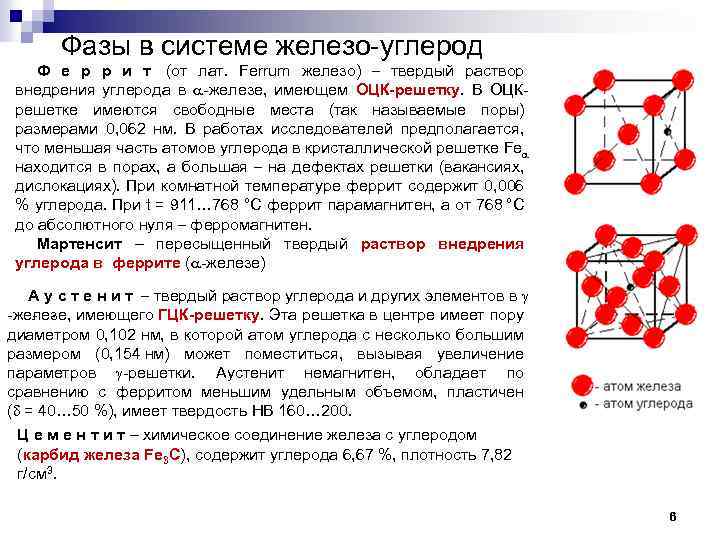
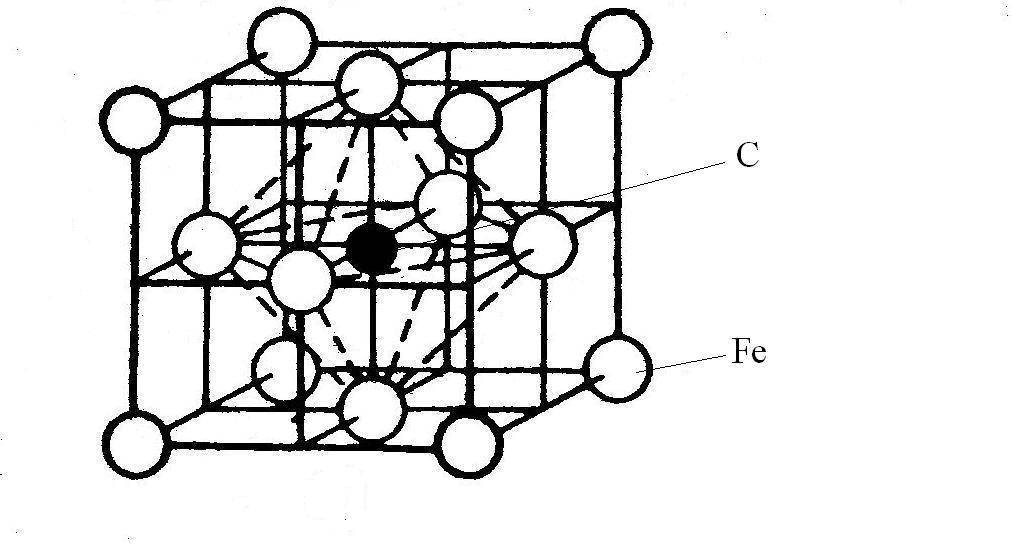
Поведение в простой углеродистой стали
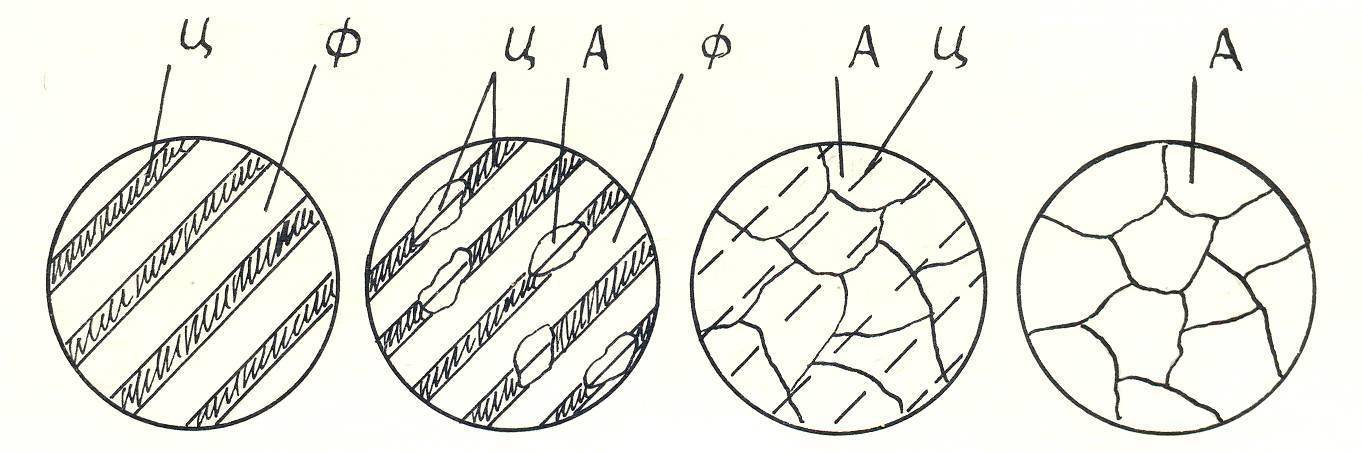
По мере охлаждения аустенита углерод диффундирует из аустенита и образует богатый углеродом карбид железа (цементит) и оставляет после себя бедный углеродом. феррит. В зависимости от состава сплава образуется наслоение феррита и цементита, называемое перлит, может образоваться. Если скорость охлаждения очень высокая, углерод не успевает диффундировать, и сплав может испытывать большие искажение, известное как мартенситное превращение в котором он превращается в мартенсит, а Телоцентрированная тетрагональная структура (BCT). Скорость охлаждения определяет относительные пропорции мартенсита, феррита и цементита и, следовательно, определяет механические свойства получаемой стали, такие как твердость и предел прочности.
