
Дефекты литейных сплавов
Перед тем, как производственный цикл выпуска отливок заканчивается, физические свойства и структурная целостность конечного продукта подлежат проверке. Методы испытаний могут быть разрушающими и неразрушающими. Выбор метода обнаружения дефектов зависит от технологического назначения детали. Для некоторых чисто эстетических продуктов требуется только краткий визуальный осмотр для определения точности размеров, наличия трещин и оценки качества отделки. Для литья, имеющего индустриальное применение, в ходе испытаний устанавливаются все физико-механические свойства металла (пластичность, прочность на растяжение, относительное удлинение, ударная вязкость, твердость и т.д.).
Наиболее распространёнными дефектами литья являются:
- Усадочные дефекты. Когда металл затвердевает после заливки в формы или отливки, он должен сжиматься. Когда металла недостаточно, усадка из чугуна приведет к образованию отверстий или пустот в отливке. В зависимости от его причины существует много типов усадки. При осевой усадке материал по центру получает больше времени для затвердевания по сравнению с металлом по периферии, что приводит к образованию полости. Это может быть вызвано температурой, при которой заливается расплавленный металл, скоростью заливки, качеством исходного сырья.
- Дисперсная усадка. Размерное изменение элементов сплава может привести к такому типу усадки, где полости образуются перпендикулярно литейной поверхности. К этому типу дефектов может привести высокое содержание азота или низкое содержание углерода.
- Иногда все литейные изделия могут иметь одинаковый тип дефектов по размерам. Причина – разная скорость отвердевания различных частей отливки.
- Швы или шрамы. Это металлургический дефект, который характеризуется наличием углублений на поверхности отливки. Дефект вероятен, когда в процессе плавки графит перемещается в усадочные полости.
- Шлаковые включения. Они представляют собой мелкие пятна, обнаруженные на поверхности литейных изделий. Такие включения вызываются загрязнениями исходного металла карбидами, кальцитами, оксидами и сульфидами.
- Незаполнение отдельных участков. Вызывается наличием газа в отдельных частях пресс-формы, пониженной текучестью материала. Потребуется увеличить температуру его нагрева и/или вести плавку в вакууме.
Изготовление модельной оснастки любой сложности
Модельная оснастка определяет форму будущего изделия. На нашем заводе мы изготавливаем линейную оснастку, которая включает в себя все необходимые элементы — уклоны, литники, выпоры, расположение знаков, линии разъема и плотностью соответствует технологической карте данной отливки. Подходит для литья в холодно -твердеющие смеси, песчано -глинистые формы и по технологии газифицированных моделей.
Качество будущего изделия напрямую зависит от ее модельной оснастки. Наш завод предлагает проектирование и изготовление линейной модельной оснастки. Процесс создания модельной оснастки:
- начинается с разработки ее 3D модели. Работаем как с моделями, предоставленными заказчиками, так и разрабатываем их самостоятельно по чертежам, эскизам и образцам изделий с использованием технологии 3D сканирования.
- изготовление линейной модельной оснастки. Точность изготовления зависит от точности отрисовки геометрии при проектировании и от точности станка.
- после фрезеровки дорабатывается вручную: вышкуривается, шпаклюется и красится.
Модельная оснастка может изготавливаться из различных материалов: модельный пластик, МДФ, Дерево, Алюминийи тд. Материал подбирается исходя из требований, предъявляемых к модельной оснастке- качество поверхности, условия эксплуатации, область применения, срок службы.
! Стоимость модельной оснастки рассчитываться индивидуально.
Главный ресурс – люди!
ООО ЛМЗ «ЛИТТЕХ» основан в 2003 г. выпускниками кафедры «Машины и технология литейного производства» Академии Машиностроения (бывший институт МАМИ), которые и по сей день поддерживают отношения с родной кафедрой. Имеем накопленный опыт работы более 17 лет, ценим сформировавшиеся традиции, внедряем новые отраслевые технологии и разработки, совершенствуя производственный процесс.
