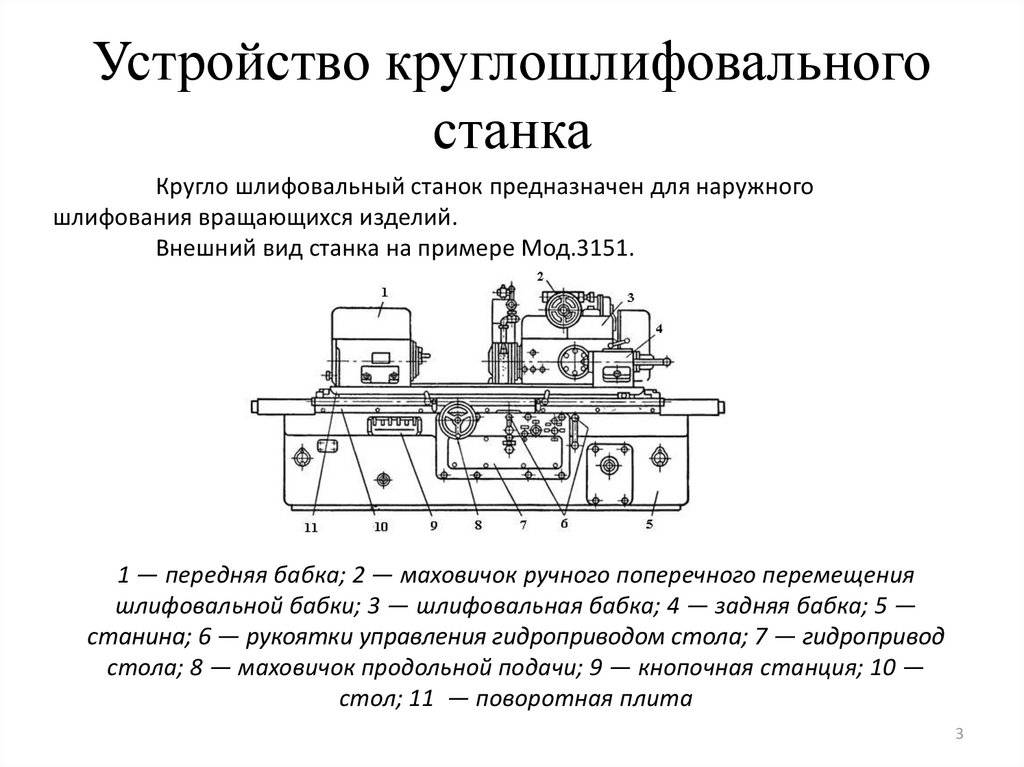
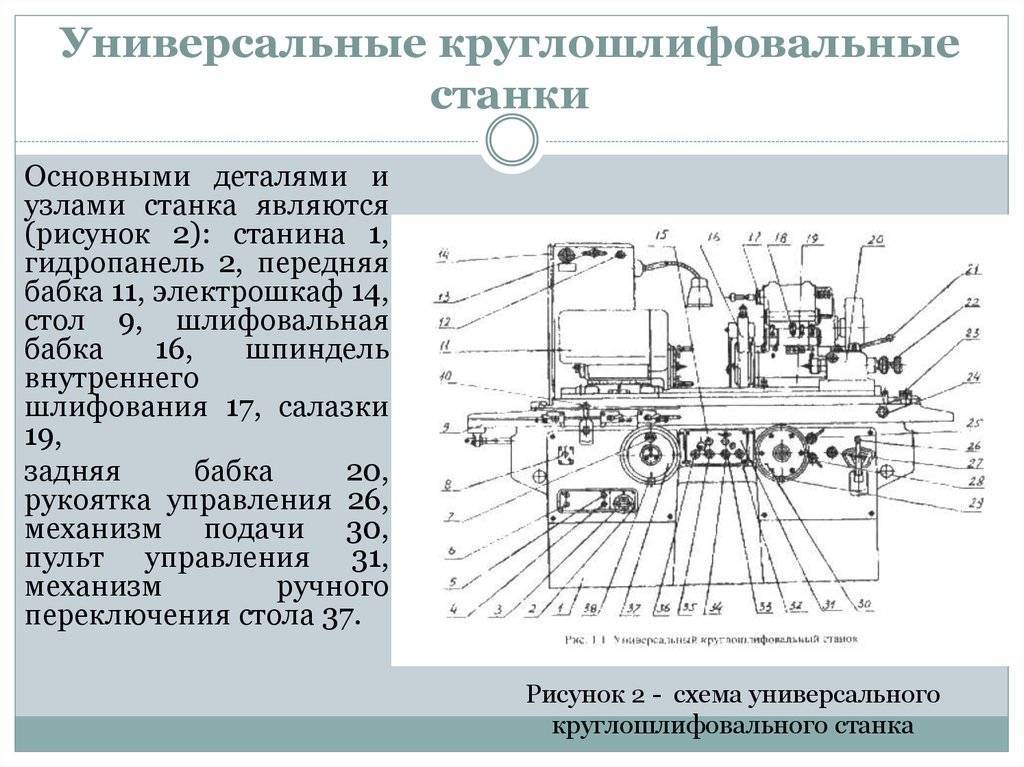
Назначение
Круглошлифовальные станки используется для обработки наружной цилиндрической поверхности, крепление заготовки проводится в центрах и патроне. При этом может проводиться продольная и поперечная подача для достижения необходимого результата. Универсальный вариант исполнения подходит для различных размеров, некоторые виды могут применяться в промышленности для получения особо крупных деталей.
Во время работы универсального станка с центрами направление вращения заготовки противоположно направлению вращения абразивного материала. Подобные модели могут использоваться в различных видах производства.
