Техническая характеристика акустической установки
Производительность т/ч (до)….2
Вместимость резервуара, л…150
Электродвигатель:
мощность, кВт…2,8
напряжение, В…220/380
частота вращения, …25
Частота акустических колебаний, …3000
Габаритные размеры, мм:
вибрирующей пластины…25X10X0,8
установки….800X650X900
Масса, кг…130
Вихревая мельница ВМ-6 производительностью 300—350 кг/ч
окрасочных составов и 50 кг/ч эмульсии состоит из корпуса и электродвигателя
мощностью 4,5 кВт, прикрепленного к крышке мельницы. К валу электродвигателя
крепится устройство с засасывающей воронкой, лопастями и диспергирующей
решеткой.
Перед началом работы в корпус мельницы заливают жидкость, а
после включения электродвигателя вводят пастообразные или порошкообразные
пигменты. При этом происходит засасывание смеси через решетку и удар массы о
поверхность решетки, в результате чего частицы пигментов дробятся и
перемешиваются. Перемешенная масса через отверстие стекает в корпус, где вновь
засасывается через решетку, и процесс повторяется до получения однообразной
массы.
Вихревые диспергаторы ВД-75 и СО-128 для получения
масляных и других составов в стационарных и передвижных малярных мастерских
состоят из каркаса бункера, электропривода и выпускного затвора. В бункер
закладывают необходимые компоненты и включают электропривод. Процесс
приготовления состава 5— 10 мин, после чего его сливают через выпускное
отверстие в бидон.
Вибросита. Вибросито СО-3 (рис. 39) предназначено для
процеживания готовых окрасочных составов перед их употреблением.
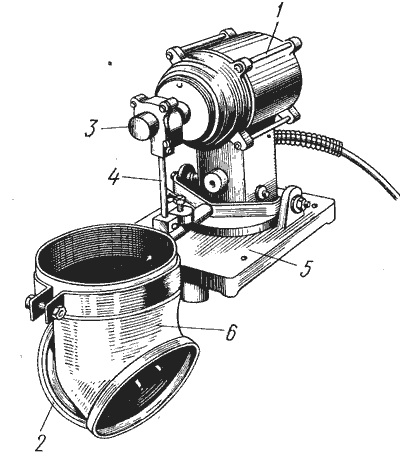
Рис. 39. Вибросито СО-3: 1 — электродвигатель, 2 —
сетки, 3 — эксцентрик, 4 — шатун, 5 — плита, 6 — корпус сита
На конец вала электродвигателя насажена муфта с эксцентриситетом
0,4мм, на муфту — шарикоподшипник эксцентрика 3; наружное кольцо заключено в
головку, которая крепится к шатуну 4 штифтом. Штифт жестко связан с рычагом.
Концы рычага эластично соединены с плитой 5. Рычаг служит для поддержания
корпуса 6 сита. В корпусе с помощью специальных колец укреплены две сетки 2.
При включении электродвигателя муфта через шатун сообщает колебательные движения
рычагу, от которого через обойму они передаются корпусу сита.
Выбор краскотёрки
Основными параметрами являются производительность и размеры перетираемых частиц. При невысоких требованиях можно ограничиться одноступенчатой краскотёркой типа СО-1, которая отличается простотой обслуживания и малыми габаритами. Повышенное качество перетирки обеспечит трёхвалковая краскотёрка – отечественная модели З-120-250 или импортная Exakt-50. Необходимо помнить, что из-за специфики конструкции данное оборудование нельзя использовать при пониженных температурах окружающей среды. Наивысшей производительностью обладают двухступенчатые жерновые краскотёрки отечественного производства СО-116А, СО-110А и СО-223.
https://www.youtube.com/watch?v=M1VMRpzfpRQ
Браслет-мультитул. Украшение с большими возможностями
Пневмонагнетатель. Быстрая транспортировка строительных растворов
2.1 Окраска масляными составами
Масляными красочными составами поверхности окрашивают в защитных и декоративных целях. В том случае, когда главным являются защитное назначение покрытия, применяют составы, образующие глянцевые пленки. При образовании глянцевых пленок пигменты погружаются в толщу красочного покрытия, поверх пигментов находится сплошной слой связующего, зеркально отражающего свет. При декоративной окраске поверхностей внутри здания примелют матовые покрытия. Эти покрытия смягчают цветовые тона краски, делают менее заметным дефекты штукатурки, бетона, древесины. Чаще всего матовые покрытия получают, снижая в пленке количество связующего и заменяя его испаряющимся растворителем или вводя в составы матирующие добавки — пчелиный и искусственный воск, разведенный в растворителе.
