Электросварные
Электросварная муфта ПНД объединяет в себе относительную простоту монтажа и высокую надежность готового соединения. Основной характеристикой такого фитинга являются встроенные кабели для нагрева. Состоит вся конструкция из нагревательной спирали, корпуса ПНД, клеммы для подключения сварного устройства. Этот тип соединения является неразъемным.
Как происходит соединение:
- Нагревательная спираль активируется при монтаже.
- Сплав, из которого состоит фитинг начинает плавиться вместе с краями трубы.
- После застывания сплава происходит полностью герметичное соединение.
Преимущества электросварной муфты ПНД:
- Относительно легкий монтаж.
- Можно установить даже в труднодоступном месте.
- Соединение при правильном монтаже и эксплуатации становится практически вечным.
- Подходит для трубопроводов с подачей газа, холодной воды и любой жидкости кроме кислоты и щёлочи.
К недостатком такого типа соединения трубопроводов относится то, что электросварные фитинги нельзя использовать в следующих местах и ситуациях:
- Трубопроводы с температурой жидкости выше 40 градусов по Цельсию.
- Не устанавливаются в трубопроводах с высокой мощностью потока.
- Не ставятся в трубопровод, по которому планируется подавать кислоту или щелочь.
Как установить?
Устанавливать электросварное соединение тоже довольно просто, хотя для этого потребуется не только сама муфта, но и специальный сварочный аппарат для соединений такого типа. Работа по установке проводится следующим образом:
Труба обрезается перпендикулярно своей оси.
Место будущего стыка тщательно очищается и обезжиривается при помощи ацетона
Обрабатывается вся площадь будущего соединения.
Края трубопровода соединяются с фитингом и тщательно фиксируются с помощью специального упора.Нужно обратить внимание на то, что зазор между трубами не должен превышать толщину их стенок.
К клеммам муфты присоединяется сварочный аппарат, после чего начинается автоматическая сварка.
После завершения необходимо проверить стык на герметичность. Для этого в смонтированную трубу подается сжатый воздух под высоким напором, а на стык наносится мыльный раствор
Если соединение не герметично, образуются мыльные пузыри.
Как правильно установить электросварное соединение при помощи муфты смотрите в следующем видео:
Сварка в раструб (муфтовая)

Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.
Электромуфтовая сварка – основы
Данный вид работ относят к разряду высокотехнологичных. Использование электрических муфт позволяет создавать трубопроводные системы, способные выдержать высочайшее давление, не более 18 атмосфер.
Несмотря на высокое качество соединений, данный вариант является дорогим, по сравнению с другими. Проблема в том, что для выполнения данного вида операций, потребуется приобрести накладные электромуфты, которые стоят недешево.
Электромуфтовая сварка представляет собой следующий набор действий:
- Перед началом работ, все элементы и стыки проходят процедуру тщательной очистки;
- Следующий этап – на стык надевают фитинг, который представляет собой муфту с закладным нагревателем. Ее задача – нагрев пластика до определенной температуры;
- После выполнения всех этапов, на муфту подают напряжение. Торцы труб начинают нагреваться и плавиться вместе с муфтой и в итоге получается качественное гладкое соединение, которое выглядит как цельная труба.
Данная методика широко используется в ситуациях, когда необходимо сделать дополнительные отводы от основной магистрали и произвести несколько соединений за одну сессию.
Особенности сварки труб ПНД муфтовым способом
При электромуфтовой сварке полиэтиленовых труб используется оборудование, обеспечивающее позиционирование, нагрев и смыкание заготовок.
Выравнивание стыкуемых поверхностей осуществляет торцеватель. С его помощью удаляются дефекты, препятствующие формированию сварного шва.
Сварка муфтовым способом выполняется в несколько этапов.
- Первичная подготовка. Трубы очищаются от грязи и пыли. Их поверхность протирается ветошью, затем обезжиривается. При удалении засохших отложений могут использоваться скребки.
- Установка. Элементы магистрали фиксируются посредством муфты и позиционера.
- Фиксация токоведущих кабелей. Аппарат подключается к сети, кабели закрепляются в пазах муфты.
- Калибровка. Мастер выставляет режим сварки, проверяет готовность устройства.
- Сварка. Подача напряжения активирует нагревательные элементы муфты. Они сплавляют торцы труб, формируя неразъемное сварное соединение.
