Классификация дисков на болгарку по размерам и материалам
Выбор дисков для болгарки может показаться совсем непростой задачей. Их классификация основана на множестве параметров.
Материал для обработки:
- по металлу;
- по дереву;
- по бетону;
- по керамике.



Вид выполняемых работ:
- обдирочные диски и насадки;
- отрезные круги;
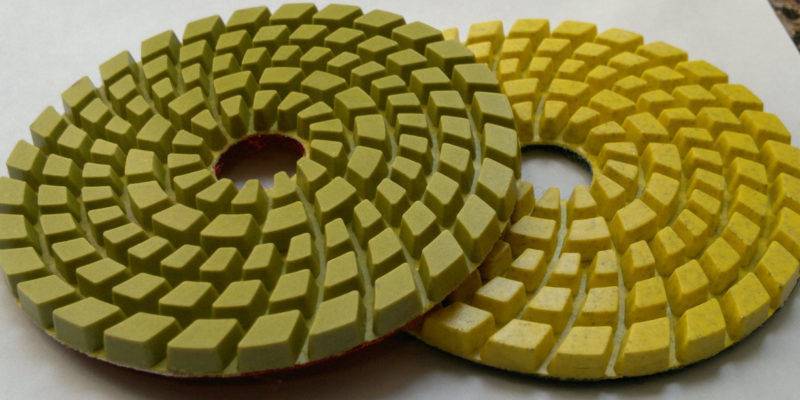
- полировальные и шлифовальные круги.




Материал для изготовления и его особенности:
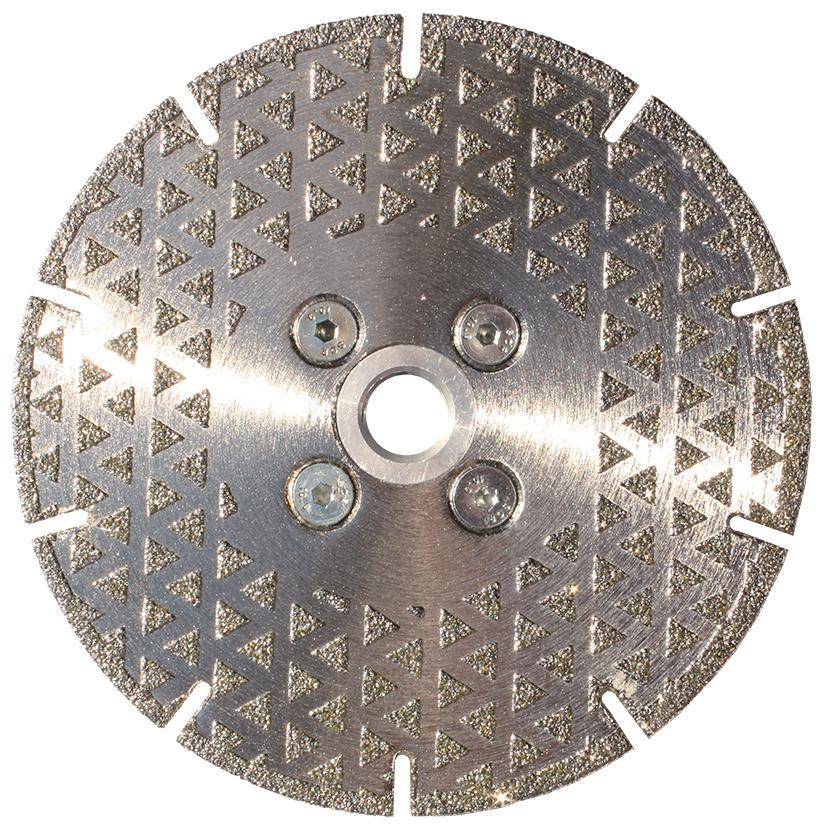
- цельнометаллические алмазные (сплошные и секционные);
- цельнометаллические с зубьями;
- абразивные.


- основным цветом и соответствующей надписью обозначен материал образца: синий — для реза по металлу, зелёный — для работы с камнем;
- первыми буквами обозначен материал, из которогозготовлен диск: А, C, AS (корунд, карбид кремния, электрокорунд);
- цифровые обозначения – размер зерна абразива. Чем мельче зерно, тем ниже скорость реза и выше точность;
- последней буквой обозначена твёрдость связки. А – наиболее мягкая, далее по алфавиту показатель увеличивается;
- скорость вращения обозначена цифрами на цветной полосе и не должна превышать скорость работы болгарки.