При матировании воском пластинки его всплывают и, располагаясь на поверхности покрытия под различными углами, также рассеянно отражают падающие на него лучи света.
Такие покрытия красивы, но прочность их невелика. Кроме того, пленки высыхают медленно, так как на поверхности образуется пленка, препятствующая испарению растворителя из толщи пленки и проникновению в нее кислорода для окисления масла. При подготовке под окрашивание матовыми неводными составами поверхности грунтуют олифой или краской и окрашивают в
•дин слой жирным масляным составом до глянца. При этом не должно быть матовых пятен и следов недостаточной жирности окраски, так как наличие пятен приводит к образованию более темных мест в матовой окраске и вызывает необходимость в переделке. Гак окрашивают штукатурку, бетон и иногда дерево.
При приготовлении матовых декоративных составов с большей насыщенностью пигментами, чем глянцевые, часть тертых на масле пигментов заменяют сухими, которые затирают на растворителе (табл.1).
Таблица 1.
Матовые декоративные составы
Компоненты | Красочные составы | |||
1-й | 2-й | 3-й | 4-й | |
Белила тертые | 4,0 | 3,2 | 5,0 | — |
Белила сухие цинковые | 1,0 | 1,0 | 2,0 | В необходимом количестве |
Пигменты сухие | 2,0 | 1,5 | 3,0 | |
Олифа оксоль | 2,0 | 1,0 | 3,0 | 3,0 |
Скипидар | 3,0 | 3,0 | 1,0 | 6,0 |
Сиккатив | 0,1 | 0,1 | 0,1 | 0,1 |
Примечание. Перечисленные в таблице матовые составы расположены, начиная с менее матового №1, кончая матовым предельной сухости №4.
Способ приготовления. Сухие белила и пигменты перетирают с растворителем до сметанообразной консистенции. Белила тертые разводят олифой и остатком скипидара, вводят в них перетертые в скипидаре сухие белила, пигменты и сиккатив. Состав перемешивают и процеживают на вибросите СО-3 с сеткой 0,25 — 0,2. Составы наносят на поверхности макловицей, валиком с меховым чехлом или кистью-ручником. Свежеокрашенную поверхность обрабатывают торцовкой.
При приготовлении восковых матовых покрытий готовят состав по рецепту:
Белила цинковые тертые ……. 2,0
Белила цинковые сухие …….. 1,0
Скипидар ………………. 1,0
Воск натуральный …………. 0,2
Олифа натуральная ………… 0,15
Сиккатив жидкий …………. 0,15
Пигменты сухие по потребности
Способ приготовления. Воск измельчают, заливают пятикратным количеством скипидара и выдерживают до полного растворения. Сухие цинковые белила и сухие пигменты разводят половинным количеством скипидара и перетирают на краскотерке.
Белила тертые разводят остатком скипидара и сиккативом, затем вводят в состав сухие пигменты и цинковые белила, перетертые на скипидаре. Состав хорошо перемешивают, затем вводят раствор пчелиного воска. Состав вновь перемешивают.
Состав наносят на поверхность кистью-ручником, растушевывая красочный слой и обрабатывая его жесткой щеткой-торцовкой с тщательно выровненным волосом. Выравнивание волоса щетки-торцовки производят обжигая ее на раскаленной плите. При работе щеткой-торцовкой необходимо следить за тем, чтобы не образовывать повторно проторцованную и уже несколько окрепшую поверхность. Это может привести к образованию более светлых мест, резко выделяющихся на общем фоне.