Трубы остывают в естественной среде. После нормализации температуры стыки проходят проверку качества.Сварочный аппарат отключается автоматически.
Сварка ПЭ труб и ее виды
Сварка труб из полиэтилена бывает следующих видов:
- Терморезисторная.
- Муфтовая.
- Сварка встык (стыковая сварка ПНД труб).
- Метод враструб.
Способы, которые чаще всего применяются, указаны в первых двух пунктах. Технология сварки труб ПНД враструб применяется очень редко.
Терморезисторная сварка полиэтиленовых труб
Данная технология сварки труб ПНД называется также электромуфтовой. Непосредственный контакт происходит с использованием фитингов (муфт), которые имеют специальных электрический нагреватель. Сварка полиэтиленовых труб муфтами проводится обычно, если нет возможности произвести соединение встык, если требуется сварка в старом трубопроводе, если нужны отводы в уже действующие трубопроводы. Детали для этого вида соединения довольно дорогостоящие. Этапы терморезисторного вида соединения:
- Отрезаем элементы нужного размера, очищаем их от загрязнений, жира и прочего мусора.
- Делаем отметки на деталях маркером, чтобы знать границы, до которых нужно вставить готовый элемент трубопровода в фитинг. Элементы, которые не свариваются, но уже подрезаны до нужного размера, лучше защитить специальными насадками от потенциально возможной пыли и грязи.
- Электромуфту нужно связать со сварным устройством через провода, включить его. После нагрева до нужной температуры оборудование для сварки полиэтиленовых труб выключается самостоятельно. И вуаля! Пайка полиэтиленовых труб электромуфтами завершена.

Труба в разрезе после сварки электромуфтовым способом
Муфтовые соединения
Аппарат для пайки ПНД соединений муфтовым способом – это обычный паяльник. Помимо муфт еще используются тройники и уголки. Паяльник имеет специальные насадки различных размеров. Эти насадки нагреваются, чтобы при контакте с элементом трубопровода или фитингом, их окончания «подплавились» и были готовы для сборки. Насадка паяльника состоит из дорна и гильзы. Дорн нагревает элемент внутри, а в гильзу его вставляют для нагрева внешней поверхности. Как уже упоминалось выше, технология сварки ПЭ труб проста и пайка ПНД труб своими руками легка в осуществлении.
Муфтовой способ сварки ПНД труб своими руками
Сварка, выполняемая этим методом, требует наличия специального сварочного аппарата – паяльника, укомплектованного набором специальных насадок. Диаметры насадок соответствуют стандартным значениям этого параметра арматуры.

Сваривать трубы из данного материала можно и при помощи специального паяльника
При муфтовой сварке ПНД труб используются фитинги. Они могут иметь различную конфигурацию: муфты, уголки, тройники. Свариваемыми поверхностями являются части трубы и фитинга. Если работа выполняется своими руками впервые, могут случиться неудачные соединения или перекосы.
Муфтовая сварка может выполняться в стеснённых условиях, там, где осевое перемещение труб ограничено. Нагрев полиэтиленовых компонентов осуществляется контактом с нагретой выполненной из металла сварочной насадкой. В её конструкцию входят 2 свинчивающиеся части. Внутренняя поверхность фитинга нагревается частью насадки, получившей название дорн. Другая половина называется гильзой. В неё вставляется труба. Для того чтобы вставить насадку в отверстие паяльника, дорн и гильзу необходимо свинтить. Технология муфтовой сварки предполагает выполнение следующих действий.
Технология соединения труб с помощью электросварных муфт
Технологический процесс сварки полиэтиленовых труб электросварными фитингами не представляет сложности – трубы вставляют в фитинг, фиксируют и подают на клеммы электроток.
Схематично алгоритм можно обозначить следующим образом:
- Трубы подготавливают для соединения. Их разрезают по размеру, делая срез под прямым углом к направляющей оси трубы.
- Срез зачищают, освобождают от пыли, частиц материала, влаги.
- Вставляют трубы в электросварную муфту.
- Подключают фитинг к источнику бесперебойного напряжения.
- Дают стыку остыть. Среднее время остывания составляет около получаса.
- Проверяют надежность полученного соединения. Для чего промазывают стыки густой мыльной пеной и подают в систему сжатый воздух.
