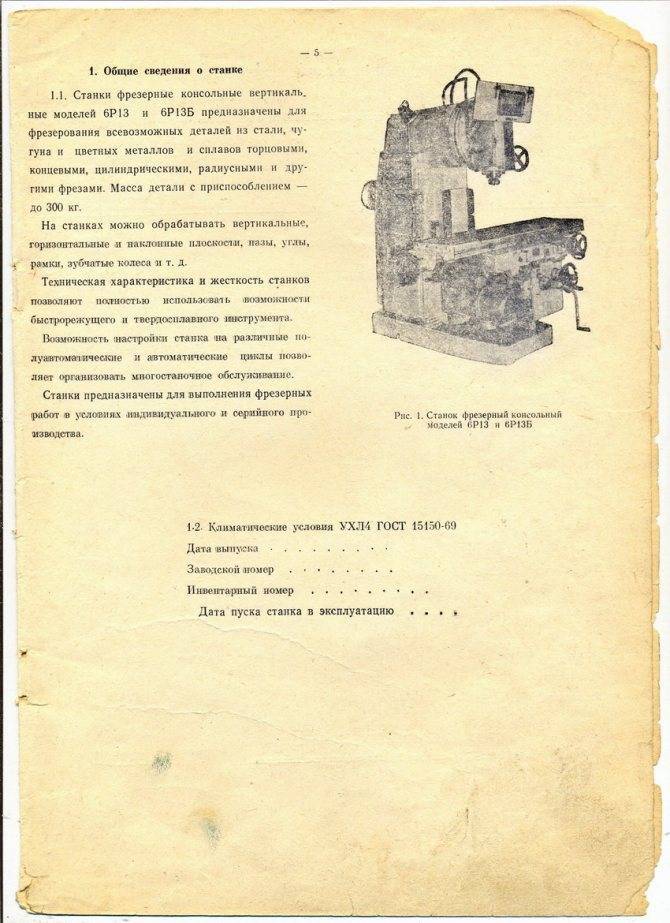
Особенности
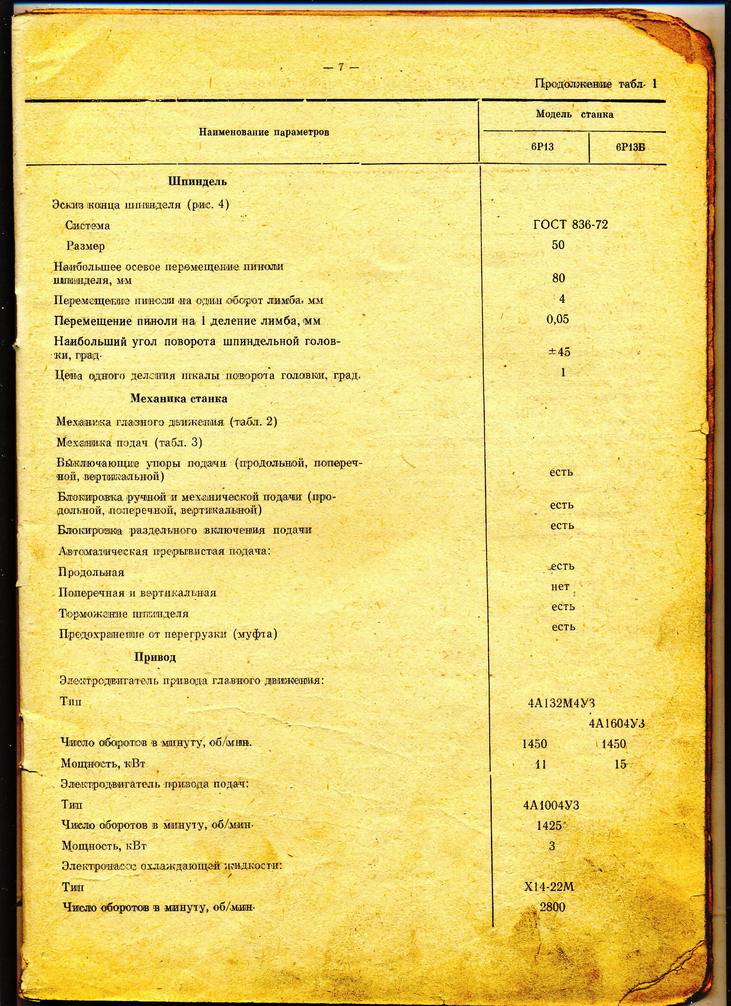
Подробные технические характеристики 6Р13.
- Привод главного движения имеет мощность 11 кВт, у привода подач она составит 3 кВт.
- Максимальные параметры обрабатываемых деталей — по весу — 630 килограммов.
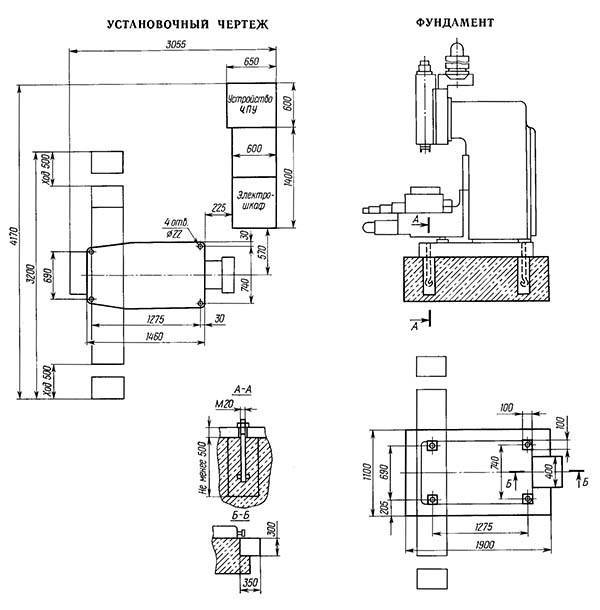
- Габаритные характеристики — 2,57 тыс. мм по длине, 2,252 тыс. мм по ширине, 2,43 тыс. мм по высоте.
- Предусмотрены 22 подачи стола. Продольная и поперечная находятся в диапазоне от 12,5 до 1,6 тыс. миллиметров за минуту.
- Скорость вертикальной подачи часто изменяется в промежутке от 4,1 до 530 миллиметров в минуту.