Высокая скорость охлаждения толстых секций вызовет резкий температурный градиент в материале. Внешние слои термообработанной детали будут быстрее остывать и сильнее сжиматься, вызывая растяжение и термическое окрашивание. При высоких скоростях охлаждения материал превратится из аустенита в мартенсит, который намного тверже и будет образовывать трещины при гораздо более низких деформациях. Изменение объема (мартенсит менее плотный, чем аустенит) могут также создавать напряжения. Разница в скоростях деформации внутренней и внешней части детали может привести к развитию трещин во внешней части, что вынуждает использовать более низкие скорости закалки, чтобы избежать этого. Легированием стали вольфрамдиффузия углерода замедляется, и превращение в аллотроп BCT происходит при более низких температурах, что позволяет избежать растрескивания. Считается, что у такого материала повышена закаливаемость. Темперирование после закалки часть хрупкого мартенсита преобразуется в отпущенный мартенсит. Если сталь с низкой закаливаемостью подвергается закалке, значительное количество аустенита будет оставаться в микроструктуре, в результате чего сталь будет испытывать внутренние напряжения, которые делают продукт склонным к внезапному разрушению.
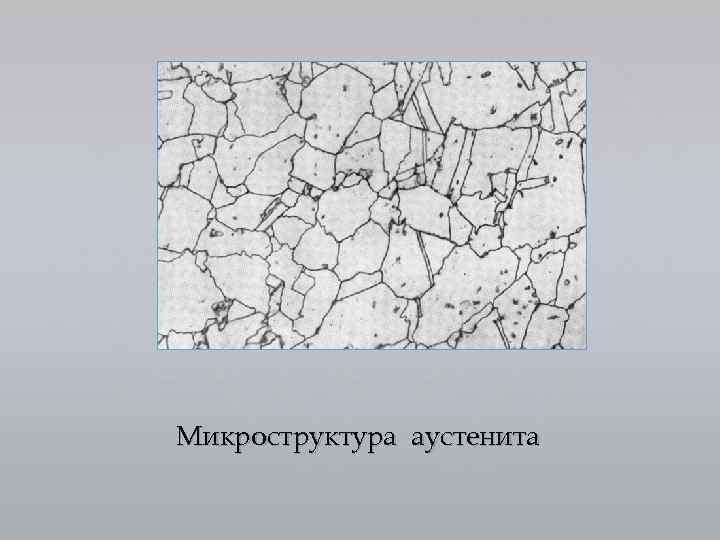
Методы получения аустенита
Стали аустенитного класса образуются в процессе появления и роста зерен исходной микроструктуры металлического изделия. Формирование аустенита осуществляется на поверхности раздела фаз феррита и карбида. Карбидные частицы постепенно растворяются в твердом растворе аустенита.
Получить аустенит также можно из эвтектоидной модификации железа, состоящей из феррита и цементита. Для этого исходную металлическую заготовку необходимо нагреть до температуры 900 °C
Важно, чтобы в сплаве присутствовала минимальная концентрация углерода, равняющаяся 0,66%. Во время этого процесса феррит превращается в аустенит, а цементит полностью растворяется
В итоге сформируется нержавеющая аустенитная сталь.
При производстве металлических заготовок из аустенитных сталей, стабилизированных титаном, необходимо в вакуумно-индукционной печи переплавить металл. Полученный расплав выдерживают в течение длительного периода для его деазотирования. Количество времени, требуемого для этого процесса, зависит от массы исходного изделия. После выдержки в расплавленный аустенит вводится смесь из титана и нитридообразующих химических элементов.
При добавлении хрома и никеля в состав железной модификации нужно выдерживать материал в течение более длительного времени. Очень часто в полученный раствор добавляется смесь из молибдена или фосфора. Эти химические вещества увеличивает вязкость и усталостную прочность железного сплава. Для снижения износа полученного аустенита используют дополнительные легирующие материалы и энергоемкие карбиды.
Влияние содержания хрома
С повышением концентрации хрома растворимость углерода в хромоникелевом аустените уменьшается, что облегчает выделение в нем карбидной фазы. Это, в частности, подтверждается снижением ударной вязкости стали с повышением содержания хрома, что связывают с образованием карбидной сетки по границам зерен.
Вместе с тем, повышение концентрации хрома в аустените приводит к существенному снижению склонности стали к межкристаллитной коррозии. Это объясняют тем, что хром существенно повышает коррозионную стойкость стали. Более высокая концентрация хрома в стали дает меньшую степень обеднения им границ зерен при выделении там карбидов.
Применение аустенитных сталей
Наиболее частое использование:
- Любые элементы, которые используются при высоких температурах – более 200 градусов (вплоть до 1100). Это могут быть самолетные турбины или различные детали в двигателе. Однако следует внимательно следить за тем, какие химические реакции будут происходить при контакте с топливом, паром и другими агрессивными средами. Иногда возникают трещины. Чтобы предотвратить такую возможность, следует добавить такие примеси как ванадий и ниобий. С ними будет сформирована карбидная фаза, за счет чего происходит упрочнение поверхности.
- Различные механизмы, которые подвергаются быстрым температурным перепадам. Например, при сварке некоторых материалов.
- Электрическое оборудование, контакты. Их можно сделать благодаря тому, что аустенит устойчив к электромагнитным волнам.
- Детали для устройств, работающих в водной среде или в условиях повышенной влажности. Это возможно из-за коррозионной устойчивости. Никель и хром, которые способствуют этой характеристики, также продлевают износ элемента.
