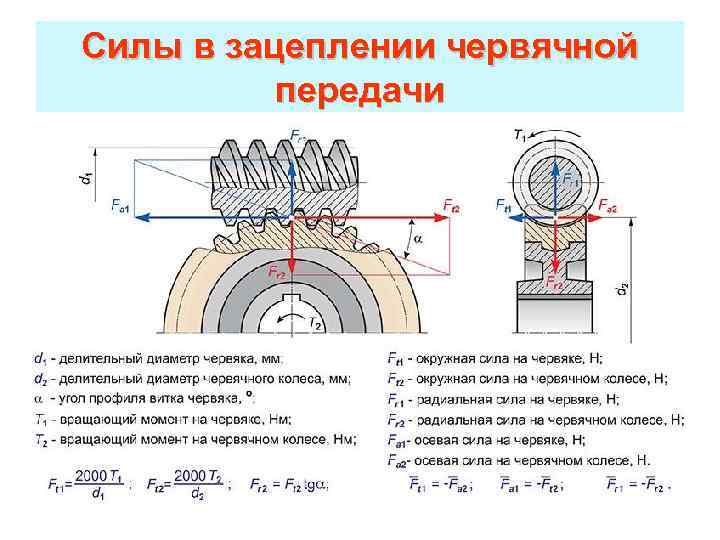
Расчет передаточного числа червячной передачи
Ведущая деталь, передающая вращение – червяк, не имеет зубьев. На нем нарезается резьба с числом заходов: 1, 2, 4. Червяки с 3 витками ГОСТом не предусмотрены. Их можно рассматривать и рассчитывать только теоретически. При расчете передаточного числа вместо количества зубьев шестерни берется число заходов резьбы.
Рассчитать передаточное число червячной передачи, формула аналогична другим зубчатым зацеплениям:
где U – передаточное число; Z1 – число заходов на червяке; Z2 – количество зубьев на колесе.
Обратная передача крутящего момента от колеса на червячный вал невозможна. Из-за сильного трения зубьев и низкого КПД передачи колесо не может быть ведущим. Это позволяет не делать тормоза в подъемных механизмах. Достаточно регулировать вращение червячного вала.
Расчет передаточного отношения
Величина передаточного отношения червячной передачи рассчитывается по отношению скорости скольжения червяка и вала.
Где V1 – скорость скольжения червяка; V2 – скорость скольжения червячного колеса. Аналогично w1 и w2 угловые скорости; dδ1, dδ2 – диаметры.
Произведя подстановку формул значений скоростей скольжения, и математические сокращения получает формулу передаточного отношения червячной передачи:
Где i – передаточное отношение. В червячном зацеплении оно равно передаточному числу.
Характеристики червячных передач нормируются по ГОСТ 2144-76. Для червяка с 1 и 2 заходами передаточное число может иметь значение 8-80. Для 4-заходных червяков разбег значений меньше, в пределах 30-80.
Ремонт редуктора
Несложный ремонт червячного редуктора можно осуществить собственными силами. Если мотор и привод объединены в одном корпусе, то следует аккуратно разобрать механизм.
Часть общего картера, в которой находится привод, также подлежит разбору. Если конструкция червячного привода изготовлена под высокоскоростной мотор, то, прежде чем приступать к разбору редуктора, необходимо слить трансмиссионное масло из корпуса.
В редукторе этого типа применяются высококачественные подшипники, поэтому наиболее часто необходимость ремонте возникает если шестерня и червяк изношены свыше предельных значений. Рабочая пара всегда подлежит одновременной замене на полный ремкомплект, который прежде чем поступить в торговую сеть, должен быть правильно подобран и испытан на специальном стенде.
Конструкция червячного редуктора также позволяет осуществить регулировку зацепления шестерни с червяком без разбора корпуса. Для этой цели используется болт, который встроен в корпус. Если имеется чертёж устройства, то можно без труда определить, где шестерня регулируется. Если чертёж отсутствует, то косвенным признаком регулировочного болта, будет наличие на нём контргайки, которая используется для фиксации отрегулированного зазора между червяком и зубчатым колесом. Крайне редко подшипники редуктора требуют замены. Обычно привод оснащается качественными шарикоподшипниками, которые не требуют замены или ремонта в течение всего эксплуатационного срока детали. Подшипники могут быть испорчены только в том случае, когда привод долгое время использовался без смазки или с применением некачественных смазочных материалов.
Нарезание червячных колес
При проектировании создается модель червячного колеса. По ней легко определится со способом нарезки:
Торцевой требует инструмента, в точности повторяющего червяк. Дает хорошую точность и чистоту обработки. Фрезу выставлять сложно, необходимо, чтобы в конце обработки она имела положение относительно колеса, в точности соответствующее червяку.
Нарезка зубьев на венце
По наружному диаметру червячное колесо имеет полукруглое углубление. Это позволяет лучше прилегать деталям по эвольвенте и смещать ось, увеличивая площадь контакта. Центр радиуса углубления должен совпадать с осью червяка.
Фрезы для нарезания червячного колеса должны быть с таким же наружным диаметром, как червяк. Внешне она повторяет форму ведущей детали, только вместо непрерывной линии резьбы ряды резцов. Режущая пластина по форме точно повторяет нитку резьбы, но шире нее на размер зазора. В результате конфигурация ответной детали – червячного колеса, точно повторяет формы резьбы, впадины совпадают с выступами нитей.
Фреза выставляется в плоскости оси червяка, касаясь его поверхности. Зубчатый венец вращается вокруг вертикальной оправки или собственного вала, обеспечивая тангенциальную подачу наружной поверхности относительно оси режущего инструмента. Нарезка червячных колес происходит при синхронном движении инструмента и детали, вращающихся вокруг своих осей. Отношение скорости вращения определяется передаточным числом. С каждым оборотом венец придвигается ближе к вращающейся фрезе.
Подача режущего инструмента возможна снизу и сверху. Но в большинстве случаев используют радиальную нарезку, как наиболее удобную и точную.
Ремонтная нарезка
Иногда надо сделать одну деталь, чтобы заменить ее в редукторе. В мастерской не всегда имеется полный набор фрез со всеми нормализованными диаметрами.
Если червячное колесо нарезать фрезой большим диаметром, чем радиус червяка, то прилегание будет хуже, пятно контакта меньше. Линия скольжения сместится к вершине зуба. При нарезке меньшим диаметром с таким же модулем, нагрузка будет на вершину нити резьбы. Погрешность можно компенсировать смещением инструмента и регулировкой расстояния между осями. Но трение и износ все равно будут больше, КПД упадет.
Нарезать червячное колесо фрезой с диаметром больше червяка можно для беззазорного сцепления. В этом случае используется специальная фреза с разными углами профиля для правой и левой стороны. Ось фрезы выворачивается в сторону увеличения наклона зуба. Обычные зубофрезерные станки надо переделывать для обработки беззазорного сцепления.
Из-за отсутствия зазора между рабочими элементами, поверхность быстро стирается и приходится постоянно производить регулировку. Беззазорные сцепления применяются при высокой точности и большой нагрузке с малой активностью пары, например, в прокатных станах для регулировки прижима валков – толщины прокатываемого металла.
Для изготовления одного или нескольких колес с нестандартными размерами может применяться оправка с одним резцом по форме впадины между зубьями. Инструмент вращается постоянно. Колесо вращается синхронно с инструментом. После каждого оборота реза проворачивается на размер модуля зуба и за полный оборот, подвигается к оправке с резцом на глубину реза.
Читать также: Антенна для двб т2 своими руками
Недостаток способа изготовления венца в длительности процесса. Один резец обрабатывает деталь в несколько раз дольше, чем фреза. Учитывая стирание резца, надо делать черновую и чистовую обработку.
Червячное колесо отличается от других своим внешним видом и способом обработки. Оно делается точно под определенный червяк.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Понижающий редуктор для мотоблока своими руками
Понижающий редуктор можно изготовить самому. Для этого на первоначальном этапе необходимо определиться с типом передачи, передаточным числом, а также определить межосевое расстояние между валом привода и валом колес.
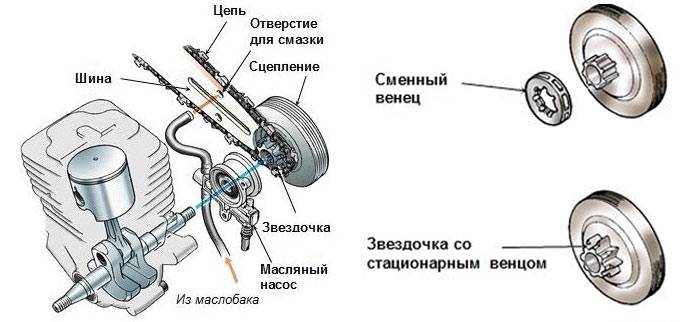
Рассмотрим пример создания самодельного ходоуменьшителя для мотоблока с цепной передачей. Подобную конструкцию возможно повторить практически для любого типа мотоблока с минимальными изменениями.