Наличие собственной лаборатории химического и спектрального анализа металлов
Благодаря наличию собственной лаборатории химического и спектрального анализа металлов, мы выполняем литье на заказ из всех марок чугунов:
- серый СЧ (СЧ10, СЧ15, СЧ20, СЧ25, СЧ30, СЧ35);
- высокопрочный ВЧ (ВЧ50, ВЧ60, ВЧ70);
- легированный и антифрикционный (ЖЧХ, ЧХТ, АСЧ, ЧХН, ЧС, ИЧХ);
- жаростойкий (для производства деталей, применяемых при высокой температуре — до 1100°С) и др.
Применяемые методы
Традиционные технологии нисколько не утратили актуальности и в наше время. В качестве основных мастера применяют литьё либо в земляные формы, либо по выплавляемым моделям. На XIX век пришёлся накал соперничества этих двух методов. Первый стал массовым в основном у промышленников, уступив лидерство в искусстве более точному и дорогому литью по восковым моделям.
Литьё в землю
Этот метод объединяет литьё в землю, песок или глину. Основная разница между ними заключается в материале формы. Суть технологии состоит в получении отпечатка от шаблона на смеси с дальнейшим изменением её качества (трамбовкой, добавлением связующего вещества) и последующим формированием в ней литниковой системы — каналов, по которым будет поступать и удаляться расплавленный металл.
Достоинства технологии:
- простота;
- низкая себестоимость;
- возможность создавать отливки больших размеров и массы.
По выплавляемым моделям
Этот метод был популярен ещё в Древнем Египте и Китае, использовался в Греции и Риме, не претерпел больших изменений за тысячелетия. Основные эволюции произошли во вспомогательных материалах: воск мастера сменили на синтетические смеси, активно стали применять эластичные резиновые формы и т. п. Классический метод литья по выплавленному воску выглядит так:
- Создание восковой модели скульптором — точной копии будущей отливки.
- Изготовление формы — на поверхность воска наносится в несколько этапов пастообразная гипсово-глиняная смесь.
- Запекание формы в печи. Во время нагрева воск покидает форму, вытекая через заранее предусмотренные каналы.
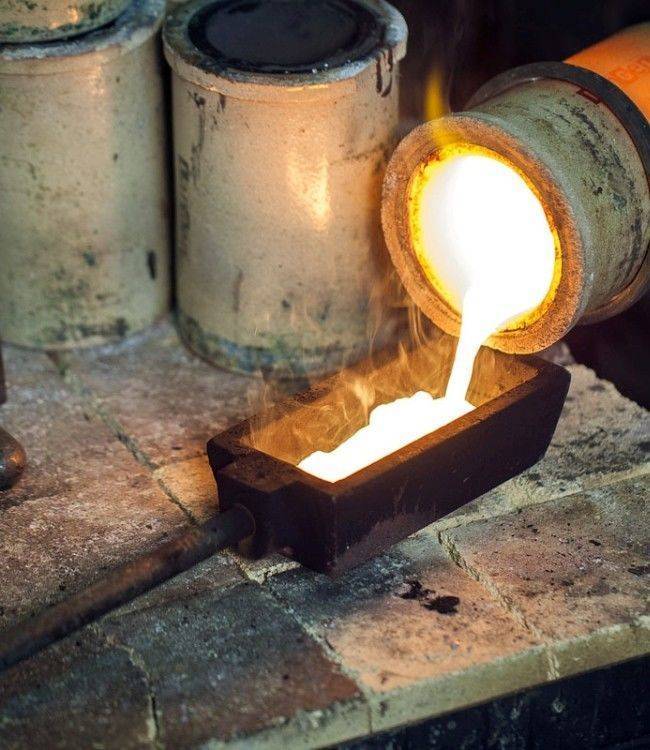
- Заливка расплавленного металла в покинутые воском пустоты.
- Освобождение готовой скульптуры от глиняной формы.
- Удаление лишнего металла с отливки, шлифование, полировка, художественная химическая обработка.