Марки аустенитной стали
Все классы можно поделить на три категории:
- Коррозионностойкие: 08Х18Н10, 12Х18Н10Т, 06Х18Н11 (они содержат хром и никель), 10Х14Г14Н4Т, 07Х21Г7АН5 (с добавкой марганца), 08Х17Н13М2Т, 03Х16Н16ЬЗ (особенность – наличие молибдена), 02Х8Н22С6, 15Х18Н12С4Т10 (в них много кремния).
- Жаропрочные, например, 08Х16Н9М2, 10Х14Н16Б, 10Х18Н12Т, 10Х14Н14В2БР. Особенностью является наличие в них бора, вольфрама, ниобия, ванадия или молибдена.
- Хладостойкие: 03Х20Н16АГ6 и 07Х13Н4АГ20, в них очень много хрома и никеля.
Обратите внимание на маркировку, она обусловлена нормативным документом, ниже о нем
ГОСТ 5632-2014
Данный документ диктует требования к каждой конкретной марке. В представленных там таблицах перечисляются качества и показатели, которые отвечают за итоговый результат – прочность, износостойкость и пр. Посмотрим на маркировку и отметим, что она сочетает в себе цифры и буквы. Литеры обозначают ту легирующую добавку, которая находится в наибольшем количестве (мельчайшие примеси могут не отображаться в названии, но будут перечислены в техническом паспорте сплава). В самом начале стоит только цифра – это сотые доли углерода. Затем буква добавки с последующим уточнением – сколько процентов. Посмотрим на простом примере. 06Х18Н11, в этой марке:
- 0,06% углерода;
- 18% хлора;
- 11% никеля.
Представим таблицу элементов, которые содержатся в наиболее распространенных марках:
Технологии сварки
Для минимизации возникновения дефектов в дальнейшем процессе эксплуатации хромоникелевых сталей необходимо правильно подобрать оптимальный способ сваривания аустенитной стали.
Основные способы сварки аустенитной стали:
- ручная дуговая;
- электрошлаковая;
- в атмосфере защитных газов.
Ручная дуговая сварка
Ручная дуговая сварка представляет собой достаточно маневренный способ. Это сваривание происходит таким образом, чтобы химический состав оставался неизменным при разных пространственных положениях и возможных позициях соединений.
Оптимальные рекомендации для ручной дуговой сварки:
- ниточные швы с помощью электродов сечением 3 миллиметра;
- 60-90 минут прокаливать сварочные электроды при температуре от 250 оС до 400 оС (выполнить это необходимо перед началом сварки). Это препятствует возникновению пор в соединительном шве.
Подходящие электроды используют на постоянном токе и обязательно с обратной полярностью. На максимальном токе сварка выполняется в положении снизу. А если работа необходима в вертикальном или потолочном расположении, нужно брать силу тока на 10-30% меньше.
Электрошлаковая сварка
Технология выполнения работы электрошлаковой сваркой сама по себе минимизирует возможность образования горячих трещин.
Преимущества данной техники сварки:
- Отсутствие существенных деформаций в угловой и стыковой областях.
- Неспешная скорость движения нагревательного оборудования.
- Мягкая кристаллизация сварочной ванны.
Для данного типа сварки используют электроды в форме пластин с толщиной от 6 до 20 мм или проволоку с толщиной 3 мм.
Сварка в атмосфере защитных газов
Сварка в атмосфере защитных газов позволяет выполнять работы на изделиях разнообразной толщины. В этой технологии положительно работают активные и инертные газы. Сварщик за счет разнообразия защитных газов самостоятельно выбирает условия ввода в металл необходимого количества тепла и может менять эффективность электродуги.

Для этого типа работы характерно использование вольфрамовых или плавящихся электродов. Они отлично подходят для изделий в 5-7 мм.
Сварка выполняется импульсной или горящей дугой. Оптимальнее использование первого вида, т. к. при импульсной работе снижается искажение конфигурации кромок, а также уменьшается длина околошовной зоны.
Вольфрамовые электроды можно использовать как с присадочным материалом, так и без него. Это зависит от толщины соединяемого места и конструкции детали.
Для активных газов и смеси из газов применяются плавящиеся электроды. Стержни такого типа способствуют высокому качеству работы при использовании их в импульсно-дуговой сварке. Данная техника выполняется в смеси кислорода, углекислого газа и аргона, а также в чистом виде аргона.
