Изготовление формы для литья грузиков
Изготовить форму не так сложно. Сначала берём небольшую коробку и полностью заполняем её качественным герметиком. При заполнении следите за тем, чтобы не образовывались пузырьки.
Далее оригинальный грузик нужно смазать раствором воска или парафина в бензине. После высыхания грузило на тонкой проволоке полностью опускается в герметик, но при этом оно не должно касаться стенок самой коробочки.
В таком положении образец грузика должен пребывать до затвердевания герметика. Из-за особенностей герметика этот процесс может длиться как пару дней, так и затянуться на 5-6 суток. До полной полимеризации грузик не вынимаем.
После затвердевания вещества вырезаем маленькое отверстие, через которое извлекаем образец грузила. Эластичная форма готова, а значит можно попробовать сделать свой собственный грузик из свинца или его сплава.
Заливка металла осуществляется через то самое отверстие, которое вы сделали ранее для извлечения оригинального грузика-образца. Благодаря своим уникальным физическим свойствам силиконовая форма позволяет легко доставать самодельные грузила или приманки, после чего она принимает свой начальный вид и снова готова к использованию.
Простые варианты
Самое простое – это изготовление грузил из свинца при помощи гипсовой или песчаной формы. Такой способ имеет ряд несомненных плюсов:
- доступность и распространенность материала;
- свинец плавится при относительно небольшой температуре – 320°С;
- простота изготовления.
Использование свинца и гипса при самостоятельной выплавке грузил имеет несколько существенных нюансов:
- при температуре около 200°С из гипса начинает активно испаряться вода, что приводит к разрушению его структуры и раскалыванию изделия;