Материально-технические ресурсы
4.1. Потребность в основных материалах и полуфабрикатах
Таблица 4
Наименование материалов | Ед. изм. | На 100 м2 поверхности | |
водоэмульсионная окраска | масляная окраска | ||
Олифа | кг | – | 2,4 |
Колер, готовый для огрунтовки под масляную окраску | – » – | – | 4,9 |
Грунтовка мыловарная (под водоэмульсионную окраску) | – » – | 10,1 | – |
Олифа | – » – | – | 8 |
Краски для подцветки (проолифка поверхностей) | – » – | – | 0,4 |
Шпаклевка клеемасляная (частичная подмазка) | – » – | 5 | 5 |
Шпаклевка клеемасляная (сплошное шпаклевание) | 45,7 | 45,7 | |
первая | – » – | ||
вторая | – » – | 28,7 | 28,7 |
Колер масляный | – » – | – | 22,8 |
Олифа | – » – | – | 11,6 |
Водоэмульсионная краска | |||
первая | – » – | 18,7 | – |
вторая | – » – | 14,2 | – |
4.2. Потребность в машинах, оборудовании, инструментах и приспособлениях на звено
Таблица 5
Наименование, назначение | Кол-во, шт. | Нормативный документ, организация, калькодержатель |
Краскотерка СО-116 (для перетирки шпаклевок и красок) | 1 | выпускается промышленностью |
Вибросито СО-3А (для процеживания окрасочных составов) | 1 | – » – |
Электрокраскопульт СО-22 (для нанесения грунтовки) | 1 | – » – |
Машина для шлифования шпаклевки ИЭ-2201А | 1 | – » – |
Пылесос (для обеспыливания поверхности при шлифовке) | 1 | ГОСТ 10280-75 |
Штукатурный нож (для расшивки трещин) | 2 | Черт. 316.00.000 ВНИИСМИ Минстройдормаш СССР |
Шпатель малярный типа ЩД-45 | 2 | ГОСТ 10778-76 |
Шнур разметочный в корпусе | 1 | ТУ 22-3527-76 |
Шпатель малярный типа ШМ-75 | 2 | ГОСТ 10778-76 |
Скребок металлический | 1 | Черт. № ШИ-28 треста Оргтехстрой Главсредуралстроя |
Ванночка с сеткой | 1 | ТУ 494-01-104-76 |
Валик для окраски поверхностей | 2 | ГОСТ 10831-72 |
Кисть-ручник КР-35 | 2 | ГОСТ 1059.-70 |
Кисть филенчатая | 2 | ГОСТ 10507-70 |
Кисть-макловица | 2 | ГОСТ 10537-70 |
Ведро | 2 | выпускается промышленностью |
Очки защитные | 2 | ГОСТ 124003-74 |
Перчатки резиновые | 2 | ГОСТ 124020-76 |
Респиратор ШБ1 | 2 | ГОСТ 124028-74 |
Столик складной двух высотный | 2 | УМОР ГМС черт. № 298-A.00.00 |
Рейка контрольная длиной 2 м | 1 | Черт. № ТЭ276 треста Оргстрой Минстроя ЭССР |
Кисть флейцовая КФ-62 | 2 | ГОСТ 10597-70 |
Щетка торцовая ЩТ-1 | ГОСТ 1059-70 | |
Шпатель с ванночкой | черт. TЭ268 траста Оргстрой Минстроя ЭССР | |
Приспособление для шлифовки поверхностей | черт. № К-902 треста Ленинградоргстрой |
Рис. 1.
Рис. 2.
Рис. 3.
Рис. 4.
Рис. 5.
Рис. 6.
Рис. 7.
Приложение 1
Объем 100 м2

Приложение 2
Схема организации рабочего места
А. Масляная окраска валиком
Б. Шпаклевание поверхностей
В. Шлифовка прошпаклеванных поверхностей
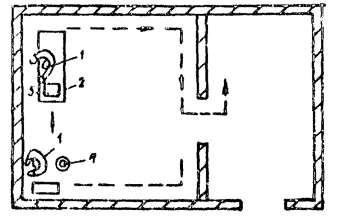
Условные обозначения:
1 – маляры; 2 – столик-подмости; 3 – емкость с краской; 4 – шлифовальный круг; 5 – шлифование труднодоступных мест вручную.