Свойства аустенитных сталей
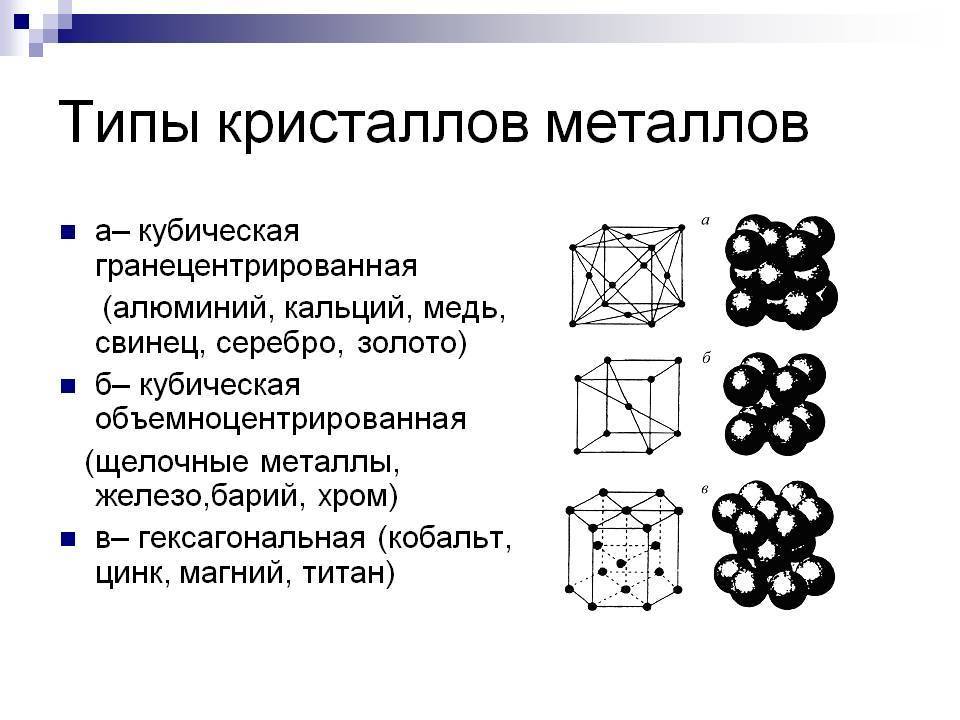
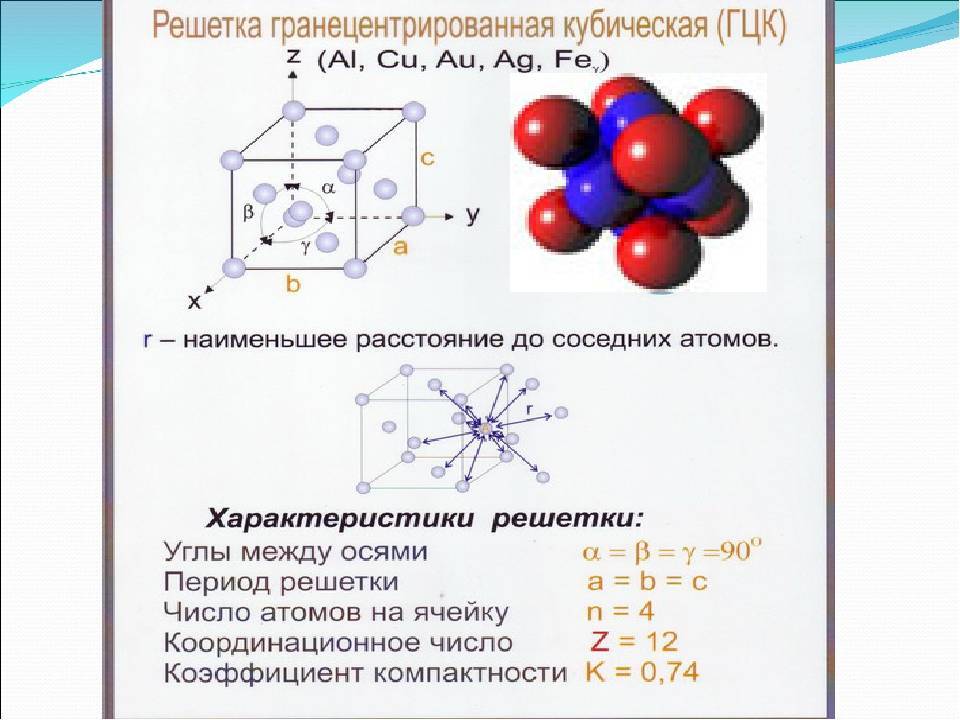
Сталь аустенитного класса образует 1-фазную структуру во время процесса кристаллизации. Ее кристаллическая решетка не изменяется даже при резком охлаждении до отрицательных температур (–200 °C). Основными компонентами аустенитных железных сплавов являются хром и никель. От доли их содержания зависят технологичность, пластичность, прочность и жаростойкость материала. Для легирования применяют следующие материалы:
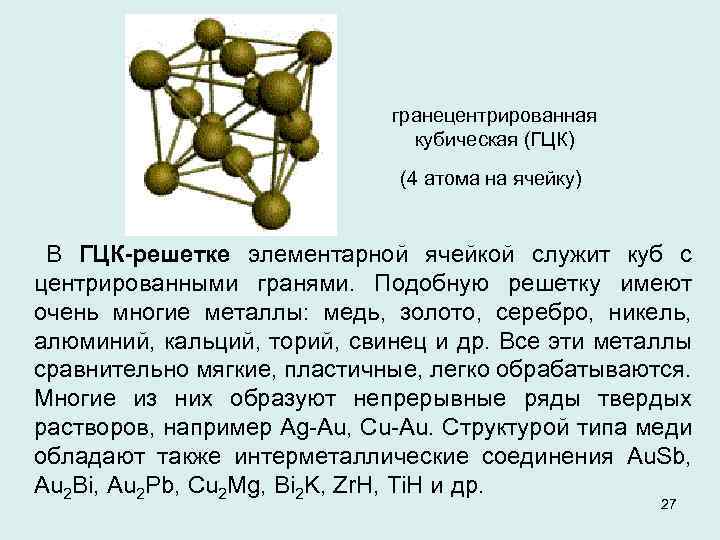
- Ферритизаторы: титан, кремний, молибден, ниобий. Они стабилизируют структуру аустенитов и формируют объемноцентрированную кубическую решетку.
- Аустенизаторы: азот, марганец и углерод. Они присутствуют в избыточных фазах, формирующихся во время термообработки железных сплавов.
По свойствам материалов аустенитные модификации железа делятся на следующие типы:
- Коррозионностойкие (нержавеющие). В их состав входит хром (18%), никель (30%) и углерод (0,25%). Эти высоколегированные стали применяются в промышленном производстве с 1910 г. Их главным преимуществом является устойчивость к коррозии. Материал сохраняет это свойство даже при сильном нагревании, что обусловлено низким содержанием углерода. Коррозионностойкие железные сплавы производятся, согласно ГОСТ 5632-2014. В них могут присутствовать добавки из кремния, марганца, и молибдена.
