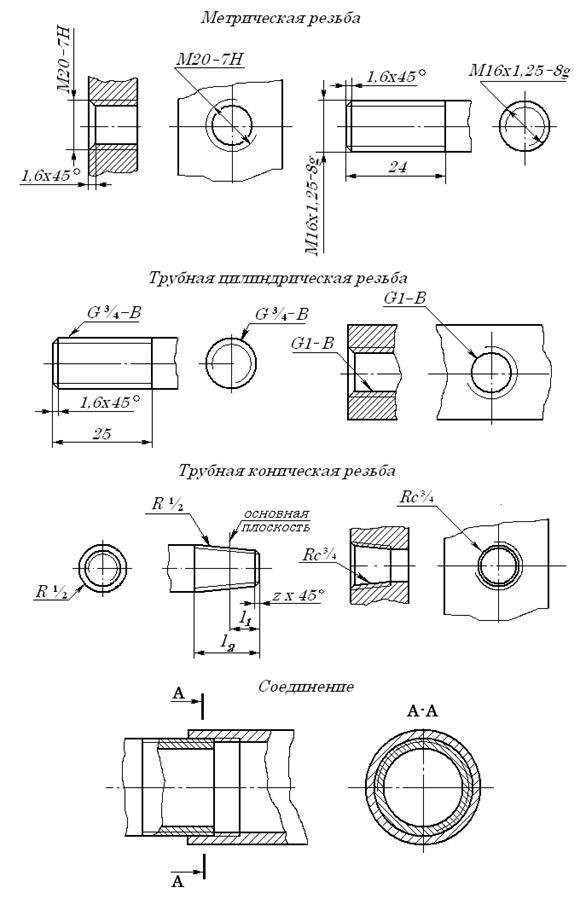
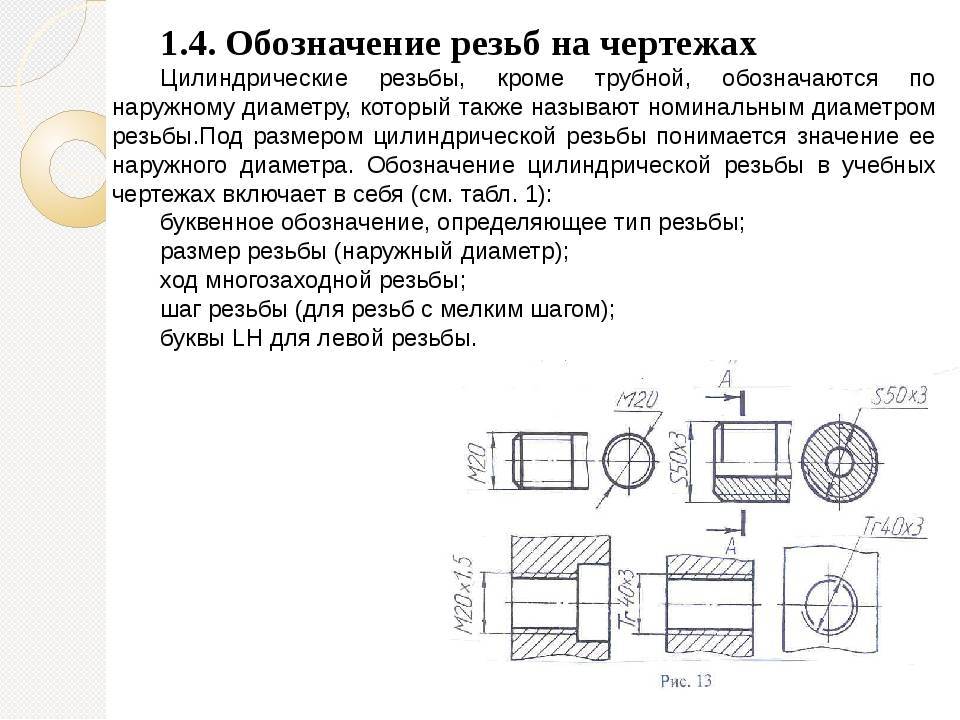
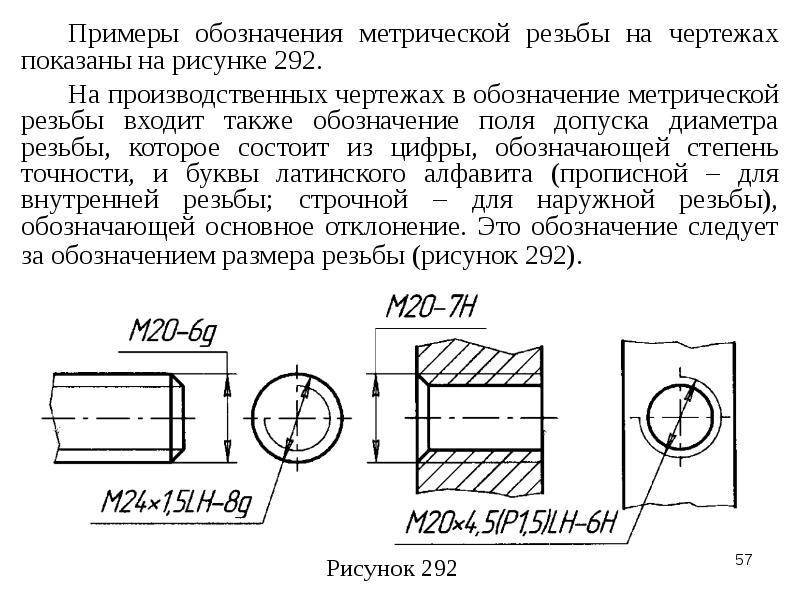
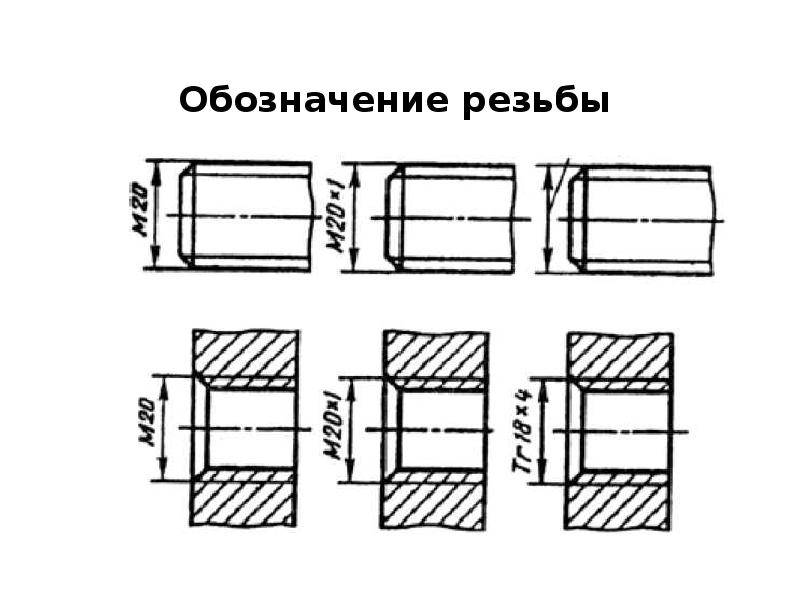
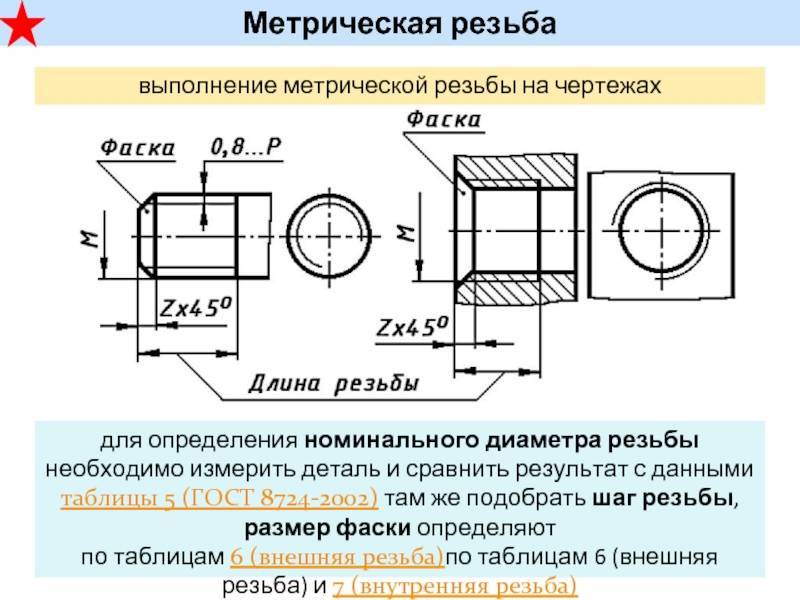
1.4. Обозначение резьб на чертежах резьба метрическая
В обозначение метрической цилиндрической резьбы входят: вид резьбы (буква В случае правой резьбы в конце обозначения ничего не проставляется, например:
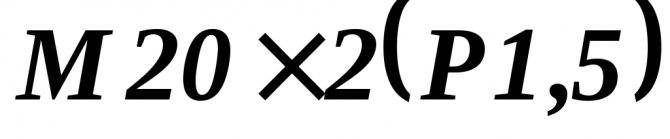
– резьба метрическая с наружным диаметром 20 мм, двухзаходная, с шагом 1,5 мм, правая.
