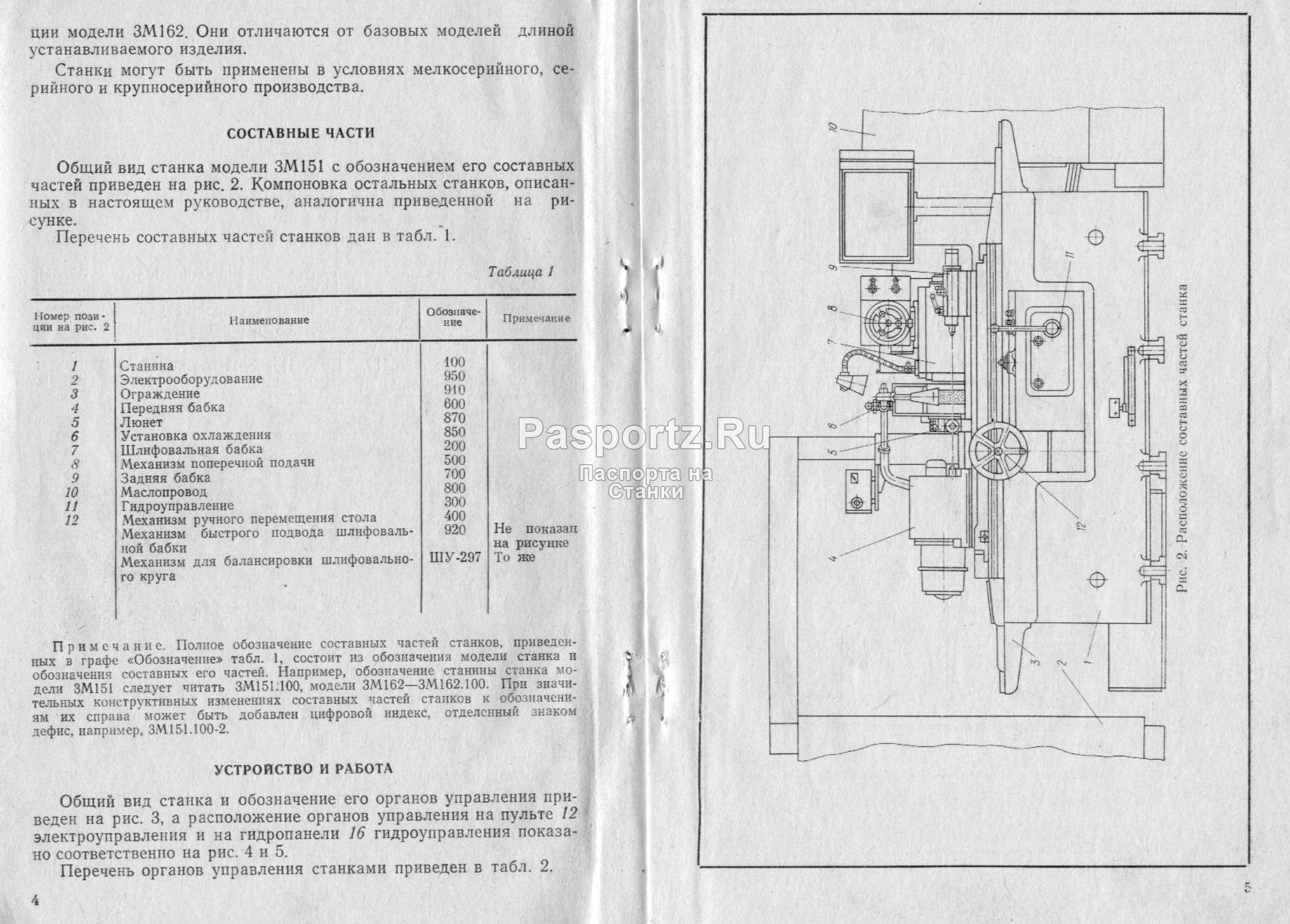
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Круглошлифовальный
На круглошлифовальных станках обрабатывают поверхность металлических заготовок цилиндрической или конической формы, торцевые плоскости. Возможна работа с изделиями разных габаритов. Наличие электронного блока управления, вид абразивного круга, скорость его вращения обусловливают высокую точность, низкую шероховатость.
Крепление выполняется различными способами:
- установка детали в центрах,
- бесцентровая установка по обрабатываемой поверхности,
- закрепление патронами.
Оборудование имеет два рабочих стола: на горизонтальном фиксируется изделие, на вертикальном — шпиндельная бабка с абразивным кругом. В универсальных моделях возможны повороты основного рабочего стола и круга. Одними из определяющих параметров являются размер стола, диаметр и скорость вращения круга, устройство механизма подачи, ограничения по габаритам.
Возможно выполнение различных шлифовальных операций:
- продольные;
- врезные;
- внутренние;
- шлифование торцов.
Они осуществляются в ручном или автоматическом режиме с использованием ЧПУ, с возможностью поворачивать круг, деталь, переднюю и шлифовальную бабку. Блок ЧПУ может также управлять продольным движением стола, шпиндельной бабкой.
Последовательность работы за станком включает следующие этапы:
- металлоизделие закрепляется;
- настраивается положение абразивного круга;
- запускается вращение изделия, его поступательное горизонтальное движение;
- производится шлифовка со смещением на заданную глубину.
Диапазон настройки оборудования данного типа широк, позволяет выполнять разнообразные виды шлифования.
Механическая часть
В механическом блоке подводной дизельной лодки проекта 633 предусмотрено два малошумных винта с шестью лопастями. Переменный шаг элементов составляет 1600 мм, вращаются они в кольцевых насадках, пришли на замену неудачным экспериментальным четырехлопастным предшественникам.

Управляется субмарина при помощи направляющего, кормового и носовых рулей. Они оснащены гидравлическим контроллером, активируемым из центрального поста. Запасной привод — электрический, агрегирует с кормовыми горизонтальными рулями. Контроль данного узла возможен с ходового моста в надстроечной части. Здесь штурвал имеет механическое соединение с рабочим механизмом. Блок энергетики состоит из 224 аккумуляторов, объединенных в две группы по 112 штук.