Нюансы расположения труб в муфте:
- если фитинг имеет ограничительные выступы, то трубу вставляют строго до отметки;
- если ограничителя нет, то ориентироваться следует на толщину стенки трубы – расстояние между срезами соединяемых труб не должно быть больше, чем толщина стенки трубного материала;
- стык должен располагаться в середине муфты;
- для соблюдения расстояний, на внешней стенке трубы рисуют круговую отметку или наносят риску.
Процесс сварки проходит в автоматическом режиме. После соединения следует проверить надежность стыка. Для этого соединение промазывают мыльной пенкой и подают носитель под давлением. Если стык не начнет пузырится, то соединение герметично.
Достоинства электросварных фитингов:
- Простота монтажа. Доступность работ для выполнения непрофессионалом.
- Возможность стыковать трубопровод в траншее, других труднодоступных местах.
- Автоматизация процесса исключает человеческий фактор при монтаже.
- Срок эксплуатации трубопровода зависит только от материалов.
К недостаткам можно отнести высокую стоимость фитингов. Однако затраты окупаются экономией на привлечении сторонних специалистов.
Сварка трубопроводов большого диаметра
Сущность процесса сварки при помощи электросварных фитингов на трубопроводах большого диаметра не меняется. Однако здесь для качественной работы потребуется использование дополнительных крепежных кронштейнов. Крепежи необходимы для удержания труб на одной направляющей оси и фиксации их в неподвижном состоянии.
Порядок работ следующий:
- трубы нарезают, зачищают;
- вставляют в фитинг и закрепляют неподвижно;
- подключают к клеммам контакты сварочного аппарата;
- дожидаются полного остывания места соединения;
- снимают крепления и проверяют герметичность стыка.
При работе с трубами большого диаметра напряжение варьируется в пределах 40-50 вольт, время нагрева муфты около 200 миллисекунд. Аппарат самостоятельно считывает нужные параметры и отключается, завершив работу.
Полиэтиленовые трубы низкого давления для наружных магистралей покрывают специальным составом, который защищает их от разрушительного действия внешней среды. Это покрытие никак не влияет на технологию и качество сварочных работ с использованием готовых фитингов.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.

Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.
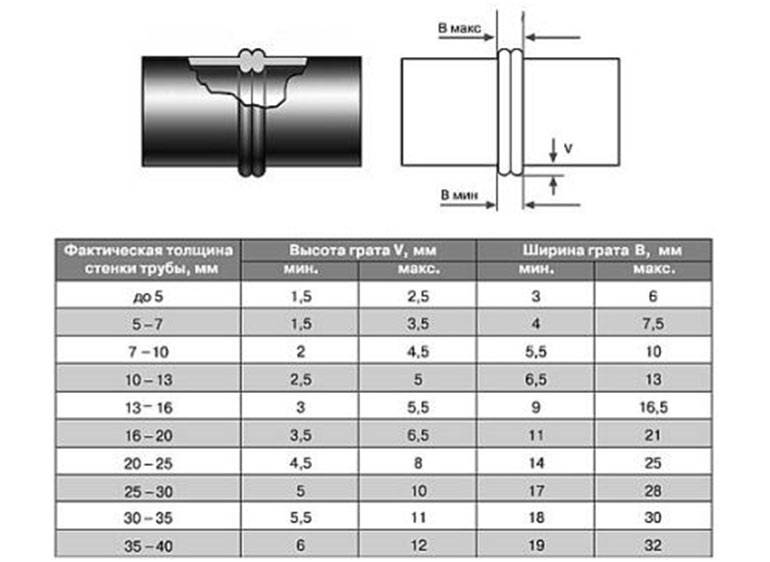
Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
Неразъемные соединения ПНД труб
Для выполнения прочного и надежного соединения отдельных деталей трубопровода применяется сварка труб ПНД своими руками. Как правило, используется один из двух возможных методов сварки:
- Соединение встык.
- Соединение при помощи электромуфты.
Сварка встык
Стыковая сварка ПНД труб используется для соединения элементов, имеющих диаметр от 50 мм и выше. Для выполнения работы понадобится специальный аппарат стыковой сварки.

Принцип соединения заключается в нагреве торцов труб и их соединении под давлением. Расплавленный пластик при этом образует монолитное соединение, которое по прочности не уступает цельной трубе.
Рассмотрим, как осуществляется стыковая сварка труб ПНД. Для осуществления процесса концы труб должны быть жестко закреплены в фиксаторах аппарата. Затем к торцам подводится нагревающая плита.