В случае однозаходной резьбы число заходов в обозначении не указывается, например:
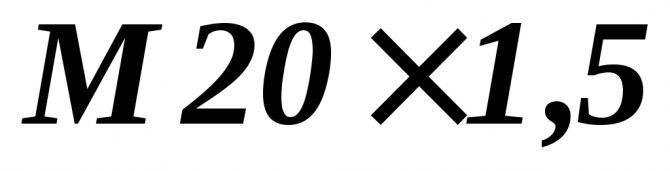
.
Каждому наружному диаметру метрической резьбы соответствует несколько шагов. Один из них, самый большой, называется крупным шагом. Если резьба с крупным шагом, то шаг в обозначении резьбы не проставляется, например:

.
Обозначение метрической цилиндрической резьбы на чертеже проставляют так, как показано на рис. 8а.
Читать также: При скольки градусах плавится свинец
В обозначение метрической конической резьбы входят: вид резьбы (буквы
За номинальный диаметр конической резьбы принимают диаметр резьбы в основной плоскости (рис. 9). Основной плоскостью конической резьбы называется плоскость, перпендикулярная к оси резьбы, в которой задаются номинальные размеры диаметров резьбы.
Плоскость, перпендикулярная к оси резьбы и служащая для определения осевого положения основной плоскости конической резьбы, называется базовой плоскостью конической резьбы
. За базовую плоскость, как правило, принимают торцевую поверхность, ограничивающую коническую резьбу: со стороны меньшего основания конуса – для наружной резьбы, со стороны большего основания – для внутренней резьбы.
Обозначение метрической конической резьбы на чертеже проставляется так, как показано на рис. 8в.
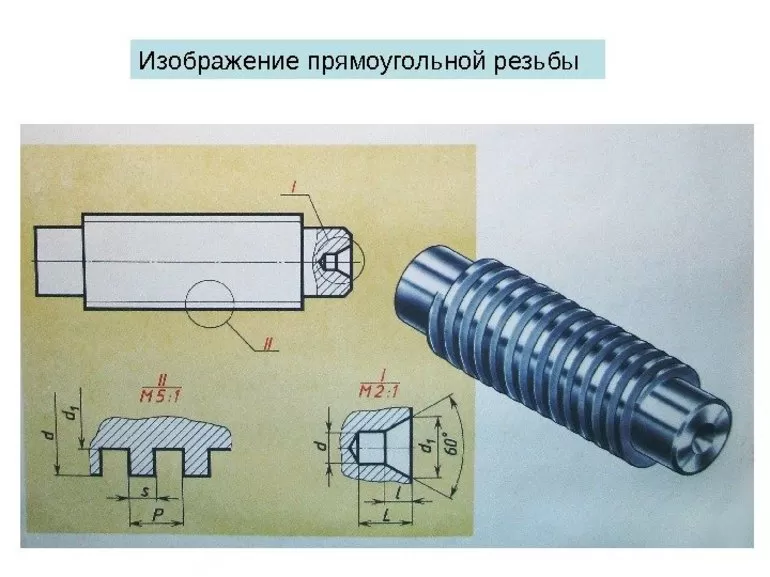
Особенности резьбы
Прямоугольная резьба обладает нестандартным квадратным профилем, поэтому для нее не установлены стандартные параметры шага, диаметра, величины среза и хода. Глубина профиля данной разновидности нарезки равняется половине шага. Основные размеры резьбовых соединений с прямоугольным профилем определены в ГОСТ 9150-81.