- свинец при застывании впрессовывается в гипс, что делает практически невозможным извлечение грузила без разрушения формы;
- заготовка из гипса имеет большое количество микропор, что приводит к необходимости полировки готового изделия.
При использовании вместо гипса песка значительно упрощается процесс подготовки формы, однако повышаются требования к материалу короба, в котором будет находиться заготовка при заливке свинца, желательно использовать опору из металла. Само изделие будет несколько менее эстетичным и потребует серьезной полировки.
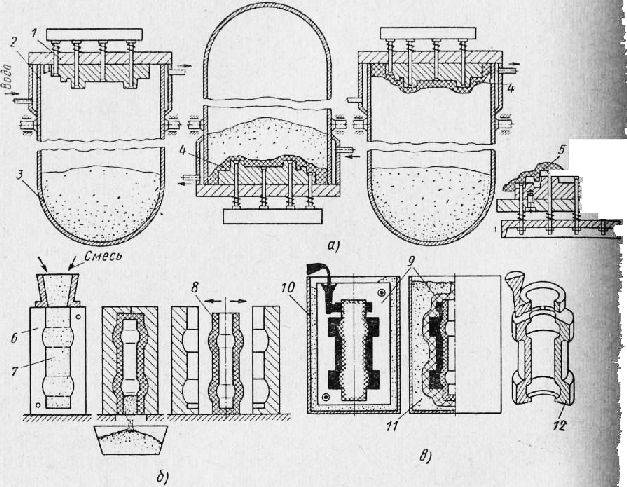
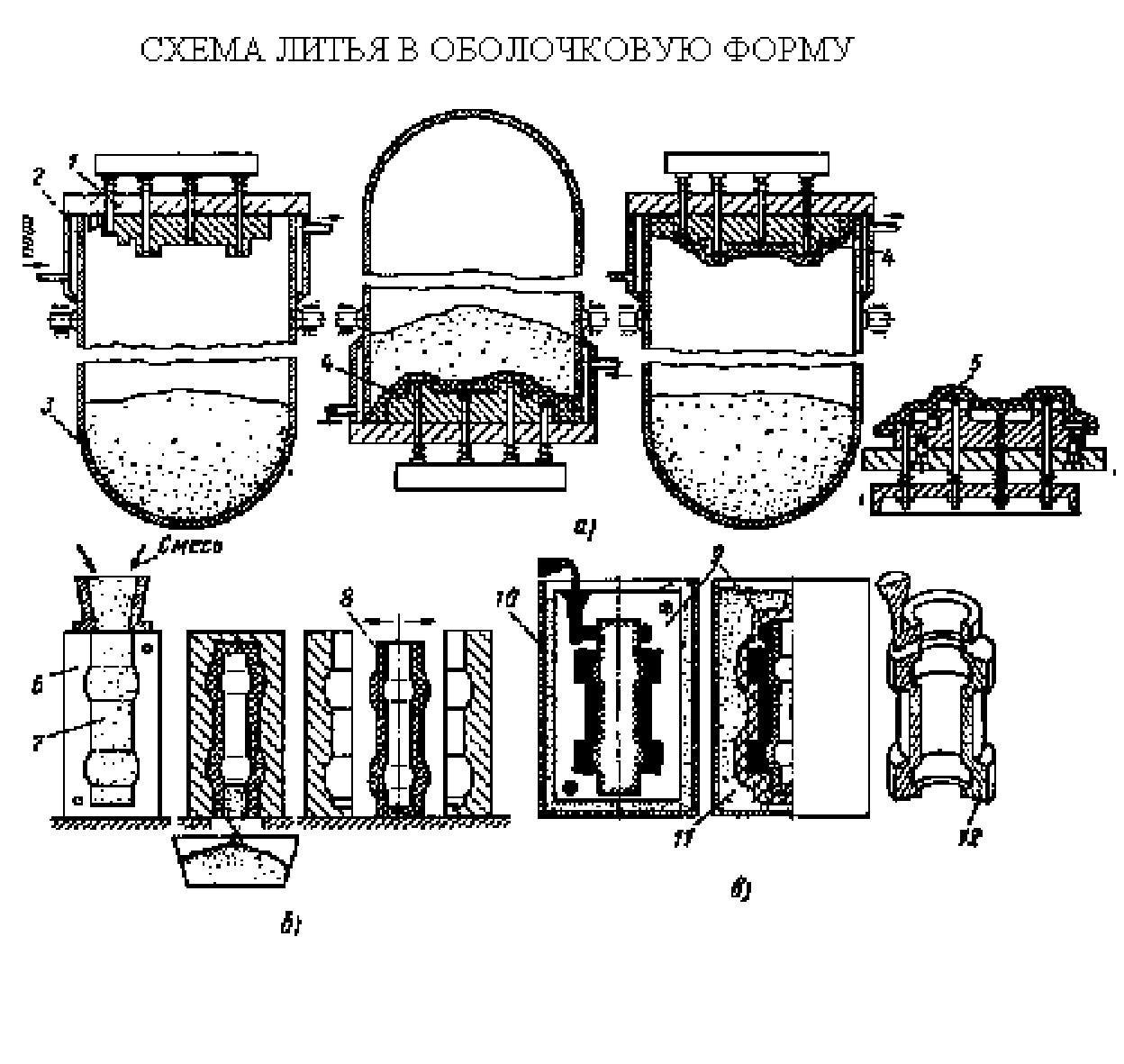
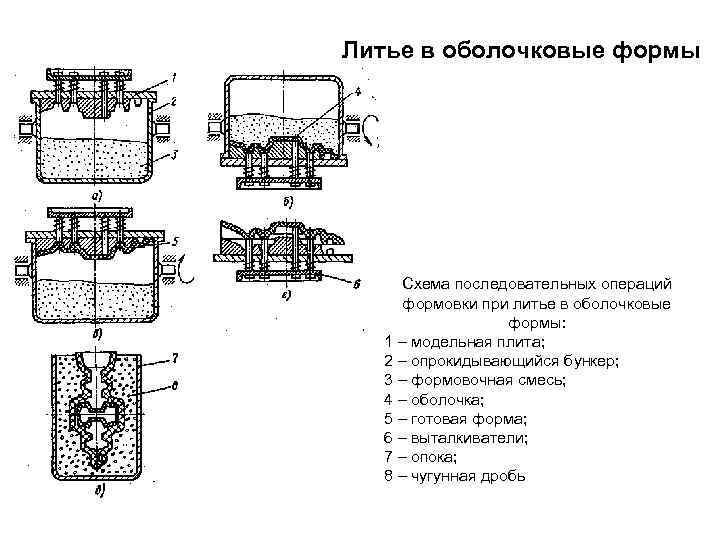
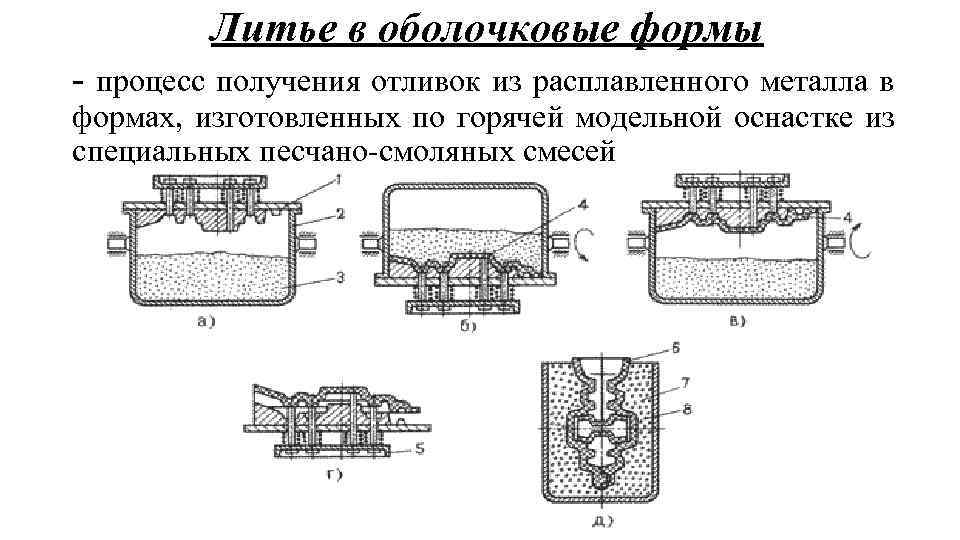
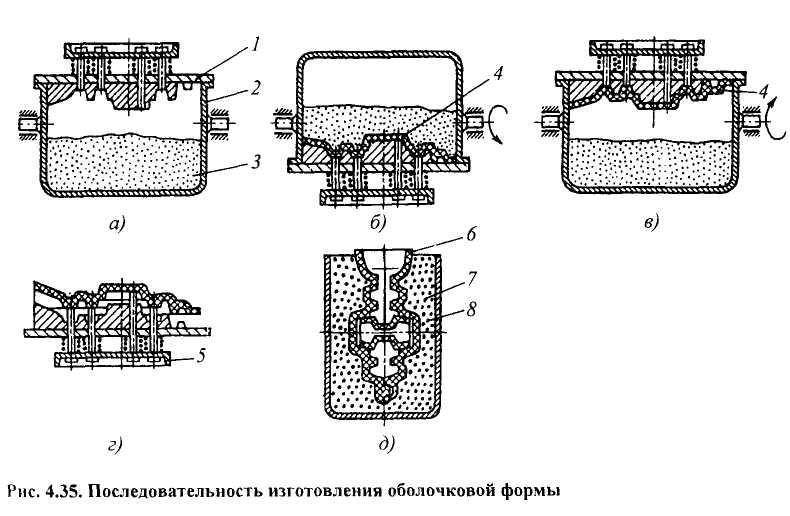
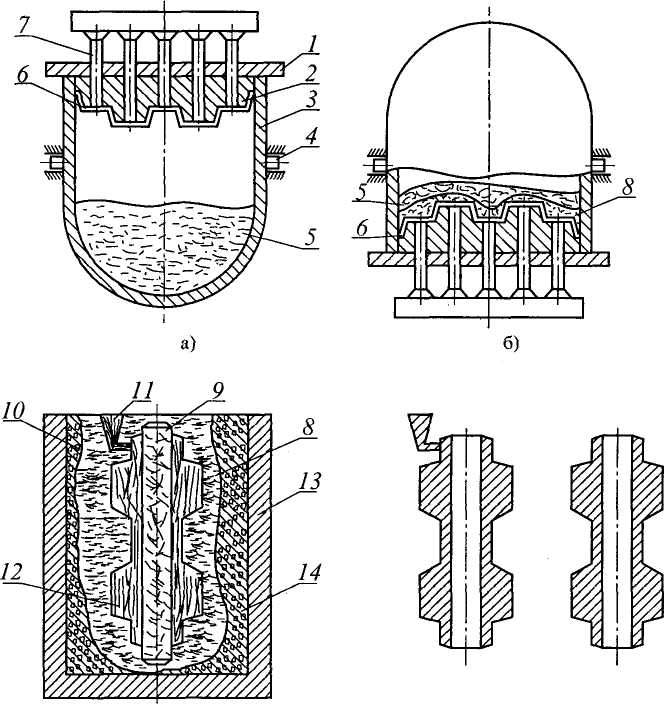
Техпроцесс литья по выплавляемым моделям
Технология литья по выплавляемым моделям состоит из нескольких этапов:
- Создание модели для литья.