Сам по себе способ формирования по выплавляемым моделям позволяет создавать чрезвычайно качественные и тонкие изделия из всех видов металлов. Технологические трудности могут возникнуть лишь при изготовлении больших элементов: такие задачи по плечу только мастерам высокой квалификации.
Современные литейные технологии
Современное литейное производство — сложный технологический метод, при нем заготовки металлических деталей получают с помощью заливания расплавленного металлического сплава в специально подготовленную литейную форму; внутри нее находится полость необходимой конфигурации. После затвердения полученную заготовку извлекают и обрабатывают до нужного состояния. Современная литейная промышленность ставит перед специалистами задачу, при которой получаются максимально соответствующие форме заготовки, требующие минимальных затрат для их доработки. Далее приведено описание самых известных видов литья в современной промышленности.
Литьё в песчаные формы
Это самый малозатратный, при этом весьма грубый метод литья. Благодаря своей дешевизне, способ является наиболее массовым.
Сначала изготавливается литейная модель. Ранее использовали для этих целей дерево, но сегодня гораздо проще выполнить модель с помощью современного 3D-принтера из недорогих полимерных материалов.
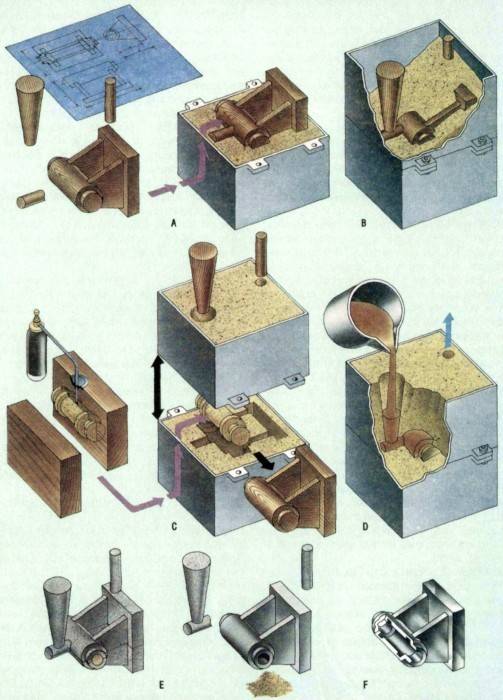
Изготовление песчаных форм
Подготовленная модель устанавливается на своеобразной подмодельной плите, сверху на модель надевается ящик без дна (опока). Промежуток между моделью и ближайшими стенками опоки забивается песком или заранее заготовленной смесью песка со специальным связующего.
Для сложных вещей используют две полуформы (2 опоки), плоскость их соприкосновения — это место разъема. Модель извлекают, полученные полуформы соединяют и затем производят отливку. Для заливки металла непосредственно в песко-формовочной смеси делают литники – специальные отверстия.










По окончании застывания заготовку извлекают, удаляют облой, литники и обрабатывают поверхность до стандартного качества.
В настоящее время литьё в разовые песчаные формы позволило применять вакуумируемые формы, приготовленные из сухого специального песка без применения связующего.
Есть ли возможность получать детали большего веса?
Да, такая технология существует. Но она может использоваться только в тех случаях, когда одновременно обрабатывается от ста тонн стали и больше. Сперва металл плавят в условиях вакуума, а затем разливают его не в формы, а в специальные формовочные ковши, которые также защищены от поступления в их полость воздуха.
После этого готовый расплав может быть распределен по формам, из которых насосом предварительно также откачали воздух. Сталь, получаемая в результате такого технологического процесса, довольно дорогая. Ее применяют для ковки, а также некоторых видов все того же литья, когда требуется получать заготовки и детали максимально высокого качества.
Металлы для заливки
Черные металлы
В металлургической промышленности различают цветные и черные металлы. К черным относятся железо, марганец, хром и сплавы на их основе. Сюда входят все стали, чугуны и ферросплавы. Черные металлы дают более 90% мирового потребления металлических сплавов. Из стали производят корпуса и детали транспортных средств от самоката до супертанкера, строительные конструкции, бытовую технику, станки и другое промышленной оборудование.