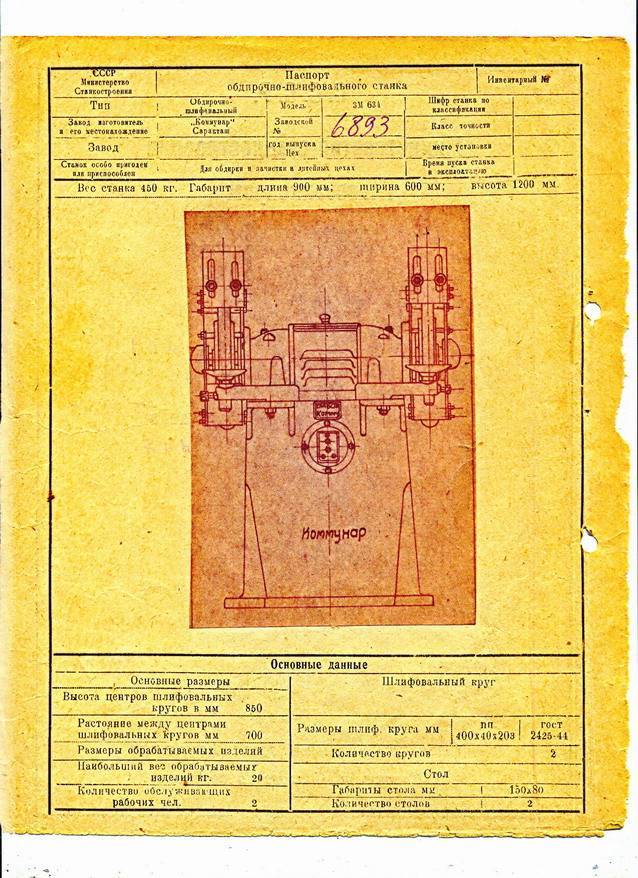
Станок точильно-шлифовальный Завод 3М636
Обдирочно-шлифовальный станок типа 3М636 способен обрабатывать достаточно крупные изделия. Максимальный вес заготовки достигает 30 кг, чего достаточно для выполнения большинства возникающих в литейном цеху задач. Аппарат укомплектован небольшим рабочим столом 110х200 мм Обдирочно-шлифовальный станок типа 3М636 предназначен для зачистки и обдирки литья в условиях производственного цеха. Благодаря своим достойным эксплуатационным характеристикам, он завоевал популярность на рынке и стал эталоном надежности и производительности.
Обдирочное шлифование применяется для удаления с заготовок дефектного слоя материала на отливках, поковках, заготовках прокатки, штамповки и сварки. При этом производится зачистка поверхностей заготовок без их формообразования.
Для повышения эффективности обдирочного шлифования используется резкое увеличение объемов снимаемого металла в единицу времени при высоких рабочих скоростях, скоростях продольных подач и высоких силах прижима в зоне обработки. Это позволяет снизить общие припуски на механическую обработку термически обработанных заготовок повышенной твердости, исключить в ряде случаев фрезерование, строгание, огневую зачистку при снятии припусков до 10 мм и более за проход. Такой метод скоростного обдирочного шлифования широко применяется в машиностроении при обработке заготовок шлифованием без предварительного точения, в металлургической и литейной промышленности при подготовке и отделке проката, зачистке отливок. При этом методе обдирочного шлифования применяется линейка специальных обдирочно-шлифовальных станков, работающих при рабочей скорости 60-80 м/с, скорости продольной подачи до 60 м/мин, силе прижима 6000-10000 Н, мощности главного привода 75-160 кВт. Для работы на этих станках выпускаются обдирочные горячепрессованные круги наружными диаметрами 500, 600 и 800 мм из циркониевого электрокорунда зернистостями 160, 200 и 250.
Эффективность обработки отливок зависит от скорости воздействия абразивного инструмента и усилий, с которыми абразивный инструмент воздействует на поверхность отливки. Чем выше скорость резания и усилия, тем эффективнее процесс обработки. Эффективность обработки оценивается количеством металла, снятого с отливки, в единицу времени (обычно в минуту). Чем качественнее изготовлена отливка, т. е. чем меньше она имеет заливов, приливов и пригара, тем меньше трудоемкость обработки грубого обдирочного шлифования.






Для обдирки (зачистки) чугунных и стальных отливок применяются круги средней твердости (СТ2) и твердые (Т) с зернистостью 20 и 24 единицы. Допускаемая скорость вращения круга при зачистке отливок определяется окружной скоростью в интервале 40—50 м/сек.
Обдирочно-шлифовальные станки для обработки отливок подразделяются на переносные или ручные механизированные инструменты, стационарные, подвесные и специальные.
По классу точности обдирочно-щлифовальный станок типа 3М636, зарекомендовавший себя в России и в странах постсоветского пространства, соответствует стандарту «Н», что говорит о том, что техника отлично подходит для чистовых работ. Этот станок укомплектован двумя 600-миллиметровыми шлифовальными кругами шириной 75 миллиметров, которые приводятся в движение мощным 7-киловатным силовым двигателем. Скорость вращения шлифовальных кругов колеблется в пределах 955-1425 оборотов в минуту. При этом расстояние между центрами кругов составляет 1025 миллиметров.
Обдирочно-шлифовальные станки
Главная функция обдирочно-шлифовальных станков отражена в названии. Данное оборудование подразделяется на 3 типа:
- Стационарные. К этой категории станков относятся аппараты с возможностью обработки мелких деталей с одной или обеих сторон. Сам он делится на два подвида: радиально-заточные и торцевальные. Наиболее популярным является первый из них за свой большой набор функций. Шлифовальные круги для них имею диаметр 40-75 см, интенсивность обработки – от 4 до 50 м\с.