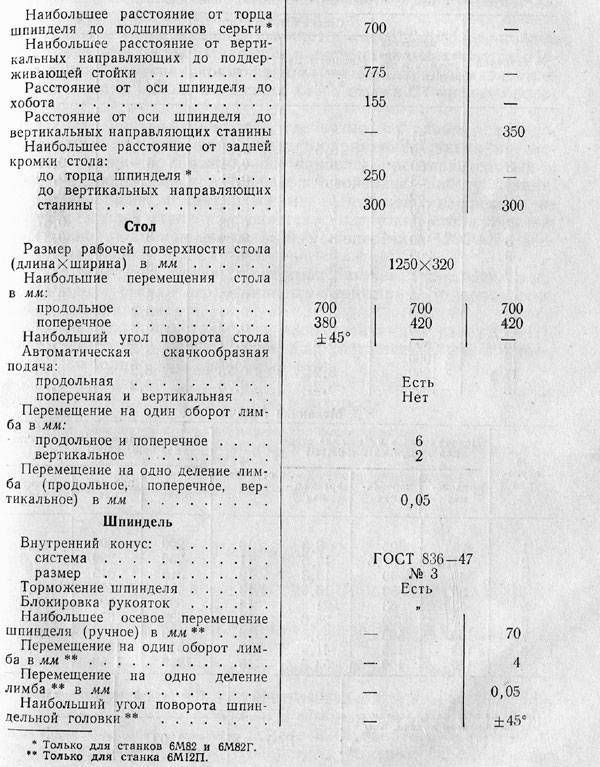
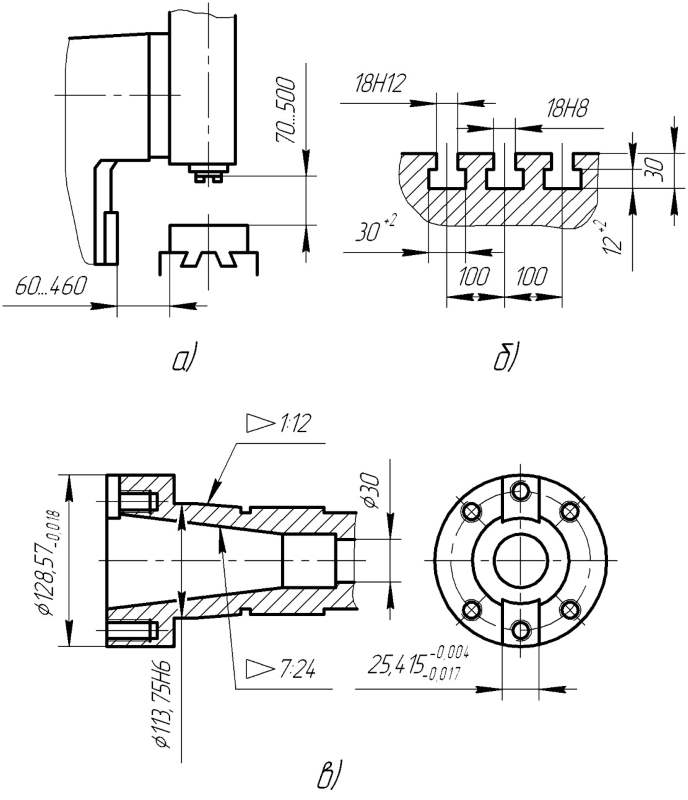
- Угол поворота головки шпинделя возможен до 45 градусов.
- Расстояние от конца шпинделя до стола легко изменять от 30 до 500 миллиметров. Ось шпинделя отстоит от станины на 46 см.
- Изменение положения стола способно находиться в следующих пределах: продольное на 1 тыс. мм, поперечное — 400 мм, вертикальное — 300 мм.
- Одно деление лимба соответствует перемещению на 0,06 миллиметров. Это относится к перемещениям в длину и в ширину, относительно вертикальных отметок.
- Масса составляет 4,3 тыс. кг.
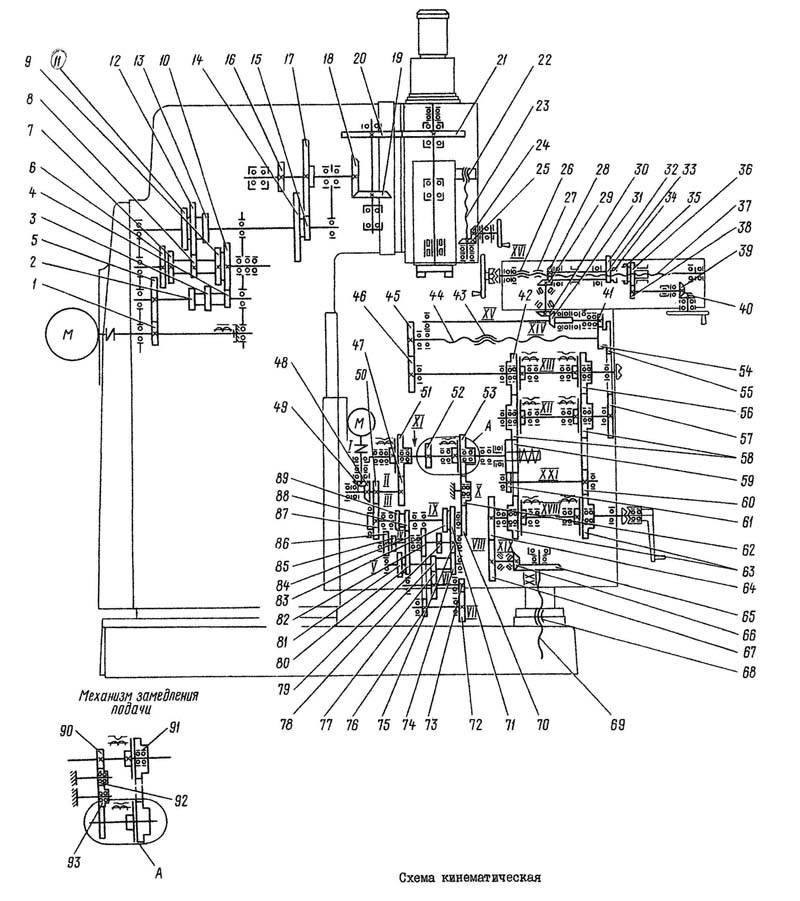
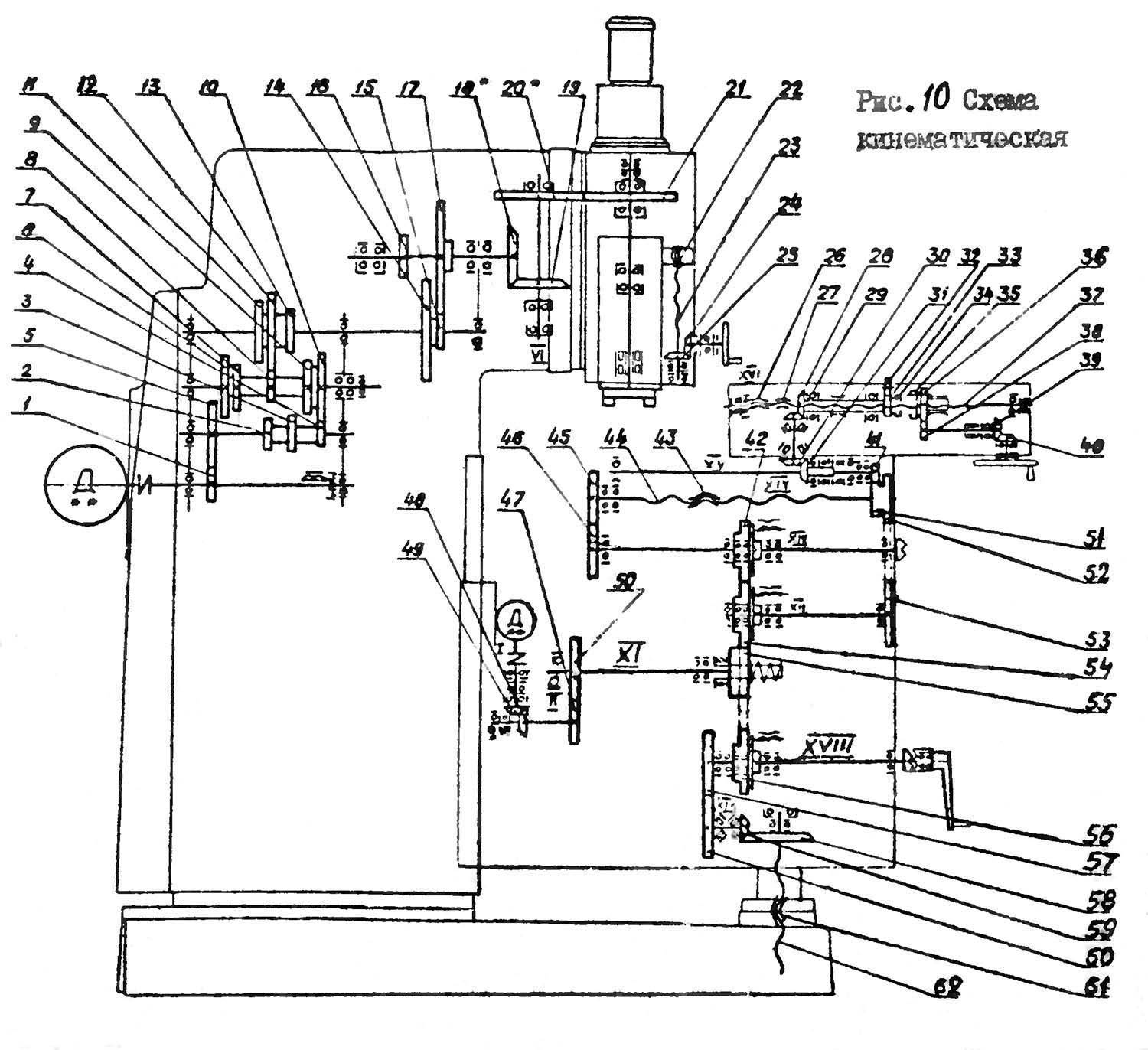
Схема кинематическая консольно-фрезерного станка 6Т13-1
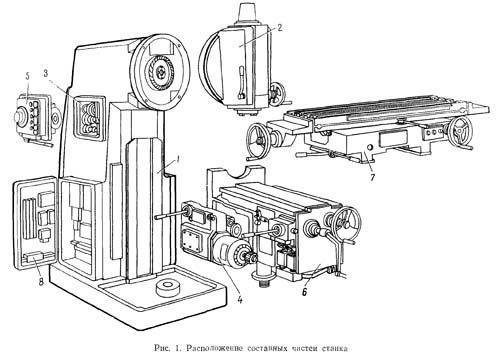
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Т13
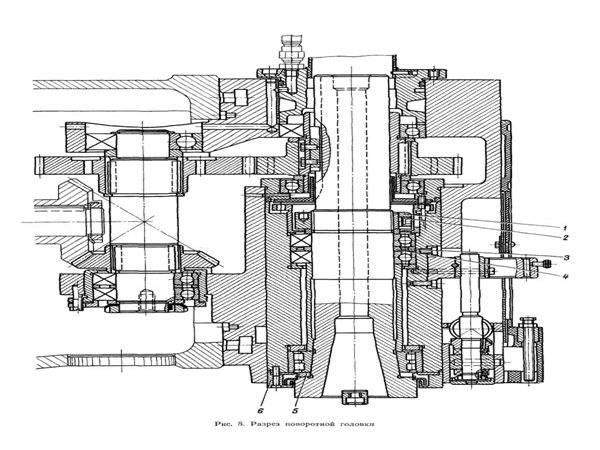
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
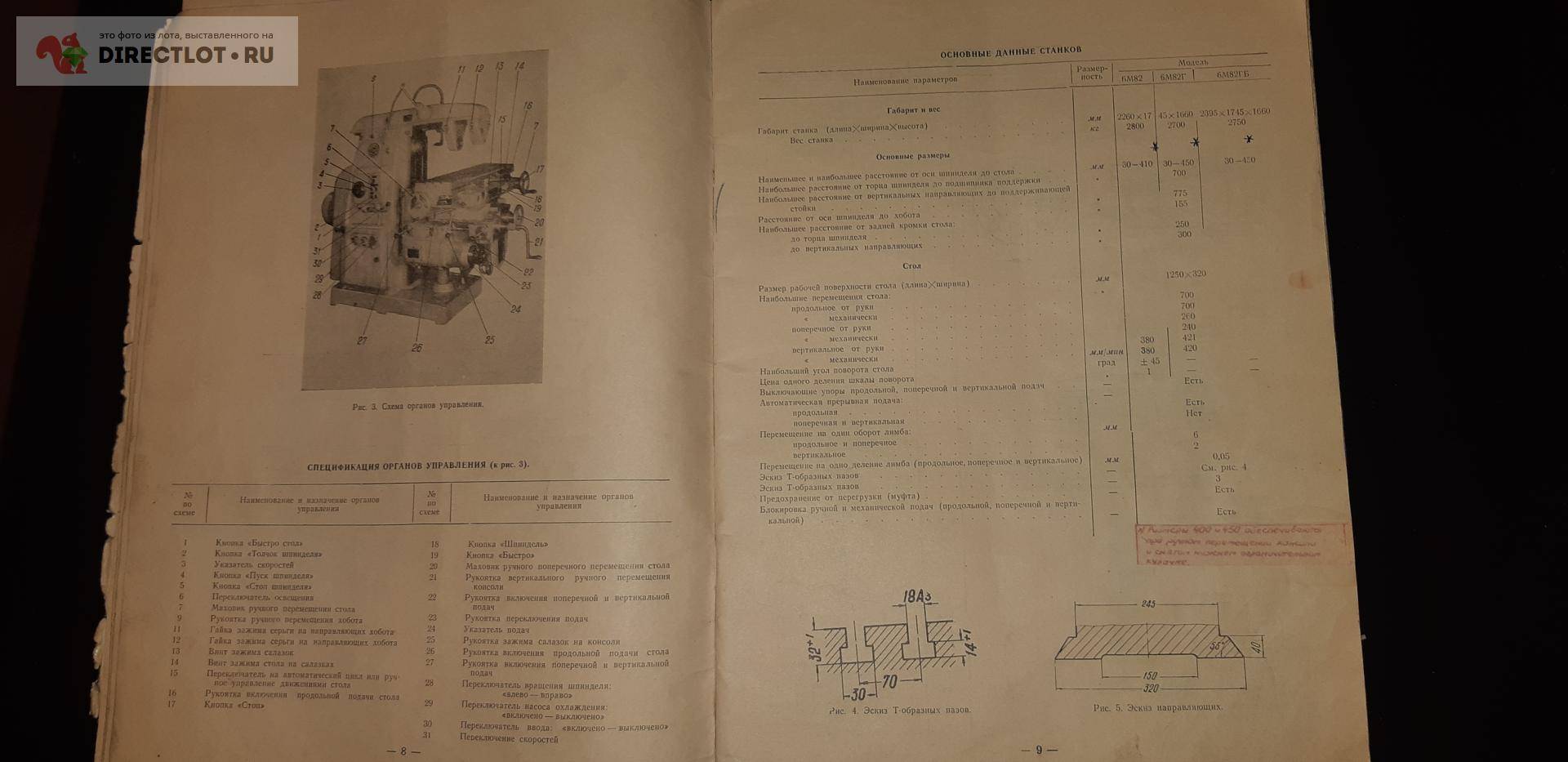
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
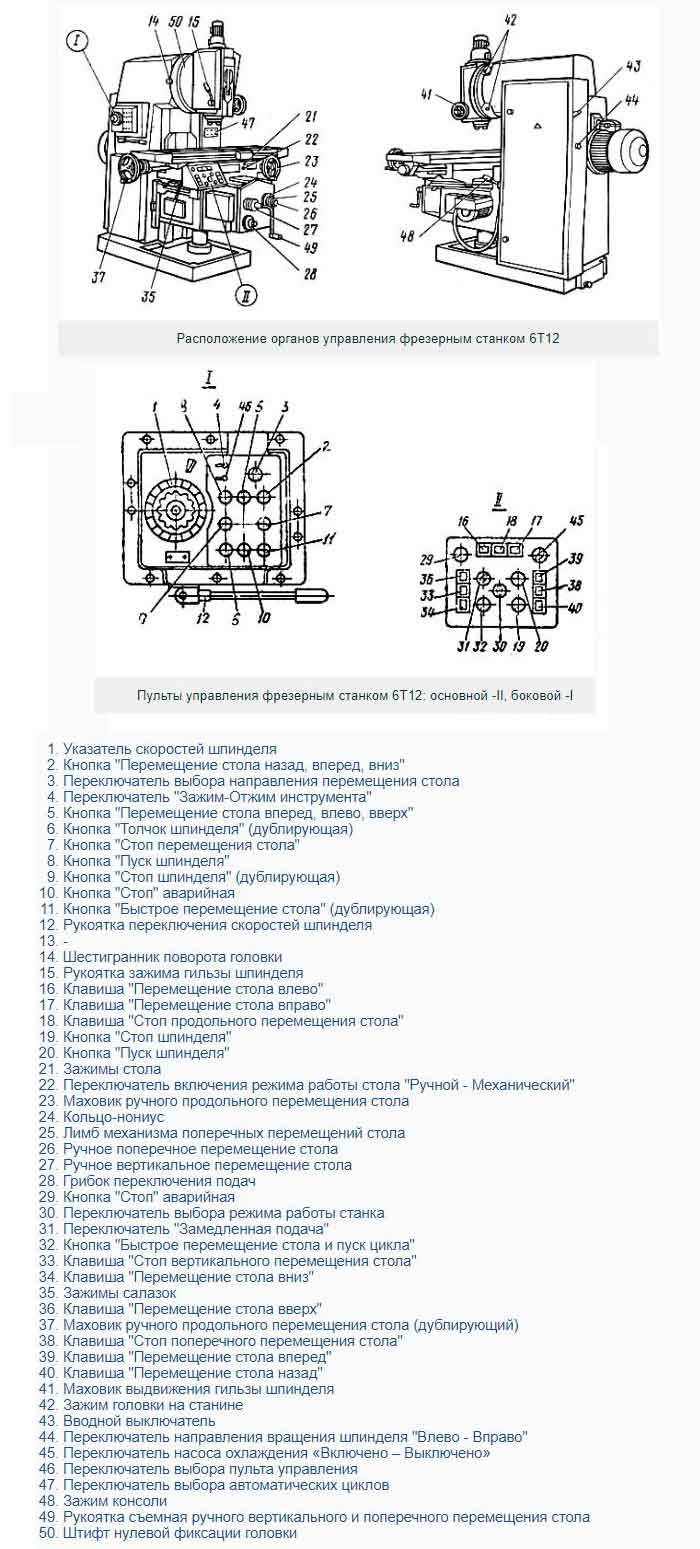
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
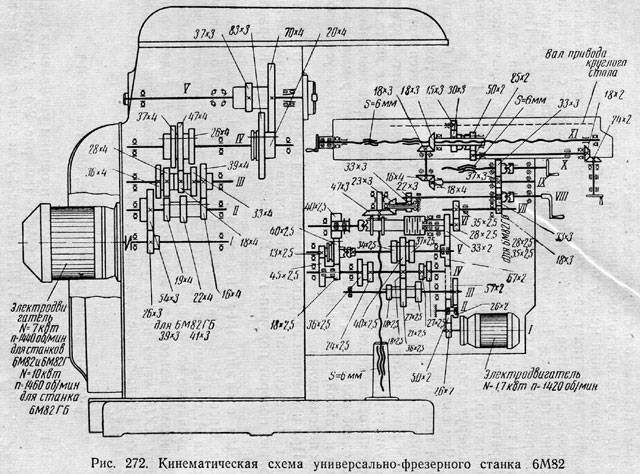
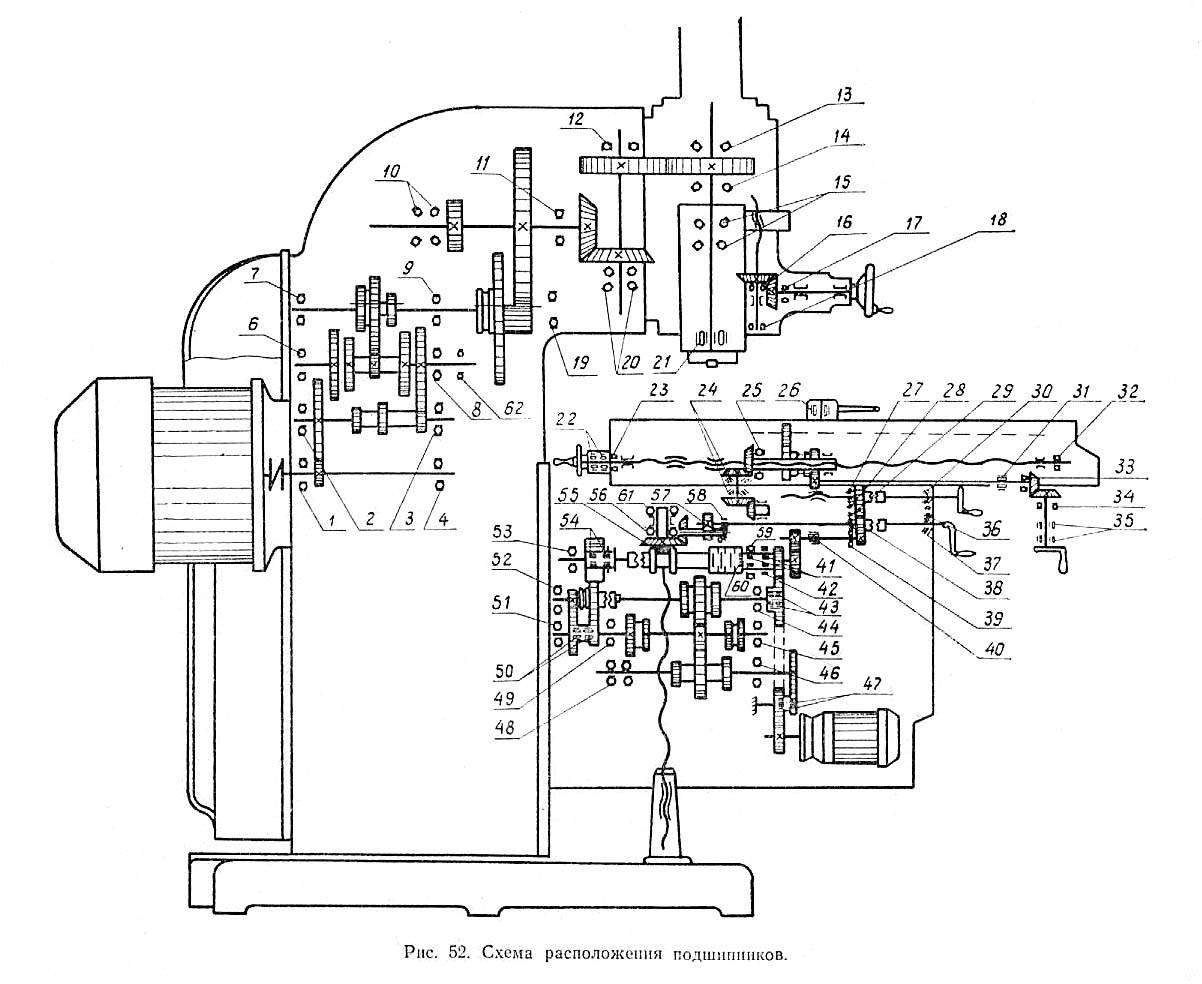
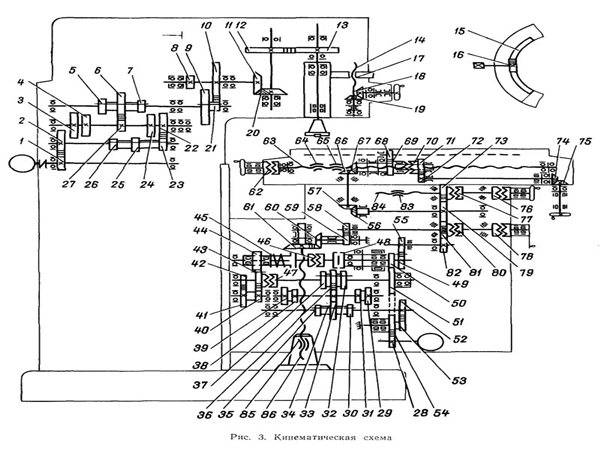
Кинематическая схема