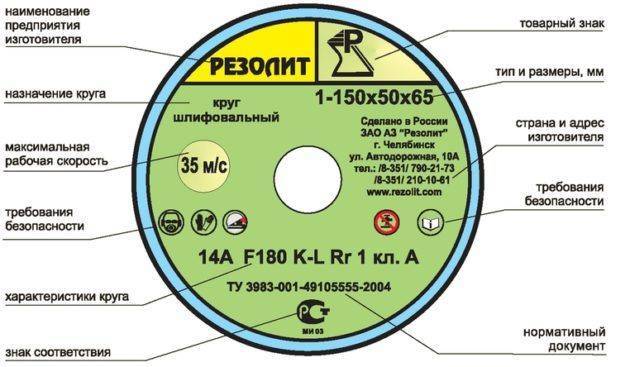 Маркировка абразивного круга
Маркировка абразивного круга
Линейные характеристики и размеры разных видов дисков
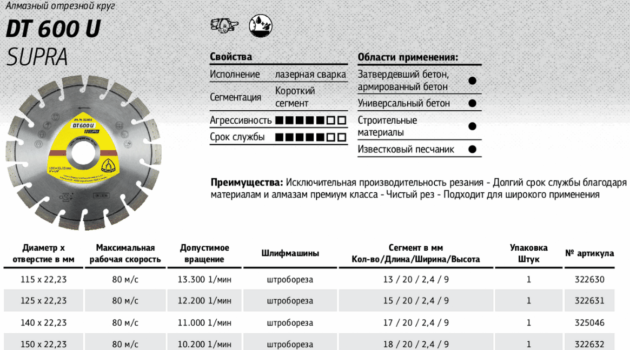
Для болгарок разных размеров и мощностей применяются круги с соответствующими линейными характеристиками:
- внешний диаметр: 115, 125, 150, 180, 200, 230, 300, 365 мм;
- диаметр посадочного кольца: 22.2 (наиболее распространён), 22, 32 мм;
- толщина: 1.0, 1.2, 1.6, 1.8, 2.0, 2.5, 3.2 мм.
Для тонкой и ровной линии реза наиболее подходящим является диск толщиной ≈ 1.0 мм. Но у него имеется существенный недостаток – повышенная гибкость, приводящая к слому при излишнем нажатии. Оптимальная толщина для реза, в среднем, составляет 1.6 мм.
С помощью шлифовальных и полировальных дисков можно достичь необходимого результата в обработке поверхностей. Такие круги имеют толщину большую, чем те, которые используют для резки металла. В зависимости от необходимого результата, на одну из сторон крепятся сменные накладки:
- наждачная бумага;
- ткань;
- войлок;
- губчатый материал.

Необходимым дополнением являются специальные мелкоабразивные пасты и жидкости.
Также существуют диски для затачивания инструмента и обдирочные насадки для болгарки:
- алмазные обдирочные (работа по бетону, камню и цементу). Не могут использоваться для обработки металла;