Необходимые материалы и детали
Для постройки понижающего редуктора самостоятельно потребуются следующие инструменты и материалы.
- болгарка;
- сварочный аппарат;
- дрель;
- надфили и сверла;
- штангенциркуль, линейка;
- струбцины и тиски;
- молоток;
- лист металла толщиной 5 мм;
- обрезки трубы с внутренним диаметром для посадки подшипников.
Сборка редуктора
Основной деталью проектируемого уменьшителя хода для мотоблока считается корпус. От него зависит качество всего механизма, взаимное положение осей и валов, соосность посадочных мест под подшипники. Изготавливаться корпус будет из листового металла методом сварки. Для облегчения обслуживания одну из стенок делают съемной.
Вместо гнезд для подшипников и точной расточки используются обрезки труб, внутренний диаметр которых равен внешнему диаметру подшипника. Их выставляют в необходимое положение и окончательно закрепляют сваркой.
Для изготовления валов используют круглый прокат из качественной стали. Его протачиваю до необходимого размера, делают бурты и канавки, фрезеруют шпоночные пазы. В процессе работы валы вращаются вместе со звездочками, передавая крутящий момент через цепь и шпонки.
Опорами для валов служат подшипники. Они воспринимают значительные нагрузки в процессе роботы. От их правильного выбора во многом будет зависеть долговечность и нормальная работоспособность редуктора. Оптимально использовать радиальные подшипники закрытого типа, которые требуют минимального обслуживания.
Звездочки и цепь, скорее всего, придется либо купить либо использовать от списанной техники. Изготавливать подобные детали самому трудоемко и нетехнологично.