- Получение формы с изготовленной модели.
- Получение литейной формы.
- Изготовление готовой отливки.
Литье титана по выплавляемым моделям
Создание модели
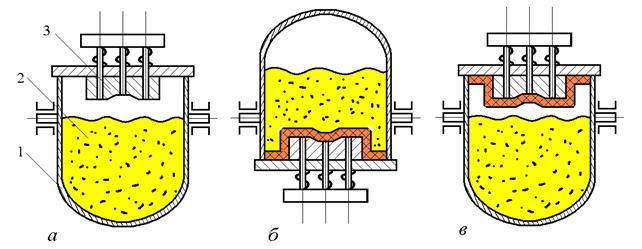
Для изготовления первичной формы применяют материалы, обладающие низкой температурой плавления. Чаще всего применяют парафины, воск и пр. То есть те вещества температура плавления не превышает 100 градусов, например, состав ПС 70 – 30. При такой температуре парафин в состоянии всю изложницу. Так, называют деталь, в которой изготавливают литейную форму.
После того как модель обрела необходимую твердость можно приступать к изготовлению литейной формы. Для этого используют состав, выполненный на основании керамики. Форма должна иметь определенную стойкость к температурным воздействиям. Для этого, на поверхность модели наносят песок мелкой фракции, для повышения характеристик формы в песок добавляют цирконий.
Песок мелкой фракции
Процесс нанесения песка может повторяться от 3 до 7 раз. Оптимальная толщина такого покрытия может составлять порядка 7 мм.
На этом этапе необходимо обеспечить выполнение следующих условий:
- Распределение состава по поверхности модели должно быть равномерным.
- Нельзя допускать появление внутренних пустот. Их наличие может привести к ошибкам в конфигурации отливки.
- Форма должна выдержать температуру, которая должна быть выше чем температура металлического расплава. Она должна находиться в диапазоне от 900 до 1200 градусов.
- После того как формирование будет прекращено, необходимо проделать отверстия, через которые будет происходить удаление парафина.
- По окончании всех работ, связанных с получением формы, ее помещают в печь. В ней происходит испарение парафина и происходит дополнительный дожиг формы.
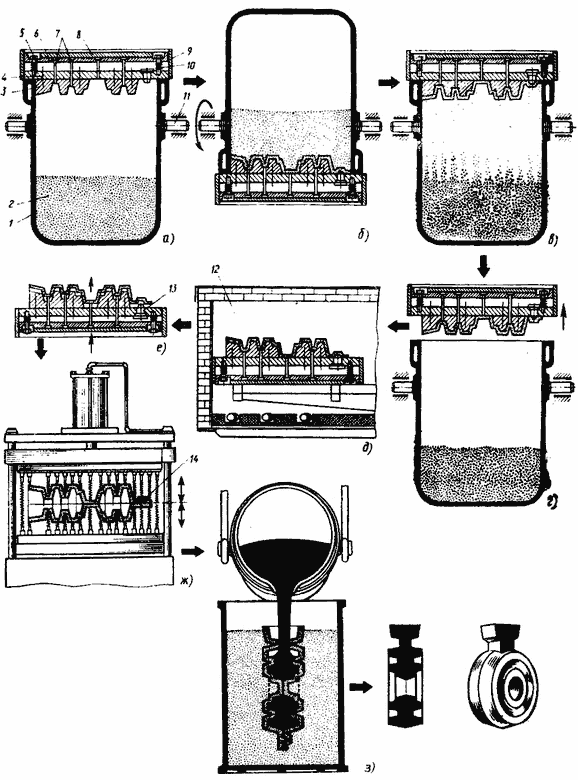
Процесс получения отливки
Перед началом литья расплавленного металла по выплавляемым моделям необходимо форму прогреть до определенной температуры. Нагрев должен быть выполнен равномерно по всей форме.