Кинематическая схема оборудования довольно стандартная по своему виду, она необходима инженеру для понимания общего фланга работ и соединения конструктивных деталей. Судя по ней, можно понять, как передается движение из одного узла к другому и почему происходит изменение характеристик и тому подобное.

Привод работает от фланцевого электродвигателя. Они соединяются при помощи качественной муфты. Оборотов шпинделя в минуту может быть различное число. Осуществляется контроль за этой характеристикой при помощи трех зубчатых блоков. Они находятся по валам, что легко можно увидеть на кинематической схеме. Коробка скоростей дает нужный показать шпинделю. В листе эксплуатации устройства указано, что всего может быть 18 скоростей
Следует обратить внимание что:
- привод подач работе от двигателя, который располагается на консоли;
- ускоренные перемещения делаются фрикционом быстрого хода;
- фрикцион работе посредством зубчатых колес;
- муфта подач соединяется с фрикционом;
- муфту и фрикцион допускается включать одновременно, так как они соединены.
На кинетической схеме указывается базис, основная часть — станина. Она фиксируется штифтами на основании станка.
3 Особенности кинематической схемы станка серии
К основным составным элементам агрегата причисляют:
- станину;
- основной и боковой пульт;
- салазки и стол;
- устройство переключения подач и их замедления;