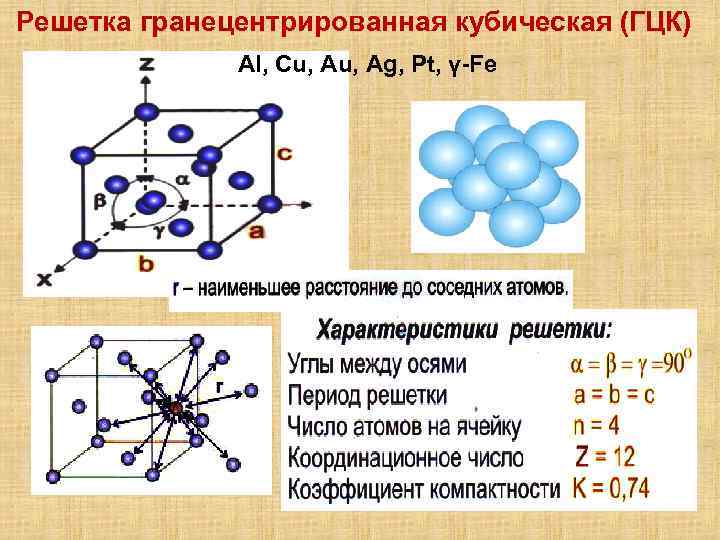
- Жаростойкие. Они обладают ГЦК-решеткой и устойчивы к воздействию высоких температур. Этот материал можно нагревать до 1100 °C. Жаропрочные аустенитные стали применяются при изготовлении печных устройств, турбин роторов электростанций и иных приборов, работающих при помощи дизельного топлива. При производстве данной модификации железа используются дополнительные добавки из бора, ниобия, ванадия, молибдена и вольфрам. Эти химические элементы повышают жаропрочность материала.
- Хладостойкие. В составе этих высоколегированных сталей присутствуют хром (19%) и никель (25%). Главным достоинством материала является высокая вязкость и пластичность. Также эта модификация железа располагает высокой стойкостью к коррозии. Хладостойкие металлы сохраняют данные свойства даже при резком понижении температуры. Их главным недостатком является низкая прочность во время работы при комнатной температуре.
Аустенитная высоколегированная сталь является одной из самых дорогих модификаций железа, потому что в них содержится большое количество дорогостоящих материалов: хрома и никеля. Также на ее стоимость влияет количество дополнительных легирующих компонентов, позволяющих создавать железные сплавы с особыми свойствами. Дополнительные элементы легирования подбираются в зависимости от сложности работ, где применяются аустенит.
В аустенитных сталях могут осуществляться следующие разновидности превращений:
- Образование феррита при нагреве железного сплава до высоких температур.
- При нагреве до температуры 900 °C из аустенита начинают выделяться избыточные карбидные фазы. Во время этого процесса на аустенитной поверхности образуется межкристаллическая коррозия, постепенно разрушающая материал.
- Во время охлаждения аустенита до температуры 730 °C происходит эвтектоидный распад. В результате образуется перлит – модификация железных сплавов. Его микроструктура представлена в виде небольших пластин или округлых зерен.
- При резком понижении температуры металлического изделия формируется мартенсит – микроструктура, состоящая из пластин игольчатого или реечного вида.
Время, требуемое для превращения аустенитной стали в иные модификации железа, определяется содержанием углерода в твердом растворе и количеством дополнительных легирующих компонентов. Чем ниже эти показатели, тем быстрее охлаждается металлическое изделие.
Хладостойкие аустенитные стали
Хромоникелевые аустенитные стали
. Широкое применение в технике низких температур (криогенной техники) получили хромоникелевые аустенитные стали, содержащие 17-25% Cr и 8-25% Ni. Хромоникелевые аустенитные стали сохраняют высокую пластичность и вязкость в широком температурном диапазоне, а также сочетают коррозионную стойкость с хорошими технологическими свойствами.
К недостаткам этих аустенитных сталей относится низкая прочность при комнатной температуре, особенно по пределу текучести, а также сравнительно высокая стоимость, обусловленная высоким содержанием дорогого никеля.
Примечание: Аустенитный экономнолегированный чугун для изготовления деталей машин, работающих без изменения размеров в агрессивных средах при температурах до -60°: см. Нирезист.
К хладостойким аустенитным сталям также относятся хромомарганцевые стали
(аустенитные стали, в которых никель полностью или частично заменён марганцем);стабильные аустенитные хромоникельмарганцевые стали с азотом (аустенитные стали, одновременно легированные хромом, никелем и марганцем) иметастабильные аустенитные стали .
Лит.:
- Гуляев А.П. Металловедение. — М.: Металлургия, 1977. — УДК669.0(075.8)
- Иванов В.Н. Словарь-справочник по литейному производству. – М.: Машиностроение, 1990. – 384 с.: ил. ISBN 5-217-00241-1
- Солнцев Ю.П., Пряхин Е.И., Войткун Ф. Материаловедение: Учебник для вузов. — М.: МИСИС, 1999. — 600 с. — УДК 669.017
Конкурс «Я и моя профессия: металловед, технолог литейного производства». Узнать, участвовать >>>
Изделия из аустнитных сталей
Полуфабрикаты, в которых поставляется сталь, представляет собой:
- Листы, толщиной 4-50 мм с гарантированным химическим составом и механическими свойствами.
- Поковки. Ввиду сложной обработки этих сталей методом сварки, изготовление некоторых деталей представляет собой получение практически готовых изделий уже на этапе литья. Это роторы, диски, турбины, трубы двигателей.
Методы соединения аустенита:
- Припой – очень сильно ограничивает использование металла при t более 250 °С;
- Сваривание – возможно в защитной атмосфере (газовой, флюсовой), при последующей термической обработке.
- Механическое соединение – болты и другие крепежные элементы, изготовленные из аналогичного материала.
Аустенитные стали одни из самых дорогих технических сталей, использование которых ограничивается узкой специализацией оборудования.