Назад
Вперёд
Виды краскотерок
Краскотерка — это аппарат для перетирания пастообразных или жидких составов, используемых для малярных работ, приготовления меловых паст, некоторых клеев и шпаклевок. В продаже есть два типа краскотерок — валковые и жерновые. Первые применяются преимущественно на крупных краскозаготовительных предприятиях и заводах по производству ЛКМ. Маляры чаще используют жерновые устройства, которые имеют возможность работать с разными типами растворов.

Валковые краскотерки
Измельчение компонентов в таких аппаратах происходит в результате прижимного действия валков, которые вращаются в разные стороны, а красящая паста перетирается между ними. Валки закреплены на станине, их может быть от 1 до 9. Самыми популярными являются трехвалковые краскотерки. Есть в продаже и одновалковые устройства — в них краска растирается между валком и перетирочным брусом.
Валки в краскотерках такого типа делают из прочного чугуна. Раньше они изготавливались из гранита, который слишком сильно нагревался, и часть пигментов от этого меняла оттенок. Чугун позволил увеличить время непрерывной работы прибора и его КПД. Также производительность валковых краскотерок обусловлена иными факторами:
- размером валков;
- скоростью вращения;
- величиной зазоров между валками;
- характеристиками краски.
 Лабораторная трехвалковая краскотерочная машина
Лабораторная трехвалковая краскотерочная машина
Жерновые краскотерки
Такие устройства содержат два жернова, один из которых является неподвижным. Они отвечают за перетирание краски или смешивание сухих компонентов с растворителями. Лишь с целью измельчения водоэмульсионных красок, поверхностное натяжение которых низкое, могут применяться краскотерки с двумя подвижными жерновами. В остальных случаях активность двух элементов сразу может вызвать заклинивание аппарата.
Красящие частицы проталкиваются в зазор между жерновами, размер которого можно менять посредством действия регулирующего устройства. Последнее находится на валу редуктора. Жерновые краскотерки делятся на одноступенчатые и более распространенные двухступенчатые.

Основными элементами конструкции являются:
- рамная станина;
- электродвигатель;
- клиноременная передача;
- рабочий вал;
- воронка для загрузки;
- питатель шнекового типа;
- узел предварительного измельчения (нож и сито);
- верхний и нижний жернова;
- узел регулировки;
- крышка с уплотнительными элементами;
- чаша;
- окно выдачи готового продукта.
Одноступенчатые краскотерки не имеют узла предварительного измельчения, потому являются менее производительными. Также в продаже есть подтип жерновых аппаратов — дисковые краскотерки, которые способны осуществлять самый тонкий помол компонентов.
Приготовление окрасочных составов (колеров)
Приготовление окрасочных составов, красок или колеров является самой трудной и ответственной задачей. Колер надо приготовить так, чтобы он был нормальной густоты, ложился ровным слоем на окрашиваемые поверхности, а главное, отвечал заданному архитектором или художником образцу. Чтобы приготовить колер нужного цвета, его составляют из нескольких пигментов, так как из одного или двух пигментов подобрать нужный цвет колера невозможно. Колеры в зависимости от наличия в них пигментов принято делить на цельные, густые, нормальные и разбеленные.
Цельные колеры в основном состоят из какого-либо одного основного пигмента. Например, чистый цельный белый колер — из мела, колер желтого цвета — из охры, синего — из ультрамарина и т. д., но без добавления в них мела, извести или белил.
Густые колеры состоят из основного пигмента, но с небольшим разбеливанием, т. е. путем добавления в него небольшого количества белого пигмента. Например, основной пигмент (охра) —70—80%, а белый (мел или белила) —30—20%.
Нормальные колеры состоят приблизительно из равного количества основного и белого пигмента, например сурика 50%, мела или белил —50%.
Разбеленные колеры состоят в основном из белых пигментов. Для подцветки в них добавляют один или разные пигменты в небольшом количестве. Например, берут мела 90%, а ультрамарина — до 10%.
Следует знать, что для получения ровной окраски без просвечивающих мест грунтовку и шпаклевку рекомендуется приготовлять цветную под цвет колера, добавляя в нее нужного цвета пигмент.
Все колеры после их приготовления рекомендуется перетереть на краскотерке. Этим не только достигается однотонность колера, но и растираются дополнительно мельчайшие частицы.