Стоит отметить, что круглошлифовальный станок используется при конечном этапе производства. Бесцентровые и другие типы моделей проводят шлифование после токарной обработки, фрезерования, сверления и так далее.
Назначение круглошлифовальных станков
Низкая зернистость обрабатывающего инструмента обеспечивает легкую шероховатость контактной зоны и высокую точность работ. При использовании станков в промышленных целях заготовки проходят первичную температурную и механическую обработку, поэтому величина припуска минимальна.
Возможности станков ограничены рабочими характеристиками. На стандартном оборудовании невозможно работать с деталями, конусность которых превышает 6º. Конструкция современных аппаратов позволяет обрабатывать внешнюю поверхность любых заготовок за счет устройства передней и шлифовальной бабок, способных вращаться вокруг своей оси.
Как правило, круглошлифовальные станки используют на финишном этапе обработки.
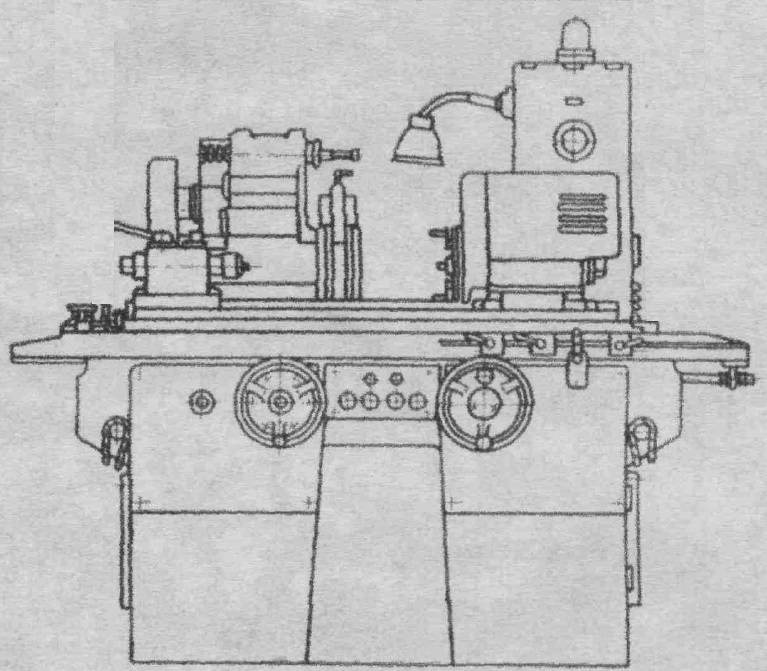
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.
Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
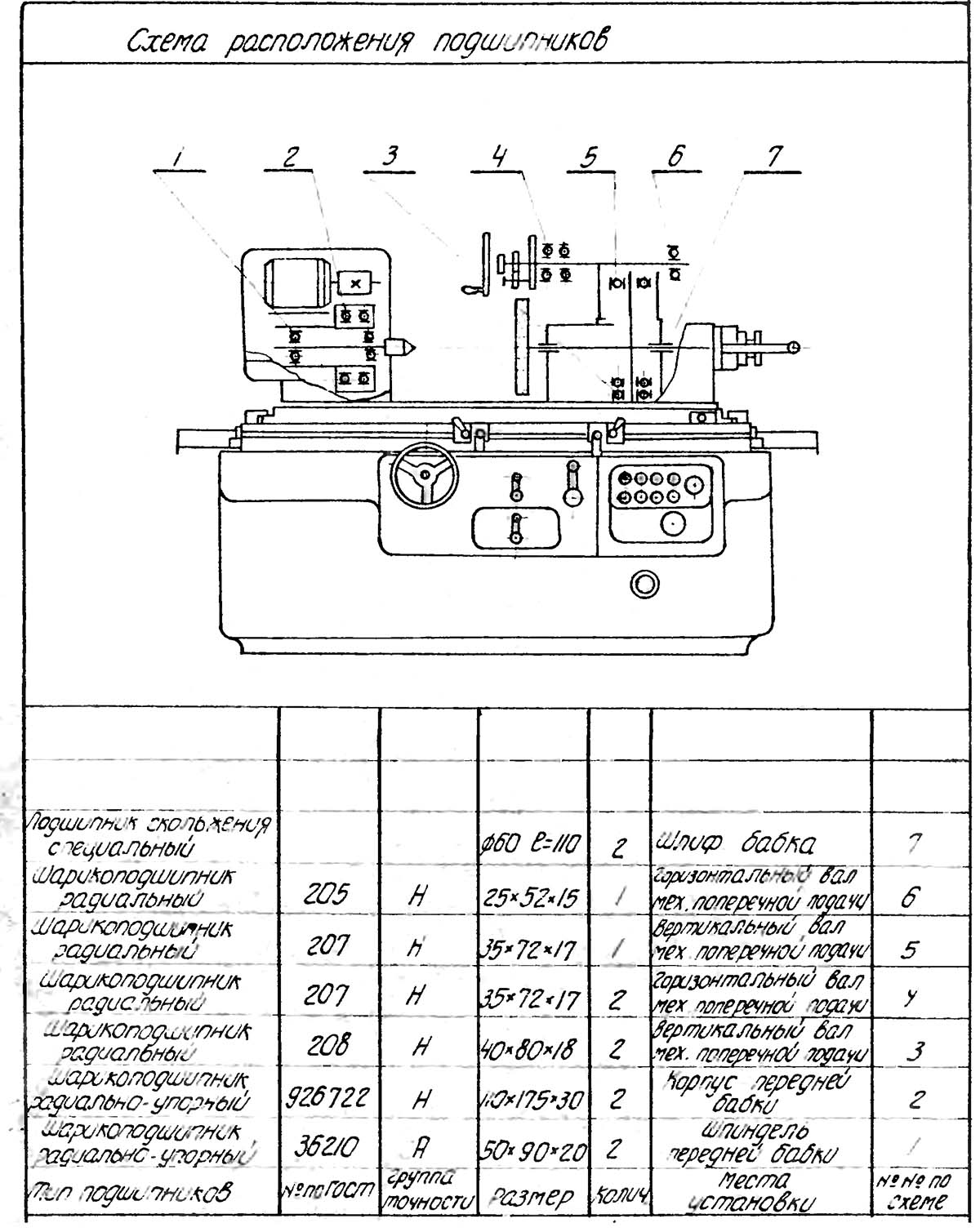
Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.