Рейтинг: /5 –
голосов
Физические свойства
- Высокая прочность. Материал при обычных условиях эксплуатации сохраняет свою прочность, упругость, устойчивость. Поэтому сталь сможет выдержать высокие нагрузки. Прочность также сохраняется в случае изменения температуры — резкое похолодание, сильные морозы, воздействие прямых солнечных лучей летом, локальный небольшой нагрев и другие ситуации.
- Магнитная инертность. Кристаллическая структура практически полностью нейтрализует магнитный потенциал железа и легирующих элементов. Поэтому при контакте магнитного элемента с аустенитом образуется очень слабое магнитное поле, которое никак не влияет на свойства материала.
- Коррозийная устойчивость. При нормальных температурных условиях сталь-аустенит не вступает в контакт с атмосферным кислородом, азотом, углекислым газом, а также с водой. Поэтому риск образования разрушительных коррозийных оксидов минимален. Из аустенитной стали можно делать детали, которые будут использоваться на морских объектах (корабли, мосты, турбины, приборы учета).
- Химическая инертность. Сталь при нормальных температурных условиях также не вступает в реакцию с различными веществами, обладающими высокой химической активностью. Поэтому этот материал можно применять для хранения, работы с кислотами, щелочами, солями, радиоактивными веществами. Химического инертность сохраняется даже в случае длительного контакта. Поэтому аустенит при длительном контакте с реактивами не лопается, не ржавеет, сохраняет свои физические свойства.
Структурная составляющая железоуглеродистых сплавов
На размер образующихся зерен аустенита влияют многие факторы (начальный размер частиц, характер исходной структуры, скорость нагрева, температура аустенизации, плавкость: степень дезоксигенирования, наличие неметаллических включений и др.).).Добавки легирующих элементов также оказывают различное влияние на образование аустенита.



Процесс трансформации ферритно-карбидных структур и аустенита (особенно для легированных сталей с карбидообразующими элементами) осуществляется в 3 этапа.
Состояние железа в U-фазе(аустенит) уникально, благодаря чему металл является термостойким (+850°с), холодостойким (-100°С и менее) и способен обеспечивать коррозионную и электрохимическую стойкость и другие важные свойства. Многие технологические процессы не могут быть рассмотрены в следующих случаях:
- Нефтепереработка и химическая промышленность.
- Медицина;
- Космическая и авиационная промышленность.
- Электротехника.
Термостойкость-характеристики с течением времени не меняли своих технических характеристик при критических температурах. Если металл не выдерживает ползучести разрушения, то есть смещения атомов на молекулярном уровне, то происходит разрушение. Постепенно происходит размягчение, и начинается процесс старения металла. earlier. It происходит с течением времени при низких или высоких температурах.
Коррозионная стойкость-со временем не только при криогенных и высоких температурах, но и способность металла выдерживать разрушение (дислокационную ползучесть) агрессивной среды, то есть при взаимодействии с веществами и активном взаимодействии с 1 или более компонентами. Существует 2 типа коррозии.
- 1.Химико-металлическое окисление в газах, воде, воздухе и других средах.
- 2.Электрохимия-растворение металлов в кислой среде с положительно или отрицательно заряженными ионами. Наличие разности потенциалов между металлом и электролитом создает неизбежную поляризацию, которая приводит к частичному взаимодействию двух веществ.
Холодостойкость-способность сохранять структуру при криогенных температурах в течение длительного времени. Благодаря деформации кристаллической решетки, холодостойкая стальная структура может взять на себя структуру, присущую обычной низколегированной стали, но при очень низких температурах. Однако эти стали имеют 1 недостаток. Только при минусовых значениях температуры могут иметь полноценные характеристики, 1 — > 0 не допускается.
| Цементит структурная составляющая железоуглеродистых сплавов. | Связь между структурой и свойствами сплавов. |
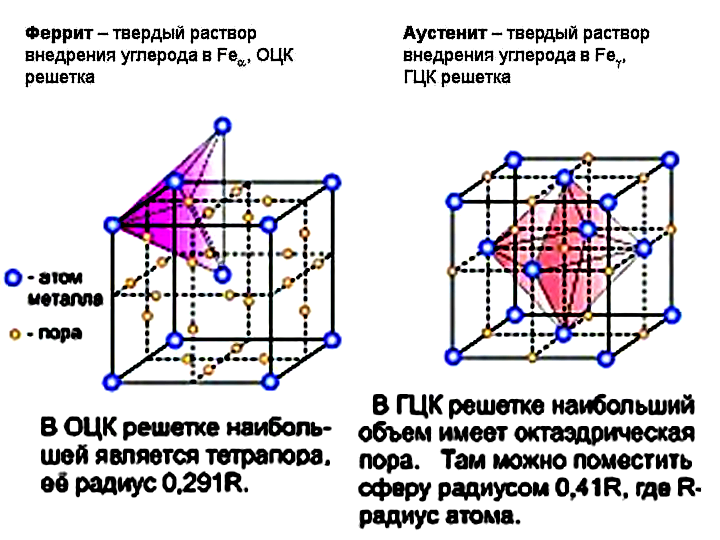
| Перлит структурная составляющая железоуглеродистых сплавов. | Феррит твердый раствор внедрения углерода и других элементов в α-железе. |
Свойства аустенитных сталей и где их используют
Само состояние железа в Y-фазе (аустенит) уникально, благодаря ему металл является жаропрочным (+850 ºC), холодостойким (-100 ºC и ниже t), способен обеспечивать коррозионную и электрохимическая стойкость и другие важнейшие свойства, без которых были бы немыслимы многие технологические процессы в:
- нефтеперерабатывающей и химической отраслях;
- медицине;
- космическом и авиастроении;
- электротехнике.
