
Оборудование для нарезания
Для нарезания в зависимости от выбранной технологии используется следующее оборудование:
- Токарно-винторезные станки.
- Наборы плашек, метчиков и воротков (выполняется вручную).
- Резьбонакатные станки (для холодной или горячей накатки).
- Фрезерные станки или обрабатывающие центры.
- Шлифовальные станки.
Фрезерный станок
Токарно-винторезный станок
Токарно — винторезные и фрезерные станки, установки горячей накатки применяются только в условиях производств. Для бытовых применений используют наборы плашек и метчиков или устройство КЛУПП, которое не требует смены плашек при последовательных проходах. Режущие гребенки, охватывающие трубу с трех сторон, можно понемногу выдвигать внутрь корпуса, обеспечивая чистовые проход.
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
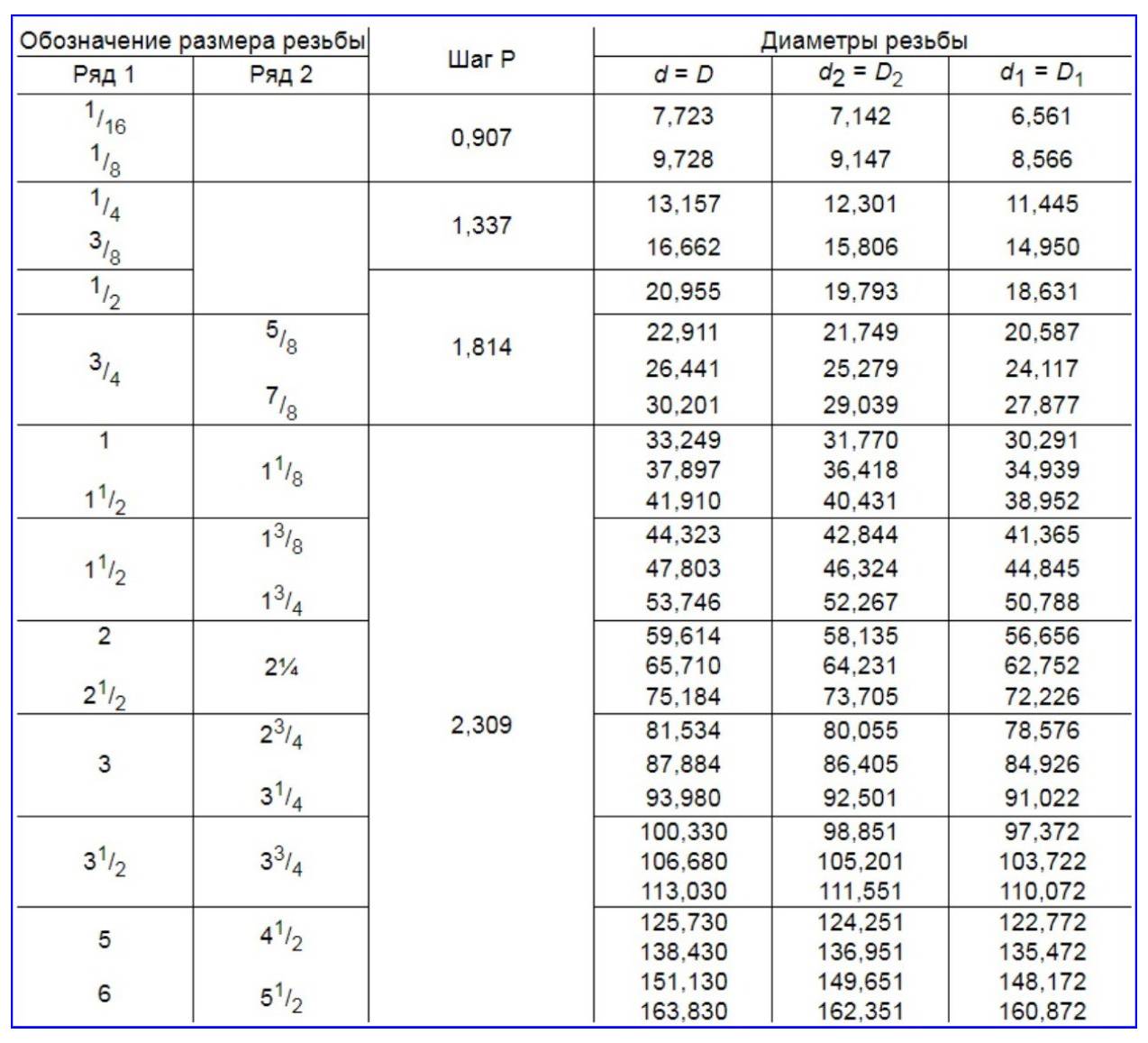
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
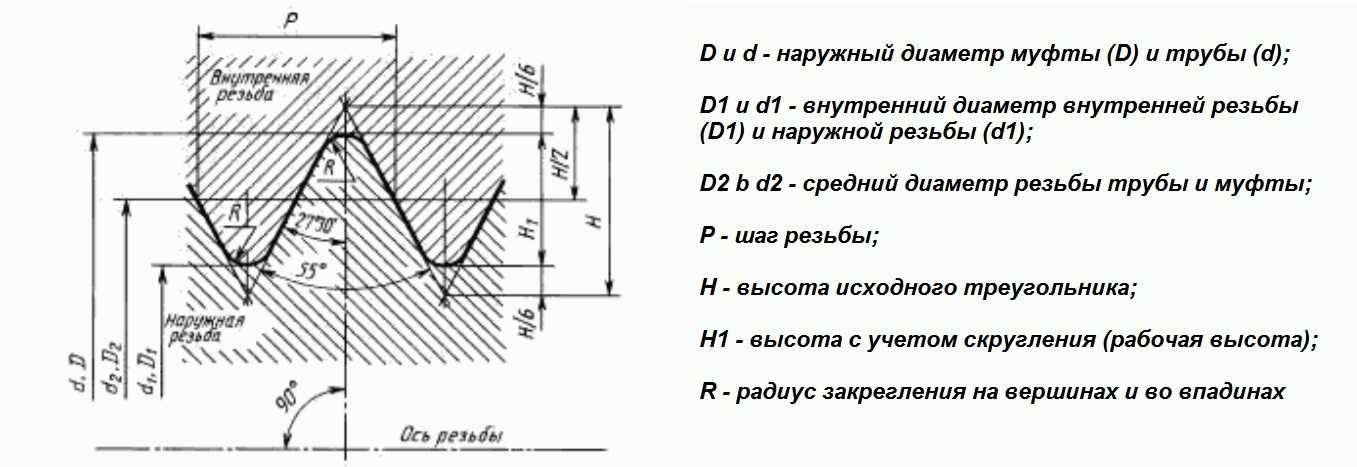
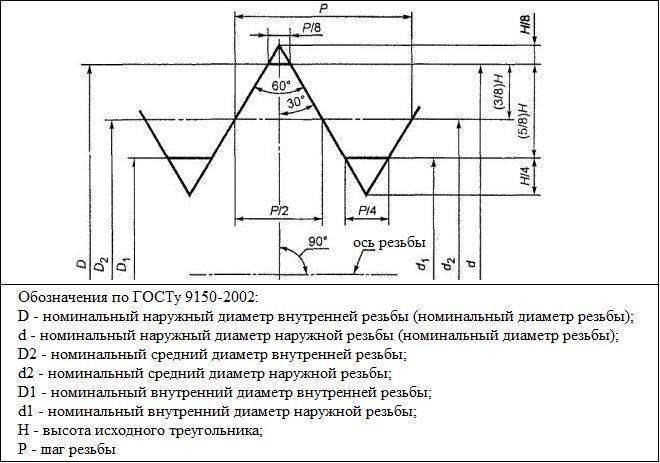
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
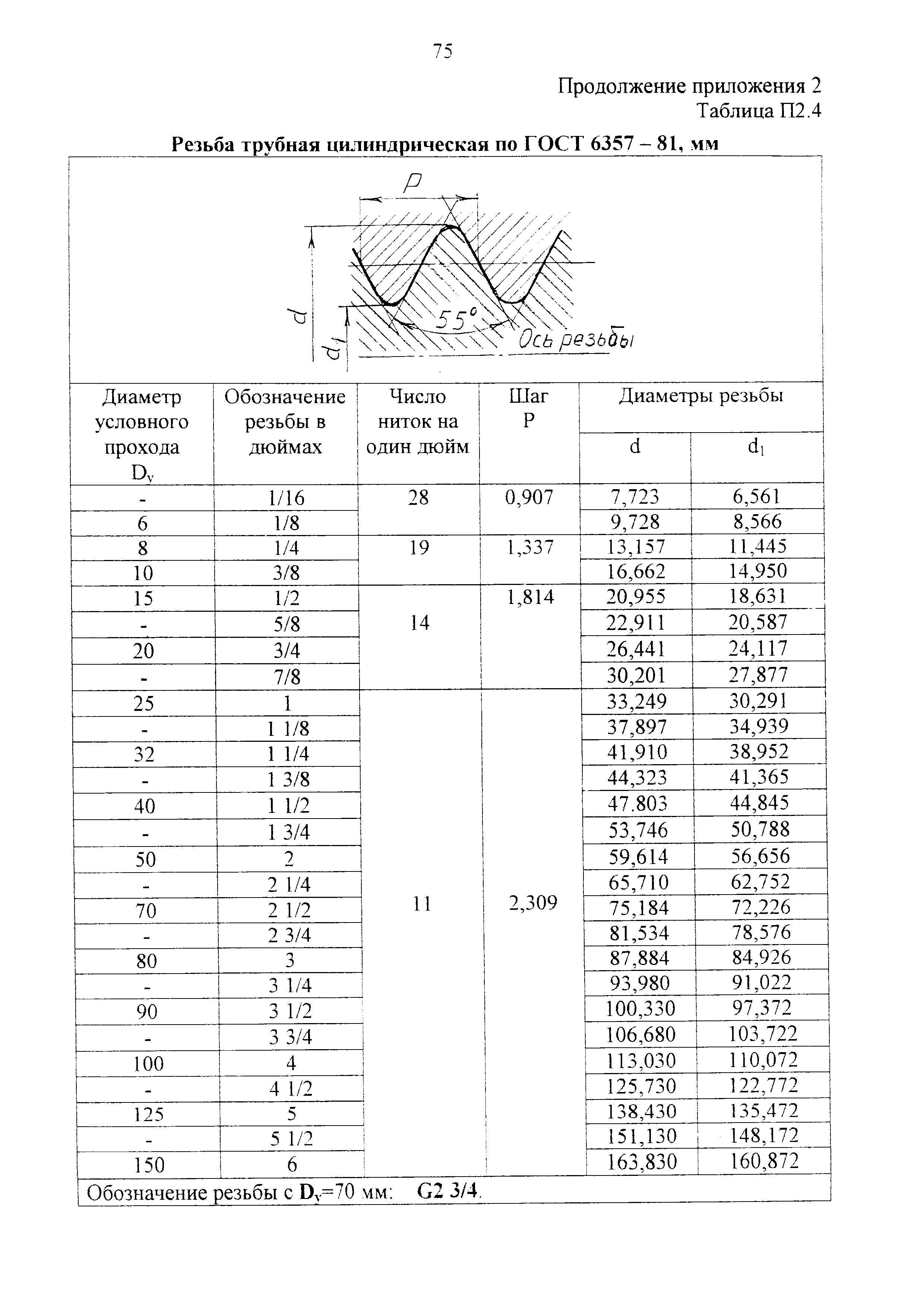
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
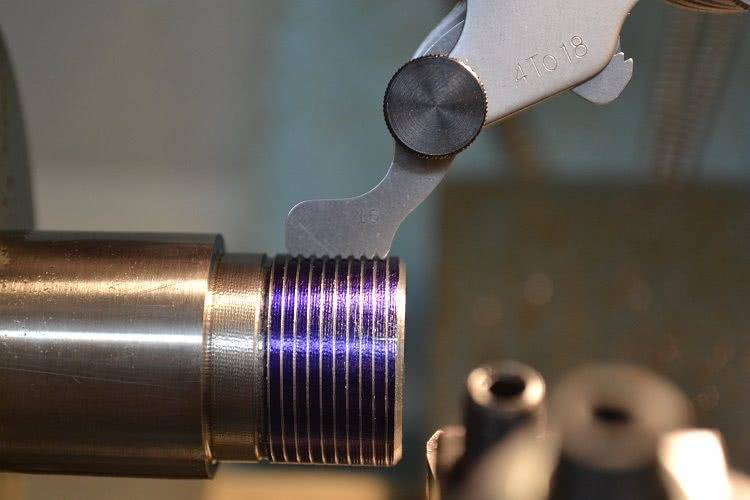
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Основная информация и сферы применения
Чаще всего резьбовое соединение изготавливается в метрической системе. Размеры резьбы могут быть абсолютно разными. Витки наносятся на наружные или внутренние поверхности какого-либо элемента цилиндрической формы. Именно такой вид имеют наиболее распространённые крепёжные детали:
- Гайки.
- Шпильки.
- Болты.
- Винты и так далее.
Изделия с конической формой с метрическим типом резьбы нужны в тех случаях, когда соединению требуется высокая герметичность. Профиль под углом позволяет не использовать дополнительные уплотнители. Такой вид с успехом себя зарекомендовал во время монтажа трубопроводов, по которым движутся жидкости и газы. Трубная резьба при невысоком давлении среды отлично справляется с задачей без прокладок. Также конический тип применяется при создании крышек для различных ёмкостей для герметизации отверстия.
Существует и менее распространённый тип резьбы. Он называется ленточным (прямоугольным). Такой вид применяется в основном в машиностроении.
Метрический тип соединений имеет ряд таких параметров:
- Диаметр.
- Шаг резьбы.
- Толщина и расположение.
- Высота.
- Направление витков.
Чтобы понять, что такое шаг резьбы, достаточно взглянуть на обычный болт (неважно, шестигранная головка или стандартная). Это расстояние между отдельными витками. Есть и другие параметры, благодаря которым метрические соединения подразделяются на виды, имеющие свои условные обозначения из букв и цифр
Есть и другие параметры, благодаря которым метрические соединения подразделяются на виды, имеющие свои условные обозначения из букв и цифр.
Резьбовые соединения получили огромную популярность из-за большого количества преимуществ, среди которых:
- Надёжность и длительный эксплуатационный срок.
- Возможность регулировать степень сжатия.
- Простота конструкции.