Последовательность сборки понижающего редуктора для мотоблока проходит по следующему алгоритму:
- Раскрой стального листа на детали корпуса и крышки.
- Порезка труб.
- Приварка посадочных мест для подшипников.
- Сварка корпуса.
- Покраска корпуса и крышки.
- Установка подшипников.
- Токарная и фрезерная обработка валов.
- Установка валов с одновременной посадкой звездочек и цепи.
- Монтаж крышки корпуса.
После выполненных операций ходоуменьшитель устанавливают на раму мотоблока и проводят ходовые испытания.
Применение червячных передач
Применение червячных передач наиболее распространено в подъемно-транспортной технике с небольшими мощностями ( например подъемник лифтов, коробка переключения транспортных машин, спецтехнике, редукторов промышленного производства), еще для получения небольших и наиболее точных плавных перемещений (например в различных станках, устройств настройки и регулировки чего либо).
Но считается что использование червячных передач при мощности сверх 200 кВт –нецелесообразным, из-за низкого коэффициента полезного действия и потребности в большом количестве охлаждающей жидкости. Поэтому применение червячных передач наиболее разумно в механизмах, где мощность не превышает более 30 кВт.
Сборочные чертежи редукторов. Спецификации, страница 13
Рис. 56. Рабочий чертёж конического вала-шестерни
Рис. 57.
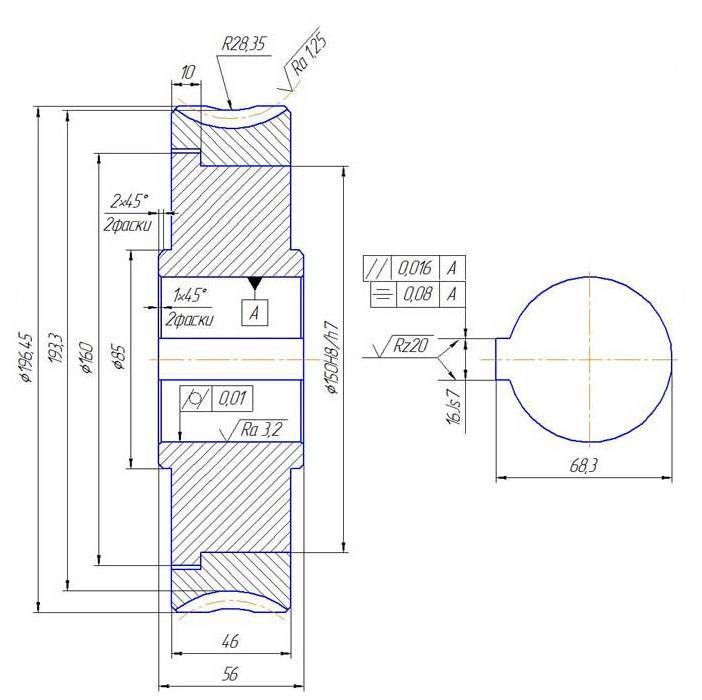
Рабочий чертёж червяка
В справочной части
таблицы приводят делительный диаметрd 1, ход виткаph , коэффициент диаметра червякаq , межосевое расстояниеaw , обозначение чертежа и число зубьев сопряжённого колеса.
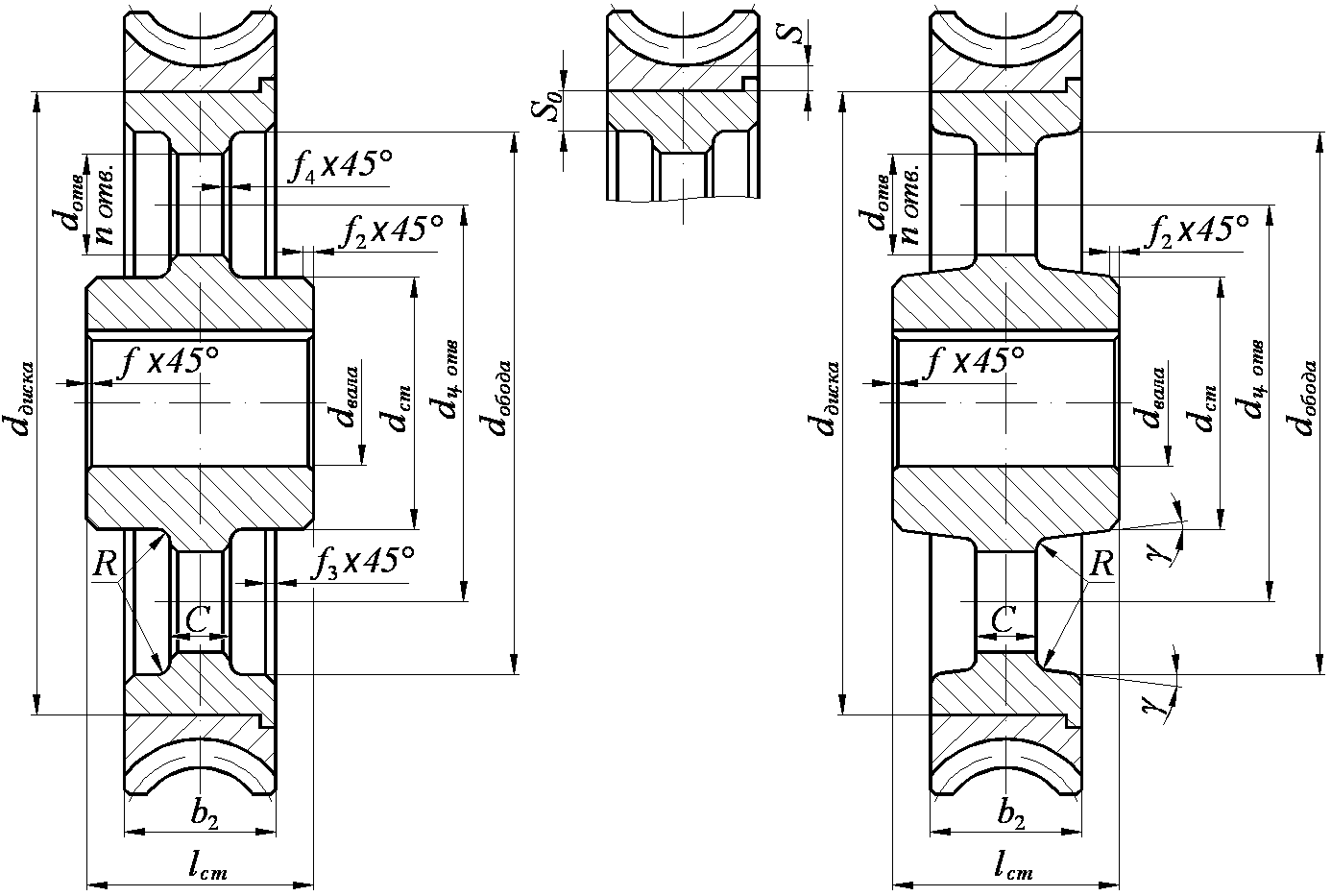
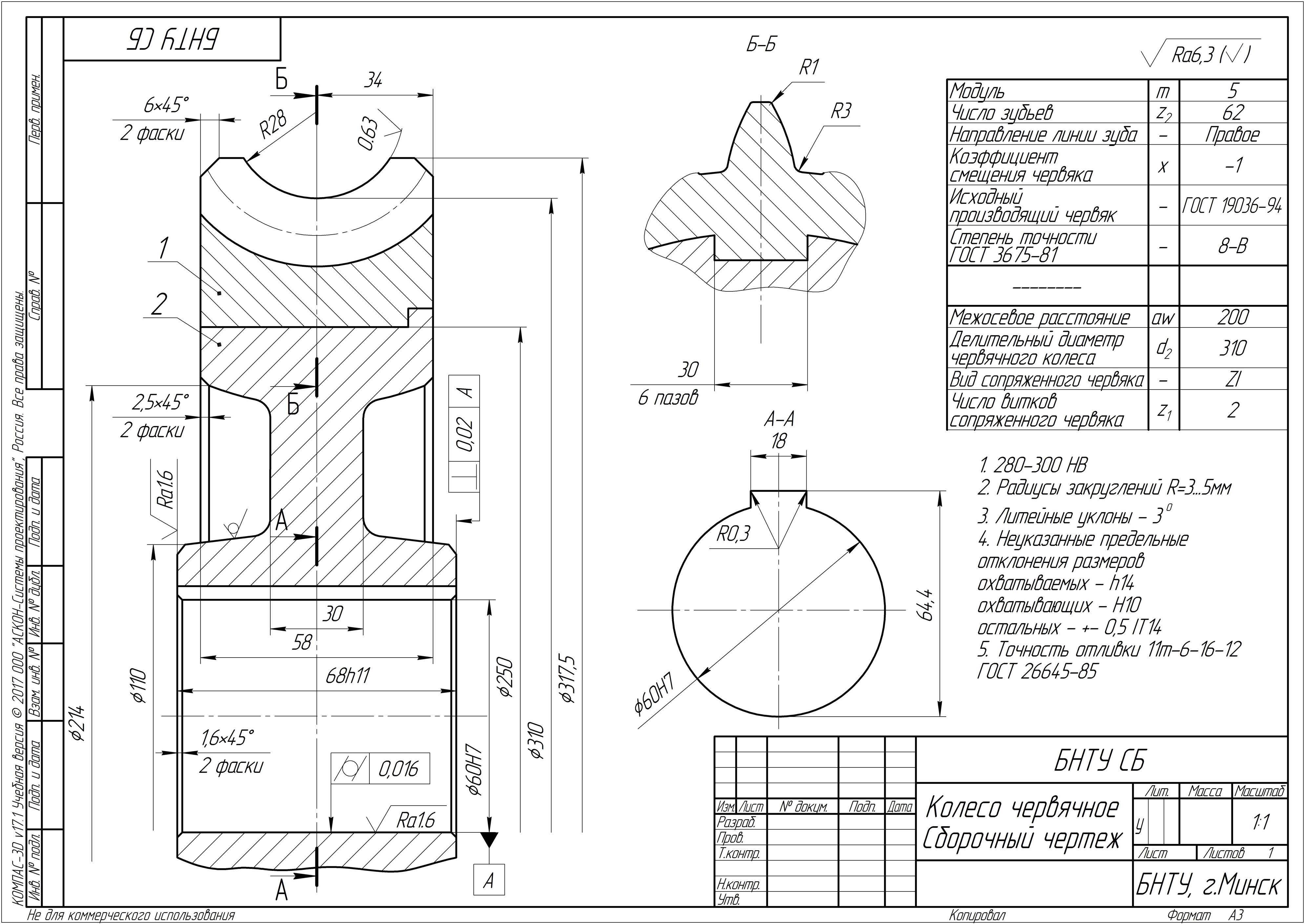
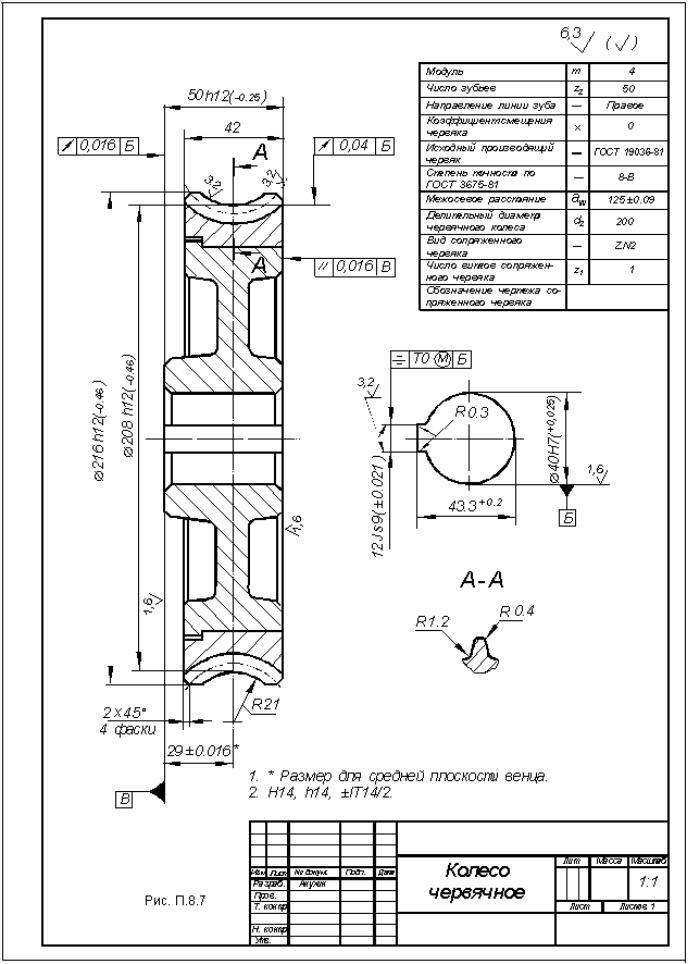