Для литья выплавляемым моделям в форме необходимо заранее подготовить горловину заготовки. В ранее сформированную горловину заливают металл. Остывание должно происходить естественным путем. Принудительное остужение недопустимо.
Процесс литья по моделям
Через 5 – 6 часов по окончании отливки можно удалить оболочку. В заводских условиях для этого применяют вибрационный стол. После того деталь направляют на механическую обработку. То есть, отсекают литник, зачищают облой, если таковой имеется. Для этого применяют ручной и механизированный инструмент. Кстати, один из эффективных способов приведения детали в соответствии с требованиями конструкторской документации является пескоструйная обработка.

Область применения
В промышленности, так исторически сложилось, что литье по выплавляемым моделям применяют в машиностроении, в частности, по этой технологии выполняют отливки корпусных деталей для продукции электротехнической промышленности, деталей судов, автомобилей.

Литье по выплавляемым моделям в машиностроение
Надо отметить, что такое широкое применение литья по такой технологии стали применять в промышленных масштабах относительно недавно. Это было связано с тем, что существовали определенные проблемы при получении формы. Их стало возможным решить после появления такого химиката, как этилсиликат. Его использование позволило допиться необходимых показателей по термической стойкости и вязкости материала.
Изготовление изделий из цветных металлов
Изделия из металла составляют значительную часть продукции промышленности. Они пользуются спросом как на внутреннем, так и на международных рынках. Продажа готовых изделий более перспективное направление в сравнении с поставками металла. Именно поэтому, помимо предприятий металлургического комплекса, создаются заводы по металлообработке, которые выпускают разные виды металлопроката и других изделий.
Продукция из цветных металлов выпускается из сплавов алюминия, титана, меди, никеля, цинка, свинца, магния, латуни, бронзы и т. д.
Потребителями таких изделий выступают российские и зарубежные компании, которые работают в отраслях, выпускающих продукцию общественного потребления:
- производство транспортных средств (самолеты, автомобили, ЖД транспорт и др.);
- выпуск упаковочных материалов и продукции для строительства;
- производство электротехнических изделий.

Несмотря на то, что РФ входит в число стран, которые лидируют по объемам производства алюминия, уровень потребления алюминиевого проката на внутреннем рынке остается достаточно низким. В настоящее время Россия больше импортирует готовые изделия из алюминия. Похожая ситуация наблюдается с прокатом тяжелых цветных металлов. Объемы цветного металлопроката на основе бронзы, латуни и меди остаются достаточно низкими. Эта отрасль обеспечивает исключительно спрос внутреннего потребителя.
Международные компании чаще всего готовы покупать в РФ крупные объемы металла и полуфабрикатов, но не готового металлопроката. На фоне низкого уровня загруженности мощностей российских предприятий металлообрабатывающей отрасли осуществляется ввоз в РФ изделий из тяжелых цветных металлов.
Еще один важный сегмент продукции цветной металлургии составляют твердосплавные материалы, обладающие высокой прочностью и режущими характеристиками. Их используют для производства режущих, штамповочных и измерительных инструментов.

Широкое распространение на рынке изделий из металла получили жаропрочные материалы. Их уникальные характеристики позволяют сопротивляться текучести и разрушению при воздействии высоких температур. Жаропрочные сплавы производят на основе железа, никеля, кобальта, титана, молибдена, ниобия, бериллия.
Из таких сплавов изготавливают детали паровых и газовых турбин, детали двигателей, обшивки и наружные элементы корпусов сверхзвуковых летательных аппаратов.
В перечень продукции цветной металлургии входят также материалы на основе графита (электроды, огнеупорные блоки, электродная масса и т. д.). Такая продукция в больших объемах используется алюминиевыми заводами.

Немного истории
По нынешнему размаху промышленности современная цивилизация всего за один год перерабатывает металл в таком объеме, на добычу которого в прежние времена ушла бы как минимум пара столетий. И дело не только в усовершенствованных технологиях и возросшей скорости производственных процессов. Такой объем металлопромышленной продукции — насущная потребность современного человечества.
В докладе по физике о литье металлов нельзя не уделить немного внимания зарождению и развитию литейного дела. Способность железа застывать в заданной форме при определенных условиях была высоко оценена людьми еще в древности. По предположениям многих ученых и исследователей, знакомство человечества с металлом осуществилось посредством метеоритов.