- лепестковые шлифовальные;
- абразивные заточные;
- витые шарошки (обдирка загрязнений с металлических, бетонных и каменных поверхностей).



Абразивные заточные круги используются для грубой обработки металла:
- оплавление сварного шва;
- заточка разнообразного режущего инструмента (например, зубья дисковой пилы).
Лепестковые шлифовальные диски гораздо мягче абразивных. По этой причине появляются трудности в удалении твёрдых выступов, но повышается качество шлифовки рельефных поверхностей.
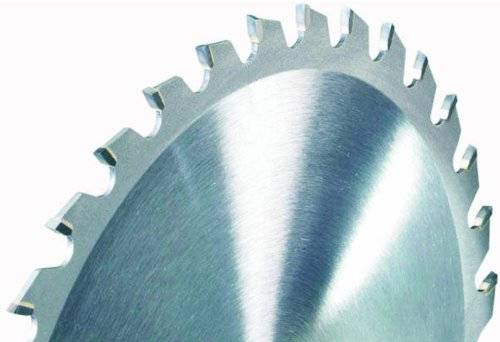
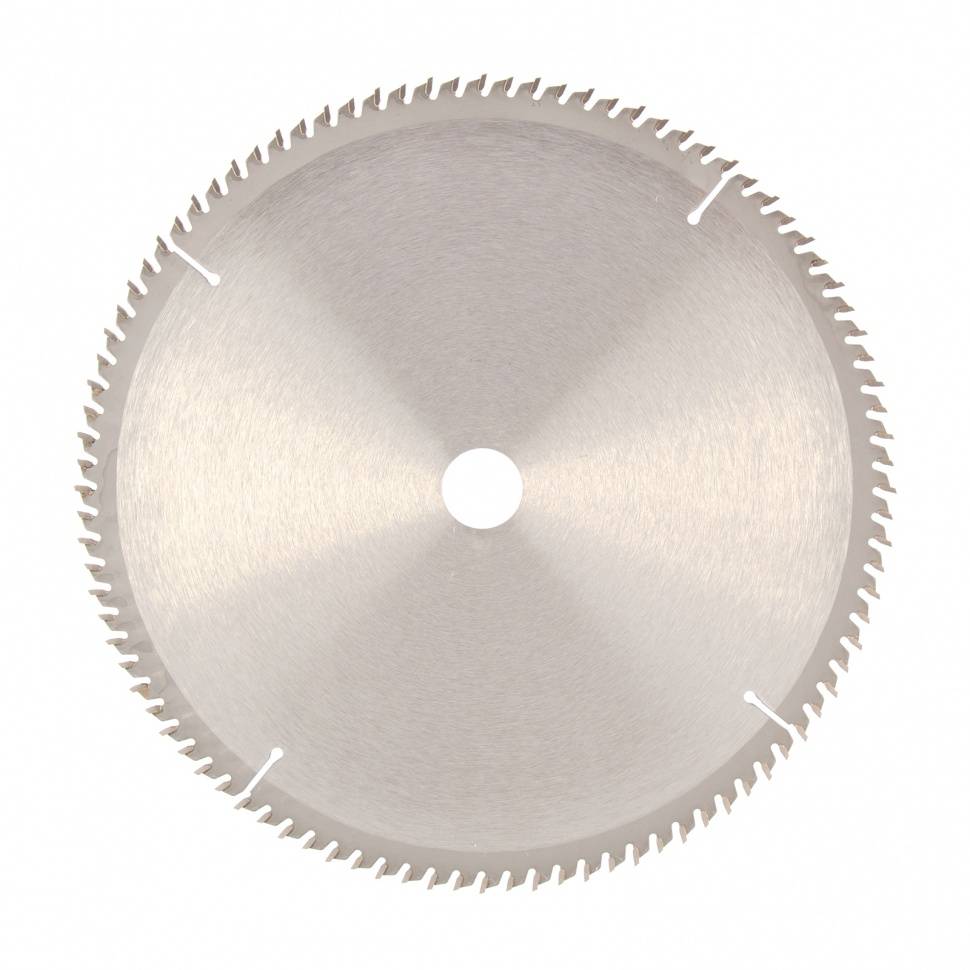
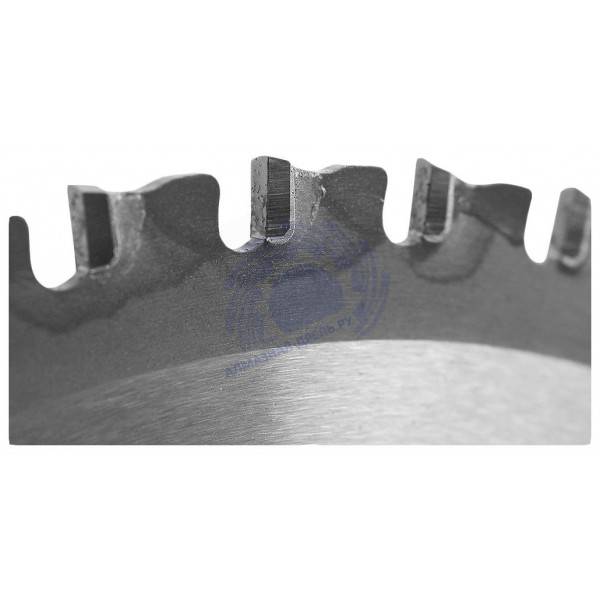
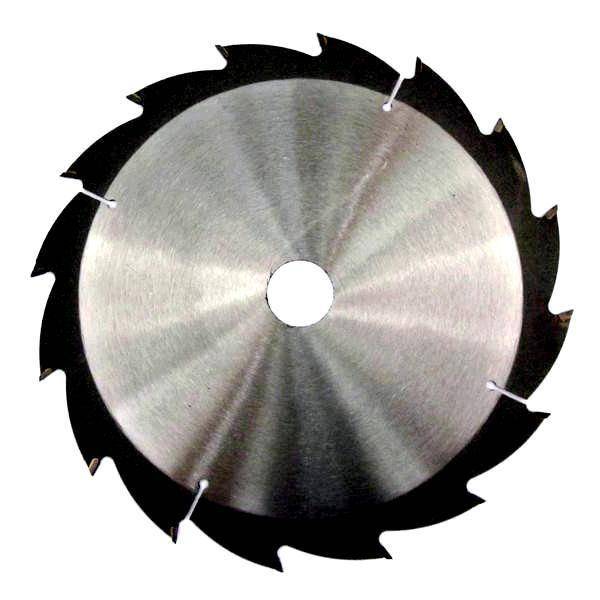
Особенности твердосплавных дисков
- Твердосплавные диски по внешнему виду похожи на режущие диски для циркулярной пилы. Они состоят из двух частей. Из непосредственного основания и режущих зубьев. Количество последних варьируется в зависимости от предпочтений торговой марки и непосредственного предназначения. Этот показатель составляет от 25 до 100 сегментов. Чем больше зубьев, тем выше скорость распила металла.
- Они изготавливаются из различных сплавов. Обычно это сплав вольфрама с кобальтом или карбид вольфрама, укрепленный кобальтом. Зубья крепятся к основанию путем припоя, с добавками из никелевых сплавов. Это позволяет достичь максимальной прочности.