Устройство и конструктивные особенности
Устройство круглошлифовальных станков зависит от рабочих материалов и качественных требований к готовым изделиям. Выделяют следующие классы точности аппаратов:
- повышенной точности;
- высокой точности;
- особо высокой точности.
Рассмотрим особенности конструкции различных аппаратов и наиболее распространенные варианты компоновки.
Рабочие узлы
Независимо от типа исполнения основными элементами круглошлифовальных станков являются:
- станина;
- рабочий стол;
- шлифовальная и передняя бабки;
- механизмы управления.
В передней бабке монтируется привод к шпинделю, в шлифовальной – к кругу.
Главным элементом механизма управления является кнопочная станция. За ручное перемещение рабочего стола и шпиндельной бабки отвечают маховики, управление которыми осуществляется с помощью следующих рукояток и упоров:
- быстрая подача передней бабки;
- перемещения пиноли;
- регулировка скорости рабочего стола;
- отключение автоматического хода и реверса стола.
Помимо вышеперечисленных узлов и деталей, важную роль играют следующие элементы:
- Шлифовальная бабка. Отличается жесткостью конструкции. В зависимости от компоновки станка может представлять собой неподвижный или перемещаемый элемент. В нем расположен шпиндель, устанавливаемый на гидродинамические или другие опоры.
- Балансировочный механизм. Снижает колебательные процессы во время рабочего цикла. Существуют модели как с ручной, так и с автоматической балансировкой станка.
- Механизм правки рабочего инструмента. Регулирует форму контактного инструмента и поддерживает его функциональные возможности.
- Узел подачи. Отвечает за перемещение шлифовального круга.
- Задняя бабка. Является одним из элементов конструкции станков, для которых рабочим расположением заготовки является установка в центрах.
- Люнеты. Специальные опоры для работы с деталями большой длины.
Возможные варианты компоновки
Наиболее распространенными способами компоновки круглошлифовальных станков являются:
- патронная;
- центровая;
- бесцентровая.
Важный фактор – наличие второго стола. В бесцентровых моделях башмак является неподвижным элементом.


Модели с неподвижным ножом нашли свое применение на автоматических сборочных линиях. Их ценят за высокие качественные характеристики, ведь такая компоновка обеспечивает стабильность расположения оси заготовки независимо от состояния шлифовального инструмента станка. Конструкция такого оборудования отличается высокой технологической сложностью за счет подвижной бабки и механизма для ее перемещения.
Схема электрическая принципиальная станка 3151
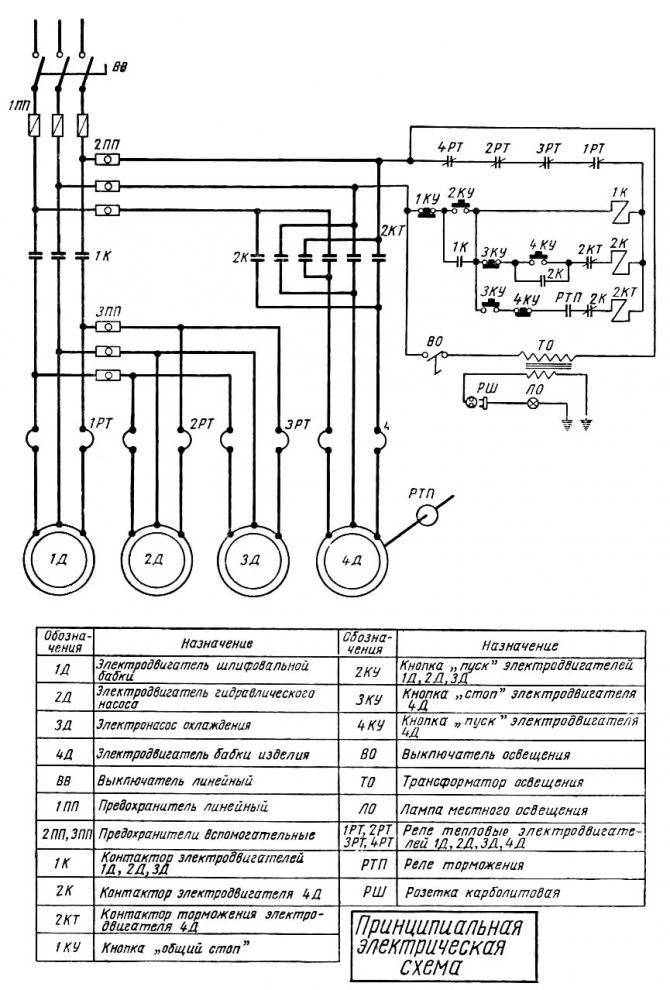
Электрическая схема круглошлифовального станка 3151
Сейчас на многих важных предприятиях требуется изготовление точных деталей с довольно гладкой поверхностью. Выполнить такую работу можно, используя разную абразивную технику, в том числе и круглошлифовальное оборудование. Круглошлифовальные станки можно отнести к классу металлообрабатывающих инструментов. С их помощью делают точную шлифовку металлических заготовок по внешней части. Конструктивно инструменты такого типа очень отличаются от аналогичного оборудования.