- Фиксация в закрученном положении.
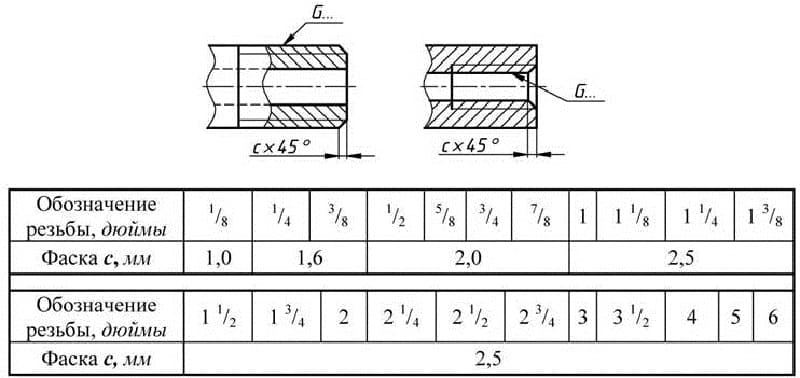
Из недостатков можно выделить неравномерность распределения номинальной нагрузки по всей ширине и длине витков. Если часто разбирать и собирать конструкцию, то это ускоряет износ элементов. Чтобы продлить срок службы, желательно каждый раз снимать фаску на глубину повреждения, но это применимо не во всех случаях. Также детали с разным шагом не подойдут друг к другу.
Разновидности резьбовых насечек
Резьбовыми насечками называют ряды выемок, располагающихся по спирали. Нанесение винтового рельефа может выполняться на элементы в форме цилиндра или конуса. При этом на всем протяжении требуется соблюдение одинакового шага и величины диаметра. Такая резьба используется при создании винтовых соединений. Основная область использования – автомобилестроение и коммуникационные системы.
Винтовой рельеф может быть двух видов:
Трубная насечка считается отдельной разновидностью. Ее делают на элементах, изготовленных из металла и полимерных материалов. Чаще всего трубной насечкой пользуются при сборке систем бытового назначения, таких как водоснабжение и отопление.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
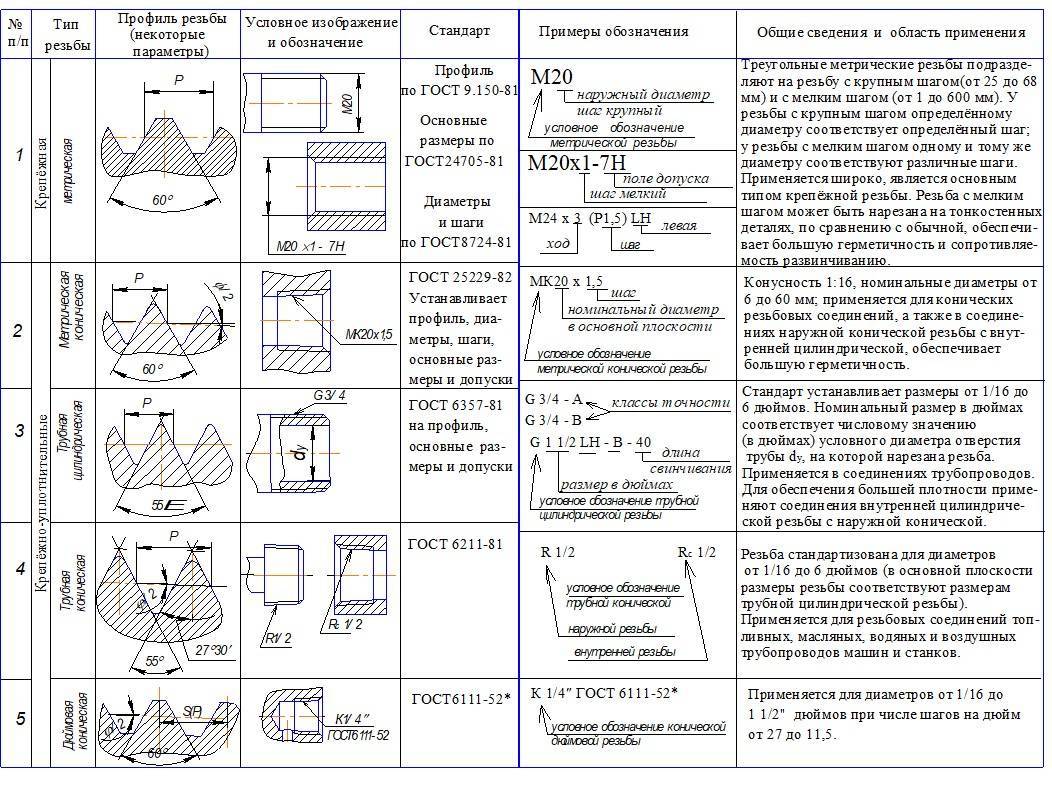
Обозначение резьбы трубной конической на чертеже гост
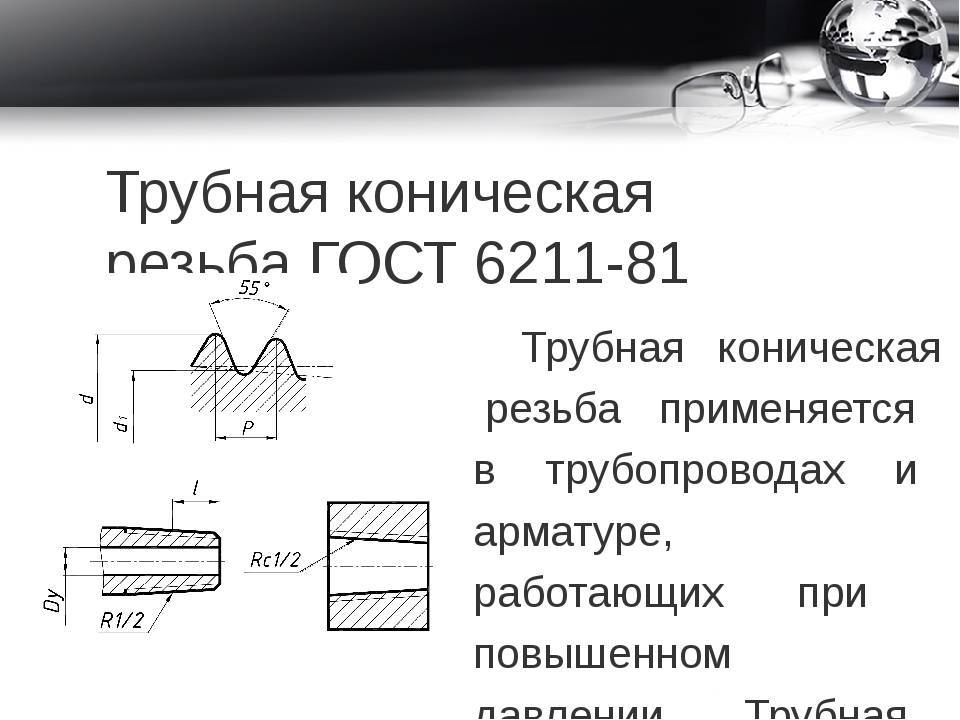
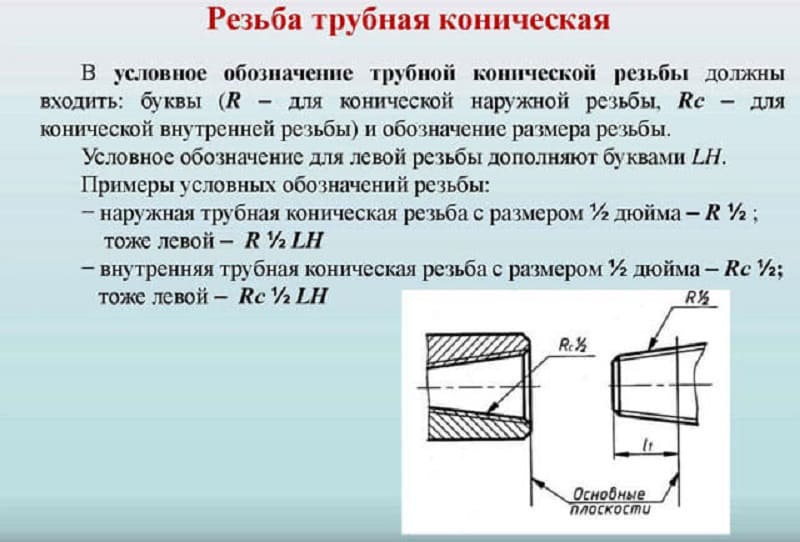
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
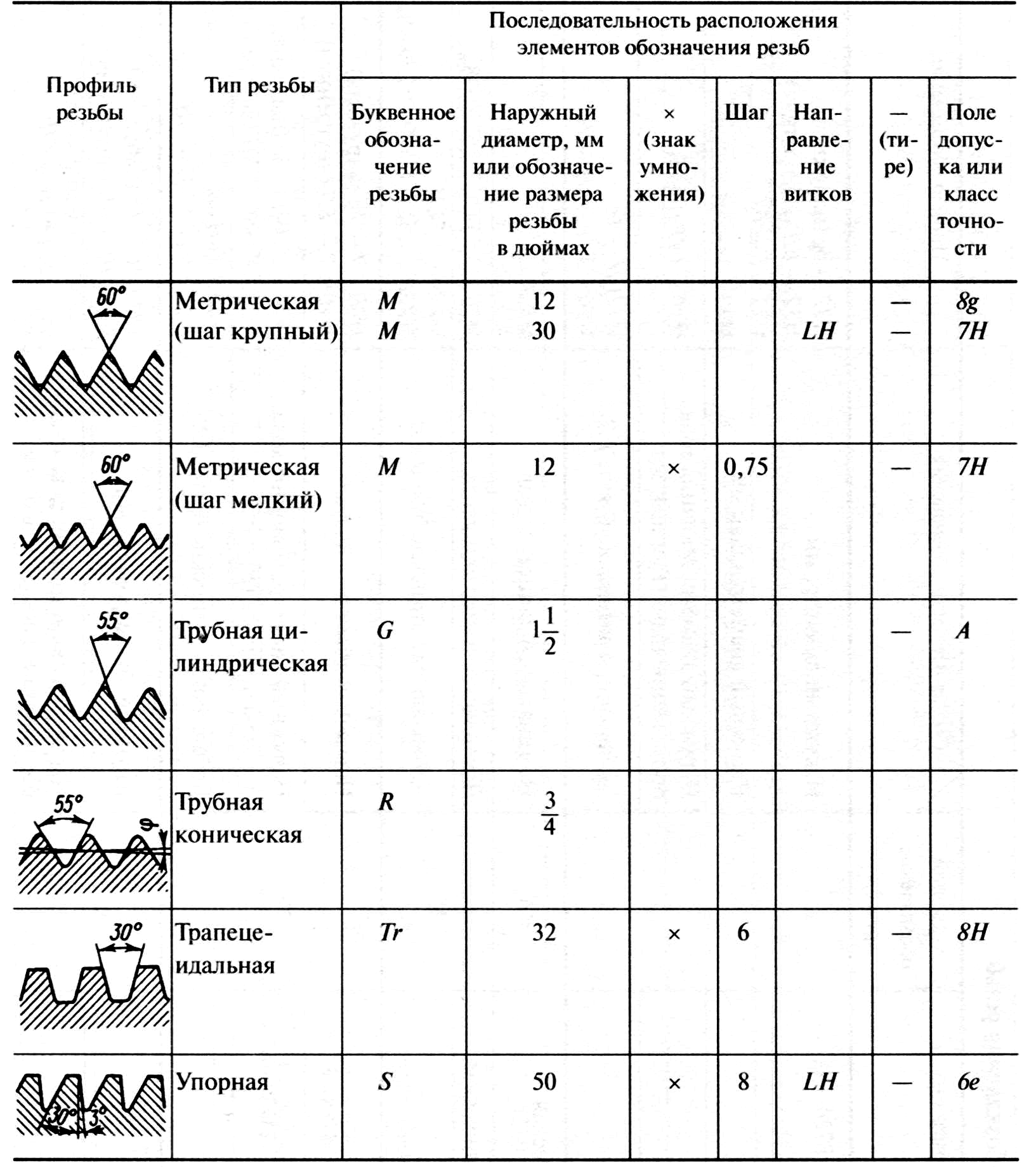
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