Жаропрочность — свойство стали не менять своих технических свойств при критических температурах с течением времени. Разрушение происходит при неспособности металла противостоять дислокационной ползучести, т. е. смещению атомов на молекулярном уровне. Постепенно происходит разупрочнение, и процесс старения металла начинает происходить все быстрее. Это происходит с течением времени при низких или высоких температурах. Так вот, насколько этот процесс растянется во времени — это и есть способность металла к жаропрочности.
Коррозионная стойкость — способность металла противостоять разрушению (дислокационной ползучести) не только с течением времени и при криогенных и высоких температурах, но еще и в агрессивных средах, т. е. при взаимодействии с веществами активно вступающих в реакцию с одним или несколькими компонентных элементов. Разделяют 2 типа коррозии:
- химическая — окисление металла в таких средах, как газовая, водная, воздушная;
- электрохимическая — растворение металла в кислотных средах, имеющих положительно или отрицательно заряженные ионы. При разности потенциалов между металлом и электролитом, происходит неизбежная поляризация, приводящая к частичному взаимодействию двух веществ.
Холодостойкость — способность сохранять структуру при криогенных температурах с течением длительного времени. Из-за искажения кристаллической решетки структура стали холодостойкой способна принимать строение присущее обычным малолегированным сталям, но уже при очень низких температурах. Но этим сталям присущ один недостаток — иметь полноценные свойства они могут только при минусовых температурных значениях, t – ≥ 0 для них недопустимы.
Рубрикатор
Имеет место при нагреве закаленных сталей. Превращение связано с диффузией углерода.
Мартенсит закалки неравновесная структура, сохраняющаяся при низких температурах. Для получения равновесной структуры изделия подвергают отпуску.
При нагреве закаленной стали происходят следующие процессы.
При нагреве до 200°C происходит перераспределение углерода в мартенсите. Образуются пластинки — карбидов толщиной несколько атомных диаметров. На образование карбидов углерод расходуется только из участков мартенсита, окружающих кристаллы выделившихся карбидов. Концентрация углерода на этих участках резко падает, тогда как удаленные участки сохраняют концентрацию углерода. В стали присутсвуют карбиды и два -твердых раствора мартенсита (с высокой и низкой концентрацией углерода. Такой тип распада мартенсита называется прерывистым. Скорость диффузии мала, карбиды не увеличиваются, распад мартенсита сопровождается зарождением новых карбидных частиц. Таким образом имеем структуру с неравномерным распределением углерода — это мартенсит отпуска. При этом несколько снижается тетрагональность решетки.
При нагреве до 300°C идет рост образовавшихся карбидов. Карбиды выделяются из мартенсита и он обедняется углеродом. Диффузия углерода увеличивается и карбиды растут в результате притока углерода из областей твердого раствора с высокой его концентрацией. Кристаллическая решетка карбидов когерентно связана с решеткой мартенсита.
В высокоуглеродистых сталях аустенит остаточный превращается в мартенсит отпуска. Наблюдается снижение тетрагональности решетки и внутренних напряжений. Структура мартенсит отпуска:
При нагреве до 400°C весь избыточный углерод выделяется из . Карбидные частицы полностью обособляются, приобретают строение цементита, и начинают расти. Форма карбидных частиц приближается к сферической.
Высокодисперсная смесь феррита и цементита называется троостит отпуска;
При нагреве выше 400°C изменение фазового состава не происходит, изменяется только микроструктура. Имеет место рост и сфероидизация цементита. Наблюдается растворение мелких и рост крупных карбидных частиц.
При температуре 550…600°C имеем сорбит отпуска. Карбиды имеют зернистое строение. Улучшаются свойства стали.
При температуре 650…700°C получают более грубую ферритно- цементитную смесь — перлит отпуска (зернистый перлит).
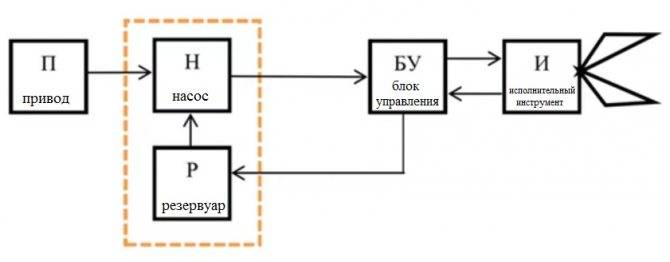
Технологические возможности и особенности отжига, нормализации, закалки и отпуска
При разработке технологии необходимо установить:
- режим нагрева деталей (температуру и время нагрева);
- характер среды, где осуществляется нагрев и ее влияние на материал стали;
- условия охлаждения.
Режимы термической обработки назначают в соответствии с диаграммами состояния и диаграммой изотермического распада аустенита.
Нагрев может осуществляться в нагревательных печах, топливных или электрических, в соляных ваннах или в ваннах с расплавленным металлом, пропусканием через изделие электрического тока или в результате индукционного нагрева.
С точки зрения производительности, нагрев с максимальной скоростью уменьшает окалинообразование, обезуглероживание и рост аустенитного зерна. Однако необходимо учитывать перепад температур по сечению, что ведет к возникновению термических напряжений. Если растягивающие напряжения превысят предел прочности или предел текучести, то возможно коробление или образование трещин.