- электромеханизм зажима рабочего приспособления;
- консоль;
- шкаф управления;
- поворотную головку;
- коробку скоростей, коробку подач.
Привод основного движения на 6Т13 выполняется через соединительную муфту упругого типа от электродвигателя мощностью 11 кВт. Шпиндель имеет 18 скоростей, сообщаемых ему коробкой скоростей. Перемещение зубчатых блоков (всего их в конструкции станка 3) дает возможность изменять количество оборотов шпинделя. Двигатель размещается в консоли. Перемещения ускоренного характера становятся возможными при работающем фрикционе. Он получает вращение от двигателя подач мощностью 3 кВт через зубчатые промежуточные колеса.
Так как муфта подач и фрикцион ускоренного хода сблокированы между собой, вероятность их включения в одно и то же время полностью исключается. Базовый узел установки – станина крепится штифтами к основанию. На ней располагаются остальные рабочие компоненты агрегата. В горловине станины (в ее кольцевой выточке) монтируется поворотная головка.

Шпиндель, выполненный в форме вала с двумя опорами, помещается в выдвижную гильзу. Регулируется он по очень простой схеме:
- гильза выдвигается;
- снимается фланец, а затем и полукольца;
- вворачивается (в правой части корпуса) пробка с резьбой;
- производится расконтривание гайки (операция выполняется посредством отвертывания винта);
- осуществляется блокировка гайки (используется стержень);
- подшлифовываются полукольца с целью обеспечения требуемого зазора между буртом шпинделя и подшипником.
Функционирование кинематической системы установки
Кинематическая система
Аппарат имеет крепкую основу. Именно поэтому, конструкция является жесткой, надежной и безопасной. По направляющим передвигается основная рабочая консоль. В саму линейку направляющей встроенный механизм, который передает показатели произведенного перемещения в программное обеспечение.
В специально вмонтированной нише левой части станины есть выключатели, которые, при необходимости, ограничивают движение управляющей консоли. Скоростные передачи переключаются с помощью специальной коробки, которая встроена в механизм рядом с ограничителями. В коробку вмонтировано окно и расположено в правой части станины. Можно обслуживать и налаживать коробку передач, к примеру, менять масло или вышедшие из строя детали.
Ползунки данной модели для фрезеровки металлических изделий движутся по прямоугольным направляющим. Редуктор, салазок и ползунок вмонтированы в шпиндельную головку. За счет шестигранника происходит движение этих элементов. Транспортировка ПО осуществляется через цилиндрические колеса и редуктор электродвигателя.