Подвесные. Используют для шлифовки средних и больших литых деталей. Как следует из названия, находятся такие станки в подвешенном состоянии. Это дает возможность располагать обрабатываемую деталь в любом удобном положении без значительных затрат времени и сил. Особенность – большая мощность встроенных электрических машин и размеры абразивного диска.
Специальные. К таким станкам относятся автоматические и полуавтоматические станки. Используют их в основном при большом количестве необходимых деталей. На таких станках все операции проводятся автоматически, в ручном режиме только вкладывается и извлекается заготовка. При необходимости обработки неровной поверхности, жестко закрепленные станки не могут справиться с этой задачей. Для этой цели применяются плавающие головки, которые закреплены в подвешенном состоянии и имеют свободный ход.
Плоскошлифовальные станки
Плоское шлифование часто применяют вместо чистового строгания, чистового фрезерования и шабрения. Плоские поверхности можно шлифовать периферией и торцом круга (рис. 2). Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках (см. рис. 2, ж). При работе периферией круга на станках с прямоугольным столом припуск снимают следующими способами.
При поперечном шлифовании рабочими ходами поперечная подача круга (детали) вдоль оси шпинделя осуществляется за каждый ход стола; круг снимает слой материала толщиной, равной глубине резания, а по ширине, — равным поперечной подаче круга за один ход стола. После рабочего хода вдоль всей шлифуемой поверхности круг устанавливают на определенную глубину и снимают следующий слой. Рабочие ходы повторяются до полного удаления припуска.
При глубинном шлифовании круг снимает основную часть припуска за каждый ход стола. После каждого хода стола круг (стол) перемещается вдоль оси шпинделя на расстояние Н = 3/4…4/5 мм. Оставшуюся часть припуска (0,01…0,02 мм) снимают предыдущим способом.
При шлифовании ступенчатым кругом основная часть припуска распределяется между отдельными ступенями круга и снимается за один рабочий ход; последняя ступень снимает небольшой слой материала; затем выполняют чистовое шлифование поперечными рабочими ходами.
Рис. 2. Схемы обработки поверхностей при плоском шлифовании периферией и торцом шлифовального круга: а, ж — с прямоугольным столом; б — с круглым столом, торцом шлифовального круга; в — с прямоугольным столом; г — с круглым столом; д — с двумя вертикальными шпинделями и круглым столом; е — с двумя горизонтально расположенными шпинделями при одновременном шлифовании двух торцов заготовки; 1 — заготовка; 2 — верхняя линейка; 3 — нижняя линейка
Плоскошлифовальные станки по принципу работы делят на станки для шлифования периферией и торцом круга; по форме стола и характеру его движения — на станки с возвратно-поступательным и вращательным движением стола; по степени универсальности — на универсальные, полуавтоматические и автоматические. Плоскошлифовальные станки с прямоугольным столом выпускают с горизонтальным и вертикальным шпинделями; неавтоматизированные и полуавтоматические станки — с приборами активного контроля.
В мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей (табл. 3 и 4).
Таблица 3. Технические характеристики плоскошлифовальных станков
| Модель | Размеры заготовки, мм | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| ЗД711АФ10 | 230 450 | 2,2 | 1780x1480x1820 | 1735 |
| ЗД711ВФ11 | 240 630 | 4,0 | 2595x1775x2030 | 2850 |
| ОШ450 | 280 630 | 4,0 | 2340x1785x2030 | 2400 |
| ЗЛ722В (А) | 320 1250 | 11,0 | 4810x2630x2030 | 7000 |
| ЛШ324 | 800 1600 | 11,0 | 5580x3480x3900 | 12 000 |
Таблица 4. Технические характеристики профилешлифовальных станков
| Модель | Размер заготовки, мм | Перемещение стола, мм | Габариты (Д Ш В), мм | Масса, кг |
| 3951ВФ1У | 150 60 78 | 150 60 | 1955x1650x1960 | 2400 |
| 3952ВФ1У | 250x100x130 | 200 100 | 2035x1960x2035 | 3000 |
Плоскошлифовальный станок мод. 3Е711ВФ3-1 предназначен для шлифования заготовок различных профилей методом врезания, а также плоских поверхностей периферией или торцом шлифовального круга.
Переход с предварительного на чистовое шлифование обеспечивается датчиками. Класс точности станка В. Точность обработанной поверхности: отклонение от плоскости 4 мкм, параллельности 2 мкм, шероховатость Ra = 0,16 мкм. Станок применяют в условиях единичного и мелкосерийного производства.