- На некоторых твердосплавных дисках имеются отверстия. Они выполняют функцию охлаждения.
https://youtube.com/watch?v=pvh7Ka6ik7Y
Чем резать нельзя
Перед началом работы, нужно изучить строение листа металлочерепицы. Она состоит из нескольких слоев: центрального и двух боковых. Основной является тонкий лист холоднокатаной стали. На него под высоким давлением напыляется слой цинка. В зависимости от типа металлической черепицы. Она также может быть покрыта различными композитами или полимерными веществами.






Часто возникает вопрос, почему нельзя резать металлочерепицу болгаркой. Этим инструментом нельзя работать именно из-за особенностей структуры металлической панели. Рабочая часть болгарки представляет собой абразивный диск, вращающийся при очень высокой температуре. Из-за этого по торцам значительно повышается температура. Абразивные частицы повреждают не только верхнее покрытие черепицы, но внутреннюю панели. Помимо этого, высокие температуры расплавляют цинк, что значительно снижает его устойчивость к агрессивным внешним факторам.
Следовательно, можно выделить следующие виды инструментов, которыми нельзя работать при подрезке черепицы из металла:
- Любые абразивные круги;
- Напильники или пилы с напылением;
- Ручные пилки для разрезки металла (не применяются при фигурных разрезах).
Последний инструмент нужно выделить особенно. Часто домашние мастера при резке небольших участков металлочерепицы, применяют простые пилы по металлу. Но из-за зубчатой поверхности они оставляют на покрытии зазубрины, которые при дальнейшей эксплуатации становятся очагом коррозии.
Кроме этого, все перечисленные приспособления несколько деформируют строительный материал, изменяя не только его структуру, но и форму. Это бывает неприемлемо при работе на крышах сложной конструкции.

Стальной диск
В теории, можно попытаться резать металличерепицу болгаркой и алмазным диском, но придется более осторожными, чем при работе с ножницами.
- Работать нужно на малых оборотах, чтобы минимизировать появление искр и нагрев поверхности покрытия;
- Нужно закрыть всю черепицу вокруг. Для этого можно использовать металлические листы или профнастил. В противном случае, отдельные искр, вылетающие из-под режущей поверхности, повредят структуру кровли;
- Обязательно необходимо надеть защитные очки и одежду.
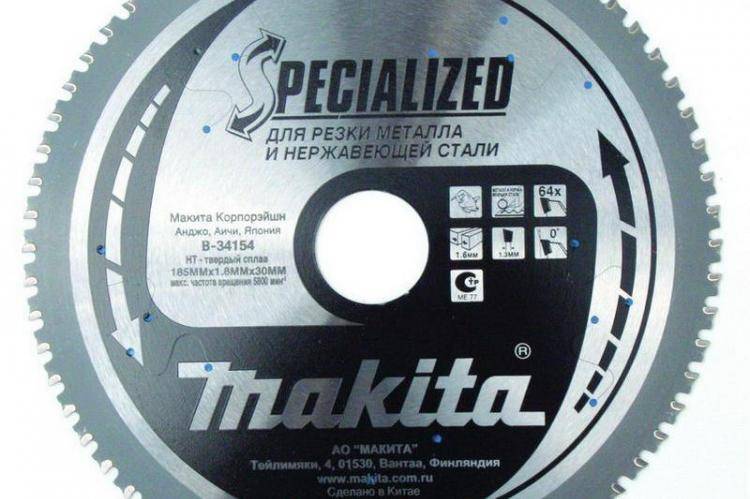
Маятниковая пила Makita 4131
Станок подойдёт для специалистов, занимающихся резкой стали и других металлов. Инструмент легко распиливает лист проката, толщиной до 5 мм. Двигатель оснащён защитой от перегрева, что помогает при длительном использовании. Для качественной работы в базовой комплектации идёт износоустойчивый диск с карбидной окантовкой. Который способен резать металл чисто и без прожига. Глубина среза регулируется простым механизмом. От непреднамеренного включения, убережёт предохранитель на кнопке. Пильные диски быстро меняются с помощью валовой блокировки. Токонесущие части надёжно изолированы, что исключает возможность получения травм. Машину можно подключать к незаземленным розеткам. Увесистая опора, помогает уверенному распилу материалов. Эргономичная ручка повышает удобство при работе. Конструкция позволяет использовать направляющие планки.
Параметры:
- Двигатель — 1100 Вт.
- Ширина пропила — 60 мм.
- Обороты (в минуту) — 3500.
- Глубина пропила — 60 мм.
- Диск — 185 мм.
- Вес — 5 кг.
- Габариты — 603х306х358 мм.
- Цена — 21700р.
Важно знать!