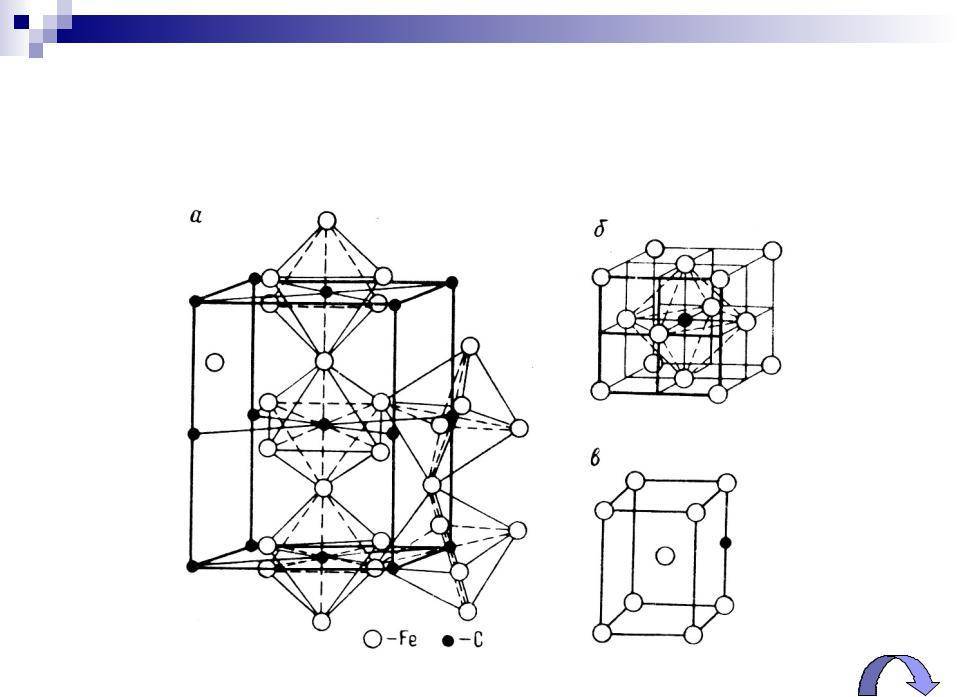

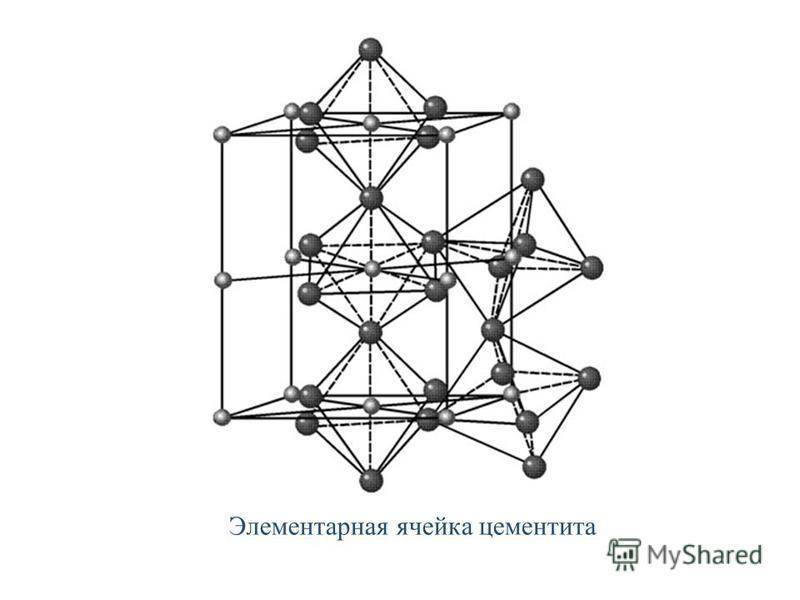
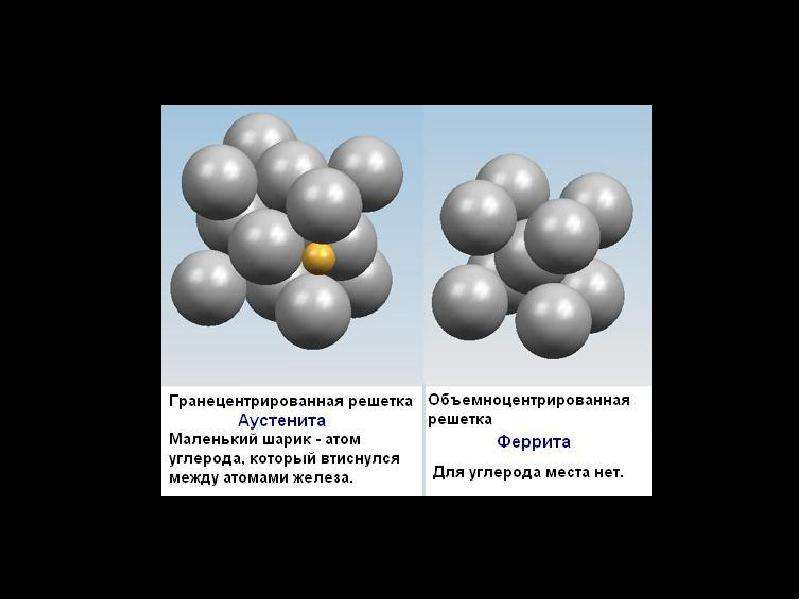

Рис. 13. 4. Левый угол диаграммы состояния железо — цементит и температурные области нагрева при термической обработке сталей
Скорость нагрева тем выше,чем менее легирована сталь, однороднее ее структура, проще конфигурация.
Скорость нагрева принимается 0,8…1 мин на 1 мм сечения. Время выдержки принимается около 20 % от времени нагрева.
Среда нагрева при нагреве в печи с газовой средой.
Составляющие могут оказывать на сталь различное действие:
- окисляющее (О2, СО2, Н2О);
- восстанавливающее (СО, СН4);
- обезуглероживающее (О2, Н2);
- науглероживающее (СО, СН4);
- нейтральное (N2, инертные газы).
Окисление с образованием окалины , препятствует получению высокой и равномерной твердости при закалке, приводит к изменению размеров, требует увеличения припусков на механическую обработку.
Обезуглероживание (выгорание углерода в поверхностном слое металла) способствует появлению мягких пятен при закалке и возникновению растягивающих напряжений в поверхностном слое, снижающих усталостную прочность.
На рис. 13.4 показаны температурные области нагрева при термической обработке сталей.