Основные сведения
Круглошлифовальный станок — это устройство для автоматической шлифовки металлических изделий. Установка имеет вид большого стола, на который установлено дополнительное шлифовальное оборудование. Принцип работ круглошлифовальных станков прост. С помощью бабок или лафета в рабочей зоне устанавливается обрабатываемая металлическая деталь. После этого запускается шлифовальный круг, который вращается вокруг своей оси. Круг приближается к обрабатываемой детали, что приводит к зачистке металлической заготовки.
С помощью круглошлифовального станка можно обрабатывать цилиндрические, конические и торцевые заготовки, а также крупные отверстия. По конструкции различают центровые и бесцентровые модели. У центровых моделей заготовка закрепляется с помощью специальных бабок-пазов. Бесцентровых моделей заготовка фиксируется в рабочей зоне станка с помощью прижимного лафета. Круглошлифовальный станок выполняет такие задачи — абразивная затирка поверхности заготовки, удаление лишнего слоя металла, устранение неровностей на поверхности металла.
Элементы круглошлифовальных систем
- Рабочий стол. Выступает в качестве основы, на которую крепятся все основные элементы. У рабочего стола могут иметься небольшие колесики, которые используются для транспортировки установки. Рабочий стол делают из прочных металлических сплавов, как и другие элементы шлифовальной системы.
- Пазы-бабки (центровые модели). Используются для крепления деталей на рабочем столе. Пазы могут вращаться вокруг своей оси, что позволяет обрабатывать заготовку по всей своей площади + улучшает качество шлифовки. Некоторые пазы могут перемещаться также в продольном направлении, что позволяет изменять положение детали на рабочем столе прямо во время обработки. Пазы-бабки могут быть подвижными — это позволяет изменить угол расположения заготовки на рабочем столе. За счет этого становится возможным шлифовка конических заготовок.
- Лафет (бесцентровые модели). Лафет также используется для крепления деталей на рабочем столе. Основное отличие от пазов-бабок заключается в том, что лафет не имеет своей оси вращения (его можно перемещать только в горизонтальном направлении). Для обработки заготовки с разных сторон выполняется поворот самой заготовки на лафете.
- Абразивный диск-колесо. Расположен в перпендикулярном направлении относительно расположения заготовки на рабочем столе. Во время работы выполняет роль абразива, с помощью которого выполняется обработка. Абразивные диски бывают разной формы. Простые станки имеют фиксированное расположение диска. Универсальный круглошлифовальный станок имеет подвижное диск-колесо, что делает установку более универсальной.
- Привод. Используется для перемещения абразивного диска-колеса во время работы системы. Привод может быть механическим, гидравлическими и электрическим. Крупные системы обычно оборудованы электрическим приводом, что упрощает процедуру перемещения диска во время работы. Небольшие станки имеют механический или гидравлический привод, что позволяет снизить потребление электричества.
- Электродвигатель. Выполняет роль источника энергии, с помощью которого выполняется питание всех основных элементов установки (вращающиеся пазы-бабки, абразивный диск-колесо и другие). Если станок оборудован электрическим приводом, то двигатель также питает и этот элемент. Электродвигатели обычно имеют мощность в пределах от 5 до 15 киловатт, хотя встречаются и более мощные установки. Современные электродвигатели обычно имеют дополнительные защитные элементы, позволяет избежать перегрева системы.
- Охладительная система. Во время обработки происходит серьезный нагрев заготовки за счет трения. Чтобы избежать перегрева заготовки, многие современные станки оборудуются охладительной системой. Она имеет вид небольших краников, которые устанавливаются в активной зоне. Краники подключены к хладагенту (в качестве хладагента обычно выступает вода). Во время обработки детали происходит активация краников, что приводит к распылению хладагента в активной зоне.

3Б153 станок круглошлифовальный универсальный. Назначение и область применения
Универсальный круглошлифовальный станок полуавтомат 3Б153 предназначен для шлифования наружных цилиндрических и конических поверхностей в условиях индивидуального и мелкосерийного производства.
Шлифование производится в неподвижных центрах.
Круглошлифовальный станок 3Б153 имеет поворотный верхний стол и поворотную шлифовальную бабку. Это дает возможность шлифовать не только цилиндрические, но и пологие конические поверхности. Индикаторное приспособление, облегчает точный отсчет угла поворота стола при шлифовании конусов.
Управление станком 3Б153 — однорукояточное. При помощи рукоятки управления включаются быстрый подвод-отвод шлифовальной бабки, врезная подача, включение и выключение вращения изделия и подачи СОЖ, включение хода стола и разгрузка насоса (в перерывах между обработкой деталей).
На станке 3Б153 можно выполнять следующие виды обработки:
- продольное и врезное шлифования при ручном управлении до упора или с прибором активного контроля в полуавтоматическом цикле;
- продольное шлифование до упора с поперечной автоматической периодической подачей, осуществляющейся при реверсе стола;
- шлифование торцевых поверхностей периферией круга.
Станок 3Б153 укомплектован магнитным сепаратором для очистки охлаждающей жидкости.
Шероховатость обработанных деталей при продольном шлифовании не ниже V9, при врезном V7—V/8.
Постоянство диаметра в любом сечении обработанной детали не более 0,008 мм.
Нецилиндричность в любом поперечном сечении не более 0,0032 мм.
Класс точности полуавтомата П.