Технические характеристики станка мод. 3Е711ВФ3B1
Размеры рабочей поверхности стола, мм . . . . . . . . . . . . . . . . . 400 200
Наибольшая скорость резания, м/с . . . . . . . . . . . . . . . . .35
Скорость, м/мин:
продольного перемещения стола . . . . . . . . . . . . . . . . . . . . 2…35
вертикального перемещения шлифовальной головки
(бесступенчатое регулирование) . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,015…1,5
Автоматическая вертикальная подача, мм
ступенчатая . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,002…0,01
в диапазоне 0…0,01 мм . . . . . . . . . . . . . . . . . . . . . . . . . . Через 0,002 мм
в диапазоне 0…0,1 мм . . . . . . . . . . . . . . . . . . . . . . . . . . . Через 0,02 мм
Автоматическая поперечная подача (бесступенчатое регулирование),
м/мин . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,16…10,0
Габаритные размеры станка, мм . . . . . . . . . . . . . . . . . . . . . . 303x2360x2080


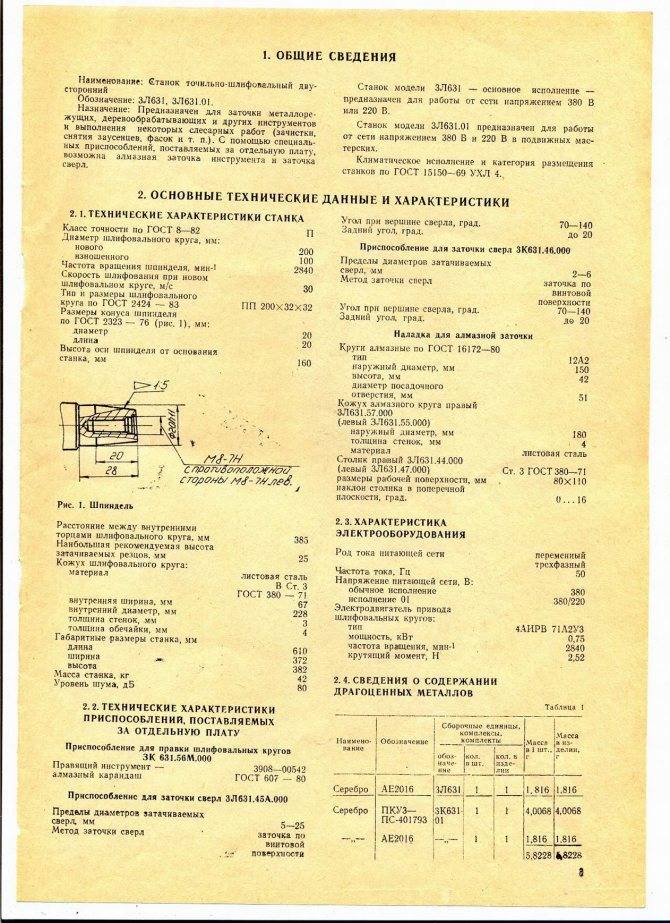
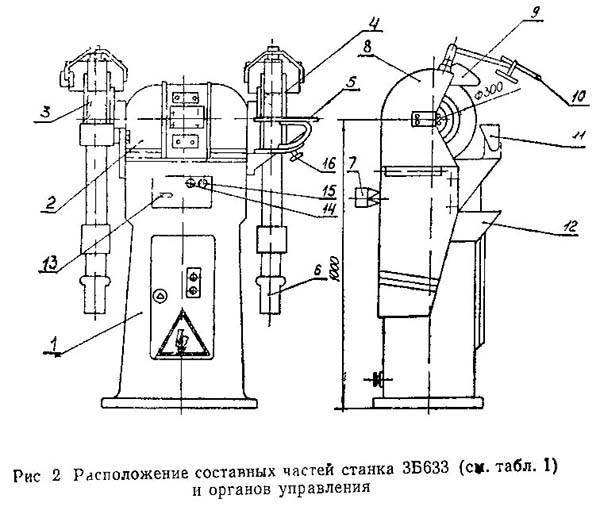
3Б633 Станок точильно-шлифовальный напольный. Назначение, область применения
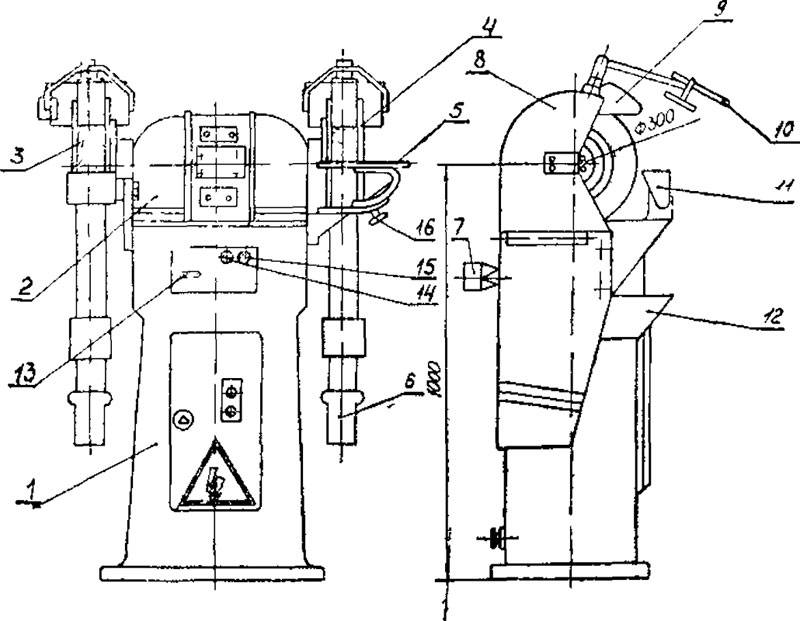
Точильно-шлифовальный станок с двумя кругами модели 3Б633 предназначен для выполнения следующих операций:
- а) заточка резцов высотой до 50 мм (быстрорежущих и оснащенных пластинами твердого сплава);
- б) заточка сверл диаметром от Ø 6 до 25 мм и от Ø 12 до 50 мм;
- в) слесарных работ (снятие заусенцев, фасок и т. п.);
- г) заточки слесарного инструмента;
- д) шлифовка деталей абразивной лентой;
- е) полировка деталей.