Чугун
Цветные металлы, в свою очередь, в зависимости от физических свойств, и прежде всего, удельного веса, делятся на две большие группы
Легкие цветные металлы
В эту группу входят алюминий, титан, магний. Эти металлы встречаются реже, чем железо, и стоят дороже. Их применяют в тех отраслях, где нужно снизить вес изделия — аэрокосмическая промышленность, производство высокотехнологичных вооружений, производство вычислительной и телекоммуникационной техники, смартфонов и малых бытовых приборов.

Титан
Тяжелые цветные металлы
Сюда относятся медь, олово, свинец, цинк и никель. Их применяют в химической промышленности, производстве электроматериалов, в электронике, на транспорте – везде, где требуются достаточно прочные, упругие и коррозионно-стойкие сплавы.
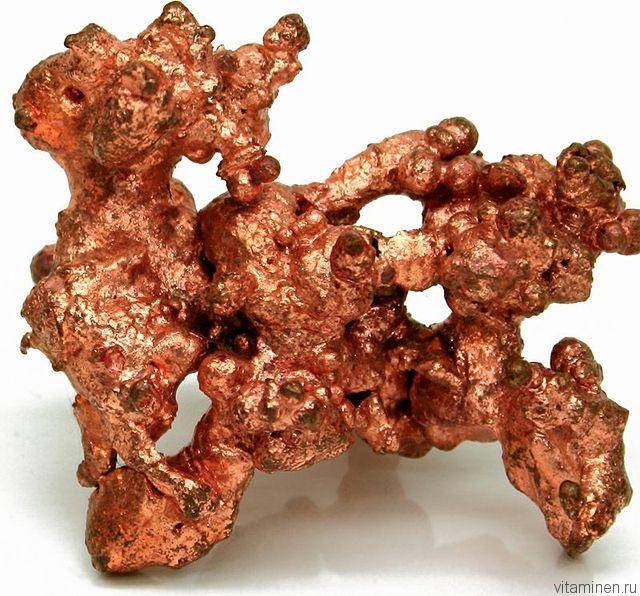 Медь
Медь
 Цинк
Цинк
Благородные металлы
В эту группу входят золото, серебро, платина, а также более редкие рутений, родий, палладий, осмий, иридий.
Первые три известны человеку с доисторических времен. Они редко (относительно меди и железа) встречались в природе и поэтому служили платежным средством, материалом для ценных украшений и ритуальных предметов.

Золото и платина
С развитием цивилизации золото и платина сохранили свою роль средства накопления богатств, однако стали весьма широко использоваться в промышленности и медицине из-за своих уникальных физико-химических свойств.
Типы песчаных форм
Многообразие песчаных форм для литья позволило их разделить на несколько групп, предназначенных для получения отливок с разными характеристиками.

Песчаные литейные формы
Всего можно назвать 7 групп литейной технологической оснастки или модельных комплектов.
- Модельный набор, произведенный из металла, в состав, которого входят дополнительные приспособления для выполнения машинной формовки.
- Набор, выполненный из металла, в его состав включены дополнительные приспособления, которые предназначены для выполнения машинной и ручной формовки.
- Модельный набор, используемый для выполнения машинной и ручной формовки. Сами модели произведены из металла, а некоторые части, например, стержни для формирования полостей выполнены их древесины разных пород.
- Набор для производства ручной и машинной формовки. Модели и стержни, подвергаемые сильному износу, выполняют из металла.
- Набор для формовки отливок из твердых пород древесины.
- Набор для формирования отливок, выполненный из мягких пород древесины.
- Наборы для выполнения ручной формовки отливок.
Сырая песчаная форма
Для производства литьевой оснастки используют смеси, состоящие из песка, воды, глины и какого-либо связующего материала. Типовой рецепт выглядит примерно так:
- 90% песка;
- 3% воды;
- 7% глины.