Полуавтомат 3Б153 имеет следующие гидрофицированные движения:
- Продольное перемещение стола с бесступенчато регулируемой скоростью;
- Периодическая подача шлифовальной бабки в момент реверса стола;
- быстрый подвод-отвод шлифовальной бабки;
- врезная подача;
Отвод пиноли задней бабки с педальным управлением.
Модификации круглошлифовального станка 3Б153
3Б153у — упрощенный вариант станка, отличающийся отсутствием механизированной врезной подачи и полуавтоматического врезного цикла работы.
3Б153т — торцекруглошлифовальный станок применяется в серийном и крупносерийном производстве
Технические характеристики круглошлифовального станка 3Б153
Станок разработан в 1973 году. Разработчик: Ленинградское СКБ прецизионного станкостроения, СКБ ПС, г Ленинград.
Изготовитель: Вильнюсский завод шлифовальных станков, г Вильнюс.
Основные параметры и размеры по ГОСТ 11654.
- Наибольший диаметр устанавливаемой заготовки — Ø 140 мм
- Рекомендуемый диаметр шлифуемой заготовки — Ø 20..60 мм
- Наибольшая длина устанавливаемой заготовки — 500 мм
- Наибольшая длина шлифуемой заготовки — 450 мм
- Максимальный вес устанавливаемой заготовки — 20 кг
- Мощность главного привода — 5,5 кВт
- Вес станка полный — 4,1 т
Основные модели
- Модель 3151. Имеет ручное управление, панель ЧПУ отсутствует. Может шлифовать все основные виды заготовок — полые, плоские, цилиндрические, торцевые. Также может применяться для обработки конусовидных заготовок с небольшим углом наклона. Модель 3151 не подходит для крупных фабрик, но ее можно использовать в мелкосерийном производстве.
- Модель 3M151. Является модификацией модели 3151. Оборудована автоматикой, что помогает управлять системой как в ручном, так и в автоматическом режиме. Модель 3М151 может выполнять все основные виды шлифовки округлых заготовок. Может использоваться на мелких производствах, в мастерских, на крупных заводах и так далее.
- Модель 3Б161. Оборудована гидравликой и автоматикой. Может выполнять все основные виды шлифовки (может выполнять в том числе шлифовку уступами). Подходит для серийной обработки, хотя при необходимости модель 3Б161 можно переоборудовать для единичного производства.
- Модель G25A-35СNC. Имеет электронный режим управления (ЧПУ). Модель оборудована продвинутой электроникой, может выполнять сложные варианты шлифовки в полностью автоматическом режиме. Высокая цена, но хорошие технические показатели (прочность, надежность, устойчивость, срок годности).

Эксплуатация оборудования
Круглошлифовальные станки по металлу нужно уметь эксплуатировать, чтобы добиться максимального эффекта от их работы, не травмировать себя. Правила:
- Прежде чем начинать работу, проверить надёжность крепления шлифовального круга, оценить его состояние. Нельзя использовать абразив с трещинами, сколами, неровностями.
- Проверить подключение к сети. Выставить настройки машины заранее.
- Надеть защитные очки, чтобы стружка не попала в глаза.
- Давать заготовки остыть, если оборудование не имеет водного охлаждения.
- Менять абразив зависимо от требуемого качества обработки.
- Смазывать моторным маслом подвижные элементы оборудование, чтобы оно служило дольше.
- Очищать рабочие поверхности от скапливающихся отходов после обработки.
- Надёжно фиксировать детали зажимами, чтобы они не смещались во время работы.
Не пытаться шлифовать твердые поверхности мелким абразивом на малой мощности.
Круглошлифовальные станки применяются на различных предприятиях. Ими обрабатываются дерево, пластик, камень металл. Зависимо от выбранного вида абразивного материала, проводят разные виды шлифования (грубое, финишное). Можно сделать аппарат самостоятельно. Он подойдёт для шлифовки небольших деталей, заточки инструментов.





Назначение круглошлифовальных станков
Низкая зернистость обрабатывающего инструмента обеспечивает легкую шероховатость контактной зоны и высокую точность работ. При использовании станков в промышленных целях заготовки проходят первичную температурную и механическую обработку, поэтому величина припуска минимальна.
Возможности станков ограничены рабочими характеристиками. На стандартном оборудовании невозможно работать с деталями, конусность которых превышает 6º. Конструкция современных аппаратов позволяет обрабатывать внешнюю поверхность любых заготовок за счет устройства передней и шлифовальной бабок, способных вращаться вокруг своей оси.
Как правило, круглошлифовальные станки используют на финишном этапе обработки.
Современные станки обладают рядом дополнений:
На одном шпинделе находится 2 или 3 шлифовальных круга. Это позволяет вести разную обработку без останова и замены инструмента. Смена шлифовального круга, который будет сейчас обрабатывать, происходит путем вращения “головы”.
Станок может иметь щуп для определения начального положения шлифования и проверки полученного размера детали после обработки.
Автоматическая балансировка шлифовального круга, что значительно упрощает наладку и делает процесс шлифования более точным.
Автоматическая правка при достижении определенной нагрузки на шпиндель. Крайне полезное приспособление, как при чистовой, так и при черновой обработке.

Основные технические характеристики круглошлифовального станка
Возможные максимально допустимые габариты, а также масса обрабатываемой детали;
Возможные диаметры обработки шлифованием, а именно максимальный и минимальный.
Параметры рабочего стола шлифовального станка:
Возможное смещение стола или максимальная длина обработки;
Возможная скорость быстрого хода;
Возможные углы поворота против и по часовой стрелке шпинделя шлифовального круга.