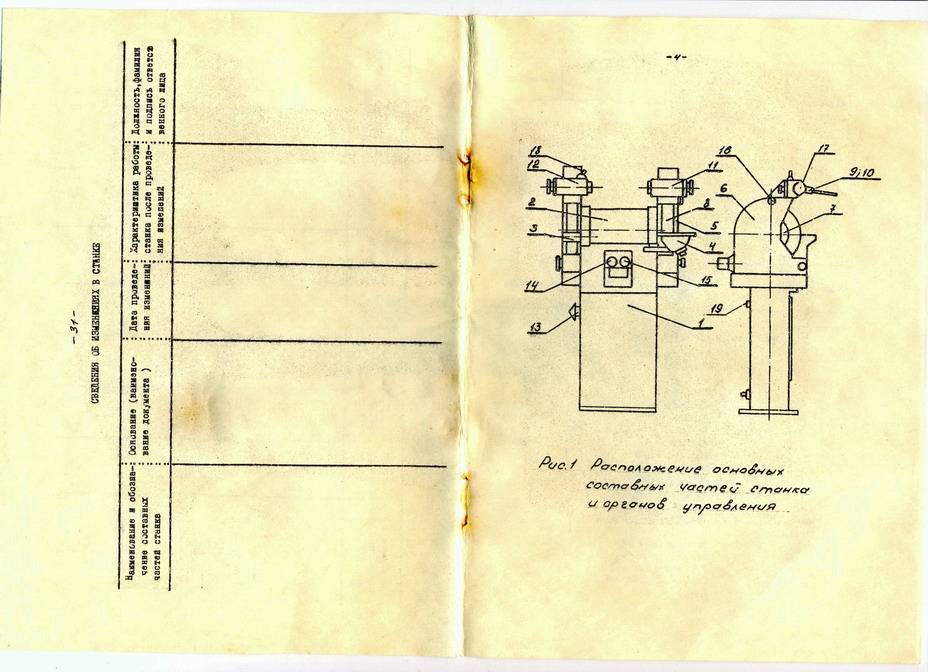
Особенности конструкции и принцип работы станка
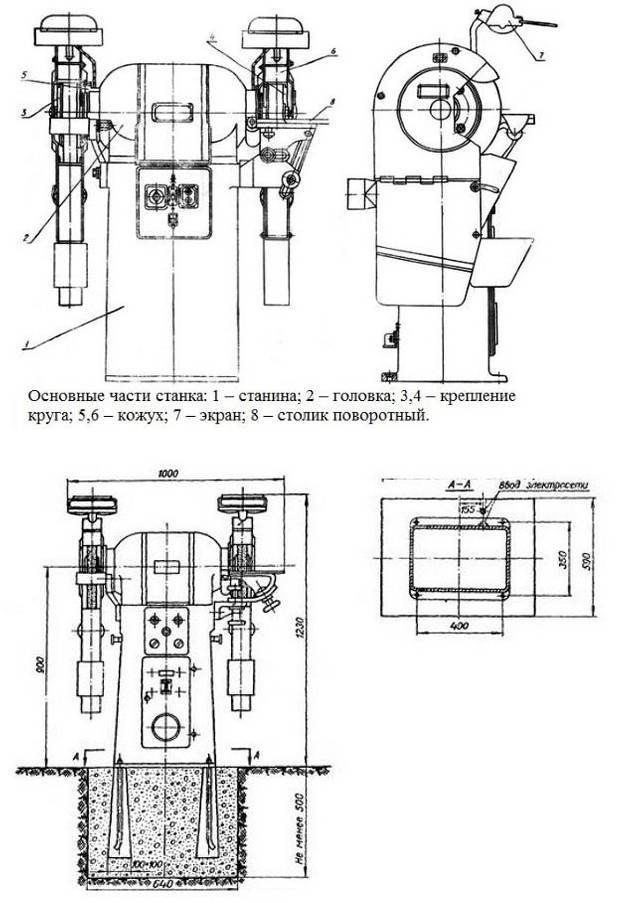
Основными узлами точильно-шлифовального станка 3Б633 являются: станина, головка, крепление кругов, защитные кожуха, поворотный столик, подручник и электрооборудование.
Органами управления станка являются, переключатель частоты вращения шпинделя (рис 2) кнопка управления с черным толкателем «Пуск», кнопка управления с красным толкателем «Стоп», и рукоятка перемещения поворотного столика.
Вместе с точильно-шлифовальным станком поставляются приспособления.
Кинематическая схема станка состоит из двигателя, валом которого служит шпиндель. Эта схема проста и поэтому в руководстве не приводится.
Станина станка
Верхняя опорная поверхность станины имеет два окна, которые соединяют внутреннюю полость с окнами для охлаждения, расположенными в электродвигателе головки, Панель с электрооборудованием укреплена на четырех приливах внутри станины. Проем в передней стенке, герметично закрываемый дверкой, дает возможность доступа к электрооборудованию, На передней стенке станины смонтирован пульт управления с кнопочной станцией и переключателем частоты вращения шпинделя.
В верхней части боковых стенок станины предусмотрены пазы для крепления кронштейна с подручником, поворотным столиком или приспособлением для заточки сверл. На задней стенке станины имеется нарезное отверстие для болта заземления.
Головка шлифовальная
Головка — основная часть станка. Представляет собой двухскоростной электродвигатель, вал которого является шпинделем станка (рис. 3). Подшипниковыми опорами служат сдвоенные радиально-упорные шарикоподшипники высокой точности № В36207 с выбранными осевыми люфтами. С наружных сторон уплотнение образуется крышками, с внутренних — жировыми канавками. Электродвигатель охлаждается воздухом, циркулирующим в головке и станине:
На крышках головки имеются две цапфы для крепления защитных кожухов и некоторых приспособлений (при полировальных работах, ленточной шлифовке и др.) Головка крепится к станине шпильками.
На станок устанавливают круги типа ПП 300х40×127. Круги насаживают на переходные фланцы (рис 4), которые, в свою очередь, крепят на конусной части шпинделя.
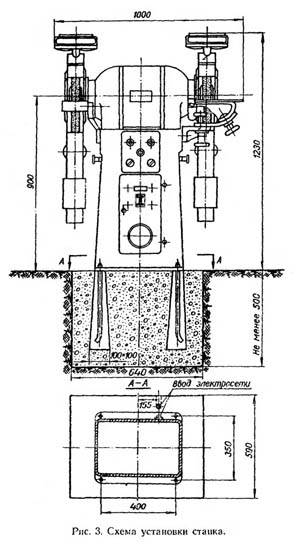
Правила эксплуатации
Перед началом работы на точильном станке следует ознакомиться с правилами эксплуатации. Прежде всего обустраивается ровная площадка для установки. Так как высота станка относительно большая – не обязательно делать дополнительное возвышение.
Электрооборудование рассчитано для подключения к электросети 380 В. Поэтому необходимо обеспечить подвод соответствующей линии, параметры которой будут учитывать номинальную мощность оборудования. Так как охлаждение силовой установки происходит воздушным путем – в рабочем помещении обязательно должна присутствовать принудительная вентиляция.