Сырая песчаная форма
Оснастку такого типа относят к весьма экономичным и широко используемым.
Подсушенная песчаная форма
Производство такой оснастки похоже на производство сырой формы, но в рецептуру вводят дополнительные материалы, предназначенные для связывания компонентов смеси.

Подсушенная песчаная форма
Рабочие поверхности оснастки просушивают прогреванием. Такой подход к изготовлению форм приводит к росту точности размеров заготовок и их качества. Производство таких форм требует больших затрат времени и в результате их стоимость растет, а выпуск деталей нижается.









Сухая песчаная форма
В оснастке такого типа используют добавки органического типа. Их задача связывание компонентов смеси в единое целое. Окончательную обработку производят в печи. К явным достоинствам этих изделий можно отнести точность выполненной отливки. Но надо понимать, что эти формы обладают высокой стоимостью изготовления и низкой производительностью выполнения отливок.
Химически твердеющая песчаная форма
В формовочный состав химически твердеющей оснастки вводят смолы. Они обеспечивают формирование модели на открытом воздухе без использования термической обработки.
Химически твердеющая песчаная форма
В основе смеси лежит кварцевый песок. Кроме, песка в состав смеси входит жидкое стекло и едкий натр. Добавление этого химиката оказывает влияние на технологические свойства литейной формы. В частности, будет продлен срок ее эксплуатации. После затвердевания, ее прочность будет выше, чем у смесей другого типа.
Особенности формирования отливок и их качество
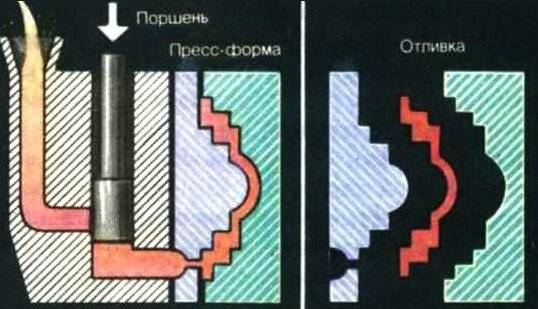
При литье под давлением основные показатели качества отливки – точность размеров, шероховатость поверхности, механические свойства, плотность и герметичность – определяются следующими особенностями ее формирования:
1
. Кратковременность заполнения полости пресс-формы расплавом. Скорость поступления расплава в пресс-форму для разных отливок и сплавов колеблется от 0,3 до 140 м/с, продолжительность ее заполнения 0,02 – 0,3 с, а конечное давление на расплав может достигать 500 МПа. Это позволяет, несмотря на высокую скорость охлаждения расплава в форме, изготавливать весьма сложные корпусные отливки с толщиной стенки менее 1 мм из сплавов с низкой и даже близкой к нулю жидкотекучестью (таким свойством обладают, например, сплавы, находящиеся в твердожидком состоянии). Высокая кинетическая энергия движущегося расплава и давление, передаваемое на него в момент окончания заполнения формы, способствуют получению отливок с низкой шероховатостью поверхности.
2
. Газонепроницаемость материала пресс-формы. Вентиляция рабочей по-лости происходит посредством специальных вентиляционных каналов. При высоких скоростях поступления расплава в полость пресс-формы воздух, а также газообразные продукты разложения смазочного материала, образующиеся при его взаимодействии с расплавом, не успевают полностью удалиться из пресс-формы за время заполнения ее расплавом. Они препятствуют заполнению пресс-формы и попадают в расплав, приводя к образованию неслитин, неспаев, раковин и газовоздушной пористости в отливках. Газовоздушная пористость приводит к уменьшению плотности отливок, снижению их герметичности и пластических свойств. Воздух, газы, продукты разложения смазочного материала, находящиеся в порах отливки под высоким давлением, затрудняют ее термическую обработку: при нагреве прочность отливки снижается, а давление газов в порах повышается, что вызывает коробление отливки, на ее поверхности появляются пузыри.