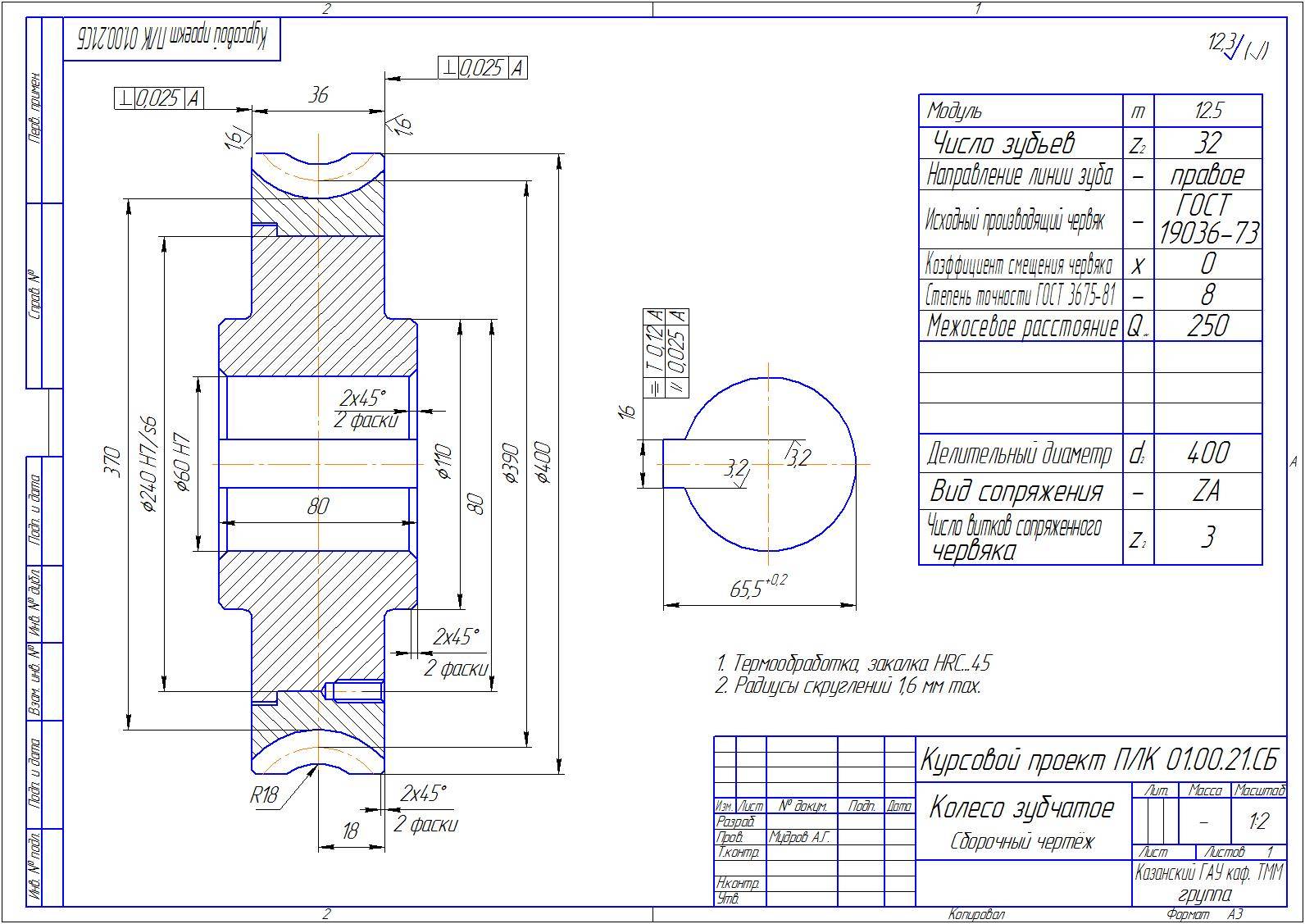
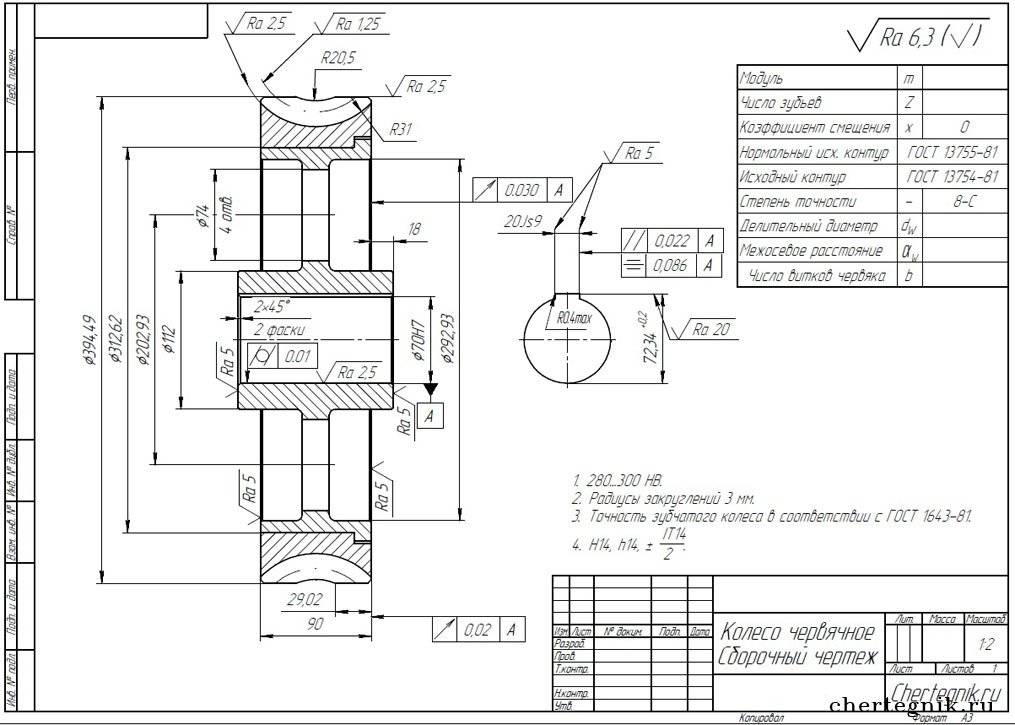
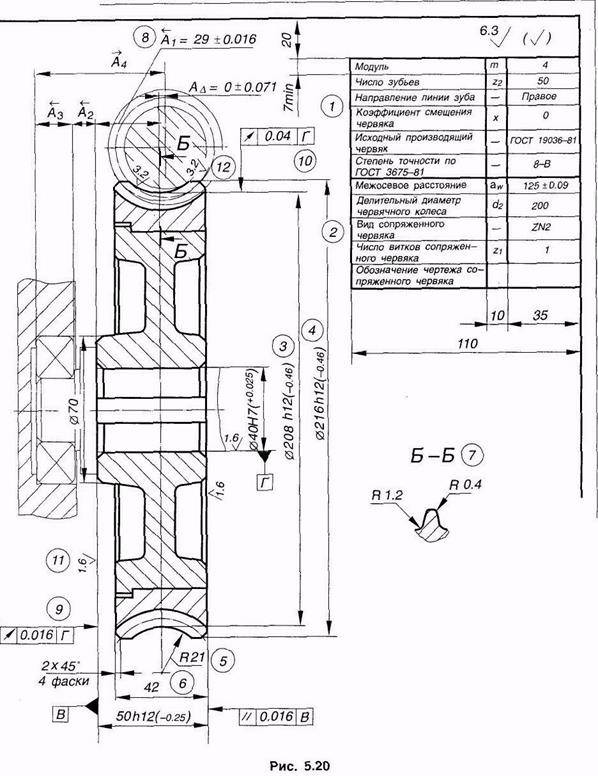
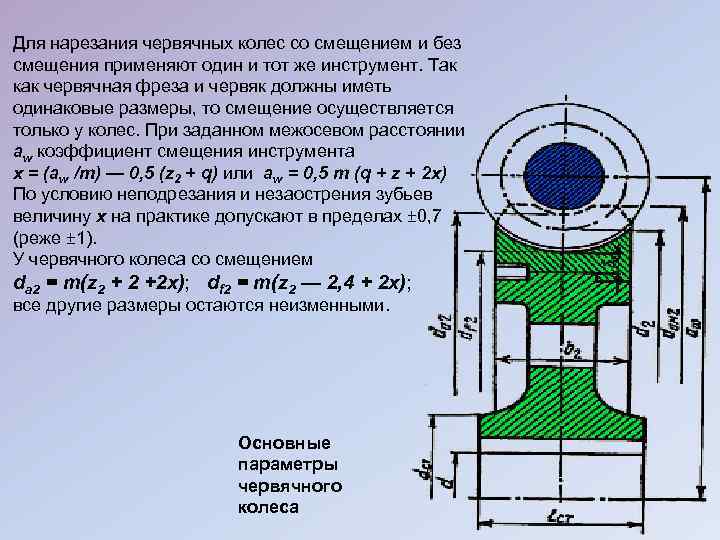
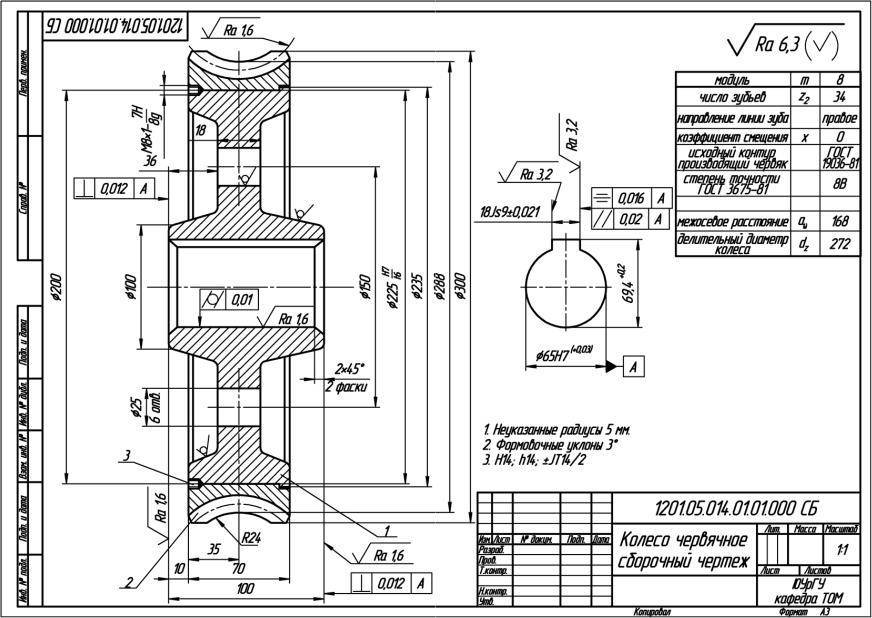
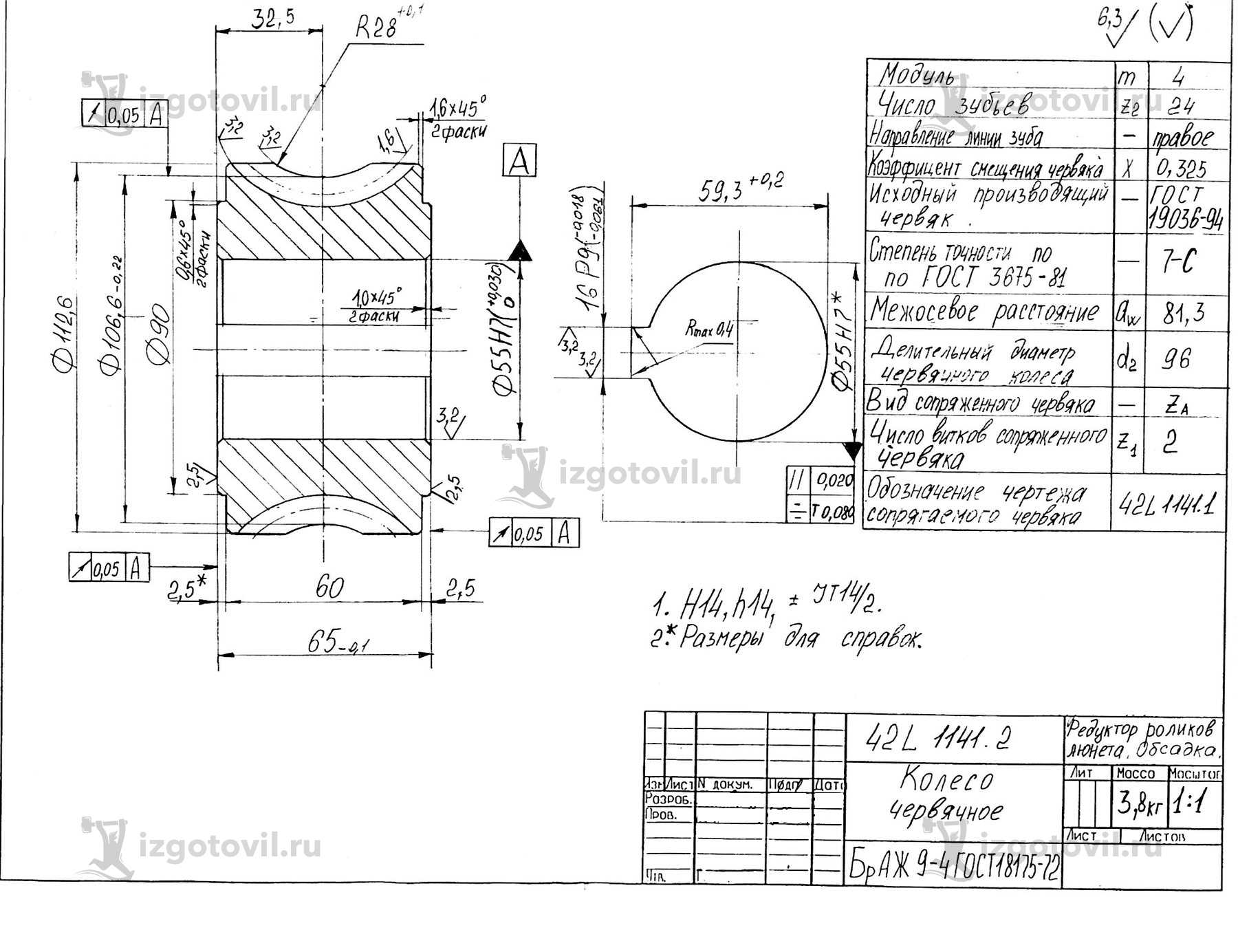
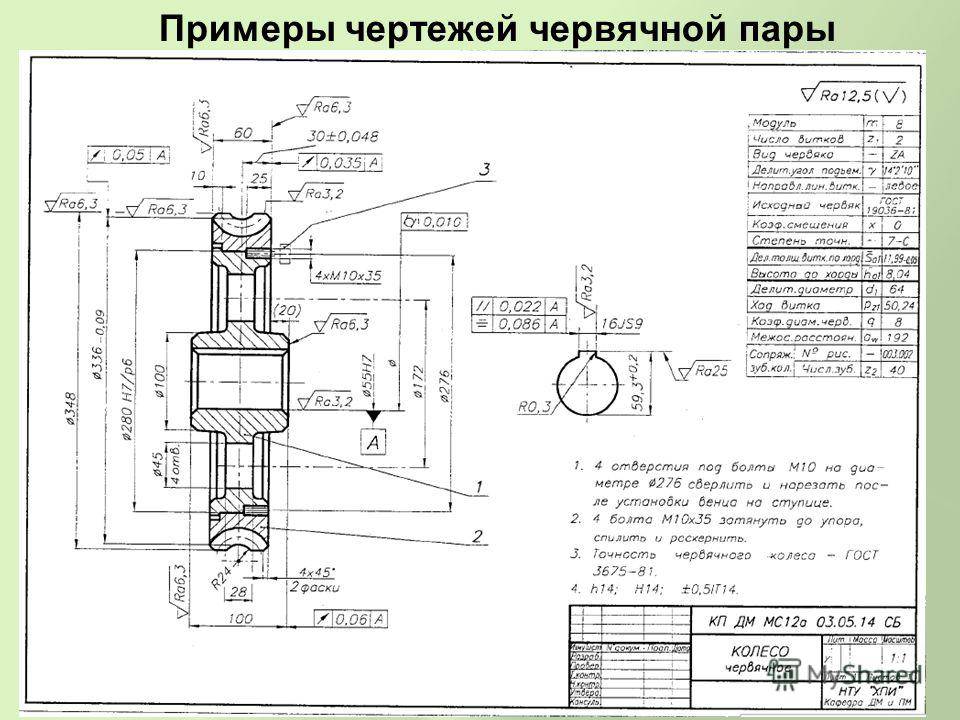
11.6. Чертёж червячного колеса
Пример чертежа червячного колеса приведен на рис. 58. Перед вычерчиванием необходимо изучить требования к рабочим чертежам зубчатых колёс и червяка (пп. 11.3…11.5). Обычно червячное колесо конструируют составным в целях экономии дорогостоящего материала венца. Оно содержит венец из антифрикционного материала, чугунный колёсный центр и при необходимости детали крепления. Чертёж составного червячного колеса является по сути сборочным чертежом
. При его вычерчивании с выполнением всех требований к чертежам деталей деталировку составных частей можно не выполнять.
Таблицу параметров
выполняют аналогично таблице для червяка с изменениями, показанными на рис. 58. В частности, введен коэффициент смещения колеса (червяк не смещают),
11.9. Чертёж литого корпуса
Пример рабочего чертежа литого корпуса приведен на рис. 59.Корпус редуктора является сложной деталью для изготовления и изображения на рабочем чертеже. Это одна из самых дорогостоящих деталей редуктора. Корпус является опорой для подшипников качения – деталей высокой точности изготовления и монтажа. Поэтому посадочные поверхности под подшипники и плоскости разъёма изготавливают по высокому классу шероховатости (Ra
= 1,25,Ra = 2,5 мкм).