После того как пластик разогреется до температуры плавления, нагревательную плиту убирают, а трубы прижимают друг к другу под определенным давлением. После остывания шва, фиксаторы снимают и трубы извлекают из аппарата. Особенности процесса:
- Описанный способ можно использовать для соединения фитингов и труб одного диаметра.
- Метод подходит для труб и фитингов с толщиной стенки не меньше пяти миллиметров.
- Производить диффузную сварку можно только в том случае, если температура окружающей среды не ниже +15;
Сварка труб из полимера является экономичным процессом, так как у станка для сварки ПНД труб низкая степень энергопотребления по сравнению со сварочным аппаратом, используемым для сварки стальных труб.
Электромуфтовый способ сварки
Соединения, выполненные с использованием элетромуфт, позволяет строить трубопроводы, способные выдерживать давление в 16 атмосфер. Однако если сравнивать сварку ПНД труб электромуфтами с описанным выше методом, то первый вариант обходится дороже.

Дело в том, что для выполнения каждого соединения необходимо специальное оборудование для сварки ПНД труб – аппарат для электромуфтовой сварки, то есть, накладные электромуфты. Процесс проходит так:
- Торцы деталей подлежащих сварке тщательно зачищают.
- Муфта электронагревателями устанавливается на стыке свариваемых деталей;
- После закрепления муфты по месту стыка, к ней подводят напряжение. В результате происходит расплавление торцов труб и самой муфты, а после остывания образуется монолитное соединение. Муфта остается надетой поверх сваренных труб.
Как правило, эта технология сварки ПНД труб применяется в тех случаях, когда нужно выполнить несколько соединений. Например, если осуществляется врезка дополнительной ветки в существующий трубопровод. Если же нужно производить сварку большого количества стыков, то выгоднее применять стыковую сварку.
Муфта соединительная для пластиковых труб: основные виды
Трубопроводные сети из термопластов получили широкое распространение в коммунальном хозяйстве. Для их крепления и ремонта есть отдельная группа муфт соединительных.
Отличия пластиковых муфт
Муфтовое крепление активно используется в водоснабжающих, отопительных, газопроводных сетях, внутренней и наружной канализации, системах теплого пола. Распространенным сырьем для изготовления этих коммуникаций стал полиэтилен — поперечно-сшитый (РЕ-Х) и низкого давления (ПНД), поливинилхлорид (ПВХ), полипропилен, металлопластик. Для каждого материала применимы определенные модели муфт. Эти фасонные элементы различаются по типу (соотношению диаметров выходных отверстий и труб), конструкции, способу монтажа.
- проходная — с одинаковыми диаметрами для труб идентичных диаметров;
- переходная — с разными диаметрами для труб разных сечений.
Виды муфт по способу совмещения с трубами:
- компрессионная (обжимная, цанговая);
- пресс-муфта;
- сварная, электросварная (терморезисторная);
- комбинированная (для стыка труб из разных материалов пайкой и резьбовым соединением);
- раструбная;
- клеевая.
Муфты для труб ПНД, РЕ-Х, металлопластиковых
Компрессионная. Разборная деталь с цанговым зажимом, который плотно фиксирует конец трубы. Включает в себя упорные и уплотнительные кольца, ограничители, наружную накидную гайку. Корпус фитинга чаще всего выполняется из латуни или полиэтилена, также есть модели из бронзы, стали с никелевым покрытием, полипропилена. Обжимная муфта является разъемной и подходит для многоразового использования. Может применяться для участков трубопровода разных диаметров и материалов, для подсоединения фитингов других видов.
Пресс-муфта. В отличие от компрессионной арматуры обеспечивает неразъемное соединение, применяется преимущественно для металлопластиковых коммуникаций. Двухсторонний прямой пресс-фитинг состоит из латунного корпуса со встроенным штуцером и наружной гильзой, которую подводят к месту стыка и опрессовывают клещами.
Электросварная. Муфта для канализационных сетей из ПНД в виде полого цилиндра со встроенной нагревательной спиралью и двумя отводами под клеммы. На внешние элементы подают электроток для разогрева спирали — материалы муфты и поверхности трубы расплавляются и смешиваются, образуя монолитный герметичный стык.
Муфты для труб полипропиленовых
Сварная. Цилиндрическая деталь, присоединяемая к трубе — с предварительным нагревом стыкуемых поверхностей. Бывает равнопроходного и переходного типов. Изготавливается из полипропилена трех модификаций: рандомсополимера (PP-R), гомополимера (РР-Н), блоксополимера (РР-В).