Для снижения газовоздушной пористости в отливках используют ряд технологических приемов, а также специальные способы литья под давлением (см. подраздел 4.2).
3
. Высокая интенсивность теплового взаимодействия между материалом отливки и пресс-формой, обусловленная ее высокими теплопроводностью и теплоемкостью, малым термическим сопротивлением слоя смазочного материала и продуктов его разложения, значительным давлением расплава и отливки на стенки пресс-формы, улучшающим контакт между ними. Это способствует получению мелкозернистой структуры, особенно в поверхностных слоях отливки, повышению ее прочности и высокой производительности процесса.
4
. Передача в момент окончания заполнения металлом пресс-формы давления, развиваемого пресс-поршнем в камере прессования, на расплав в полости формы. Это улучшает питание отливки, способствует уменьшению усадочной пористости, сжатию газовоздушных включений. В результате воз-растают плотность, герметичность и механические свойства отливки. Однако эффективность действия подпрессовки ограничена, так как это давление на расплав в пресс-форме действует только до тех пор, пока питатель не затвердеет.
5
. Использование металлической пресс-формы с точными размерами и низкой шероховатостью рабочих поверхностей. Это способствует получению высокоточных отливок по массе, геометрии и размерам. Высокая точность размеров отливок (классы 1 – 4 по ГОСТ 26645—85 (изм. № 1,1998)) позволяет уменьшить припуски на обработку до 0,3 – 0,8 мм, а в некоторых случаях полностью исключить обработку резанием. Остается только зачистка мест удаления питателей, соединительных каналов промывников и облоя. Коэффициент точности отливок по массе (КТМ) при литье под давлением достигает 0,95 – 0,98. Шероховатость поверхности отливок, полученных под давлением, зависит в основном от шероховатости поверхности пресс-формы и технологических режимов литья. Обычно эти отливки имеют шероховатость от Rz = 160 – 80 мкм (сплавы на основе меди) до Rz = 1,00 – 0,32 мкм (цинковые сплавы).
Параметры литья под давлением
Минусы литья под давлением
Необходимо соблюдать режимы давления при литье Специфические требования технологичности конструкций литых деталей Высокая стоимостью пресс-форм
Литье под давлением позволяет получать сложные по геометрии тонкостенные отливки, близкие по размерам к конечной продукции. Этот способ литья очень производителен при автоматизации процесса. Наиболее широко применяется литье под давлением для изготовления отливок из магниевых, цинковых и алюминиевых.
Основные технологические параметры качество отливки при литье под давлением
скорость прессованиягеометрические параметры элементов литниково-вентиляционной системыдавление прессованиятемпература пресс-формы и сплава состав и качество смазки в рабочей зоне пресс-формы
Низкие скорости впуска ухудшают качество поверхности, но при этом способствуют уплотнению отливки. В значительной мере это из-за увеличения содержания газов в отливке при увеличения скорости впуска. С помощью этого метода литья под давлением получают детали для которых не требуются вообще или нет в технологии изготовления дальнейшей механической обработки. Высокие скорости впуска обеспечивают хорошее качество поверхностей отливки, но при этом снижается герметичность и плотность





Откуда идут поставки сырья и оборудования
В качестве основных химических компонентов применяются ферросплавы, соли щелочных металлов, борная кислота, бентонит и др. Основные поставщики и условия поставки представлены в таблице:
| Поставщик | Наименование сырья | Ориентировочная цена |
| МПИ (Челябинск) | Ферросплавы | 45…80 руб/кг |
| DOMINIK GEORG LUH TECHNOGRAFIT GMBH (Германия), Екатеринбург | Графитовые электроды | 400…600 руб/т |
| BW KUNSTSTOFFE E.K. (Германия), Бийск, белгород | Литейные электропечи | По запросу |
| SMO Crl (Италия) | Пресс-формы | 20000…30000 |
| SBM InfiSPA (Италия) | Механическое и загрузочное оборудование | 80000…120000 |
Используется отечественное сырьё, а также поставляемое из Китая, Швеции, Украины.