Для обеспечения высокой точности вначале обрабатывают плоскости разъёма. Корпус соединяют с крышкой стяжными болтами с надлежащей затяжкой. Подшипниковые отверстия корпуса и крышки растачивают в совместной обработке, на что даётся указание в технических требованиях. Размер такого отверстия изображают в квадратных скобках. Так же изображены координаты резьбовых
Рис. 58.
Рабочий чертёж червячного колеса
Рис. 59.
Рабочий чертёж литого корпуса отверстий под винты, которые сверлят по отверстиям в крышке.
На чертеже указывают допуск плоскостности плоскости разъёма, допуски соосности, параллельности и цилиндричности на отверстия под подшипники. Корпус обрабатывают только в местах его сопряжения с другими деталями. Остальные поверхности корпуса – необработанные, на что приведено указание значками в правом верхнем углу чертежа. В технических требованиях также указывают неуказанные формовочные уклоны и литейные радиусы.
11.10. Чертёж сварного корпуса
Пример рабочего чертежа сварного корпуса приведен на рис. 60. От чертежа литого корпуса он отличается наличием рёбер снаружи корпуса. Крышка с корпусом при этом соединяются стяжными болтами. Крышки подшипников – накладной конструкции, их крепят к корпусу винтами. Под фланцы крышек ставят набор металлических прокладок. На корпусе проектируют платики под крышки.
Корпус сваривают из элементов простой формы без радиусных переходов, присущих литой конструкции. Границы между элементами не показаны. Сварка выполнены всеми видами швов: стыковыми С
, нахлёсточнымиН , тавровымиТ и угловыми У. На условных обозначениях сварных швов указаны шифр соедине-ния, номер шва и количество однотипных швов. Стандарт на способ сварки приведен в технических требованиях. В целом чертёж необходимо выполнять в соответствии с требованиями к рабочему чертежу литого корпуса.