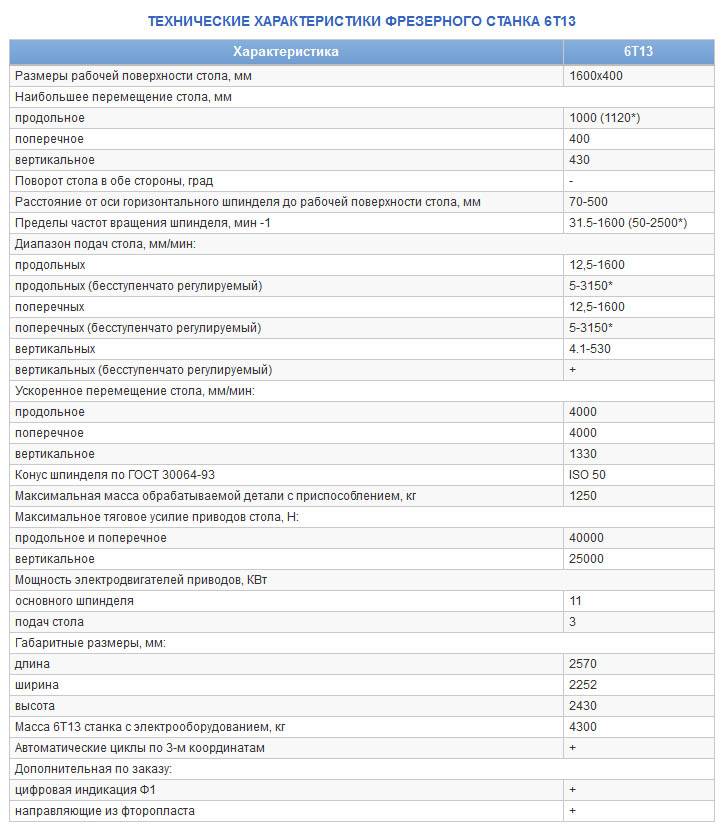
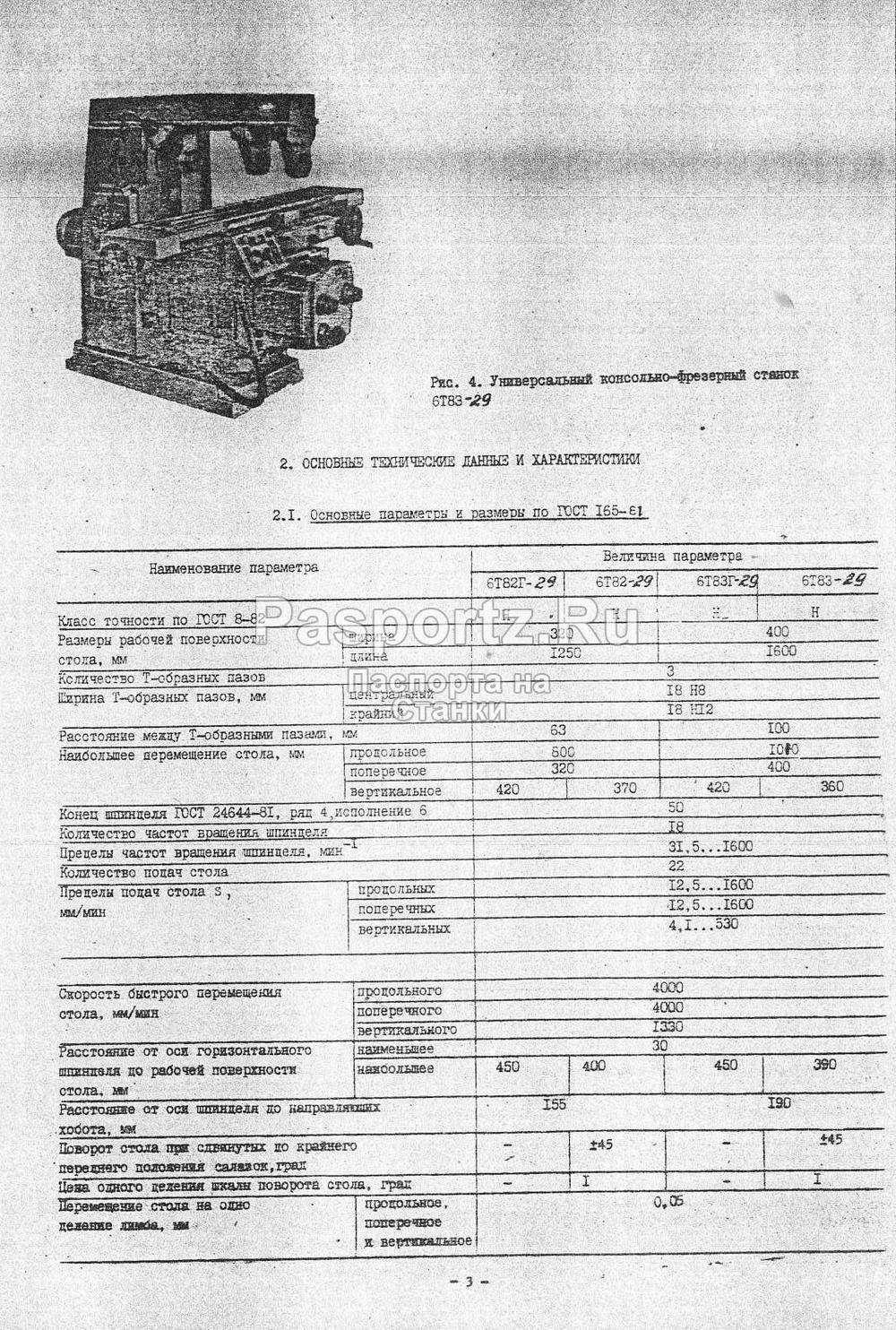
Технические характеристики консольного фрезерного станка 6Т13Ф3
| Наименование параметра | 6Т13Ф3 |
| Основные параметры станка | |
| Размеры поверхности стола, мм | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 400 |
| Наибольший продольный (X), поперечный (Y), вертикальный ход (Z) стола, мм | 1000, 400, 430 |
| Расстояние от торца шпинделя до поверхности стола, мм | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 |
| Наибольший диаметр торцевой фрезы, мм | 125 |
| Наибольший диаметр концевой фрезы, мм | 40 |
| Наибольший диаметр сверла, мм | 30 |
| Шпиндель | |
| Мощность привода главного движения, кВт | 7,5 |
| Частота вращения шпинделя, об/мин | 40..2000 |
| Количество скоростей шпинделя | 18 |
| Перемещение пиноли (гильзы) шпинделя, мм | |
| Перемещение пиноли шпинделя на одно деление лимба, мм | |
| Перемещение пиноли шпинделя на один оборот лимба, мм | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 |
| Рабочий стол. Подачи | |
| Пределы продольных, поперечных подач стола и ползуна (X, Y, Z), мм/мин | 3..4800 |
| Скорость быстрых перемещений (продольных (X)/ поперечных (Y)/ вертикальных (Z)), м/мин | 7,5/ 7,5/ 7,5 |
| Количество подач стола (продольных, поперечных, вертикальных) | Б/с |
| Подача на один импульс (продольное (X), поперечное (Y), вертикальное (Z)), мм | 0,01 |
| Наибольшее допустимое усилие резания (усилие подачи) по координате X, Y, Z, кг | 1600/ 1600/ 1000 |
| Система ЧПУ 2С42-65 | |
| Количество управляемых одновременно управляемых координат при линейной интерполяции | 3/ 3 |
| Количество управляемых одновременно управляемых координат при круговой интерполяции | 3/ 2 |
| Дискретность, мм | 0,01 |
| Электрооборудование и приводы станка | |
| Количество электродвигателей на станке | 10 |
| Электродвигатель главного движения, кВт | 7,5 |
| Электродвигатель привода подач, кВт | 0,85 |
| Электродвигатель установочного перемещения консоли, кВт | 1,5 |
| Электродвигатель зажима инструмента, кВт | 0,25 |
| Электродвигатель насоса СОЖ, кВт | 0,12 |
| Электродвигатель насоса смазки, кВт | 0,27 |
| Электродвигатель вентилятора, кВт | 0,05 |
| Суммарная мощность всех электродвигателей, кВт | 12,17 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 2520 х 3200 х 3002 |
| Масса станка, кг | 5300 |
Список литературы:
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Сведения о производителе консольно-фрезерного станка 6М13П
Производитель фрезерных станков 6М13П Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии М выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1961 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П станок консольно-фрезерный вертикальный 320 х 1250
- 6М13П станок консольно-фрезерный вертикальный 400 х 1600
- 6М82 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6М82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6М82Ш станок консольно-фрезерный широкоуниверсальный 320 х 1250
- 6М83 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6М83Г станок консольно-фрезерный горизонтальный 400 х 1600
- 6Н12 станок консольно-фрезерный вертикальный 320 х 1250
- 6Н13П станок консольно-фрезерный вертикальный 400 х 1600
- 6Н82 станок консольно-фрезерный горизонтальный 320 х 1250
- 6Н82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный 400 х 1600
- 6Т12-1 станок консольно-фрезерный вертикальный 320 х 1250
- 6Т12 станок вертикальный консольно-фрезерный вертикальный 320 х 1250
- 6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250
- 6Т13 станок консольно-фрезерный вертикальный 400 х 1600
- 6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600
- 6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600
- 6Т82 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6Т82-1 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6Т82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6Т82Ш станок консольно-фрезерный широкоуниверсальный 320 х 1250
- 6Т83 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Т83-1 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Т83Г станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Т83Ш станок консольно-фрезерный широкоуниверсальный 400 х 1600
- 6606 станок продольно-фрезерный 630 х 2000
- ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
Основные узлы станка
Станок, как уже говорилось выше, довольно стандартны по всей сборке и количеству устройств. Среди узлов и главных деталей выделяют:
- станину;
- поворотную головку;

- стол и салазки;
- коробки: передач, подач, переключения;
- электрическое оборудование;
- консоль.