Дополнительно необходимо обеспечить следующие условия для нормального функционирования станка:
- обустройство контура заземления;
- при подключении электродвигателя к сети контролируется его правильное вращение;
- при возникновении перегрузок в конструкции предусмотрен автоматический выключатель. Периодически проводится проверка его работоспособности;
- кожух и компоненты системы очищаются от абразивной пыли, которая неизбежно будет оседать на рабочие органы оборудования.
Для работы на станке персонал должен пройти курсы подготовки. Они включают в себя не только детальное ознакомление с конструкций, но и с правилами эксплуатации.
В процессе работы при постоянном включении/выключении электрической части происходит естественный износ контактов. Их необходимо проверять с периодичностью, которая зависит от интенсивности эксплуатации.
https://youtube.com/watch?v=0_lcuxP20pQ
3К634 Станок точильно-шлифовальный напольный. Назначение, область применения
Точильно-шлифовальный станок 3К634 заменил устаревший станок модели 3Б634
Точильно-шлифовальный станок с двумя кругами модели 3К634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром Ø 6..60 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Использовать станок для обдирки литых и сварных деталей не рекомендуется.
Особенности конструкции и принцип работы станка
Фото точильно-шлифовального станка 3к634
Основной частью станка является головка (рис. 5). В головку вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя (рис. 6).
Шарикоподшипниковые опоры представляют собой сдвоенные радиально-упорные шарикоподшипники высокой точности № В36209Л с выбранными осевыми люфтами. С наружных сторон выполнены осевые лабиринтные уплотнения, с внутренних — жировые канавки.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки. Для крепления защитных кожухов и некоторых приспособлений (для полировальных работ, ленточного шлифования и др.) на крышках головки имеются две цапфы. Крепление головки к станине осуществлено при помощи шпилек.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
На станок устанавливают шлифовальные круги типов 1- 400 х 50 х 203 (плоский прямого профиля) и 5- 400 х 60 х 203 (плоский с выточкой). Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
На лицевой стенке кожуха имеется зев для доступа к шлифовальному кругу. В верхней части зева расположен козырек, при помощи которого поддерживается зазор не более 6 мм между козырьком и шлифовальным кругом, в нижней части зева — выдвижная заслонка для отсоса пыли. При установке приспособления для заточки сверл заслонку полностью задвигают в кожух. Боковая стенка кожуха шарнирно соединена с кожухом и может быстро отбрасываться для замены и осмотра шлифовального круга.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран (рис. 9) выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15°. В светильники вмонтированы по две лампы 41,6 Вт, обеспечивающие хорошую освещенность.
Для заточки резцов и зачистки деталей на станке оборудованы поворотный столик (рис. 10) и подручник (рис. 11). Поворотный столик представляет собой стальную плиту, прикрепленную винтами к чугунному кронштейну, который может перемещаться по криволинейной направляющей. Таким образом, столик может занимать наклонное положение относительно торца шлифовального круга. Направляющая столика крепится к кронштейну, который, в свою очередь, прикреплен к станине. В результате двух перемещений столика в горизонтальной плоскости компенсируется износ круга по торцу и боковой поверхности.
Подручник представляет собою стальную деталь с двумя рабочими поверхностями: плоской и криволинейной. Плоской рабочей поверхностью рекомендуется пользоваться при шлифовании деталей, имеющих опорную плоскость. Если требуется отшлифовать кривую поверхность детали при отсутствии хорошей опорной плоскости или при необходимости частой перенастройки угла установки подручника, нужно пользоваться криволинейной рабочей поверхностью подручника. Крепление подручника к кронштейну выполнено таким образом, что он может перемещаться на круг, по вертикали и вращаться вокруг оси. Необходимо следить, чтобы зазор между кругом и подручником был не более 3 мм.
Применение шлифовальных станков
С помощью станка для шлифования можно осуществлять ряд технологических операций:
- шлифовку внутренних, а также наружных поверхностей деталей, имеющих различную форму и назначение;
- заточку инструментов различного назначения;
- обдирку, шлифование, а также отрезку отливок из металла, изделий со сложным профилем;
- обработку зубчатых деталей, а также деталей с резьбой;
- формирование на стальных прутках канавки шпоночного и спиралевидного типа.
Шлифовальный станок практически незаменим при работе с деталями, изготовленными из керамических и магнитных материалов и отличающимися сложностью обработки и высокой хрупкостью. Кроме того, шлифовальные станки способны выполнять технологические операции шлифовки и обдирки на высокоскоростных режимах, что делает такое оборудование эффективным и производительным. На этих станках можно в процессе обработки удалять с поверхности заготовки большое количество металла за короткий промежуток времени.




На видео ниже работа круглошлифовального станка с ЧПУ:
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. Рабочей поверхностью является периферия или торец абразивного круга, а заготовка движется по отношению к ней по прямолинейной или дуговой траектории. Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают:
- передвижение рабочего стола в продольном и поперечном направлении, что возможно благодаря гидравлическому приводу;
- вращение рабочего инструмента – шлифовального круга, осуществляемое за счет индивидуального привода рабочего инструмента;
- подачу заготовки или инструмента в поперечном направлении за счет гидравлического или электромеханического привода;
- правку круга, которую можно выполнять вручную за счет использования электромеханической либо гидравлической системы;
- вращение заготовки или рабочего стола;
- подачу рабочего инструмента на глубину, что может выполняться за счет гидравлического или механического привода.