Метеоритное железо обладало всеми характеристиками, необходимыми для успешного литья (плавкостью и т. д. ). Именно это вещество положило начало зарождению литейного дела. Древние люди довольно быстро изучили основы процесса «укрощения» металла, после чего наступила стадия развития литья как составляющей жизнедеятельности. К эпохе Средневековья литейное дело было уже крупной отраслью с большим оборотом денежных средств.
Уход за литыми зубными протезирующими конструкциями
Независимо от того, какой процент зубов заменен мостовидным протезом или скрыт литыми зубными коронками, гигиена полости рта должна обязательно соблюдаться. Для чистки зубов и литых протезов используют и привычные зубные щётки и пасты, и зубная нить. Кроме того, хорошие результаты в уходе за полостью рта показали ополаскивающие жидкости для зубов. Они помогают эффективно удалять загрязнения с зубов, языка и из труднодоступных участков полости рта. Если вы не доверяете магазинным и аптечным гигиеническим средствам для зубов, можно использовать для полоскания полости рта водный раствор соли и соды или настои лечебных трав. Чистка зубов производится не реже, чем 2 раза в сутки, а полоскание рта – после каждого приёма пищи.
Кроме того, после установки литых протезов для зубов, появляются некоторые ограничения, которые нужно учитывать. Нужно отказаться от вредных привычек, связанных с полостью рта: грызть ногти, скрипеть зубами и открывать зубами упаковки нельзя.


С осторожностью нужно относиться к твёрдой пище: карамель, кости и хрящики при разгрызании могут повредить материал и деформировать протезирующую конструкцию зубов. Лечащий врач после установки литой протезирующей конструкции для зубов в полость рта даст более подробные рекомендации по уходу за ней
Литьё зубных протезирующих конструкций из благородных и недрагоценных материалов не зря пользуется такой популярностью среди стоматологов и их пациентов. Установка таких конструкций для протезирования зубов улучшает внешний вид полости рта, повышает качество жизни, при этом не требует чрезмерных финансовых затрат.
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях. Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.
Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Литьё из бронзы для изготовления рукоятей ножей
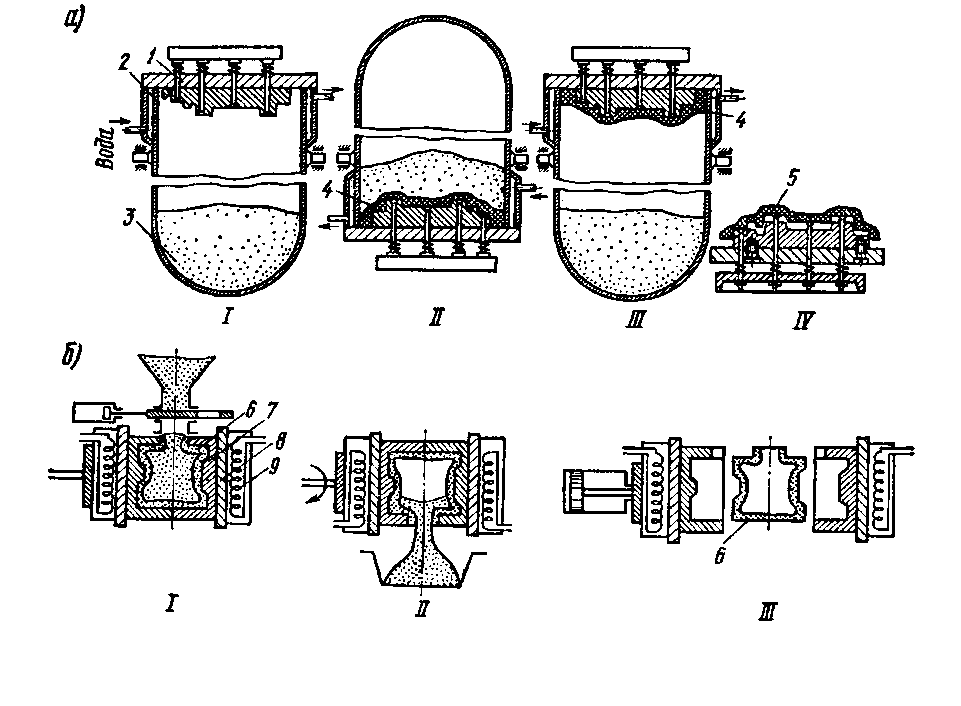
Центробежное литье
Литье отливки центробежным методом применяется для получения деталей с формой тела вращения из чугуна, алюминия, стали и бронзы. Расплав заливается в металлическую форму, которая вращается со скоростью до 3000 об/мин.