В практике колеры делят на светлые и темные, а также на теплые и холодные.
Светлые колеры обычно бывают разбеленными. В них добавляют мел или белила. Чем сильнее разбеливают колеры, тем они становятся светлее. Колеры, напоминающие по цвету огонь, называют теплыми. К ним относятся красные, желтые и оранжевые цвета.
Колеры, напоминающие по цвету глубину воды, называют холодными. К ним относятся синие, голубые и синевато-зеленые цвета. Это деление основано на том принципе, что если в колере преобладает больше красного цвета, значит, он теплый, если больше синего цвета, — он холодный. Окрасочные составы или колеры делятся на клеевые, известковые, силикатные, масляные и др.
Краскотерки — Справочник
С жидкостью довольно трудно смешивать порошки, пасты и т.д. Возможно образование комков, сгустков, так как жидкость способна обволакивать частицы сухого материал, не впитываясь в них. Каков же выход из этой ситуации? Должно иметься устройство, способное перетереть эти комки. Такие аппараты есть, и называются они краскотёрками.
Виды краскотёрок и их использование
Вообще-то среди всего разнообразия размеров, цветов, мощностей, качества перетирания можно выделить всего два вида краскотёрок:
- — вальковые;
- — жерновые.
Вальковые используют, в основном, на крупных краскозаготовительных предприятиях. А вот для перетирания и одновременного перемешивания меловой пасты, шпатлёвок, синтетических и клеевых масляных составов на месте малярных работ, или, как говорится, в полевых условиях, используют жерновые краскотёрки.
Вальковые краскотёрки
В таких аппаратах на станине закреплены валки. Их количество колеблется от одного до девяти. Валки вращаются в разные стороны по отношению друг к другу, красочная же паста перетирается, проходя между ними. Величина измельчения, таким образом, будет зависеть от величины промежутка между валками. В том случае, если краскотёрка одновалковая, перетирание осуществляется между вращающимся валком и неподвижным перетирочным брусом. Валы делались из гранита, нынче — из закалённого чугуна. Гранитные уходят в небытие, и для этого есть веские причины: гранит сильно греется, а пигменты от повышенной температуры меняют цвет. Чтобы этого не происходило, надо часто останавливать краскотёрку. Чугун же и греется медленнее, и внутрь валков можно подать воду для охлаждения. Таким образом, с применением валков из чугуна увеличилось время работы, следовательно, увеличилась производительность краскотёрки.
Производительность зависит ещё и от следующих факторов:
- — от количества и размера валков;
- — от скорости вращения последнего валка;
- — от величины зазора между валками;
- — от колическтва пропусканий краски через краскотёрку;
- — от физических характеристик краски (плотности, величины размола и т.д.).
Жерновые краскотёрки
Они и аналогичные им по устройству и принципу работы дисковые краскотёрки используют другую технологию работы и имеют другой вид.
Сверху через загрузочную воронку в аппарат поступает краска или же сухие компоненты и растворители. Внутри находится два жернова, один из них неподвижный. Краска перетирается жерновами, причём тонкость помола зависит от зазора между жерновами. Этот зазор можно изменять регулирующим устройством, находящимся на валу редуктора.
Жернов приводится в движение электромотором. Чтобы краска интенсивнее захватывалась, на поверхности жерновов есть насечки-бороздки. Конечно, со временем жернова поддаются износу, и, чтобы зазор между ними не увеличивался, его постоянно проверяют и периодически регулируют.
Корпус жерновой краскотёрки одновременно является чашей, куда после жерновов поступает краска. Из чаши через разгрузочный лоток краска отправляется в нужную тару.
Дисковые краскотёрки, являясь аналогами жерновых, осуществляют более тонкий помол ингредиентов.