Это интересно: Шлифовально-полировальные станки по металлу
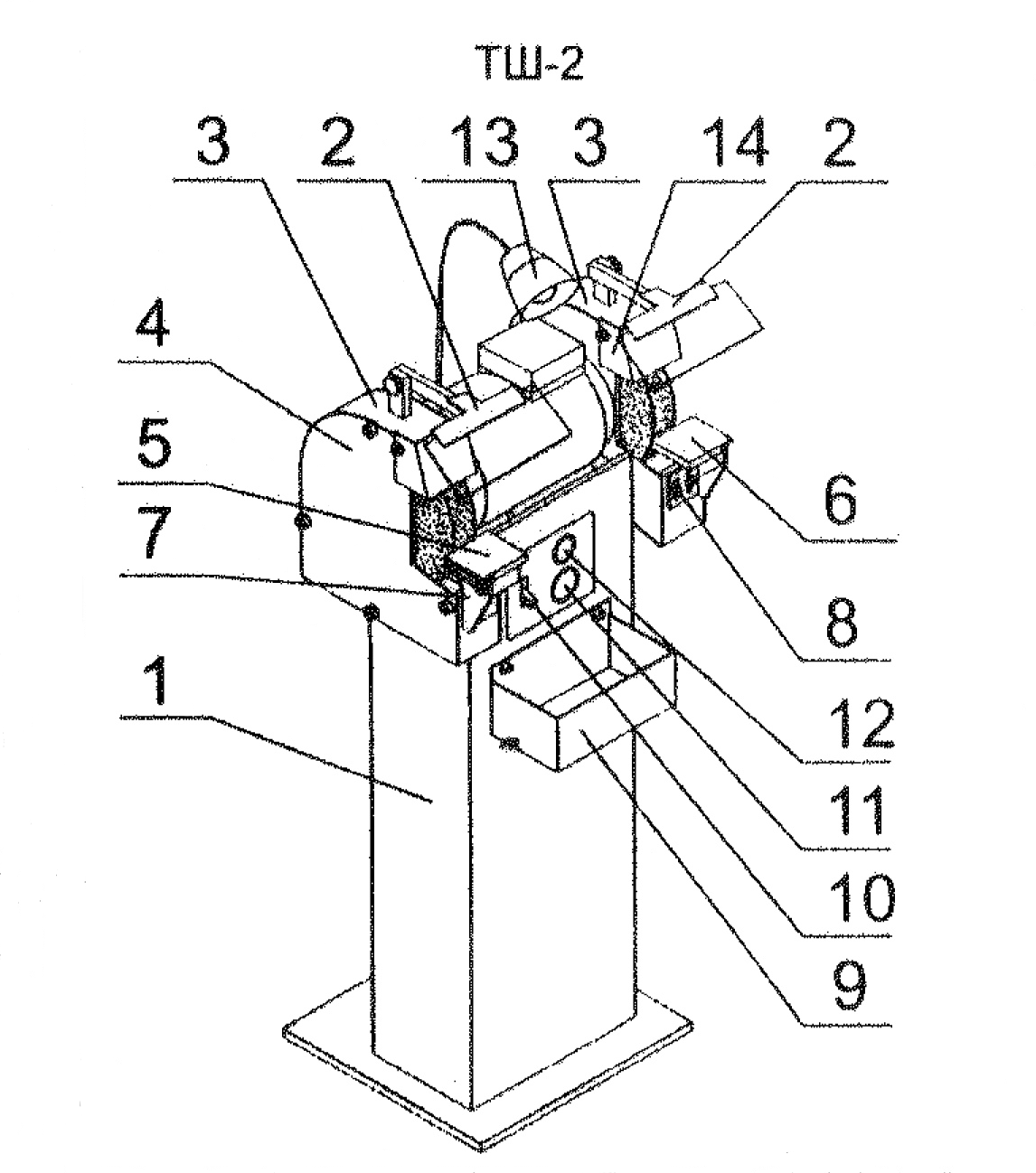
3Б633 Расположение основных узлов точильно-шлифовального станка
Расположение основных узлов точильно-шлифовального станка 3Б632
3Б633 перечень основных узлов точильно-шлифовального станка
- Станина — 3Б633.10.000
- Головка — 3Б633.21.000
- Крепление круга ПП — 3Б633.30.00
- Кожух правый
- Столик поворотный правый — 3Б633 46.000
- Пылесборник — 3Б633.54 000
- Патрубок
- Кожух левый
- Козырек — 3Б633.44.00
- Экран
- Подручник левый — 3Б633.43.000
- Выдвижная заслонка — 3Б633.56.000
- Переключатель
- Выключатель с черным толкателем «Пуск»
- Выключатель с красным толкателем «Стоп»
- Рукоятка перемещений поворотного столика.
3Б633 перечень приспособлений для точильно-шлифовального станка
- Приспособление для заточки сверл диаметром Ø 12—50 мм — 3Б633.50.000
- Приспособляя для заточки сверл диаметрам Ø 6—25 мм — 3Б633.50 000
- Приспособление для ленточного шлифования — 3Б633.51.000
- Приспособление для полирования — 3Б633.52.000
- Столик поворотный левый — 3Б633.53.000
- Приспособление для правки кругов — 3Б633.55 000
- Подручник правый — 3Б633.57.000
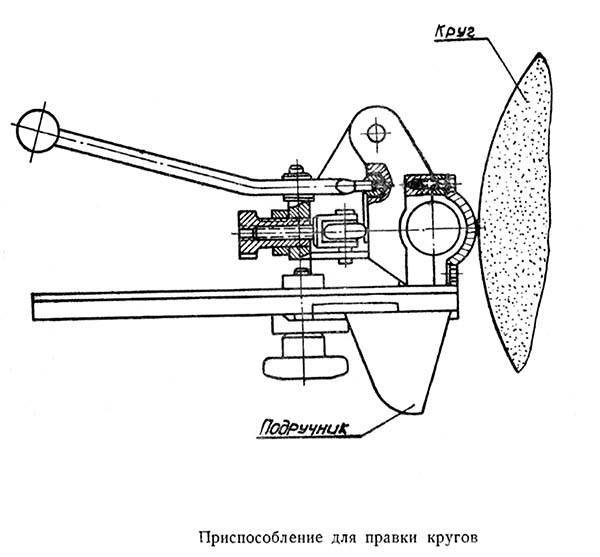
Приспособление для правки шифовального круга

Приспособление для заточки сверл Ø 12..50 мм
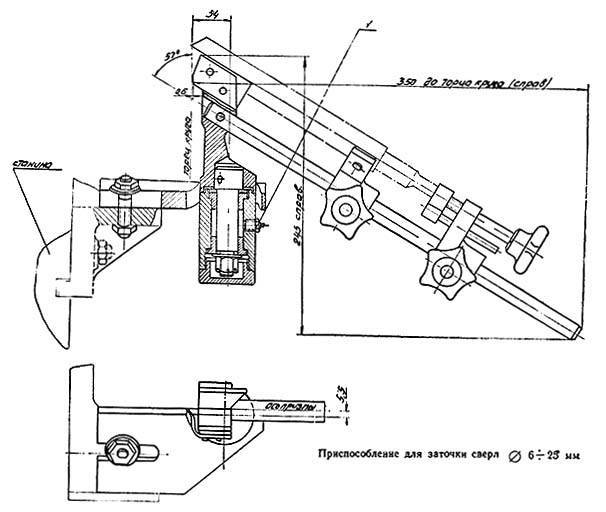