Комбинированная. Фасонная часть с полипропиленовым корпусом и резьбовой вставкой из латуни или бронзы с никелевым покрытием. Позволяет стыковать полимерные трубы со стальными, совпадающих и разных диаметров, трубопроводную арматуру. Резьба металлической части бывает внутренней и наружной. Фитинг может комплектоваться накидной гайкой либо штуцером с накидной гайкой.
Для сборки полипропиленовых труб также используются компрессионные муфты.
Муфты для труб ПВХ
Раструбная. Элемент из хлорированного (ХПВХ), непластифицированного (НПВХ) поливинилхлорида с раструбами и уплотнительными резиновыми кольцами на концах для внутренних и наружных канализационных сетей. Надвижные устройства двухраструбной конструкции также производятся из полиэтилена, полипропилена. Для напорных водопроводных труб на основе ПНД выпускают муфты, монтируемые сваркой враструб.
Клеевая. Деталь из НПВХ разборного, неразборного типов, применяемая в системах водоснабжения и канализации, оборудовании бассейнов, трубопроводов химической промышленности. Фиксируется “холодной сваркой” — с помощью адгезионных составов для поливинилхлорида. Разновидность клеевого фитинга содержит на одной из сторон внутреннюю либо наружную резьбу. У некоторых моделей резьбовый элемент усилен металлическим кольцом.
Параметры
Диаметры соединителей соответствуют размерам всех основных эксплуатируемых в инженерных сетях труб. Типовые диапазоны внутренних диаметров муфт по ГОСТам и техническим условиям:
- компрессионных: 16-63 мм, 75-110 мм;
- прессовых: 16-40 мм;
- электросварных: 20-315 мм, 355-900 мм, 710-1200 мм;
- прямых полипропиленовых: 10-180 мм;
- комбинированных: 16-110 мм;
- раструбных: из ПВХ — 50-200 мм, 110-500 мм, полипропилена — 32-200 мм, полиэтилена — 32-315 мм, 32-63 мм;
- клеевых: 20-110 мм; 16-315 мм.
Стыковая сварка
Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом
Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом.
Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;Элементы 25 мм — 16 мм;Для туб диаметром 32 мм — 18 мм;Для туб сечением 40 мм — 20 мм;Трубы с диаметром 50 мм — 23 мм.
Свариваем полиэтиленовые трубы встык – особенности выполнения работ
Сварка пластиковых труб большого диаметра встык – один из самых простых и недорогих вариантов создания трубопровода ПНД. Основа данной методики заключается в следующем – изначально, торцы двух труб подвергаются разогреву, и затем, под определенным уровнем давления, стыкуются друг с другом, образуя надежного и монолитное соединение. Данный метод широко используется специалистами для соединения труб, стенки которых толще 0,5 см, а диаметр превышает 5 см.
Сварка своими руками встык производится по следующему алгоритму:
- Изначально, производится монтаж, центровка и крепление зажимов к трубе;
- Производится торцовка стыка механическим способом;
- Проверяет ось;
- При помощи сварочного зеркала нагреваются торцы соединяемых элементов;
- Сварочное зеркало убирается, производится стыковка ПНД материала под определенным уровнем давления;
- После окончания работ, материал оставляют остывать и переходят к следующему стыку.
Всего, для данного вида работ, существует три разновидности оборудования:
- Самые простые из них – агрегаты ручного типа. Их используют для стыкования (сварки) труб, имеющих небольшой диаметр. Все настройки оборудования производятся оператором, который использует таблицу сварки полиэтиленовых труб, и по ней задает необходимые параметры. После нагрева, торцы придется соединять вручную.
- Полуавтоматические терморезисторные сварочники, применяемые для стыка ПНД трубопроводов, отличаются от ручных наличием гидравлики, в которую включены станция гидравлики и центратор. Главное преимущество агрегата – нагрев и сварка производятся в автоматическом режиме. Режимы сварки необходимо задавать оператору.
- Автоматика – отличная сварочная система, которая требует исключительно присутствия человека. Оператору требуется задать только несколько параметров – марку материала, SDR и диаметр трубопровода. В остальном, с работой справится машина. Данный метод привлекателен тем, что полностью исключает такой момент, как человеческий фактор – все стыки получаются ровными и надежными. Единственный недостаток – высокая стоимость изделий.