- Из-за опасности затопления нижних этажей резку бетона стенорезными машинами не применяют или очень ограниченно применяют в многоэтажных панельных домах, а также в условиях ограниченного пространства и при небольших объемах реза;
- Уменьшить шумовую нагрузку на соседей можно за счет вырезания проемов частями. Для стандартного проема это не менее 6 частей. При этом надо знать, что в этом случае стоимость работы резко возрастает и находится в прямой зависимости от количества вырезаемых кусков бетона;
- Любые проемы и отверстия в несущих конструкциях должны выполняться сертифицированными компаниями, состоящими в рядах Саморегулируемых организаций;
Для легализации проемов и люков в несущих стенах вам потребуется представить в государственные органы России, следующие документы: договор на проведение работ, копию допуска СРО, акт скрытых работ усиливающих конструкцию, выписку из журнала работ, государственный акт, оформленный в установленном порядке подрядной организацией.
Термический инструмент
Такой тип механизмов осуществляет резку металла путем воздействия определенных веществ, нагретых до высокой температуры. Поскольку используется на крупном производстве в работе с большими объемами, поэтому подразумевает покупку дорогостоящего габаритного оборудования.
Подразделяется на следующие подвиды:
- Газовое либо кислородное воздействие:
- кислородное;
- кислородно-фюсовое;
- кислородно-копьевое.
- Газоэлектрическое воздействие.
Использование такого инструмента позволяет резать толстый металл, но одним из недостатков, в то же время, выступает большое количество отходов производства. С использованием такого инструмента сложно достичь высокой точности, а также металл подвергается деформации под воздействием высоких температур.
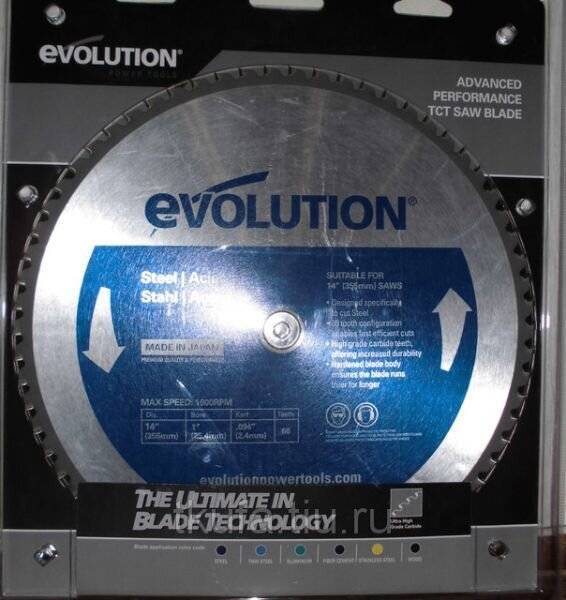
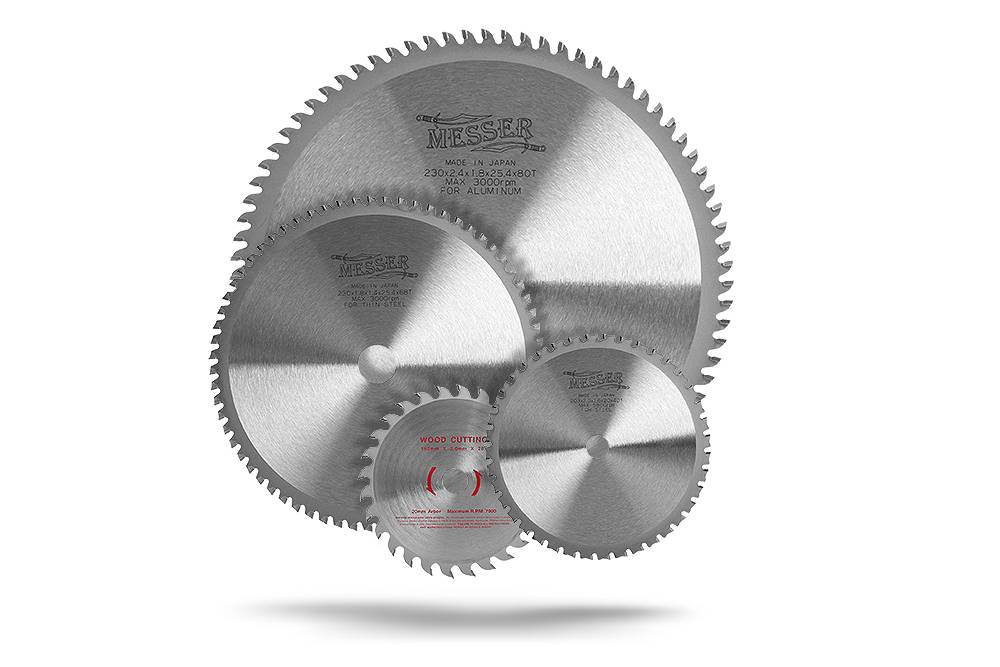
Знакомтесь! Твердосплавные диски для резки металла
Составными частями всех твердосплавных дисков является основание и режущие зубья. Число режущих сегментов начинается от 24 до 100, чем больше количество зубьев, тем быстрее происходит распил заготовки. Отличительной особенностью сегментов является наличие специальных напаек, которые и выполняют основную роль при распиле. Сплавы режущих зубьев могут быть разными, в основном это зависит от производителя. В большинстве случаев, используют вольфрамокобальтовые сплавы или карбид вольфрама, сцементированного кобальтом. Твердосплавные режущие сегменты крепят при помощи пайки припоями из электролитической меди с добавление никелевых сплавов. На многих моделях дисков можно увидеть прорези, сделанные для отведения тепла, которые продлевают срок службы твердосплавного диска.