11.11. Чертёж сварной крышки
Пример рабочего чертежа сварной крышки корпуса приведен на рис. 61. Он выполнен аналогично чертежу сварного корпуса
Следует обратить внимание на горизонтально расположенные платики смотрового отверстия
, облегчающие шлифование поверхности разъёма.
Рис. 60.
Рабочий чертёж сварного корпуса
Рис. 61.

Рабочий чертёж сварной крышки
11.12. Чертёж литого корпуса планетарного редуктора
Строй-Техника.ру
Строительные машины и оборудование, справочник
Категория:
Сборка строительных машин
Публикация:
Сборка зубчатых и червячных передач
Читать далее:
Сборка зубчатых и червячных передач
Сборка зубчатых и червячных передач
Зубчатые передачи. Сопряжение зубчатого колеса с валом выполняется с небрльшим натягом или зазором. Натяг обеспечивает лучшую соосность вала и колеса.
Качество сборки зубчатых передач зависит от точности взаимного расположения осей и валов, на которых они установлены, от тщательности пригонки шпоночных и шлицевых соединений, а также от качества изготовления или ремонта посадочных поверхностей зубчатых колес, валов и осей.
В зацеплении зубчатых колес должны быть выдержаны боковой и радиальный зазоры, которые компенсируют возможные ошибки в размерах зубьев, неточности сборки и температурные деформации. Величина бокового и радиального зазора зависит от модуля и размеров зубчатых колес, а также от класса точности их изготовления (табл. 49).
Дополнительные материалы по теме:
Эти величины устанавливаются техническими условиями на ремонт деталей машин.
В зависимости от посадки и размеров зубчатого колеса устанавливают его на вал с помощью оправки и молотка или пресса.
Для определения величины радиального биения применяют прибор, в котором имеется контрольный ролик. На него устанавливают ножку индикатора и замечают положение стрелки. Затем ролик перекладывают через 2—3 зуба, поворачивают колесо и по положению стрелки индикатора определяют величину радиального биения (табл. 50).
Таблица 49. Боковой зазор и отклонение межцентрового расстояния для цилиндрических зубчатых передач, мк (ГОСТ 1643—72)
Примечание. С — с нулевым зазором; Д — с уменьшенным зазором; X — с нормальным зазором, Ш — с увлеиченным зазором.
Для определения величины осевого биения ножку индикатора подводят к ободу зубчатого колеса, установленного на оправке, и замечают положение стрелки. Поворачивая зубчатое колесо, наблюдают за стрелкой индикатора, показывающей величину осевого биения.
Таблица 50. Допустимое радиальное биение колеса в цилиндрических зубчатых передачах, мк (по ГОСТ 1643—72)
Величину бокового зазора между зубьями в зацеплении проверяют с помощью щупа, индикатора или путем прокладки между зубьями свинцовой проволоки или ленты толщиной 1—2 мм.
Правильность прилегания рабочей поверхности зубьев в зацеплении проверяют с помощью краски. На рабочей поверхности зубьев ведущего колеса наносят тонкий слой масляной краски. После этого колесо несколько раз проворачивают и краска с рабочей поверхности зубьев ведущего колеса переносится на поверхность зубьев ведомого. По отпечатку краски на поверхности зубьев ведомого колеса судят о правильности зубчатого зацепления (рис. 52, табл. 51, 52).
Таблица 51. Нормы контакта зубьев
Таблица 52. Допуски на непараллельность и перекос осей цилиндрических передач, мк (по ГОСТ 1643—72)
Рис. 52. Формы отпечатков на зубьях шестерен
а — правильное зацепление; б — перекос валов; в — увеличено межцентровое расстояние; г — уменьшено межцентровое расстояние в цилиндрических передачах (по ГОСТ 1643—72)
Проверку зацепления конических зубчатых колес на краску производят аналогично.
Величину зазора в зацеплении между зубчатыми колесами регулируют прокладками, которые помещаются между ступицей и упорным буртиком вала.
Червячные передачи. При сборке червячных передач проверяют межосевое расстояние червячного колеса и червяка (рис. 53). Правильность положения валов (отсутствие перекоса), боковой зазор в зацеплении и точность прилегания рабочих поверхностей зубьев (рис. 54).
Рис. 53. Схема проверки межосевого расстояния и правильность положения валов в корпусе червячного редуктора 1 — скоба; 2 и 3 — оправки
Рис. 54. Схема определения бокового зазора в червячной передаче
1 — червячное колесо; 2 —червяк; 3 — стрелка; 4 — диск; 5 — фиксатор
Отклонение межосевого расстояния проверяют микрометром или штихмасом с применением контрольных оправок, вставляемых непосредственно в отверстия корпуса редуктора или через переходные втулки.
Оправку вставляют в отверстие вала червячного колеса, при этом на оправку надевают скобу. В отверстие для прохода вала червяка вставляют оправку. По величине зазора а и с определяют отклонение межосевого расстояния в вертикальной и горизонтальной плоскостях.
Для определения бокового зазора определяют угловое смещение червяка. На вал червяка устанавливают градуированный диск.
Рекламные предложения:
Читать далее: Сборка зубчатых и червячных передач
Категория: –
Сборка строительных машин
Рычажные аналоги
Если вы хотите себе купить надежную «выручалочку» для внедорожника или для легкового автомобиля, на котором вам часто приходится ездить не по самым качественным дорогам или направлениям, тогда советую обратить свое внимание именно на рычажные устройства. Конструкция достаточно простая — это стальная рама, внутри которой расположен сам механизм
Работа осуществляется за счет рычага, установленного на корпусе. Поскольку к рычагу прикладываются большие усилия, на них можно рассчитывать в экстремальных ситуациях и при таких обстоятельствах, где барабанные модели выручить не в состоянии.

Усилие тяги может составлять 2т и достигать отметки в 5т в некоторых моделях. И это если использовать стандартный рычаг. А есть производители, которые делают телескопические рычаги и предлагают их уже в комплекте. Не приходится делать самодельные устройства.
Главный компонент рычажной лебедки — это храповик. С его помощью трос фиксируется в натянутом положении. По сути, это колесо с упорными зубцами, в каждом из которых упирается фиксатор. Таким вот простым образом колесо не проворачивается в обратную сторону и сохраняет нужное натяжение троса. Вся нагрузка при этом ложится на раму. Так что советую выбирать исключительно высококачественные модели с достаточно толстым металлом. Если рама имеет толщину менее 3 мм, такую лебедку покупать не стоит. Даже если вы берете бу устройство, обязательно замерьте толщину рамы. А вот самодельная лебедка – устройство со множеством противоречий. Лучше уж купить, мой вам совет.
Купить червячные шестерни
Компания МеталлСервис с 2006 года производит изделия из металла из различных марок сталей на собственном производстве, пользуясь своим парком станков. Соблюдая все требования соответствующие нормам госта. Это и является гарантом качества наших изделий и пользуется постоянным спросом у наших клиентов.
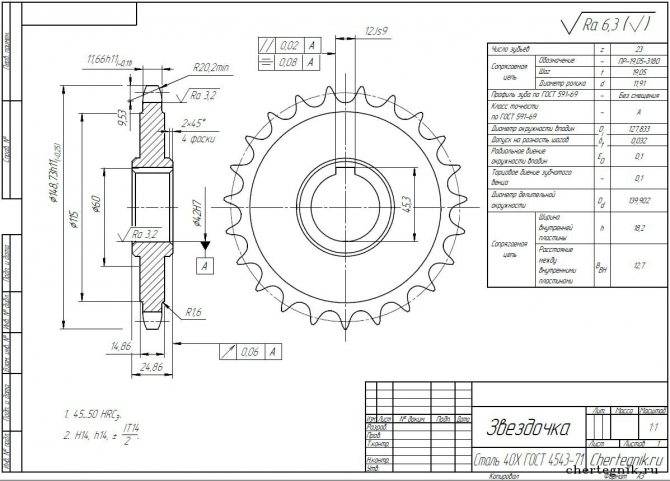
Для просчета стоимости отправляйте чертежи на почту или уточняйте информацию у технического специалиста. Все контактные данные вы найдете в разделе контакты.
После того как вы отправили заявку: позвоним для уточнения технических вопросов — рассчитаем стоимость и сроки — подготовка договора и счета — выполняем работы по изготовлению — отправка деталей.