Внутришлифовальные станки для обработки деталей из металла
Оборудование этого типа предназначается для улучшения качества внутренней поверхности готовой продукции. Часто причиной введения этой операции является увод оси отверстия на предыдущей операции. Процесс обработки осуществляется при помощи шпинделя, на котором установлен шлифовальный круг. Сам шпиндель имеет вращательное движение, и возвратно-поступательное движение.
Вращение шпинделя и вращения детали необходимы для плавности процесса резания. Возвратно-поступательное движение необходимо для формообразования поверхности. В сложных конструкциях шпиндель перемещается по 5 координатам. Для повышения качества обработки по возможности нужно шлифовать кулачки перед зажатием в них детали. Это позволяет значительно уменьшить биение при базировании. В идеальной ситуации также лучше проверить биение заготовки в кулачках перед обработкой.
Устройство этого типа оборудования отличается, в зависимости от параметров
Одношпиндельные станки
Эти оборудование осуществляет шлифование деталей конической или цилиндрической формы;
Станки с дополнительным шпинделем
Эти оборудование осуществляет одновременно внутреннее и торцевое шлифования;
Двухсторонние станки
Эти оборудование осуществляет одновременное двухстороннее шлифование сквозных отверстий.
Большие сложности при работе на внутришлифовальном станке имеет отвод пыли от шлифования из зоны обработки. Эту проблему успешно можно решить с помощью специального магнитного устройства. Благодаря ему стружка просто вытягивается из зоны резания.
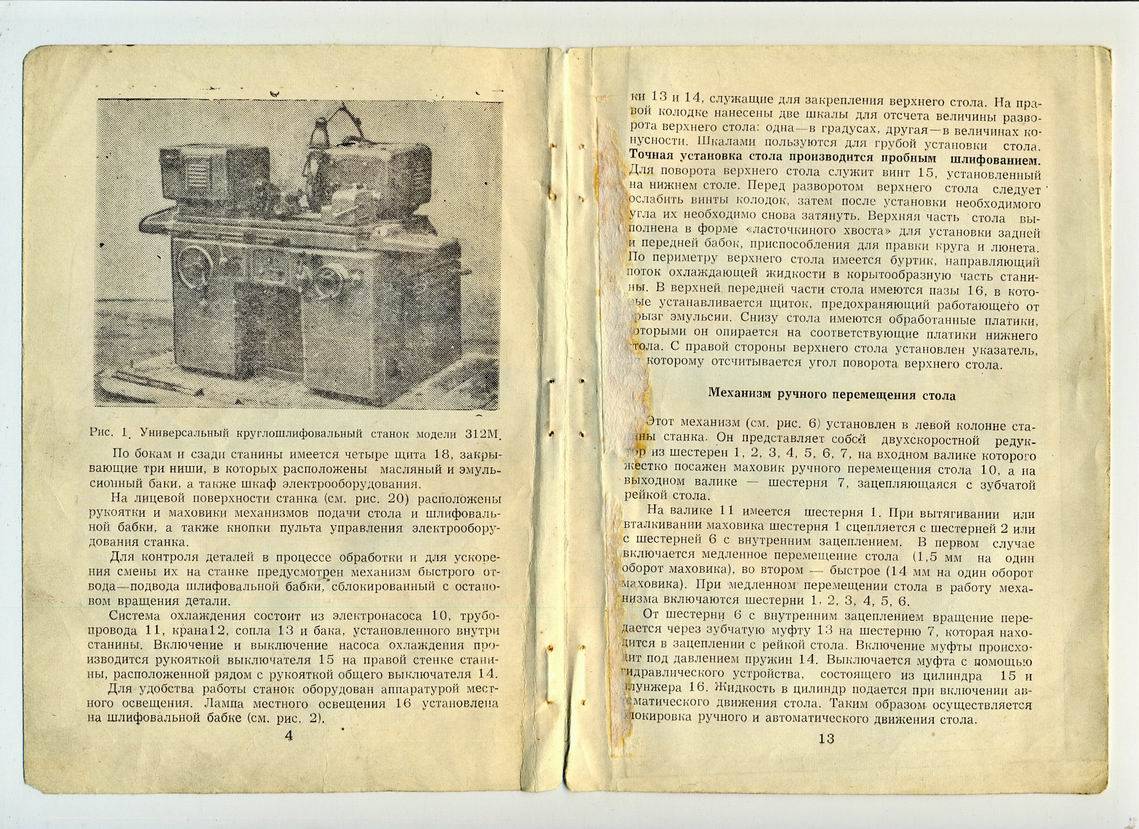
Круглошлифовальные станки
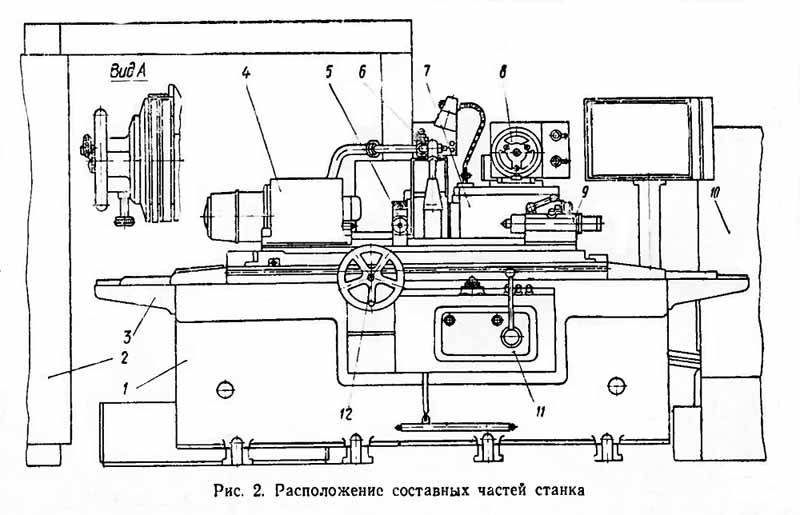
Для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки (рис. 1).