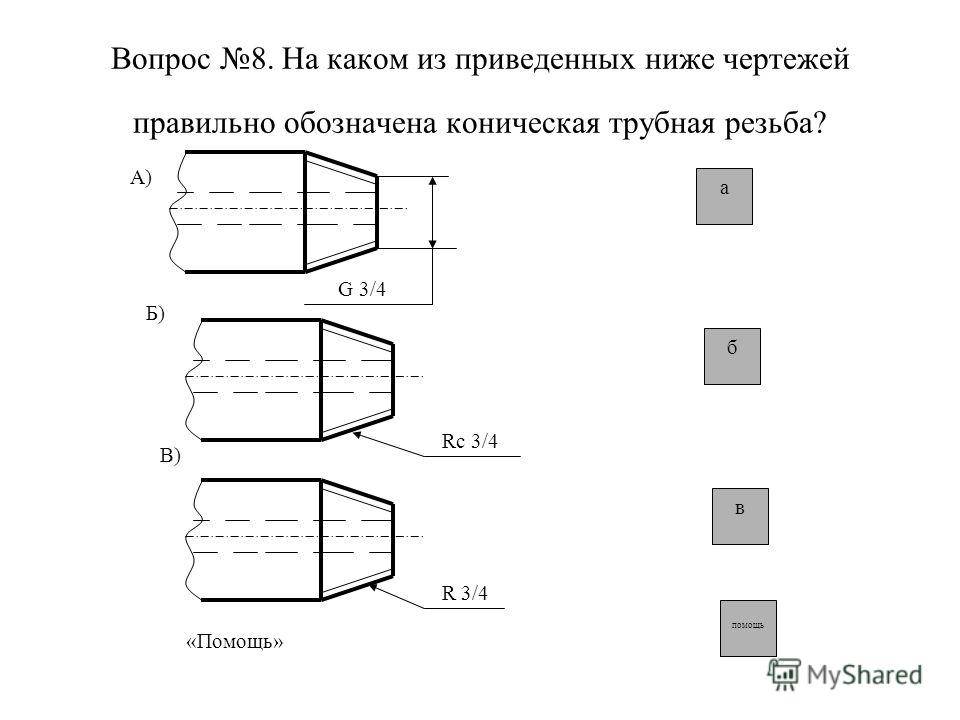
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
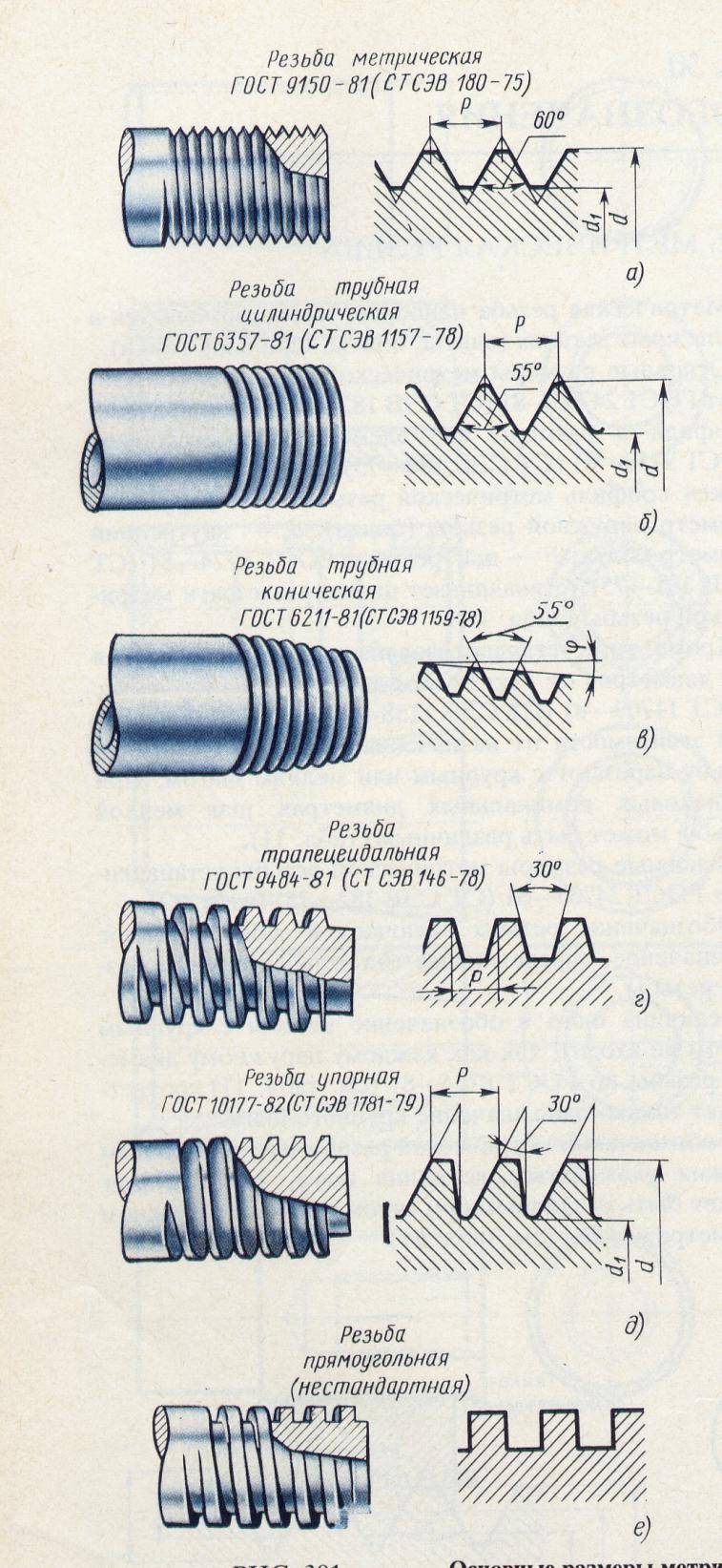
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
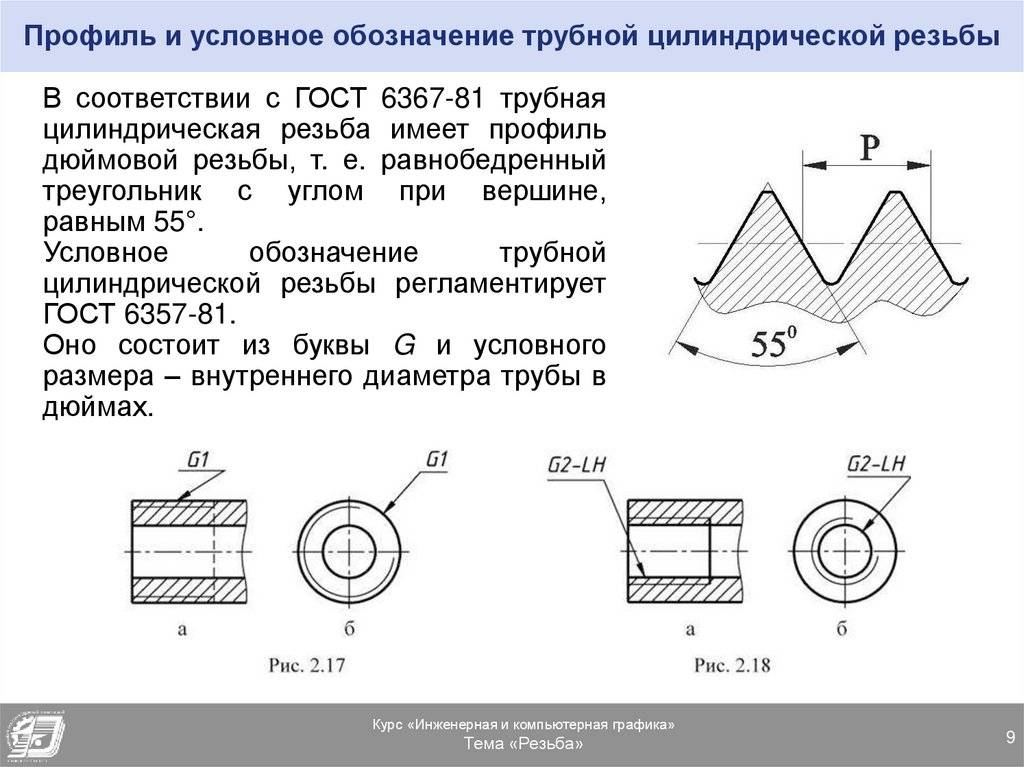
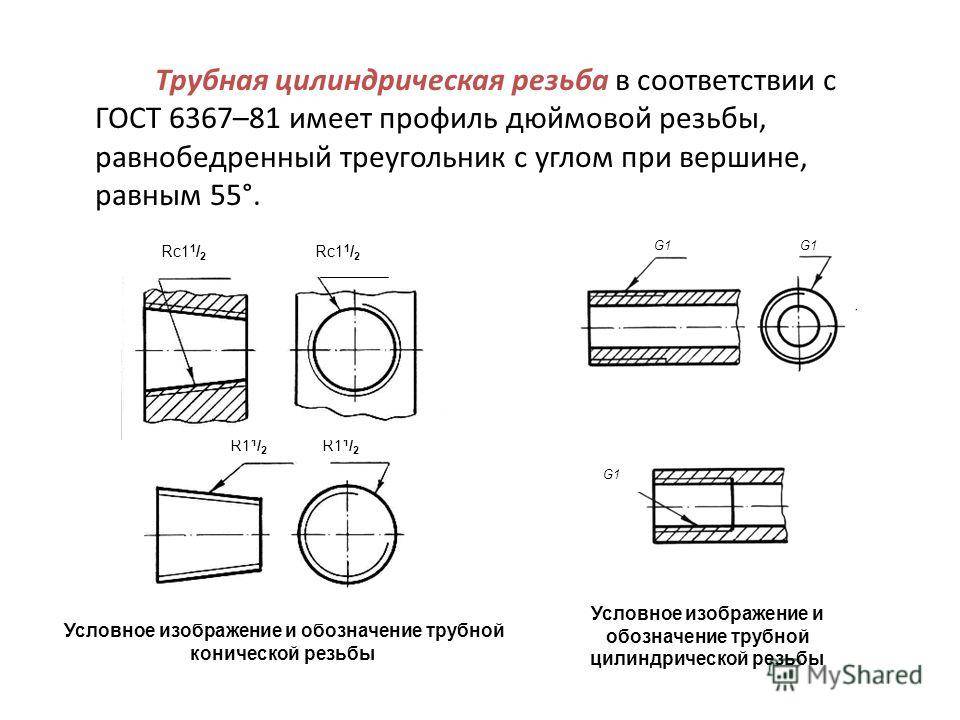
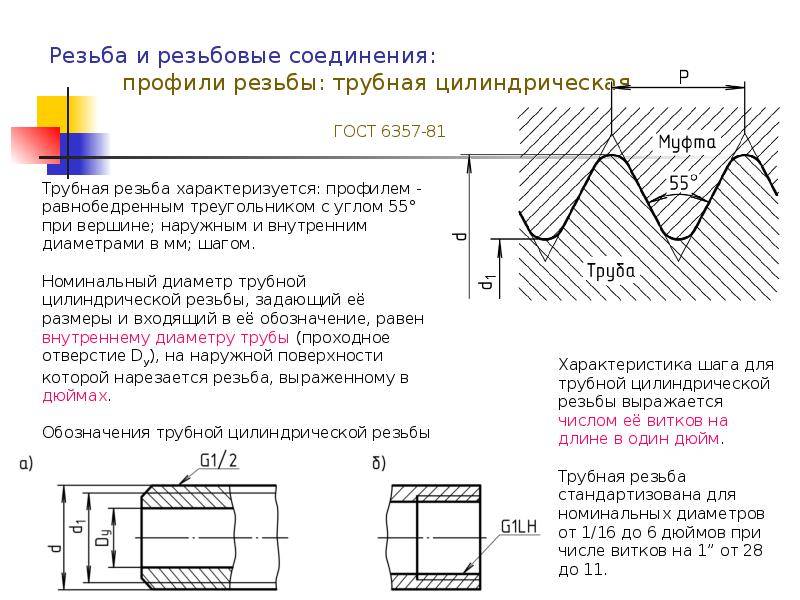
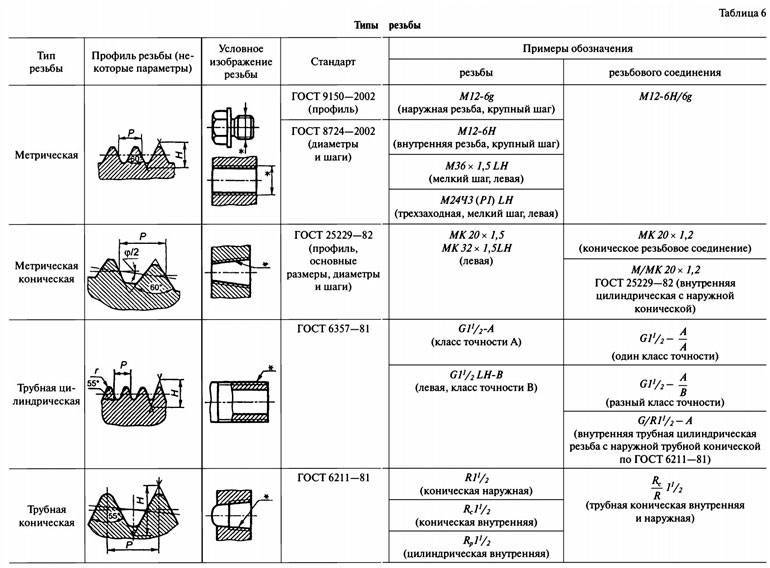
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
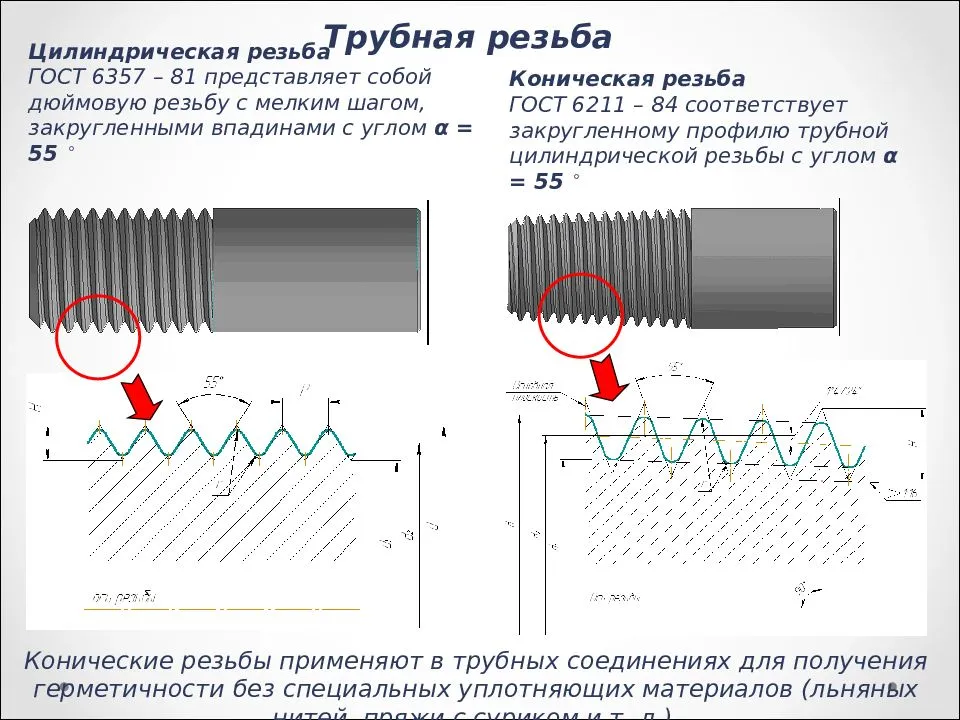
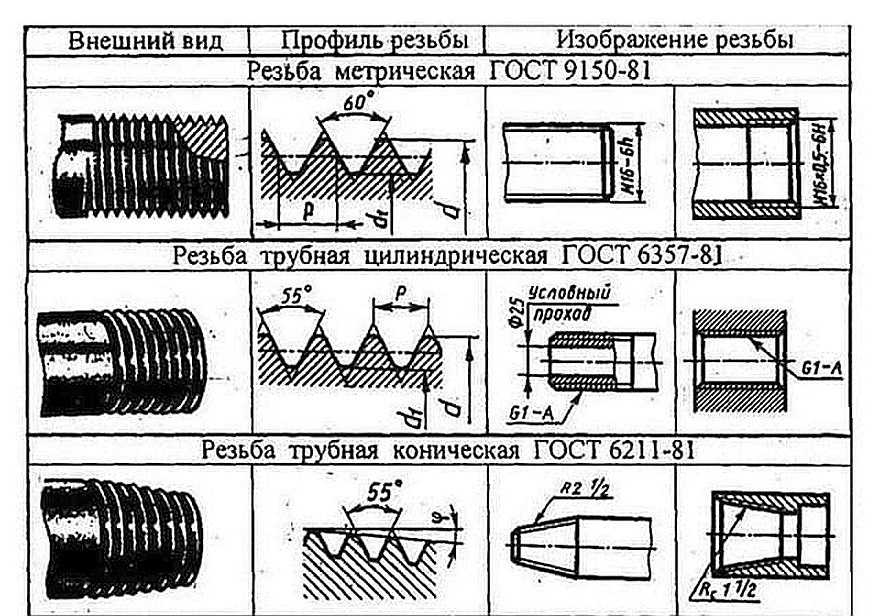
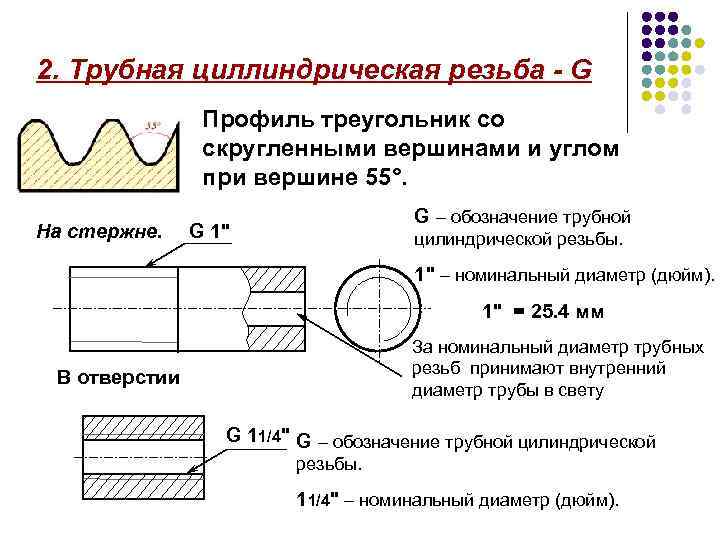
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
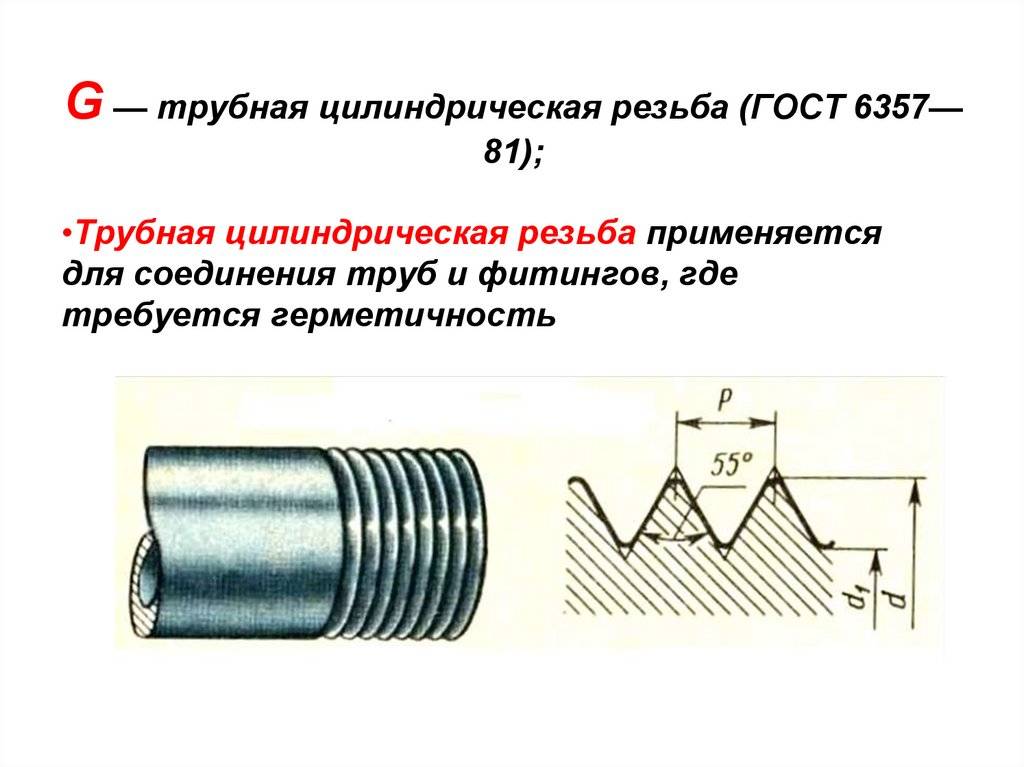
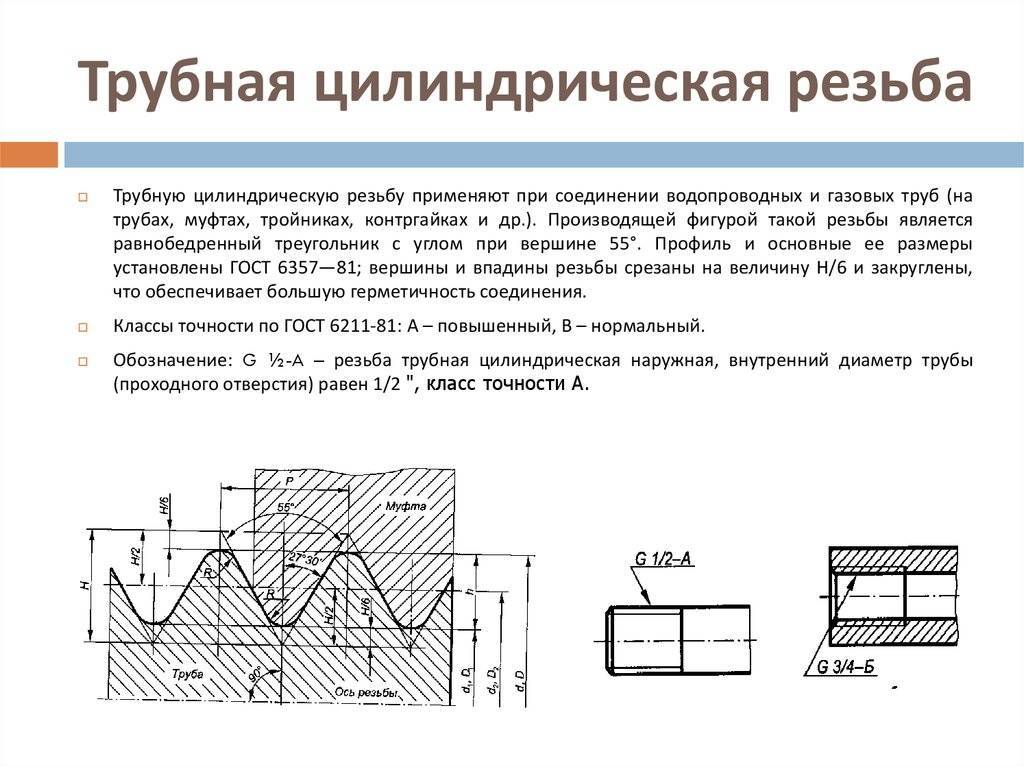
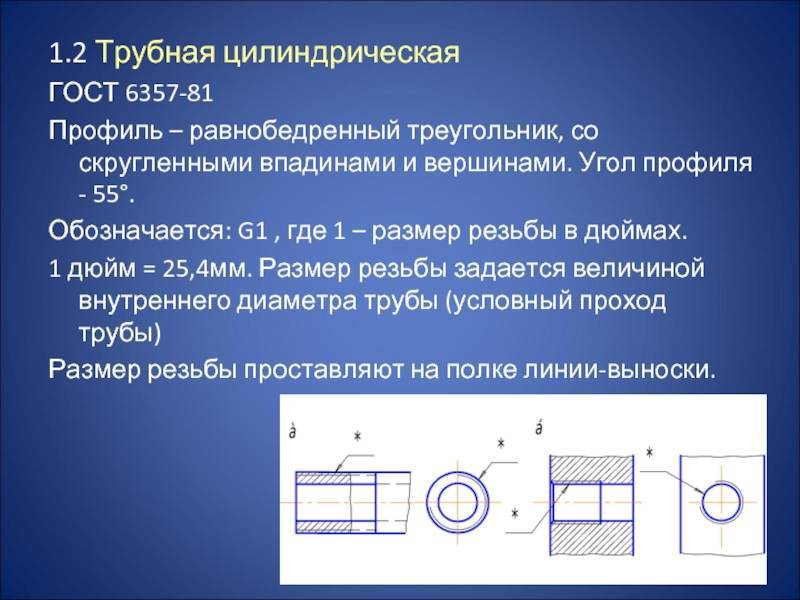
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Чем отличается метрическая резьба от дюймовой? – Станки, сварка, металлообработка
Качество резьбы, нарезаемой на водопроводной трубе, как и соотношение ее с осью трубы, крайне важны при монтаже водопровода или отопления.
Нарезание плашкой вручную не особенно эффективно – намного более удобно, когда резьба метрическая и трубная нарезается резцом с помощью токарного станка.
Трубная резьба
Что собой представляет трубная резьба
Резьбой называют винтовую канавку с постоянным шагом и сечением, которая наносится на поверхность деталей машин слабо конической или цилиндрической формы, таких, как болты, винты, а также на поверхности деталей, соединяемых с ними – к примеру, гаек.