За счет центробежной силы расплав равномерно распределяется внутри формы, после кристаллизации образуется отливка. Такой способ позволяет получать двухслойные заготовки, состоящие из различных сплавов. Отливка, полученная таким способом, обладает высокой плотностью и хорошими физико-механическими качествами.
Большим плюсом центробежного литья является возможность образования внутренних полостей без необходимости применения стержней, а также экономия сплава за счет отсутствия литниковой системы. Таким методом получается до 95% годных изделий.
В производственном процессе используется оборудование, оснащенное горизонтальными осями вращения. Широко применяется метод центробежного литья для получения отливок гильз, втулок и прочих деталей с формой тела вращения.
Характеристика материала и использование в изготовлении грузил
Для тех кто только начинает свою карьеру, опытные рыбаки советуют не раздумывая запастись сразу целым набором грузил. Здесь подойдут и совсем крохотные, и довольно солидные. Но, это на первый случай, а дальше, когда рыбак набирается опытом и досконально изучит все близлежащие водоемы, появляется необходимость не только пополнить запас грузиков, но и сделать их максимально удобными для рыбалки. Вот здесь и приходит на помощь мягкий, плавкий и достаточно тяжелый металл, не вступающий в реакцию ни с водой ни с воздухом – свинец.
Одной из причин, почему свинец и его сплавы стали столь популярными для отливки утяжелителей стала доступность металла. Сначала как основной металл для отливки дроби, а позже как металл повсеместно использующийся в автомобилестроении, на железнодорожном транспорте, в линиях связи свинец, по сути, никогда не был большой проблемой. С другой стороны, растопить металл температура плавления, которого достигает всего 327,5 градусов, можно было и на керогазе, и на костре, да и плавить его можно было в обычной большой столовой ложке или консервной банке.
Изготовление формы
Приготавливать смесь гипса нужно по правилу «порошок в воду», в соотношении приблизительно 1:1, ориентироваться нужно по консистенции, она должна быть сметанообразная.
Предварительно смазываем нашу форму и образцы приготовленным жирным кремом.

В контейнер заливаем замешанный гипс ровно на ½ емкости и постукиваем по плоскости, выгоняя пузырьки воздуха. Как только гипс начнет схватываться, необходимо погрузить наши образцы на половину в застывающий гипс. Время схватывания гипса зависит от марки самого порошка, минимальное время — это 2 минуты, т.е. после 2 минут начинаем внимательно приглядываться к поверхности гипса. Как только она будет становиться матовой — значит пора!
По краям нашей формы вставляем направляющие. Это может быть что угодно, я использую отрезки проволоки, зубочистки, трубочки от леденцов.

Теперь ждём полного застывания, минут 20-30 вполне хватит.
Затем смазываем поверхность формы и утопленных в нем образцов нашим жирным кремом.
Снова разводим гипс и заливаем контейнер до верха. Также постукиванием выгоняем пузырьки воздуха и оставляем для застывания на те же 20-30 мин.
После застывания аккуратно извлекаем из контейнера форму и осторожно разъединяем её на две половины, извлекая образцы
Всё, форма готова! Оставляем её для просушки на пару дней около батареи — вода должна полностью испариться.

Таким образом я сделал 3 формы с разными весами. Прежде чем формы придут в негодность, отлитых в них грузиков, мне хватит на 2 или 3 сезона). Главный минус таких форм, это недолговечность. Гипс достаточно хрупкий материал, поэтому формы быстро трескаются, в них появляются каверены и сколы, особенно это касается разъемных форм. Формы для «пулек» служат гораздо дольше. Например, форма, представленная на фото в статье, служит уже второй или даже третий сезон.
После полного высыхания формы необходимо сделать литники. Для этого размечаем линию литника, соединяем форму и высверливаем литник в форме воронки, сверлами разного диаметра. Для верхней точки воронки я использую сверло 10,1мм, для нижней — сверло 3,5 мм.