Еще о красках:
— Удаление красок, клея и ржавчины
— Термостойкая краска
— Алкидная эмаль, ее особенность и применение
— Молотковая краска
— Огнезащитные краски
— Сухие краски
— Краска для стен
— Растворители для красок
— Специальные эффекты при покраске
— Колеровка краски
Еще о подготовке поверхностей и окраске строительных конструкций:
— Покрасочное оборудование
— Агрегат окрасочный
— Агрегаты окрасочные высокого давления
— Воздухонагреватели строительные
— Гидропескоструйные аппараты передвижные
— Краскопульт пневматический
— Мешалки-смесители и диспергаторы. Мешалка для окрасочных составов
— Сушильные установки для стройки
— Штукатурная станция
— Установки безвоздушного распыления
загрузка…
Технические характеристики мешалок
СО-140 | СО-150 | СО-137 | |
Производительность, л/ч . | 300; 500 | 360; 720 | 190 |
Давление насоса, МПа | 2 | 2 | 2 |
Расход воздуха, м3/мин | 0,15 | 0,15 | 0,15 |
Мощность электродвигателя, кВт | 1,1 | 1,5 | 3 |
Габаритные размеры, мм | 300X700X1000 | 1280X580X820 | 1000X690X900 |
Масса, кг | 60 | 120 | 60 |
Насос-эмульгатор 0-58 производительностью 300—500кг/ч предназначен для приготовления эмульсий, перемешивания окрасочых составов и их перекачивания. На валу электродвигателя закреплен валик насоса с четырехзахватным винтом вместимостью бункера 40кг. Нижний конец валика вращается в шарикоподшипнике, расположенном в нижней части корпуса насоса. Там же имеются три окна, через которые засасываются перекачиваемые составы. В верхней части корпуса патрубок с выходной трубкой снабжен краном. При закрытом кране и совпадении отверстий корпуса и кожуха состав интенсивно перемешивается. Для перекачивания окрасочных составов перекрывают отверстия в корпусе кожуха и открывают кран.
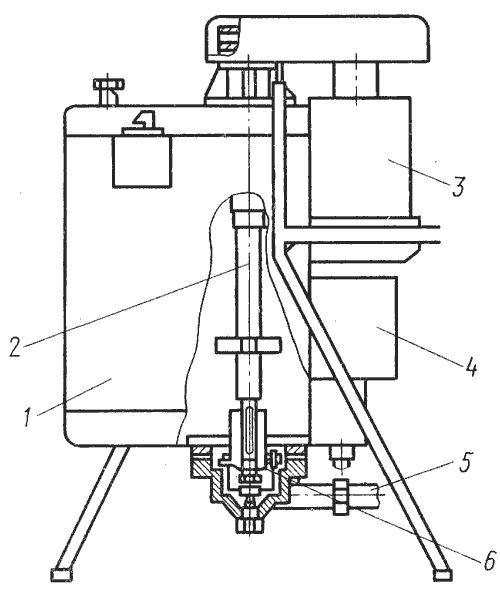
Рис. 37. Мешалка СО-140: 1 — рама с бункером, 2 — вал с турбинкой, 3 — электродвигатель, 4 — защитно-отключающее устройство, 5 — рукав для выгрузки; 6 — разгрузочное устройство
Акустическая установка для приготовления эмульсий (рис. 38). Компоненты эмульсии (олифа и вода), находясь в акустическом поле, интенсивно дробятся на мельчайшие частицы и смешиваются, в результате получают эмульсию с высокой стойкостью и способностью не расслаиваться при длительном хранении. Приготовление эмульсий на акустических установках упрощает технологию процесса и исключает необходимость применения каких-либо веществ, стабилизирующих эмульсию.
Вода, входящая в состав эмульсий, после окраски поверхности постепенно испаряется, образуя сплошную масляную пленку. Масляная окрасочная пленка из эмульсии тоньше, чем пленки из чистой олифы. Водомасляная эмульсия, полученная на акустической установке, позволяет экономить до 50% олифы.
Установка размещена на опорной раме 4. На ней установлены вихревой насос 5 с электродвигателем 3 и резервуар на четырех стойках 2. К днищу резервуара одним концом приварен патрубок б всасывания, другой конец патрубка присоединен к всасывающей горловине насоса 5. К нагнетательной горловине насоса прикреплен напорный трубопровод 7, другой конец которого введен в резервуар, где он разветвляется на три патрубка 10. К каждому патрубку присоединен многопластинчатый гидродинамический вибратор-излучатель. На напорном трубопроводе имеется манометр 1.