Применяются такие диски на маятниковых, торцовочных и ручных дисковых пилах для металла. Конечно, есть фрикционные пильные диски, которые тоже можно отнести к твердосплавным, но это будет тема отдельной статьи. Говоря об отличительных характеристиках твердосплавных дисков по металлу, то для каждого вида металла применяется свой диск. Есть диски по алюминию, диски для высокоуглеродистой стали, для низкоуглеродистой стали, для тонкого листового металла, для сэндвич-панелей, для нержавеющей стали. Самыми важными критериями при выборе являются: диаметр диска и диаметр посадочного отверстия. Наиболее востребованные диаметры от 200 до 355 мм, тут самое главное для какого инструмента вам нужен диск. Также обстоит дело с посадочными отверстиями, их диапазон от 20мм. (для ручных дисковых пил) до 30 мм. (для маятниковых пил). Число зубьев на диске прямо пропорционально скорости распила материала, при выборе следует знать это.
Всегда следует сверять необходимое число оборотов, которое указано на упаковке или на самом теле диска с паспортными данными, используемого инструмента.
Преимущества разных видов дисков
Положительные моменты абразивных дисков:
- доступная стоимость;
- широкий ассортимент;
- не тупятся в процессе эксплуатации;
- самопроизвольное охлаждение за счет наличия пористой структуры;
- диск по алюминию состоит из специальных наполнителей (не загрязняется, повышается износостойкость и качество реза).

Слабые места:
- быстрый износ;
- обильное выделение характерного запаха в процессе работы;
- при резке образуется сноп искр.
Положительные моменты алмазных дисков:
- отсутствие запаха гари;
- незначительный выброс искр в процессе работы;
- длительный срок эксплуатации;
- точность реза.
 Преимущества алмазных дисков
Преимущества алмазных дисков
Слабые места:
- быстрый нагрев;
- дороговизна.
Положительные моменты твердосплавных дисков по металлу:
- высокая скорость работы;
- металл не нагревается;
- точность реза;
- солидный ресурс диска (порядка 5000 резов);
- нет вредных выбросов.
 Преимущества твердосплавных дисков по металлу
Преимущества твердосплавных дисков по металлу
Слабые места:
- дороговизна;
- боится ржавчины;
- потеря металла (по причине толстой линии реза).
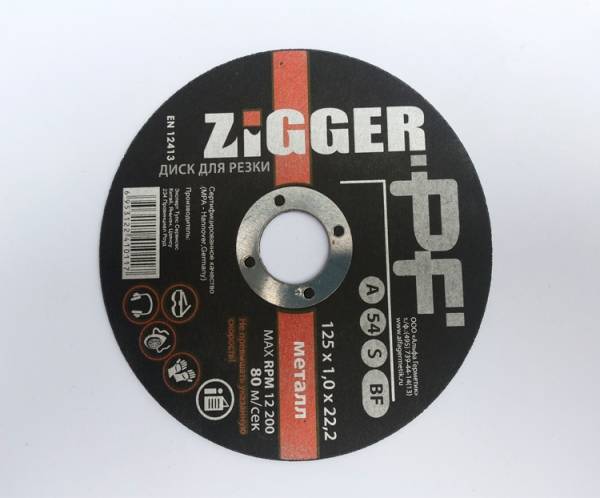
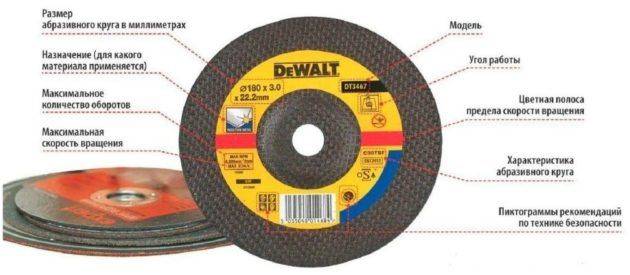
Маркировка
На этикетке круга указаны срок годности, предельное количество оборотов, маркировка материала, закодированная буквами и цифрами. По истечении срока годности насадки становятся ломкими, абразив осыпается. Дата, до которой можно использовать диск, указана на этикетке, рядом с посадочным отверстием.