Специалисты настаивают на том, что комплектация основывается на использовании только качественных и оригинальных запчастей. Но, как показывает практика, сейчас их найти довольно сложно, поэтому в ход идут детали от других механизмов, если они, конечно, подходят по габаритным размерам.

Поворотная головка и шпиндель вертикально-фрезерного станка Р-серии
Поворотная головка относится к типу запчасти, которые крепится на кольцевой выточке станины. Укрепляется четырьмя болтами. Шпиндель является валом с двумя опорами, который находится в движимой гильзе. Люфт регулируется подшлифовкой. При этом регулировка происходит по алгоритму:
- снять гильзы;
- убрать фланец;
- снять полукольца;
- убрать резьбовую пробу;
- убрать гайки;
- застопорить гайку;
- подтянуть подшипник;
- обкатка шпинделя;
- подшлифовка полуколец;
- закрепление механизма.
Коробка скоростей находится в корпусе станины, несоосность максимум 0,6 миллиметров. Коробка переключения скоростей позволяет внедрять нужную сразу без промежутков.
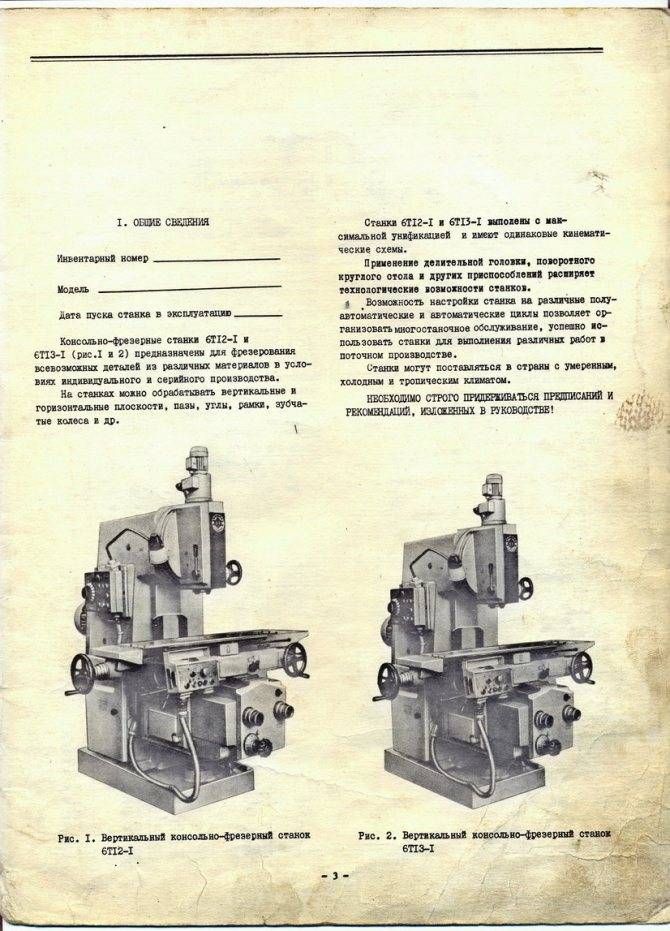
Область применения вертикально-фрезерного станка 6Р13
Если заглянуть в паспорт изделия, то там можно найти все технические характеристики станка. Главная особенность состоит в том, что установлен вертикальный пинольный шпиндель, следовательно, 6Р13 относится к вертикальному типу. Стол крестово-перемещающийся, не двигается в горизонтальной плоскости, но есть и вертикальное перемещение по направляющим стойку. Такой вид движения — крестовый — считается одним из наиболее эффективных, если речь идет об универсальном оборудовании.
Обработка проводится:
- вертикальных и горизонтальны поверхностей; наклонных деталей;
- любых криволинейных, если позволяет их размер установить;
- пазы, углы и рамки.
Работает с различными видами металла, в частности, работы проводятся по чугуну, стали, цветному металлу. Из-за возможности обработки практически любого типа материала, имеющего разные размеры и формы, станок стал универсальным для применения в различных областях промышленности.
Еще нужно обратить внимание на то, что СОЖ используется через двигатель насоса, подается по трубкам через сопло к оборудованию. Есть механизм основного перемещения (тип ручной), он установлен на головке шпинделя. Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу
Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77
Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу. Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77.