Выполнение монтажа с помощью электросварных элементов
Монтаж муфт со встроенным нагревательным элементом происходит посредством подачи на их нагревательные элементы электрического тока. Под воздействием высокой температуры стенки соединительного изделия и части трубопровода плавятся и обеспечивают качественный и герметичный стык. Монтаж всей системы с помощью электросварных фитингов обычно происходит в несколько этапов:
- труба, которую необходимо монтировать в систему должна быть срезана точно под прямым углом к плоскости всего основания трубы. Нельзя допустить абсолютно никакой кривизны или шероховатости. Изделие перед началом работы необходимо тщательно очистить от частиц мусора и грязи;
- торцы соединяемых изделий должны быть хорошо зачищены специальным инструментом на величину их входа в фитинг. После проведения зачистки труб и соединительных элементов их необходимо тщательным образом обезжирить. Для этой цели подойдет салфетка, пропитанная ацетоном, эфиром или любым другим растворителем; Фиксатор креплений для сварки
- запчасти для сваривания необходимо прочно зафиксировать в специальном креплении. Расстояние между трубами в середине полиэтиленовой муфты не должно быть больше толщины стенок трубы. В некоторых моделях таких фитингов имеются технологические выступы, предназначенные для ограничения торцов свариваемых полиэтиленовых труб;
- сварка муфт со встроенным электросварным устройством осуществляется с помощью паяльного аппарата для соединения полиэтиленовых труб. Клеммы сварки присоединяются к контактам электросварного изделия и происходит считывание информации со штрихкода, которым оснащены все муфты данного вида. Процесс сварки происходит в автоматическом режиме, сварочный аппарат автоматом выставляет нужную температуру, напряжение и время сварки;
- проведя сварку труб и электросварных деталей, стыки требуется обязательно испытать на герметичность перед засыпанием всей конструкции грунтом. Это производится путем обмыливания стыков и подачи в трубу сжатого воздуха.
Если монтаж конструкции выполнен опытными специалистами согласно всем строительным нормам и правилам, то такая система будет служить очень долго. Применяя электросварные муфты для полиэтиленовых труб в качестве соединительных изделий, при монтаже системы трубопровода, получают визуально однородную и монолитную систему.
Особенности конструкции
Муфта электросварная для полиэтиленовых труб представляет собой цилиндр из полиэтилена низкого давления. Внутренний диаметр муфты чуть больше наружных размеров соединяемых труб. Муфта электросварная ПНД 100 предназначена для соединения прямых участков полиэтиленового трубопровода одного диаметра.
Производители предлагают размерный ряд сварочных фитингов от 20 мм в диаметре до 900 мм. Длина небольшого фитинга зависит от его диаметра в соотношении 1:2,5. Например, муфта электросварная для труб диаметром 20 мм будет длинной 50 мм. Длина сварочного фитинга максимального диаметра чуть больше его значений. Так муфта диаметром 800 мм имеет длину 90 см. Длина муфты на 900 мм составляет 1 м. Производители предлагают муфты электросварные с удлиненным корпусом.
Внутри фитинга размещаются электронагревательные спирали, контакты которых выведены наружу в виде клемм. Материал и локализация нагревательных элементов электросварной муфты предотвращают распространение тепла во внешнюю часть детали.
Сварочный процесс обеспечивается расплавлением полиэтилена под действием температуры. Процесс молекулярной диффузии затрагивает внутреннюю поверхность муфты и внешнюю стенку труб. Полиэтилен расплавляется на определенную глубину и смешивается на молекулярном уровне. При застывании образуется монолитное образование, которое не имеет видимой границы раздела.
Деталь может быть оборудована индикатором процесса сварки. Это позволяет отслеживать процесс соединения и упрощает работы. Крепежи на электросварной муфте позволяют надежно зафиксировать деталь на трубах, что исключает брак при стыке.
Фитинг имеет специальный штрих код на бирке, который считывается сканером сварочного аппарата. Согласно информации штрих кода, аппарат выставляет время и температуру нагрева для получения идеального стыка.

Поскольку процесс сварки обеспечивается молекулярной диффузией расплавленного полимера, то имеет большое значение состав полиэтилена низкого давления в корпусе электросварной муфты. Подавляющее большинство фитингов выпускается из полиэтилена марки 100, но встречаются и муфты из 80. Фитинги 100 марки считаются универсальными. Их разрешается использовать для любых ПНД труб.