По методу образования выделяют левую и правую прямоугольные резьбы. Левая разновидность нарезки создана контуром, осуществляющим вращение против часовой стрелки. Контур перемещается вдоль оси, относительно наблюдателя. Правая резьба образована контуром, производящим вращательные движения по часовой стрелке. Движение производится вдоль оси по направлению от наблюдателя.
Прямоугольная резьба может быть однозаходной (нарезка произведена в виде 1 витка). В этом случае груз, размещенный на винтах резьбовых соединений, не сможет самостоятельно опуститься без влияния дополнительной силы трения. Это преимущество однозаходной нарезки обусловлено наличием свойства самоторможения. Также изготавливаются многозаходные резьбовые соединения, где нарезка осуществлена в виде 2-3 раздельных витков, расположенных на равной дистанции. Число заходов прямоугольной резьбы возможно измерить при помощи следующей формулы: Z = L/S, где S – размер шага и L – значение хода.

Прямоугольная резьба обладает множеством схожих особенностей с трапецеидальной ленточной разновидностью нарезки. Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Конусные сверла для сверления листового металла
В тонком листовом металле достаточно часто приходится проделывать различные отверстия цилиндрической формы. Так, к примеру, происходит тогда, когда требуется произвести электромонтажные работы в стальных коробах, причем сделать это нередко бывает не так уж и просто.
Сверление отверстий в тонком листовом металле с помощью обычных спиральных сверл — дело непростое, поскольку инструмент начинает, что называется, «подхватывать». Это может привести (и нередко приводит) к его поломкам, а также к тому, что отверстия получаются неправильной, искривленной формы. Конусные сверла и сверла ступенчатые с этой задачей справляются намного лучше.
Дело в том, что благодаря их специфической форме слой обрабатываемого материала срезается равномерно, без так называемых «подхватываний» и рывков. Поэтому просверливаемые отверстия имеют идеально цилиндрическую форму.
В зависимости от того, какие именно геометрические характеристики имеет режущий инструмент, применение сверл с конической режущей кромкой позволяет получить результирующие диаметры различной величины. Если условия сверления особенно сложны, то опытные мастера применяют не конусные, а ступенчатые сверла. Этот режущий инструмент позволяет обеспечить очень точные размеры результирующих отверстий.
Американская резьба UNC
Международные стандарты крепёжных соединений: резьба UNC Unified Coarse Thread (UNC) — разновидность дюймовой цилиндрической резьбы с крупным шагом и углом профиля 60°.
Пользуется большой популярностью в Европе и Северной Америке.
В России детали с левой и правой резьбой UNC можно встретить среди комплектующих для бытовой и промышленной техники зарубежного производства (газонокосилки, культиваторы, автомобили и т. д.).
Телефон для связи : WhatsApp.
Краткая история Дюймовая резьба появилась в Великобритании во время промышленной революции в XVIII веке.
Так как значительная часть североамериканского континента долгое время находилась в зоне прямого влияния Соединённого Королевства, английская система мер прижилась и на территории Канады и США.
После унификации выработались определённые стандарты нарезки резьбы: угол профиля, шаг, форма вершин и впадин и т. д. Так возникли базовые типоразмеры и принципы маркировки соединений, которые применяются и сегодня.
Технические особенности Внешне геометрия резьбы UNC мало чем отличается от профиля обычной метрической резьбы. Главная особенность соединения — использование дюйма в качестве основной размерной единицы.
Максимальный шаг — 6,35 мм (4 витка на дюйм).


Как нарезается резьба UNC? Самое сложное во время нарезки дюймовой резьбы — правильно определить величину шага. Для этого нужно использовать специальные калибры (резьбомеры).
Во время измерения расстояния между впадинами и вершинами пластинки резьбомера поочерёдно прикладываются к детали до тех пор, пока не получится добиться 100%-ного совпадения профиля.
Если размер был определён верно, шаг резьбы будет соответствовать значению, отмеченному на боковой стороне шаблона.
Для нарезки UNC -резьбы применяются инструменты двух типов:
-плашки. Необходимы для наружной нарезки резьбы; -метчики. Используются для формирования резьбы на внутренней стороне детали.
Нарезать резьбу можно как вручную, так и при помощи специального промышленного оборудования. Направление вращения в каждом случае определяется индивидуально.