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
Технические характеристики консольного фрезерного станка 6Н13
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
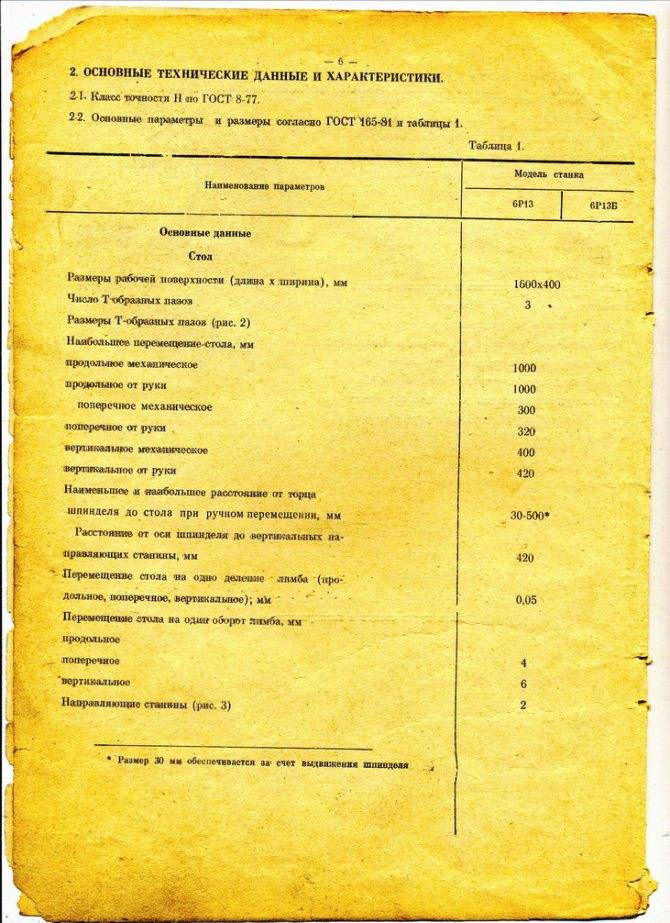
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30..520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6..786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
Список литературы:
Вертикальные консольно-фрезерные станки с поворотной головкой 6Н13П, 6Н13ПБ. Паспорт станка, 1955 Вертикальный консольно-фрезерный станок 6Н12. Руководство по уходу и обслуживанию, 1952 Консольный вертикально-фрезерный станок с поворотной головкой 6Н13П. Краткое описани и инструкция по эксплуатации, 1965Горизонтально-фрезерный станок 6Н82, 6Н82Г. Руководство, 1959 Каталог-справочник сменяемых деталей консольно-фрезерных станков 6Н82, 6Н82Г, 6Н12, Тула, 1973
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
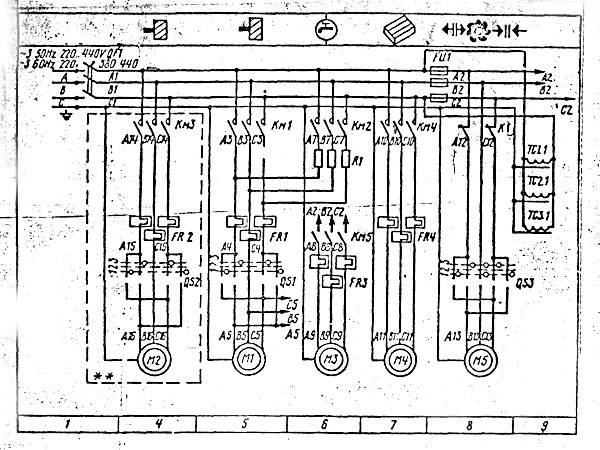
Электрическая и кинематическая схема
Вертикальные станки, оснащенные электроприводами подобной мощности, позволяют использовать сверхтвердые фрезы и максимальную скорость резки. Высокий коэффициент трения компенсируется смазкой, подаваемой плунжерным маслонасосом на элементы привода и основные винты перемещения. Кинематическая система представляет собой передачу импульса с вала двигателя через шарико-винтовые передачи на функциональные оси. Соединения оснащены сменными эластичными муфтами.
Остановка происходит за 5 – 6 сек. Тормозная муфта также предохраняет систему от поломки в случае перегрузки. Стандартное электромеханическое строение и универсальная оснастка допускают расширение возможностей за счет модернизации отдельных узлов, применение большого ряда подходящих запчастей при ремонте.
Все оборудование — Настроить слоган
Агрегат выпускается одним из крупнейших станкостроительных предприятий нашей страны – Горьковским комбинатом, который признается настоящим экспертом в сфере проектирования и изготовления такого оборудования. Станок относится к серии «Т», пришедшей в середине 1980-х годов на смену установкам «Р»-серии.
Фрезерные агрегаты данной группы имеют ряд технологических достоинств:
- долговечность и эксплуатационная надежность;
- наличие нескольких автоматических программ функционирования;
- возможность повышения технологического потенциала оборудования посредством применения поворотного круглого стола, делительной головки;
- повышенная жесткость;
- высокая мощность приводов;
- большой выбор частот подач стола и вращения шпинделя.
Конструктивно станок также характеризуется множеством удачных решений, повышающих эффективность использования фрезерного оборудования.
В нем устанавливаются:
- приспособление, защищающее оператора от стружки, образующейся в процессе обработки заготовок;
- крепления механизированного типа рабочего приспособления в шпинделе;
- защитная муфта, предохраняющая от перегрузок привод подач;
- механизм регулирования (выполняется периодически) показателя зазора в винтовой паре;
- устройство замедления (по пропорциональной схеме) подачи.
Агрегат дает возможность работать с зубчатыми колесами, углами, горизонтальными и вертикальными плоскостями, различными рамками и пазами в трех режимах:
- толчковый;
- аварийный;
- ручной.
При толчковой схеме работы станок может функционировать по заранее нанесенной разметке, осуществлять заданные перемещения рабочего стола. В автоматическом режиме предусмотрено несколько циклов, в том числе и по рамке. Ручной режим считается универсальным. В данном случае управление фрезерной установкой выполняется оператором при помощи рукояток и маховиков, которыми можно задавать быстрые перемещения и рабочие подачи.
Жесткость агрегата имеет высокий показатель, обеспечиваемый наличием направляющих консоли и станины прямоугольной формы. А надежность станка обусловлена смазкой вертикального винта, использование коей уменьшает усилие движения консоли, что увеличивает долговечность фрезерной установки.
К другим высоко оцениваемым специалистами преимуществам станка обычно относят такие:
- снижение времени регулярного обслуживания за счет использования автоматического смазочного устройства, обрабатывающего все узлы агрегата;
- оснащение шпиндельной головки (поворотной) приспособлением для осевого передвижения в ручном режиме (оно позволяет работать с отверстиями с осью, размещенной к поверхности стола под углом ±45°);
- крепление инструмента для фрезерования осуществляется механизировано;
- возможность поворота на ±45° вокруг вертикальной оси рабочего стола (это позволяет обрабатывать винтообразные спирали при условии использования добавочных приспособлений);
- жесткость агрегата и высокая мощность его приводов дает возможность устанавливать инструмент из быстрорежущих сталей, фрезы из инструментальных сталей и с синтетическими сверхтвердыми режущими пластинками;
- отличная точность обработки деталей, которая обуславливается расположением поперечного винта по оси рабочего инструмента.
Основные характеристики агрегата таковы:
- максимальный вес заготовки для обработки – 630 кг;
- размеры станка: 2570 мм – длина, 2430 мм – высота, 2252 мм – ширина;
- параметры стола для выполнения фрезерования – 400х1600 мм;
- масса установки в сборе – 4300 кг;
- механика: наличие прерывистой автоподачи, системы торможения шпинделя, блокировка механической и ручной подачи, выключающих упоров, муфты-предохранителя;
- вертикальные подачи (предельные значения): вертикальные – 4,1–530 мм/мин, продольных и поперечных – 12,5–1600 мм/мин;
- максимальный ход стола: вертикальный – 430 мм, поперечный – 400 мм, продольный – 1000 мм.