В домашнем быту сталкиваться приходится в основном с цилиндрической трубной резьбой. Наряду с резьбой метрической, в нашей стране очень успешно применяется дюймовая резьба трубная.
Основные характеристики метрической резьбы – шаг (расстояние от одной впадины до другой или между гребнями резьбы, измеренное вдоль детальной оси, которое выражается в миллиметрах) и диаметр.
Главными параметрами дюймовой трубной резьбы является диаметр, выраженный в дюймах или частях дюйма, а также число нарезанных по длине дюйма витков. Здесь надо напомнить, что один дюйм составляет 25,4 мм. Примером для рассмотрения может послужить цилиндрическая трубная дюймовая резьба гост – наиболее часто приходится работать именно с ней.
Тут придется встретиться с несколько непривычной единицей измерения – это «трубный дюйм», который равен 33, 249 мм. Получился он следующим образом: к размеру в дюймах, который характеризует внутренний диаметр трубы, прибавили толщину обеих стенок.

Итогом стал следующий результат:
- труба дюймовая с наружным диаметром – 33,249 мм;
- труба полудюймовая – 21,25 мм.
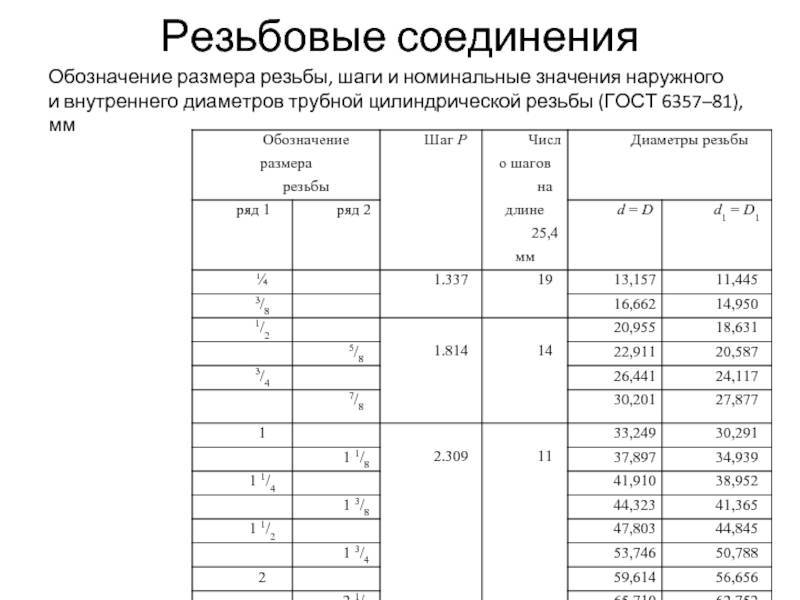
Таблица гост трубных резьб
Резьба дюймовая трубная гост от метрической отличается, кроме уже описанных особенностей, следующими нюансами:
- она обладает более острыми гребнями-впадинами;
- слегка закругленными вершинами ниток резьбы.
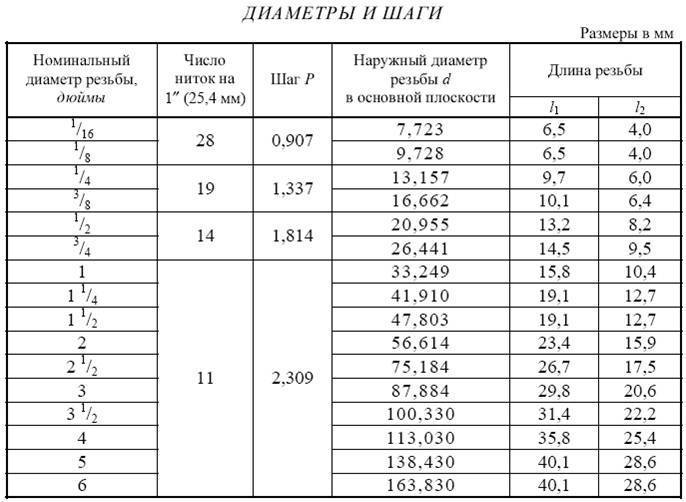
Резьбы, применяемые в быту
В быту наиболее часто применяются трубы со следующими типами резьб:
- С резьбой 14 ниток на один дюйм (шаг трубной резьбы 1,814 мм)
- диаметром 1/2″
- диаметром 3/4″