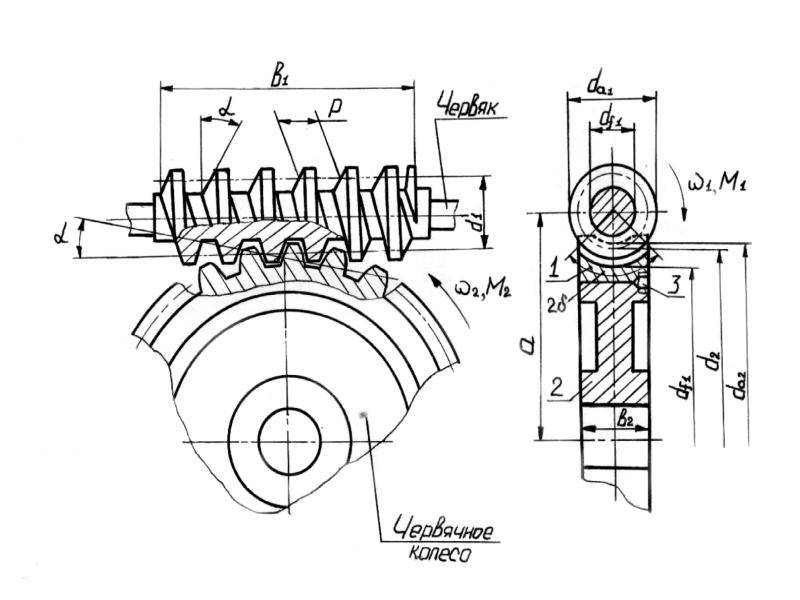
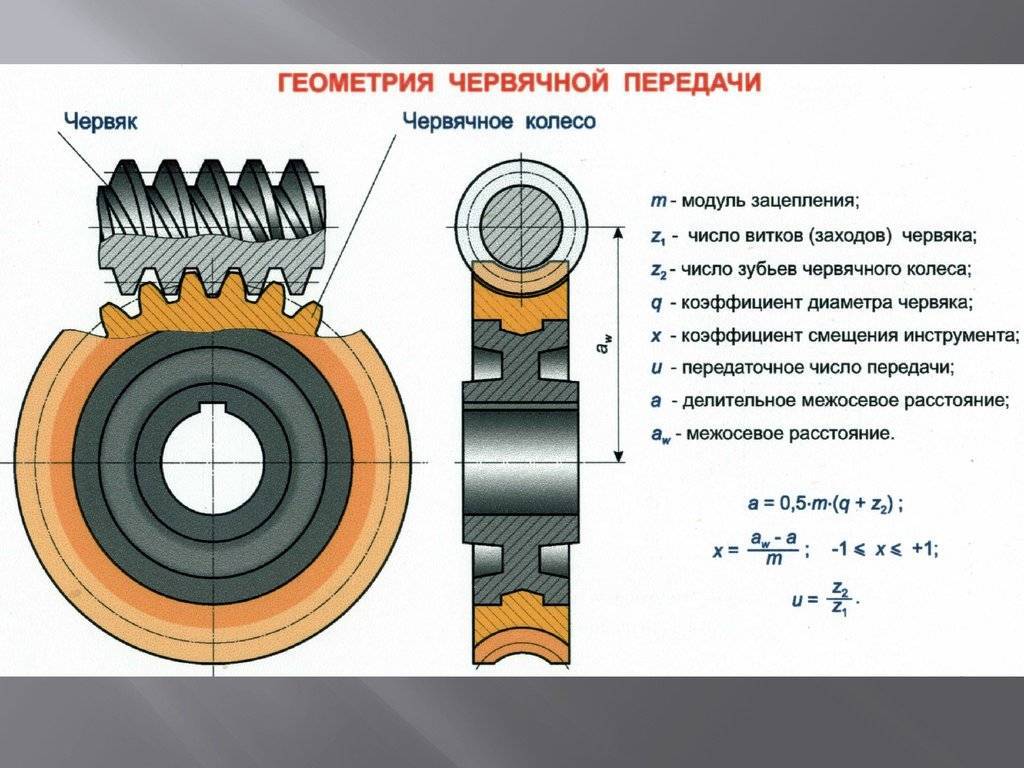
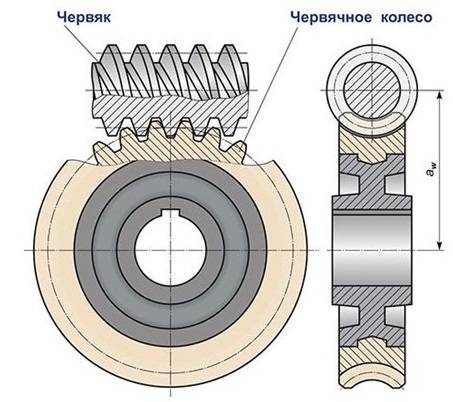
Конструкция
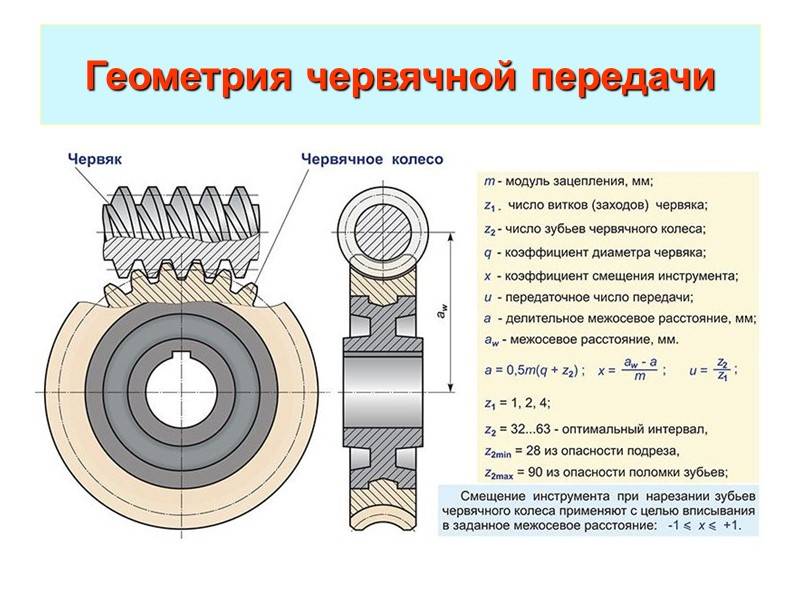
Червячная передача получила свое название по ведущей детали, передающей крутящий момент. Ведомая деталь имеет зуб с косой нарезкой. По ободу радиальное занижение поверхности. Это увеличивает линию контакта нити резьбы и зуба.
Оси вращение деталей располагаются под углом. Обычно это 90°, но может быть 45°. Применяется такое расположение деталей в сильно нагруженных тихоходных передачах, со скоростью движения точки на наружной поверхности менее 5 м/сек.
При взаимодействии передачи поверхность резьбы не толкает зубья в направлении вращения, а скользит по эвольвенте, как бы отодвигая ее. В результате возникает сильное трение и нагрев деталей в месте контакта.
Червячная пара должна хорошо смазываться, охлаждаться и обладать антифрикционными свойствами. Материал червяка изменять нельзя, он нарезается из хромистой стали и проходит закалку, шлифовку поверхности резьбы или шугаровку – обработку пластиной с малой глубиной реза. Инструмент скорее продавливает поверхность резьбы, чем режет ее. Создается на верхнем слое наклеп, упрочняющий рабочую поверхность, делающий ее гладкой.