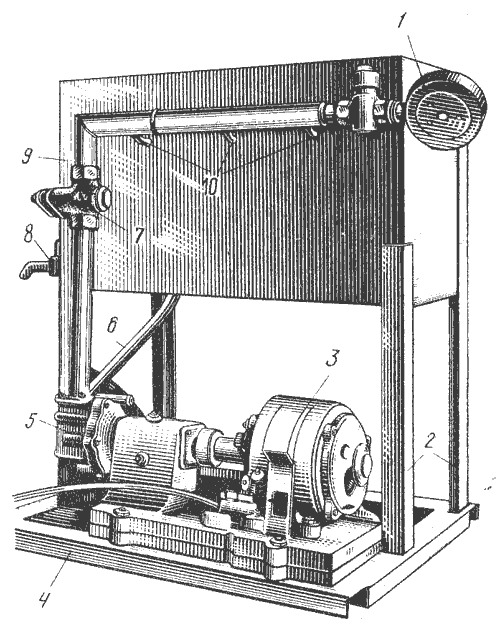
Рис. 38. Акустическая установка для приготовления водомасляной эмульсии: 1 — манометр, 2 — стойки, 3 — электродвигатель, 4 — опорная рама, 5 — насос, 6 — патрубок всасывания, 7 — напорный трубопровод, 8 — кран для слива готовой эмульсии, 9 — резервуар, 10 — три патрубка (ответвления напорного трубопровода)
Гидродинамический вибратор-излучатель, осуществляющий эмульгирование, состоит из стального корпуса, в котором закреплены шесть стальных вибрирующих пластин таким образом, что вылет консоли первой — шестой пластины соответственно 10; 10,2; 10,4; 10,6; 10,8 и 11мм. Такое размещение пластин обеспечивает работу излучателя при различной вязкости эмульсии (вязкость зависит от соотношения олифы и воды, а также от стадии эмульгирования).
В резервуар 9 при закрытых вентилях загружают компоненты эмульсий и включают насос 5. Состав через излучатель пропускают 4—5 раз, затем, проверив готовность, сливают эмульсию через выпускной кран 8 в тару.
По окончании работы установку промывают керосином, который в течение 10 мин пропускают по замкнутой системе резервуар — насос — излучатель — резервуар. После промывки снимают излучатель и очищают волосяным ершом, а использованный керосин сливают из резервуара через кран, процеживают через сетку № 0,355 (400отв/см2) и употребляют для последующих промывок. Излучатели до следующего употребления помещают в тару с керосином.
Краски водоэмульсионные
Представляют собой суспензию пигментов и наполнителей в пластифицированной поливинилацетатной дисперсии (эмульсии) или стиролбутадиеновом латексе и др. Предназначены для внутренних работ по дереву, штукатурке, картону и другим пористым материалам, по загрунтованной олифой поверхности металлов, а также по старым покрытиям масляными красками, эмалями, водоэмульсионными и другими прочными красками. Водоэмульсионные краски не рекомендуется применять в ванных комнатах, душевых и прачечных.
Краски водоэмульсионные для наружных работ представляют собой суспензию пигментов и наполнителей в водных дисперсиях (эмульсиях) синтетических полимеров с добавлением различных вспомогательных веществ (эмульгатора, стабилизатора и др.). Краски предназначены для наружной окраски зданий по кирпичным, бетонным, оштукатуренным, деревянным и другим пористым поверхностям, по загрунтованным поверхностям металла, а также по старым покрытиям масляными, эмалевыми и водоэмульсионными красками. Защитные свойства этих красок сохраняются в умеренном климате не менее 5 лет, кроме красок марки ВА-17, которые сохраняют защитные свойства не менее 3 лет. Перед применением краски разбавляют питьевой или дистиллированной водой или конденсатом.
Краска поливинилацетатная
Поливинилацетатные водно-дисперсионные краски широко используются при декоративных отделках. Эти составы готовят из поливинилацетатной эмульсии, пигментов с добавлением стабилизатора и пластификаторов. Краски предназначаются для внутренней отделки зданий по штукатурке (известково-песчаной, известково-гипсовой, известково-цементной, цементной), листовому асбоцементу, бетону, гипсолиту, гипсу, дереву. По металлу окрасочные составы наносят только после предварительного грунтования поверхностей масляной или лаковой антикоррозионной краской.