- С резьбой 11 ниток на один дюйм (шаг резьбы 2,309 мм)
- диаметром 1″
- диаметром 1 1/4″
- диаметром 1 1/2″
- диаметром 2″.
Совет! 11 ниток, приходящихся на дюйм в комбинации с шагом 2,309 мм, сохраняют резьбу на трубах, диаметр которых 1″- 6″.
Определение шага трубной резьбы
Чтобы определить тип, а также шаг резьбы трубной, используют инструмент, который называется резьбомером. Можно также воспользоваться линейкой или штангенциркулем.
При определении шага метрической резьбы замеряется расстояние между вершинами нескольких ниток резьбы, после чего расстояние делится на количество ниток. При наличии дюймовой резьбы подсчитывают нитки, которые могут поместиться в одном дюйме (25,4 мм).
На практике, конечно, вряд ли кому-то удается обеспечить такую точность диаметра, но можно надеяться на получение вполне удовлетворительной резьбы, руководствуясь хотя бы одной цифрой, которая идет после запятой.
Резьбомер – инструмент для определения типа и шага резьбы
Нарезка трубной резьбы
Выполняется метрическая и трубная резьба приблизительно так. В случае если данная операция совершается вручную, а не с помощью токарного станка, ее осуществление сопряжено с дополнительными трудностями – особенно при нарезке резьбы на трубах, у которых диаметр больше одного дюйма.
Удобнее всего будет воспользоваться специальным прибором для нарезания резьбы вручную (КЛУПП). Прибор представляет собой корпус с двумя ручками, где размещены регулируемые подвижные гребенки, которыми резьба трубная метрическая постепенно углубляется до полного профиля.