При покупке нужно обращать внимание на предельное количество оборотов. Оно должно быть равным или меньшим, чем у инструмента
У абразивных дисков для болгарки обязательно присутствует маркировка материала абразива в закодированном виде. Кодировка материала расшифровывается следующим образом:
- Материал, из которого изготовлена абразивная крошка, обозначают латинской буквой (или двумя буквами). Например, у круга с маркировкой, начинающейся с буквы А, абразив состоит из электрокорунда. Белый корунд (AS) – не режет нержавеющую сталь, карбид кремния (С) – вообще не подходит для работы с металлами.
- Зернистость абразива обозначают цифрой, идущей следом за буквенным обозначением вида абразивной крошки. Чем больше значение, тем меньше размер частиц. Для работы с черными металлами нужны круги с крупнозернистым абразивом (до 30), для цветных металлов подходят мелкозернистые (от 40).
- Твердость связки абразива указывают после зернистости. Ее обозначают латинской буквой. Чем дальше буква от начала алфавита, тем тверже абразив. Самая мягкая связка – А, самая жесткая – Z. Насадки с мягким абразивом используют для твердых металлов. Жесткая связка перегревает обрабатываемую поверхность, режет с трудом. Мягкая связка быстро износится.
- Материал связки обозначают одной или двумя латинскими буквами в конце кодировки.
Например, диск с маркировкой A24R BF – абразив из электрокорунда, крупнозернистый, мягкий, связка из бакелита.
Сфера использования
- Твердосплавные диски используются в маятниковых, торцовочных и ручных пилах по металлу.
- Для разных металлов имеется своя модель диска, с различными сплавом на зубьях и характерными отличиями. Существуют изделия, предназначенные для мягких металлов, типа алюминия, низкоуглеродистой и высокоуглеродистой стали, для резки листового металла и нержавеющей стали.
- По сути, твердосплавные диски способны выполнить любую работу по резке металла. Все зависит от возможностей оборудования, на которое оно устанавливается. С ассортиментом таких устройств и их приблизительной стоимостью можно ознакомиться по этой ссылке .

Производители алмазных дисков
Среди производителей заслуженной популярностью пользуются следующие фирмы:
- Bosch. Немецкий лидер в производстве электроинструмента и сопутствующих материалов.
- FIT. Канадская фирма производит инструмент для профессионального и бытового пользования.
- Dremel. Американская компания, производящая электроинструменты высокого качества.
- Husqvarna. Швейцарская компания, которая известна своими высокими производительностью и уровнем прочности.
- MESSER. Корейский производитель, выпускающий широкий ассортимент насадок для болгарок.
- Zubr. Российская компания, производящая электроинструменты и оборудование для резки.
- Hitachi Power Tools, Luga Abrasiv Extra. Имеет прекрасное соотношение цены и качества.
Классификация отрезных пил
Дисковые пилы по металлу могут быть классифицированы на 4 класса. К первой группе относят машины универсального назначения. Они позволяют обрабатывать металлоизделия из любых материалов и в больших количествах. Четвёртый класс представлен машинами для бытового использования.
В зависимости от количества режущих кромок дисковые пилы можно разделить на два вида:
- Одноголовочные. В оснащении таких машин используется один диск, что обуславливает низкий КПД их работы. Предназначены для выполнения только одной операции — к примеру, нарезки заготовки, предназначенной для рамного профиля.
- Двухголовочные. В конструкции используется два режущих узла, благодаря которым машины могут одновременно выполнять несколько операций с металлическими изделиями. Одна головка используется для жесткого закрепления заготовки, другая же выполняет резку и перемещается в процессе работы. Выполнить нарезку рамного профиля можно за одну операцию. Поэтому работа двухголовочных станков может осуществляться в автоматическом режиме. Это позволяет в два раза повысить производительность этого оборудования.
В зависимости от варианта подачи режущего элемента отрезные машины можно разделить на следующие виды:
- Маятниковые станки для резки металла.
- Модели с фронтальной подачей диска.
- Машины с нижней подачей режущего элемента.
Также существуют:
- Правильно-отрезные;
- Абразивно-отрезные;
- Отрезные пилы.
Материал абразива
Круги для резки металла изготавливаются из карбида кремния (маркируются литерой C) и электрокорунда (A). Карбид кремния более твердый материал, но уступает электрокорунду по прочности, из-за чего его применение для резки металла ограничено. Помимо буквенного обозначения в маркировке присутствует число. Чем оно больше, тем выше качество абразива. Марки карбида кремния: от 52С до 55С – черный, 62С-64С – зеленый. Марки электрокорунда: от 12A до 16A – нормальный, 22A-25A – белый, 32A-35A – хромистый, 37A – титанистый, 38A (ZA) – циркониевый. Режущая способность циркониевого электрокорунда в 10 раз выше, чем нормального.
Применение отрезных дисков по металлу
Определенные круги применяются при резке образцов различной степени твёрдости. Это может быть:
- кирпич;
- бетон;
- металл;
- гранит, трудно поддающийся резке.