Технические характеристики станка мод. 3М151Ф2
| Максимальный размер устанавливаемой заготовки, мм: | |
| диаметр | 200 |
| длина | 700 |
| Частоты вращения заготовок, с–1 | 0,83…8,33 |
| Скорость шлифовального круга, м/с, не более | 50 |
| Рабочие подачи шлифовальной бабки, мм/мин: | |
| для предварительной обработки | 0,2…0,12 |
| окончательной | 0,1…0,6 |
| доводочные | 0,02…0,12 |
| Скорость, м/мин: | |
| быстрого подвода шлифовальной бабки | 1,7…0,93 |
| перемещения стола, м/мин (число ступеней 10) | 0,05…5 |
| Габаритные размеры, мм | 4950x2400x2170 |
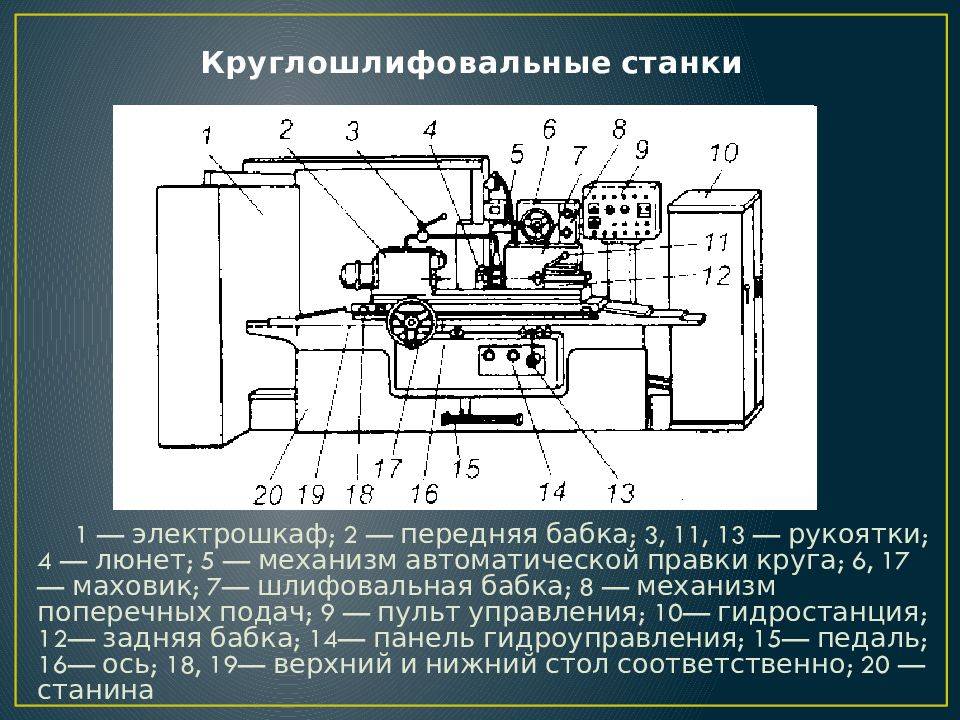
Рис. 1. Круглошлифовальный центровой станок модели 3М151Ф2: 1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки; 4 — люнет; 5 — механизм автоматической правки круга; 6, 17 — маховик; 7 — шлифовальная бабка; 8 — механизм поперечных подач; 9 — пульт управления; 10 — гидростанция; 12 — задняя бабка; 14 — панель гидроуправления; 15 — педаль; 16 — ось; 18, 19 — верхний и нижний столы соответственно; 20 — станина




Станок комплектуют специализированным устройством ЧПУ. Ввод УП выполняют посредством декадных переключателей. В управляющей программе размеры задают в абсолютных значениях. Число программируемых координат — 2. Работа выполняется последовательно по каждой координате. Станок оснащен двумя измерительными устройствами и соответствующими им корректирующими системами: для определения отклонения размеров заготовки и круга. Контроль диаметрального износа круга (координата Х) выполняют и корректируют при измерении заготовки в процессе обработки прибором активного контроля. Контроль базового торца заготовки (координата Z) осуществляют прибором осевой ориентации.