Помимо этого, можно воспользоваться и сменными гребенками с полным профилем резьбы и неполным профилем. Этот инструмент не относится к категории дешевых, и поскольку доступен он не всем, можно упомянуть о нескольких приспособлениях для обыкновенной лерки (ее еще называют плашкой), с помощью которой и выполняется собственно трубная резьба метрическая.
Совет!
С использованием резьбовой втулки с разными диаметрами диапазон нарезаемой резьбы довольно легко расширить.
Резьба метрическая трубная, которая нарезается леркодержателями без удлинителей или подобных приспособлений, в большинстве случаев никакой критики не выдерживает. Их можно снабдить изготовленными на токарном станке вкладышами.
Нарезка трубной резьбы
Для нарезки вручную применяют специальное приспособление — КЛУПП. Это цилиндрический корпус с двумя ручками ворота, внутри которого находятся регулируемые подвижные гребенчатые резцы, которые, постепенно выдвигаясь из корпуса, углубляют профиль до достижения полного профиля.
Нарезка резьбы своими руками
При отсутствии такого устройства можно нарезать резьбу простым воротом с зажатым в нем метчиком или плашкой. Плашка фиксируется в воротке тремя центрирующими болтами с коническими окончаниями, под которые на плашке предусмотрены выемки. Сначала проходят грубыми метчиками или плашками, постепенно меняя их на чистовые.
К тому же становится довольно сложно начать первую нитку без перекосов. Для нарезания больших диаметров и облегчения захода плашки на резьбу применяют резьбовую втулку.
Устройство представляет собой вкладыш, на внешней поверхности которого уже нарезана резьба. В месте окончания витков на вкладыше выполнен уступ, снижающий его диаметр до внутреннего диаметра трубы. Он вставляется во внутреннее отверстие трубы до начала резьбы и распирается там конусным распорным механизмом.
Плашка легко накручивается на витки вкладыша, прогоняется по ней и легко заходит на первую нитку резьбы, нарезаемой на трубе. Несколько ниток на вкладыше надежно удерживают плашку от перекоса.
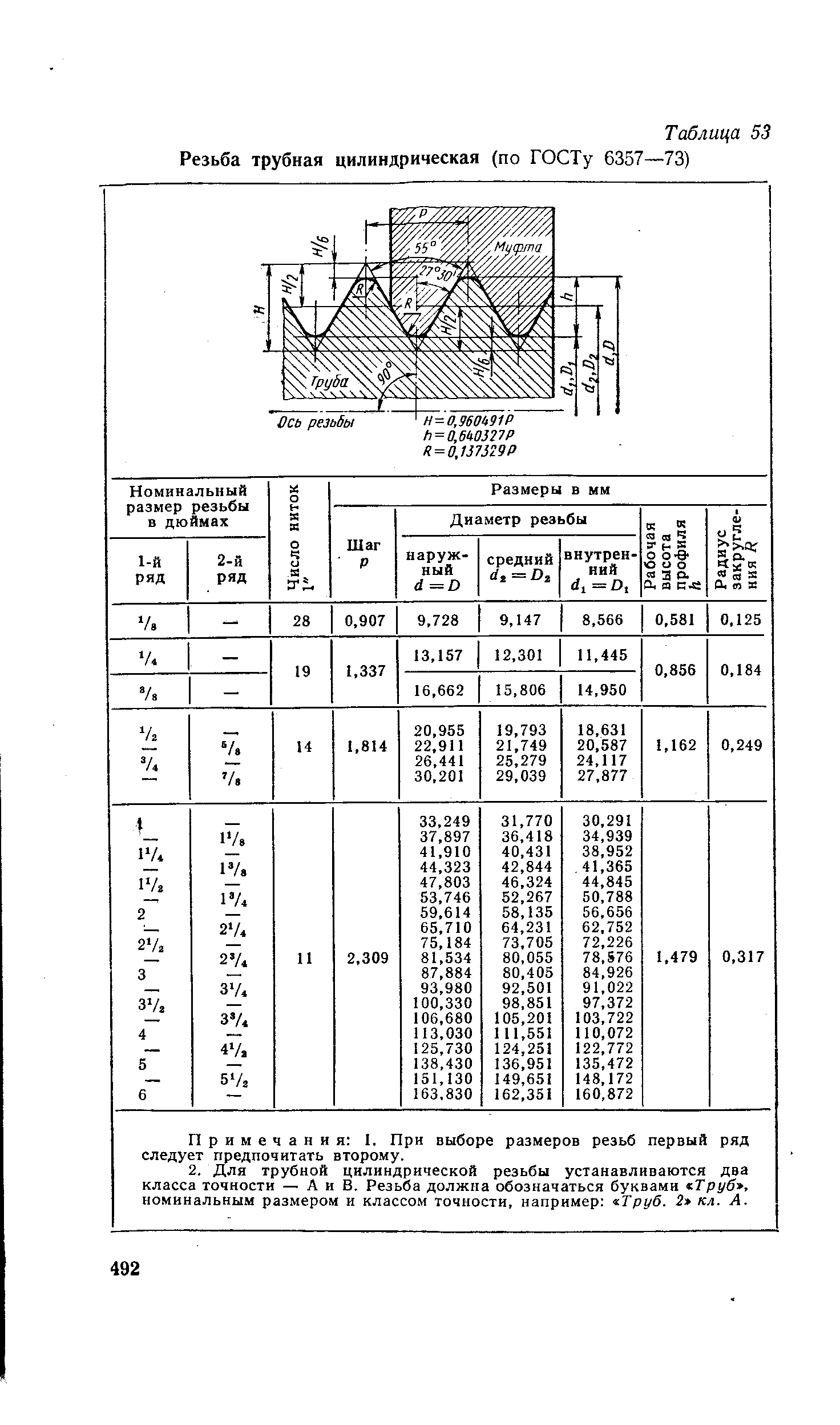
Профиль трубной резьбы
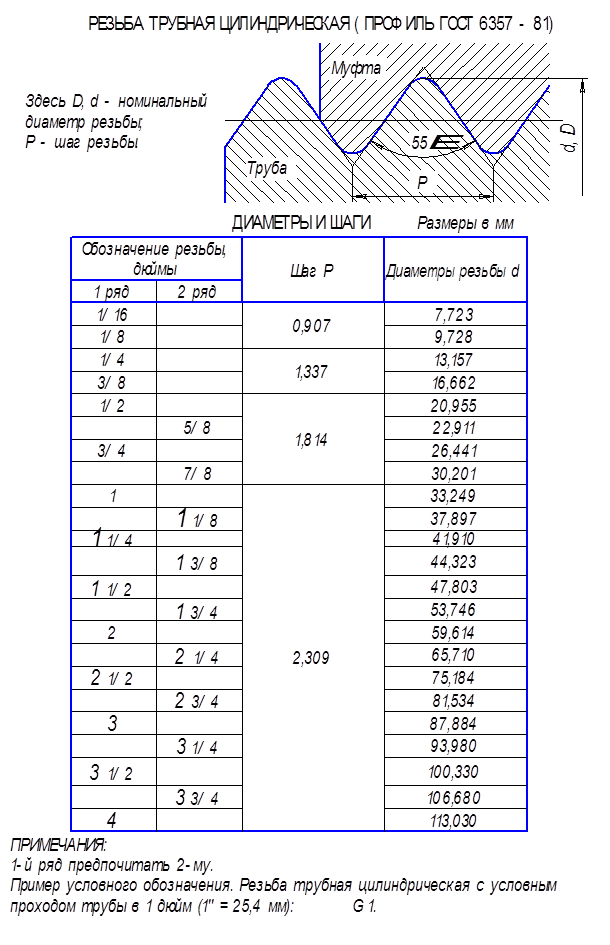
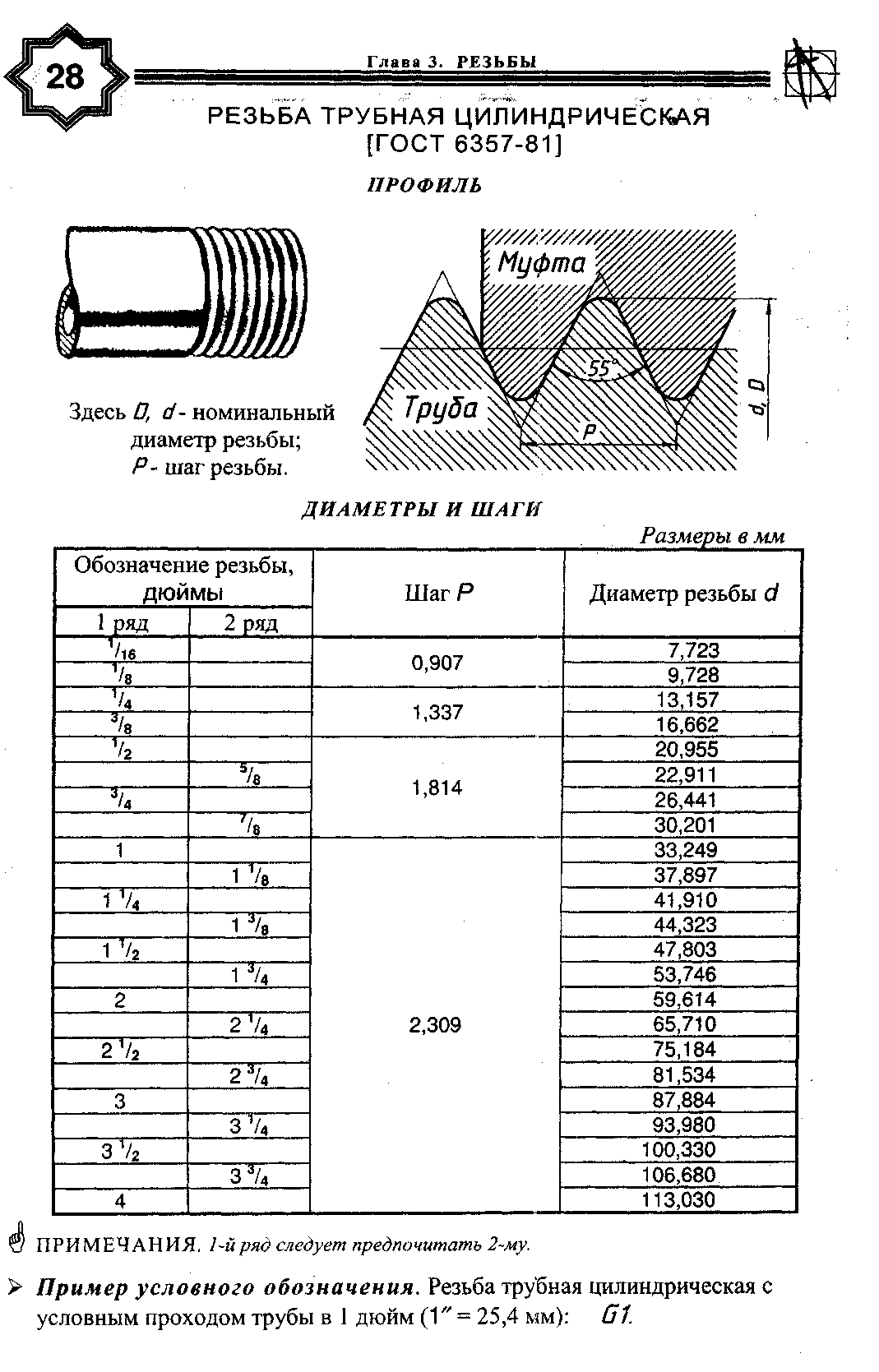
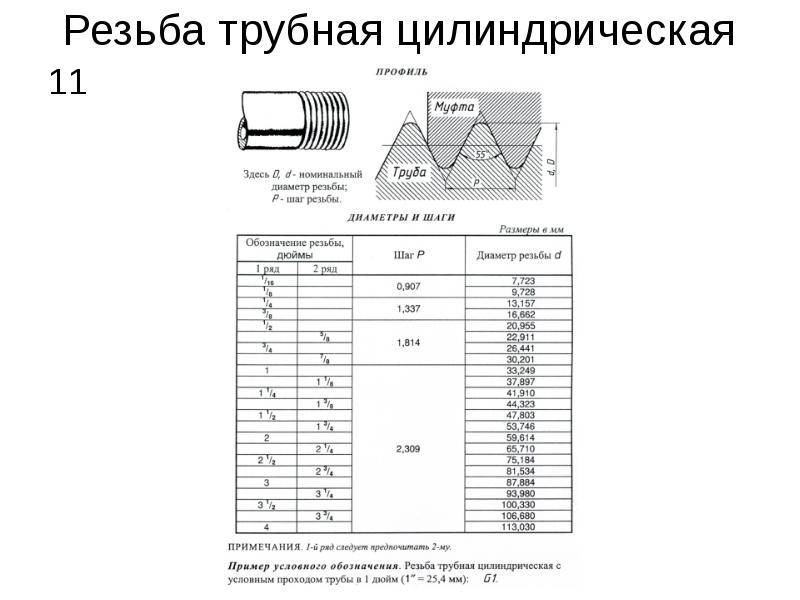
ГОСТом 6357- 81 регламентируются основные параметры профиля. Необходимые размеры в миллиметрах даны в таблице.
Таблица 1
| Шаг | Высота исходного треугольника | Количество шагов на длине 2,54 см | Высота профиля (рабочая), *10-1 | Радиус закругления впадины и вершины резьбы, *10-1 |
| 0,907 | 0,871165 | 28 | 5,80777 | 1,24557 |
| 1,337 | 1,284176 | 19 | 8,56117 | 1,83609 |
| 1,814 | 1,742331 | 14 | 11,61553 | 2,49115 |
| 2,309 | 2,217774 | 11 | 14,78515 | 3,17093 |
Значение шага трубной цилиндрической резьбы (ГОСТ 6357) определяется из соотношения 25,4 мм/число шагов. Результат округлен до тысячных долей и принят как исходный для расчета основных параметров профиля.
 Шаг — один из определяющих параметров трубной резьбы
Шаг — один из определяющих параметров трубной резьбы
Основные размеры в миллиметрах, которые определяются ГОСТом на трубную резьбу, представлены в таблице 2. Условные обозначения соответственно: a – 1/16, c – 1/4, e – 1/2, f – 3/4, g – 5/8, h – 7/8, j – 1 1/4, d – 3/8, k – 1 1/8, m – 1 3/8, n – 1 3/4, l – 1 1/2, o – 2 1/2, q – 2 3/4, r – 3 1/4, s – 3 1/2, p – 2 1/4, t – 3 3/4, u – 4 1/2, v – 5 ½, b – 1/8.
Таблица 2
| Размер резьбы | Шаг, *10-1 | Диаметр резьбы при, *10 мм | |||
| I ряд | II ряд | равенстве наружного диаметра наружной трубы и наружного диаметра внутренней муфты | равенстве среднего диаметра внутренней и наружной резьбы | равенстве внутреннего диаметра внутренней и наружной резьбы | |
| a | 9,07 | 0,7723 | 0,7142 | 0,6561 | |
| b | 0,9728 | 0,9147 | 0,8566 | ||
| c | 13,37 | 1,3157 | 1,2301 | 1,1445 | |
| d | 1,6662 | 1,5806 | 1,4950 | ||
| e | 18,14 | 2,0955 | 1,9793 | 1,8631 | |
| f | g | 2,2911 | 2,1749 | 2,0587 | |
| 2,6441 | 2,5279 | 2,4117 | |||
| h | |||||
| 3,0201 | 2,9039 | 2,7877 | |||
| 1 | k | 23,09 | 3,3249 | 3,1770 | 3,0291 |
| 3,7897 | 3,6418 | 3,4939 | |||
| j | |||||
| 4,1910 | 4,0431 | 3,8952 | |||
| l | m | 4,4323 | 4,2844 | 4,1365 | |