 Как выбрать отрезные диски для болгарки по металлу
Как выбрать отрезные диски для болгарки по металлу
Также можно выполнить шлифовку любого уровня, зачистку металлов, очистку поверхностей от краски, коррозии и клеевых составов.
Отрезные диски можно подобрать для маленькой, средней и большой болгарок
Основное внимание при выборе необходимо уделить подбору внешнего и внутреннего диаметра. От размера круга будет зависеть глубина реза. Отрезные круги по металлу
 Отрезные круги по металлу
Отрезные круги по металлу
Также немаловажным является количество зубьев – режущих сегментов, которое варьируется от 24 до 100 и отвечает за скорость резки. Чем больше количество зубьев – тем выше скорость.
При разрезании металла чаще всего применяются диски диаметром 200–300 мм. Они используются при резке алюминиевого и стального профилей, листовой стали, арматуры и цветного металла.






Сфера использования
- Твердосплавные диски используются в маятниковых, торцовочных и ручных пилах по металлу.
- Для разных металлов имеется своя модель диска, с различными сплавом на зубьях и характерными отличиями. Существуют изделия, предназначенные для мягких металлов, типа алюминия, низкоуглеродистой и высокоуглеродистой стали, для резки листового металла и нержавеющей стали.
- По сути, твердосплавные диски способны выполнить любую работу по резке металла. Все зависит от возможностей оборудования, на которое оно устанавливается. С ассортиментом таких устройств и их приблизительной стоимостью можно ознакомиться по этой ссылке https://www.220-volt.ru/pily/.

Как правильно выбрать диски на болгарку, чтобы избежать проблем
При выборе модели для болгарки нужно определить характер использования инструмента. От диаметра круга зависит величина пропила, следовательно, он определяет тип обрабатываемого материала.
Насадка минимального размера (115 мм) подойдет для самых простых работ. Из-за малой глубины пропила для резки она не пойдет, а шлифовку проводить очень удобно. Единственное, что можно пилить кругом небольшого диаметра, так это тонкие трубы из пластика.
Насадки диаметром 125 мм считаются лучшими дисками для УШМ бытового назначения, главный плюс заключается в разнообразии ассортимента. С их помощью можно шлифовать и резать материалы, толщина которых не превышает 35-40 мм (плитка).
Круги с наружным диаметром 150 мм рассчитаны на обработку кирпича, бетона, дерева, металлических профилей. При этом ассортимент таких дисков ограничен.
Оптимальным вариантом для строительных работ считаются насадки диаметром 180-230 мм. Они устанавливаются в профессиональные УШМ. Благодаря хорошей глубине реза ими легче обрабатывать толстые трубы, камень, арматуру, бетон.
Узнать всю полезную информацию о модели можно по нанесенной маркировке. В ней отображены следующие сведения:
- производитель;
- наименование товара (на английском языке круг отрезной – cut-off wheel);
- назначение – для обработки металла, камня и бетона, стали, цветных металлов, алюминия или сплавов, чугуна;
- размеры – наружный диаметр, толщина, посадочный диаметр в мм и дюймах;
- максимальная рабочая и допустимая скорость вращения;
- технические параметры круга (материал основы, размер зерна абразива, твердость, тип связки);
- рекомендации по технике безопасности (знаки, указывающие недопустимое применение);
- срок годности товара;
- нормативные документы, подтверждающие соответствие изделия принятым российским и международным стандартам.
Итоговые таблицы сравнения различных видов и способов резки металлов
| Вид резки | Плюсы | Минусы |
| Гильотина |
|
|
| Штамповка |
|
|
| Вырубка |
|
|
| Ленточнопильная резка |
|
|
| Газокислородная резка |
|
|
| Плазменная резка |
|
|
| Лазерная резка |
|
|
| Гидроабразивная резка |
|
|
| Виды резки | Лазерная | Плазменная | Газовая | Гидроабразивная |
| Материал | Любой | Обладающий электропроводностью | Бетон и железобетон, цветные металлы, металлические сплавы (за исключением нержавеющей стали, алюминия, меди и латуни) | Любой |
| Ширина реза, мм | 0,1–1 | 2–7 | 0,9–1,2 | 0,5–1 |
| Качество реза | Высокое | Среднее | Низкое | Очень высокое |
| Производительность | Высокая при малой толщине материала | Высокая при малой и средней толщине материала | Низкая (необходимо предварительное нагревание заготовки) | Очень низкая |
| Зона термонагрева | Средняя | Большая | Большая | Минимальная |
| Рекомендованная толщина металла, мм | До 30 | До 65 | Более 200 | До 150–200 |
С техническим прогрессом появились новые виды обработки толстых металлических листов: криогенная, электроимпульсная и ультразвуковая обработка. Соответствующее оборудование позволяет наиболее точно резать металлические листы большой толщины. Однако его стоимость еще достаточно высока, поэтому популярностью оно пока не пользуется.