Приспособление для заточки сверл Ø 6..25 мм
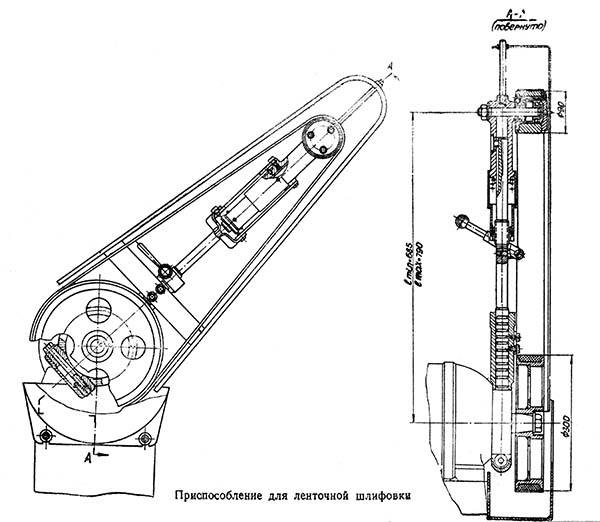
Приспособление для ленточной шлифовки
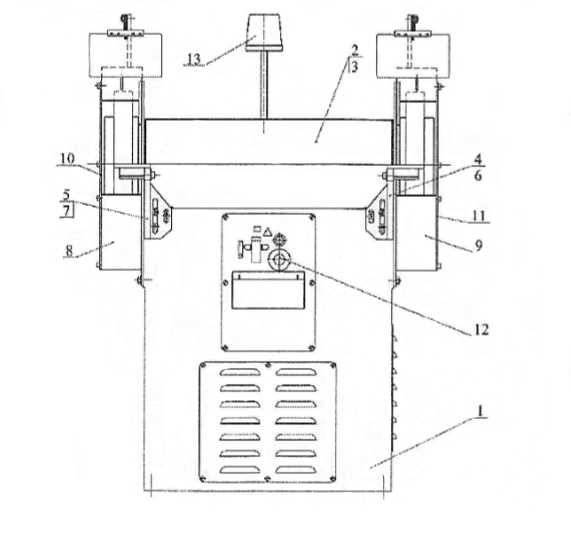
Состав обдирочно-шлифовального станка 3М636
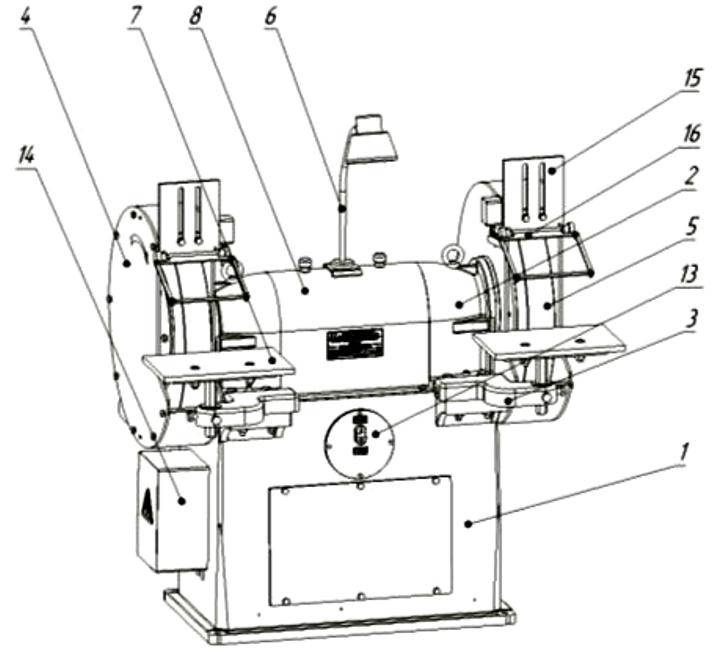
Составные элементы станка 3М636 указаны на рисунке 1.
На верхней части корпуса 1 станка установлены корпуса подшипников 2 и защитный кожух 8 с ручками. Подшипники являются опорами для вала 12, на котором установлен приводной шкив 11. Шкив 11 имеет возможность осевого перемещения вдоль приводного вала 12 станка. Вращение шкиву 11 передается клиновыми ремнями от электродвигателя, расположенного внутри корпуса 1 и закрепленного на плите 10.
Вспомогательные установочные перемещения электродвигателя производятся по горизонтальным пазам плиты 10. Регулирование натяжения ремней можно производить, используя вертикальные пазы плиты 10.
На корпусах подшипника 2 закреплены защитные кожухи 4 с отводящими патрубками 9. Внутри кожухов 4 на валу 12 закреплены шлифовальные круги 5.
Кронштейны 3 являются опорами для подручников 7, которые могут быть установлены на требуемой оператору высоте. Наличие пазов в подручниках 7 позволяет перемещать их в нужное положение.
На кронштейны 15 устанавливаются защитные прозрачные экраны 16. Станок работает только при опущенных защитных экранах 16.