Поливинилацетатные краски могут использоваться при стенной росписи. Время высыхания красок непродолжительно – около 2…3 ч при температуре 18…22°С, поэтому двух…трехслойную окраску можно закончить в течение одного дня.
Быстрое высыхание составов определяется временем испарения воды, которая находится в числе компонентов в количестве 39…40%. На долю смолы и пигментов приходится 60…61% состава. Поливинилацетатные краски представляют собой эмульсию типа МВ (“масло в воде”). Это такой состав, в котором смола (связующее) и пигменты в виде отдельных частиц, перемешанные равномерно, плавают в водной среде. Если нужно понизить вязкость состава, разводят его водой. При испарении воды частицы смолы размером 1…4 мк сначала сближаются, окружая плотным кольцом пигменты, а затем смыкаются и сливаются, образуя плотную пигментно-смоляную массу с некоторым количеством мельчайших пор на поверхности, через которые испарялась вода. Высохшая пленка занимает значительно меньший объем и по высоте равна примерно 60% от первоначальной. Так как поверхность красочной пленки пористая, она приобретает полуматовый шелковистый блеск, придавая окраске декоративность, и при соответствующей подготовке оснований и качественном выполнении самой окраски может с большим успехом заменить при отделке интерьеров матовые масляные покрытия.
вернуться к выбору статей ремонт дачи своими руками
При использовании материалов ссылка на Snip8.narod.ru обязательна
Перетирание красок своими руками
При отсутствии профессиональной краскотерки можно подготовить краску при помощи подручных приспособлений. Для работы понадобятся небольшой кусок стекла, грубая шкурка, фен, мастихин и курант — особый инструмент для ручного растирания красок.
Последовательность действий такова:
- грубой шкуркой тщательно обрабатывают стекло, чтобы оно стало шероховатым;
- на центральную часть стекла насыпают нужное количество пигмента, подливают воду;
- при помощи круговых движений курантом перетирают краску и смешивают ее с водой;
- раскатывают краску тонким слоем по всей поверхности стекла;
- по мере получения массы с однородной текстурой убирают курант и приступают к сушке обычным бытовым феном;
- хорошо просушивают слой краски, пока в нем вовсе не останется жидкости;
- мастихином счищают краску со стекла, собирают ее в плотно закручивающуюся емкость.
Есть еще один метод перетирания пигментов при помощи стекла. На обработанное шкуркой стекло насыпают сухую краску, наливают воду и добавляют немного специальной эмульсии. Круговыми движениями перетирают массу курантом, создавая тонкий слой. Еще жидкую краску собирают мастихином или ненужной пластиковой карточкой, выливают в баночку и хранят в холодильнике.

Краскотерки значительно улучшают качество малярных, строительных и даже художественных работ. С их помощью можно добиться равномерности и идеальной гладкости покрытия, повысить как эстетичность, так и долговечность отделки.
Подготовка разных поверхностей
Подготовка поверхности под окраску один из самых важных моментов:
- Для начала, поверхность следует очистить от всего лишнего, обезжирить и отшлифовать. Если не выполнить эти требования, то поверхность под покраску не будет обладать достаточной адгезией. От этого зависит срок, в течение которого поверхность будет оставаться в хорошем состоянии.
- Во время очистки удаляется отслоившийся материал. Это может быть грязь, оксидная пленка или окалина. Всё это делается для того, чтобы краска могла лучше примкнуть к поверхности. В противном случае, если недостаточно хорошо убрать грязь, то на равномерное распределение краски на поверхности можно забыть.
- Если необходимо подготовить металлическую поверхность к покраске, например, сталь, то сначала следует повести обезжиривание, а затем очистить поверхность наждачной бумагой.
- Чтобы подготовить деревянную поверхность к покраске, сначала её обрабатывают растворителем, а затем ровняют наждачной бумагой.
Чем обезжирить поверхность перед покраской

Для этого можно использовать 5-процентный раствор тринатрийфосфата или кальцинированную соду. Операцию проводят с помощью щетки или кисти. Через час после обработки поверхность промывают 5-процентным раствором соляной кислоты.