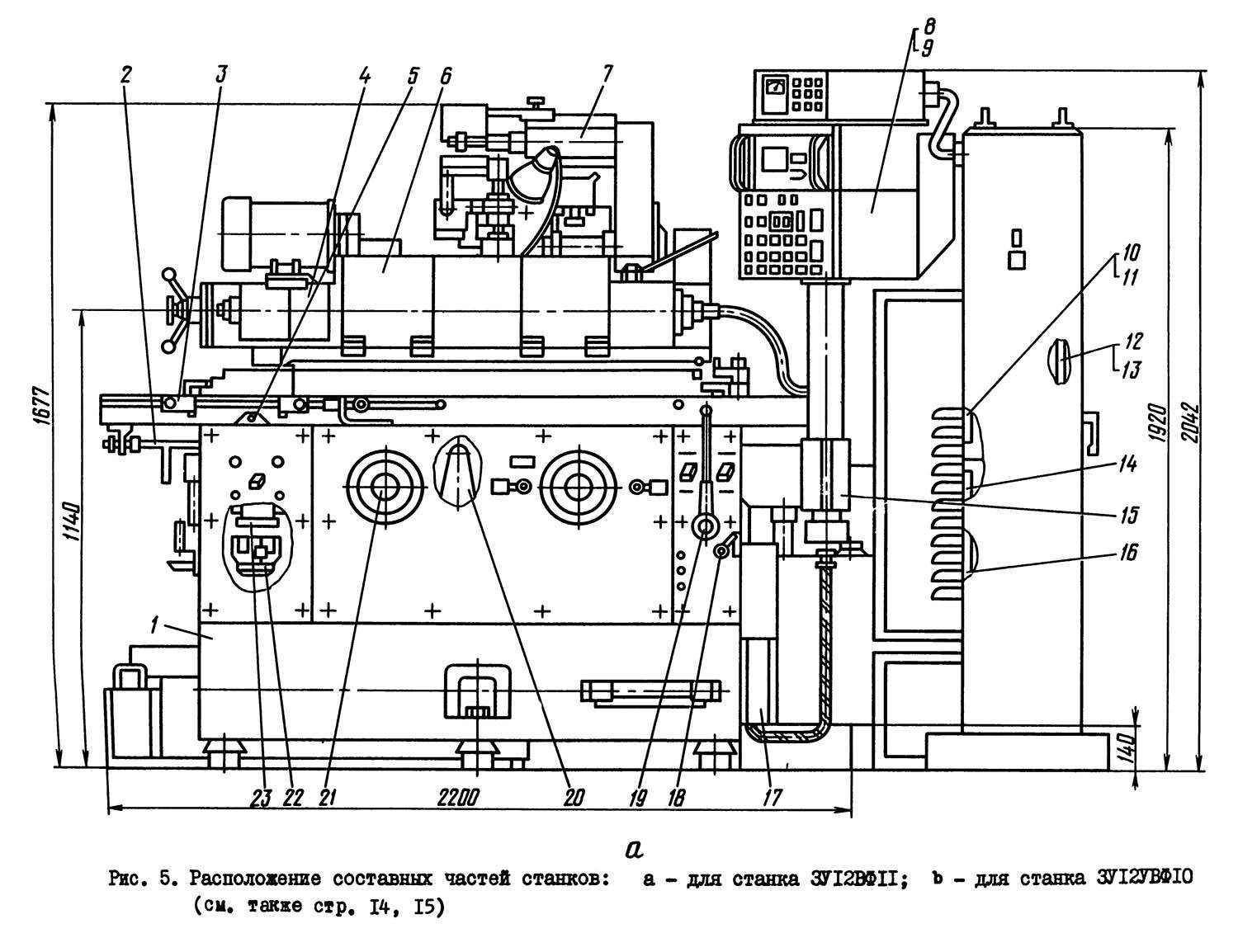
Пользующийся повышенным спросом универсальный круглошлифовальный полуавтомат особо высокой точности мод. 3У12АФ11 предназначен для шлифования наружных и внутренних цилиндрических, конических и торцовых поверхностей при установке деталей в центрах, кулачковом патроне, на планшайбе или цангах в условиях мелкосерийного и серийного производства.
| Технические характеристики универсального круглошлифовального полуавтомата, особо высокой точности мод. 3У12АФ11 | |
| Наибольший диаметр устанавливаемого изделия, мм | 200 |
| Наибольшая масса устанавливаемого изделия, кг | 20 |
| Наибольшая длина устанавливаемого изделия, мм: | |
| наружного шлифования | 450 |
| внутреннего шлифования | 75 при dотв = 50 мм |
| Суммарная мощность установленных электродвигателей, кВт | 10,29 |
| Габаритные размеры, мм, не более: | |
| без выносного оборудования | 2260x780x1680 |
| с выносным оборудованием | 3600x2260x2040 |
| Масса, кг: без выносного оборудования | 3500 |
| с выносным оборудованием | 4400 |
Значительным спросом пользуются круглошлифовальные станки, технические характеристики которых приведены в табл. 2.
Таблица 2. Технические характеристики круглошлифовальных станков
| Модель | Диаметр обработки, мм | Длина заготовки, мм | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| КШ-3 СNC с ЧПУ | 200 | 400 | 10,0 | 2300x1760x1603 | 1850 |
| ВШ-152ВИ | 200 | 1000 | 9,0/11,0 | 2950x2295x2150 | 6000 |
Станок для наружного шлифования с ЧПУ типа CNC модели EJ 30 был разработан с учетом современного уровня технологии шлифования. Практический опыт в круглом шлифовании, новейшие принципы конструирования и современные технологии с использованием ЧПУ типа CNC были предельно точно применены к конкретным требованиям, предъявляемым специалистами к шлифовальным станкам.
Компоновка станков удовлетворяет любым задачам по шлифованию в единичном или серийном производстве. Это иллюстрируется следующими данными.
Технические данные станка модели EJ30
| Высота центров, мм | 150 |
| Диаметр обрабатываемой детали, мм | 290 |
| Длина зажима, мм | 800 |
| Длина шлифования, мм | 800 |
| Масса заготовки между центрами, кг | 80 |
| Узел шлифовального шпинделя | |
| Диаметр шлифовального круга, мм: max | 400 |
| min | 290 |
| Ширина шлифовального круга, мм | 63 |
| Мощность привода, кВт | 7,5 |
| Окружная скорость, м/с | 45 |
| Расположение шлифовального круга. | Слева |
| Характеристики станка | |
| Абразив | Корунд |
| Поперечная подача | Ось Х, ЧПУ типа CNC |
| Продольное движение | Ось Z, ЧПУ типа CNC |
| Точность позиционирования оси поперечной подачи, мм | 0,0001 |
| Масса станка, кг | Около 7000 |
| Габариты без системы охлаждения (Ш Г В), мм | 3,550×2,850×2,100 |
Примечание. Указаны максимальные величины.