| 4,7803 | 4,6324 | 4,4845 | |||
| n | |||||
| 5,3746 | 5,2267 | 5,0788 | |||
| 2 | p | 5,9614 | 5,8135 | 5,6656 | |
| 6,5710 | 6,4231 | 6,2752 | |||
| o | |||||
| 7,5184 | 7,3705 | 7,2226 | |||
| 3 | q | 8,1534 | 8,0055 | 7,8576 | |
| 8,7884 | 8,6405 | 8,4926 | |||
| r | |||||
| 9,3980 | 9,2501 | 9,1022 | |||
| s | t | 10,0330 | 9,8851 | 9,7372 | |
| 10,6680 | 10,5201 | 10,3722 | |||
| 4 | 11,3030 | 11,1551 | 11,0072 | ||
| 5 | u | 12,5730 | 12,4251 | 12,2772 | |
| 13,8430 | 13,6951 | 13,5472 | |||
| 6 | v | 15,1130 | 14,9651 | 14,8172 | |
| 16,3830 | 16,2351 | 16,0872 |
Нарезка трубной резьбы
Нарезку проводят с использованием режущего инструмента вручную, с использованием приспособления, которое называют КЛУПП и на токарном станке. Следует отметить, что изготовление резьбы вручную сопряжено с определенными сложностями особенно при работе с трубами, размер которых составляет 1 дюйм и больше. Приходится прикладывать значительные мускульные усилия.
Для нарезки вручную применяют плашки и метчики соответствующего размера, этот инструмент закрепляют в держатели, и обильно смачивая заготовку специальным маслом выполняют нарезку резьбы. Наличие масла необходимо для снижения силы трения, а это приводит к снижению усилия резания. Применение масла повышает качество поверхности резьбы.
Скорость работы будет повышена, если использовать КЛУПП (устройство для нарезания резьбы). Внешне этот прибор выглядит так – в корпусе с двумя рукоятками размещают гребенки, с применением который происходит формирование резьбы на внешней поверхности трубы.
Существуют и гребенки, которые позволяет получить полный или неполный профиль. Инструмент этого типа нельзя назвать дешевым. Кроме вышеназванных методов получения резьбы существует и третий, с применением токарно-винторезного оборудования. Технология выглядит следующим образом, заготовку устанавливают заготовку, в резцедержатель вставляют резец, заточенный под профиль трубной резьбы. В процессе работы, заготовка вращается вокруг своей оси, а резец перемещается на заданную длину резьбы, при необходимости, резьбу нарезают за несколько проходов.
Видео
При мелкосерийном или серийном производстве применяют станки, работающие под управлением ЧПУ. На таком оборудовании скорость выпуска изделий в разы выше, чем даже на обыкновенных станках.
В условиях массового производства применяют другие способы формообразования резьбы, это может быть точное литье и прочее.
Рейтинг: /5 –
голосов
На что еще стоит обратить внимание
Сегодня существует такая проблема, как несоответствие написанного действительности. Это же касается и рассматриваемого вопроса. Дело вот в чем. Например, есть обозначение винтового стыка как ½ дюйма. По логике вещей, переводя этот показатель в метрическую систему должны получить отверстие диаметром в 12,7 мм. Но на самом деле на трубе написано 20,95. Это несоответствие возникает потому, что в дюймовой нарезке указывается проходное отверстие, а не наружный диаметр.


Если добавить толщины стенок, то в итоге можно получить то самое завышенное число в метрической системе. Условно можно положить, что один дюйм трубы составляет примерно 33,25 мм, то есть стандартные 25,4 и плюс еще две стенки по 3,92. Желательно это учитывать при выборе необходимого материала.
Вывод: В тексте представлены всего два вида – BSPP и BSPT соответственно, которые являются основными. Кроме них существуют такие виды, как NPSM и NPT. Есть и еще одна, которая создана для постоянно скручивающихся и раскручивающихся частей. Ее обозначение Кр. Существует так же трапециевидная, прямоугольная и многие другие.
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней. Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2. Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1. Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия. Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P. Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью
Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот. Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Геометрические параметры основного профиля метрической резьбы

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.