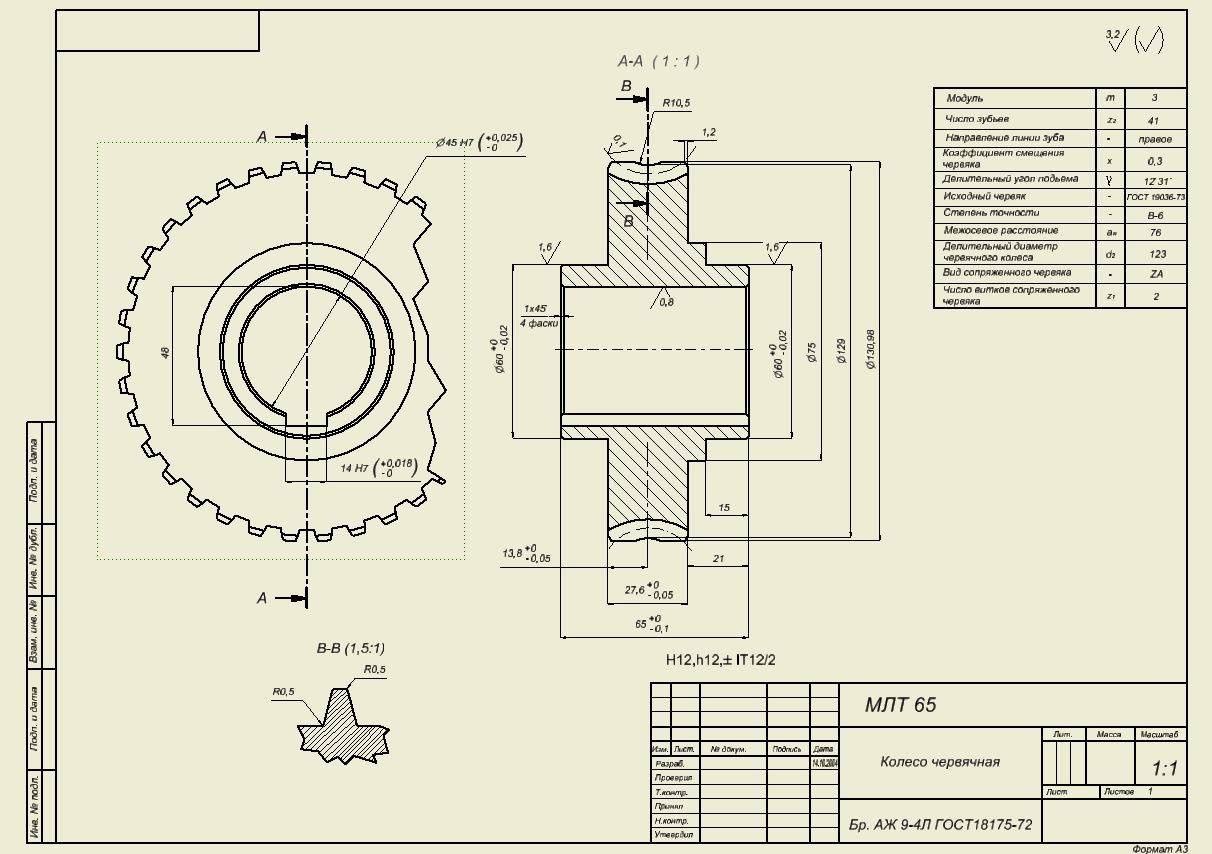
Материал для венца
Венец зубчатого колеса выполняется из относительно мягкого материала с высоким сопротивлением стиранию. В основном применяются оловянные бронзы и латунь. Для низкоскоростных передач с ручным управлением можно делать венец из серого чугуна. В зависимости от скорости вращения зубчатый венец изготавливается из материала:
- 5 – 25 м/сек – оловянистые бронзы ОФ10-1, ОНФ;
- ≤ 5 м/сек – Бр.АЖ9-4, алюминиево-железистая бронза;
- ≤ 2 м/сек – венец может быть из чугуна.
Бронза стоит значительно дороже стали и мягче. Полностью из нее делаются детали, размеры которых в пределах 160 мм. Большие детали вытачиваются из стали и бронзовый на них только венец. Он нагорячо сажается на вал и закрепляется штифтами по линии соединения, чтобы венец не прокручивался. После остывания производится чистовая обработка колеса и нарезается зуб.
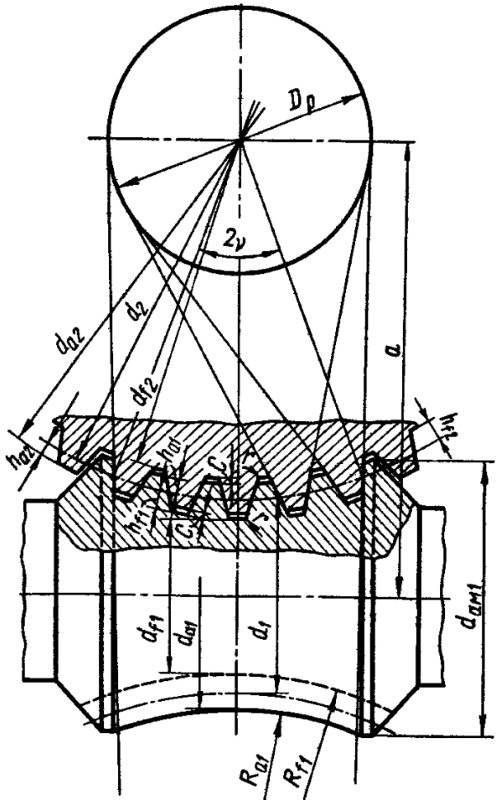
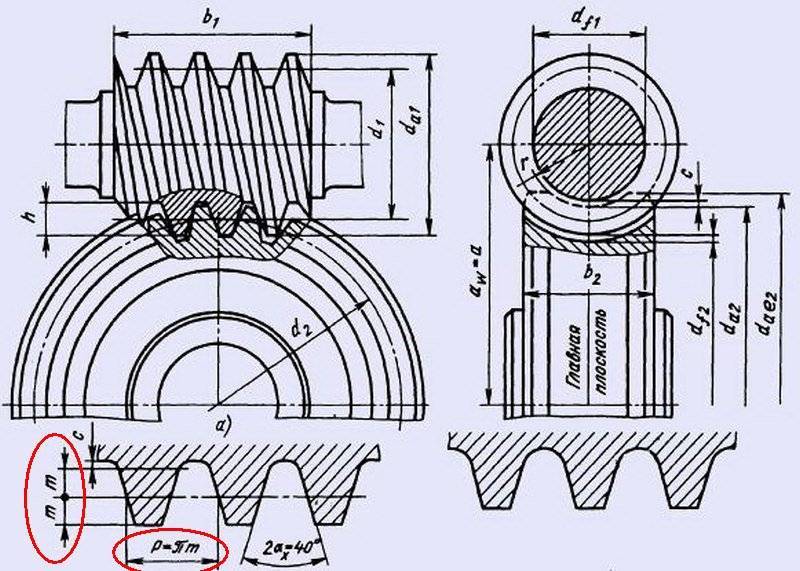
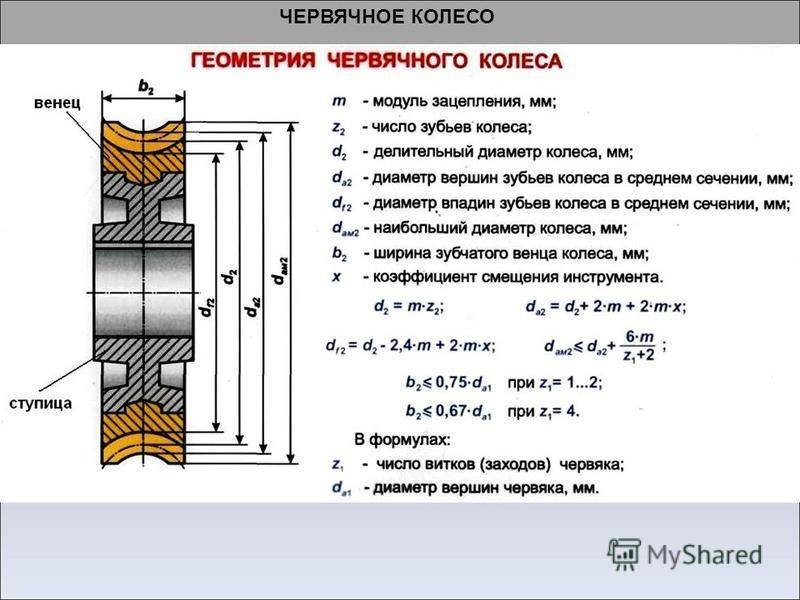
Расчет диаметра
Диаметр колеса рассчитывается по средней линии зуба – ширины зуба и впадины равны. Наружный, используемый для изготовления и расчетов радиус, определяется теоретически. После завершения обработки, он находится за пределами фактического обода колеса.
Скольжение происходит по линии делительного диаметра – середина зуба по высоте. Он рассчитывается по формуле:
где d2 — делительный диаметр шестерни; m – модуль; z2 – количество зубьев колеса.
Наружный радиус зуба имеет один центр с осью червяка.
Ширина зубчатого венца
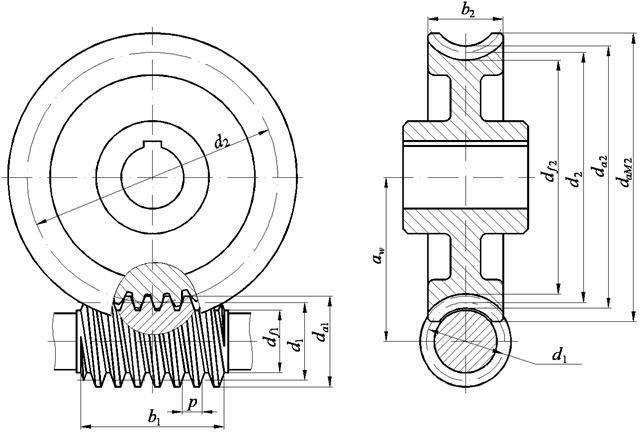
Ширину венца червячного колеса определяют по числу витков винта по формуле:
где b2 – ширина венца; 0,315 и 0,355 – расчетный коэффициент; Z1 – количество заходов винтовой резьбы; a – межцентровое расстояние; aw – расстояние с учетом смещения червяка относительно зубчатого колеса.
Расстояние смещения определяет размер зазора между рабочими элементами деталей.