Содержание / Contents
- 1 Идея
- 2 Подготавливаем поверхности
- 3 Накатываем фоторезист
- 4 Делаем фотошаблон
- 5 Засвечиваем УФ-лампой
- 6 Проявляем
- 7 Травим в хлорном железе
- 8 Завершающие операции
- 9 Итого
У фрезеровщика были заказаны кнопки из алюминия. Куплен корпус в магазине. И тут встал вопрос как сделать нестираемые надписи на кнопках и корпусе. Пробовал нацарапать и залить краской. Вышло полное «фэээ»! Можно выгравировать! Так дремеля у меня нету, а искать по знакомым влом.
Лень, друзья мои, мощнейший двигатель прогресса. После недолгих размышлений вспомнил, что когда-то случайно капнул на алюминиевый радиатор хлорным железом. Пока стёр каплю, осталось пятно на радиаторе и небольшое углубление. Ага…
А если сделать трафарет из фоторезиста, а потом протравить? Подопытным кроликом выступил кусок дюралевой пластины. Все получилось на ура!
Защита алюминия от коррозии
Алюминий и его сплавы отличаются отличной устойчивостью к разрушениям различного характера. Однако, несмотря на это — коррозия алюминия представляет собой не такое уж и редкое явление. Различные формы коррозии представляют собой основную причину порчи этих материалов. Для борьбы с разрушительными процессами необходимо обязательно понимать факторы, которые являются причиной их появления.
Коррозия алюминия представляет собой реакцию, которая имеет место между металлом и окружающей средой. Этот процесс может иметь как естественное, так и химическое происхождение. Самой распространенной формой разрушения металла можно назвать появление на его поверхности процессов ржавления.
Особенностью всех видов металлов можно назвать их свойство вступать в реакцию с водой и окружающей средой. Отличием для каждого вида металла считается только интенсивность данного процесса. К примеру, у благородных металлов типа золота скорость такой реакции не будет слишком быстрой, а вот железо, в том числе и алюминий, будут реагировать на воздействия такого характера достаточно быстро.
Можно выделить два фактора, которые оказывают непосредственное влияние на интенсивность протекания процесса коррозии. Одним из них можно назвать степень агрессивности окружающей среды, а вторым металлургическую или химическую структуру. Атмосфере, которая нас окружает, всегда характерен определенный уровень влажности. Кроме того, ей характерен определенный уровень загрязнений и отходов.
Вместо заключения
Плазменное травление по сравнению с жидкостным химическим дает небольшое преимущество по надежности и выходу годных микросхем с большими технологическими проектными нормами (6–8 мкм). Но при более жестких нормах (2–4 мкм) эти методы даже нельзя сравнивать. Плазменное травление позволяет изготавливать приборы и структуры, которые находятся за пределами возможностей методов жидкостного химического травления.
Основными преимуществами «сухих» методов обработки при ФЛ являются возможности удаления фоторезистивной маски после травления в едином технологическом цикле, очистка подложек от остатков ФР и других загрязнений3, а также слабая зависимость процесса его удаления от предшествующих режимов термообработки (задубливания). Кроме того, «сухие» методы обеспечивают высокую чистоту подложек и не токсичны.
Методы щелочного травления
Различают следующие методы
- Выдержка в соде. Содержание нитрата натрия должно колебаться в пределах 20-40%, разогретого до температуры 460-500 градусов Цельсия. Травление в такой среде длится в течение 15 минут. Некоторые аустенитные марки нержавеющей стали запрещено нагревать выше 450 градусов. Это может привести к межкристаллитной коррозии. Далее следует этап промывки в большом количестве воды, затем следует 5-минутное опускание в сернокислотную ванну и до 10 минут в азотнокислой.
- Известный в Англии, с первой половины 19 века метод травления, в комплексе с пропусканием электрического тока через протравливаемую деталь. При плотности тока 11 А/м2 достаточно 15 секунд. Данная скорость протекания реакции связана с процессом электролиза. Выделение на катоде натрия и водорода способствуют восстановлению окислов. Восстановленный металл осаждается на поверхности. Данный вид травления позволяет получить обезжиренный металл, характеризующийся чистотой и однородностью. При таком способе используют соду. Возможны вариации с составом и добавлением хлористого кальция. Применяется такой метод для травления плоских, стержневых заготовок, волоченых изделий.
- Обработка гидридами натрия основано на восстановлении воздействием на металл натрием и водородом. Наличие гидрида натрия добиваются взаимодействием водорода и натрия, находящегося в расплавленном состоянии. В расплавленную каустическую соду помещают цилиндр без нижней плоскости. Верхняя плоскость имеет отверстие. Натрий всыпают в это отверстие, он реагирует на поверхности ванны. Через пятно натрия на каустической соде пропускают струю водорода. Происходит образование гидрида и диффундирование его в объеме ванны. Достижение необходимой концентрации 1-2 % гидрида натрия происходит в контролируемых пороговых значениях. При отсутствии продукта разделения воздуха применяют диссоциированный аммиак. Детали разогревают в такой ванне до 400 градусов Цельсия. Нержавеющие стали показывают хорошие результаты травления при такой методике и продолжительности 4-17 минут. После травления рекомендуется тщательно промыть детали. В случае необходимости произвести дополнительную обработку в азотнокислой ванне. При высокой себестоимости такого метода очевидным его преимуществом является тот факт, что металл не взаимодействует с травителем. Потери металла минимальны. Более низкая температура процесса позволяет сократить расходы на теплоноситель и безопасность проведения операций.
Существуют определенные правила, выполнение которых обязательно для любого из представленных способов. Среди них приоритетные обработка поверхности металла перед травлением, удаление окисной пленки, обезжиривание. Процесс травления не менее важен.
↑ Делаем фотошаблон
Далее в любой удобной программе готовим фотошаблон и печатаем на прозрачной пленке для принтеров. При печати указываем максимальную контрастность и минимальную яркость, но тут надо пробовать. У меня Epson RX610. Настройки такие: качество печати «Наилучшее фото», «Оттенки серого», тип бумаги «Epson Matte», яркость: -25, контрастность+25. Фоторезист негативный! То есть, где на шаблоне отсутствует краска, там фоторезист засветится и при проявке не смоется! Будьте внимательны.

Рис. 5. Фотошаблон. Пленку я использую экономно. Поэтому печатаю разные проекты на одном листе пока остается место.
Способы химического травления металла
Также существуют его виды, предусматривающие дополнительную активацию травящих веществ с помощью физических факторов. Это травление металла электрохимическое (или гальваническое) под действием электрического поля или ионно-плазменное посредством ионизации частиц реагентов. Если слово «травление» употреблено без указания его вида, то речь идет о химическом травлении в водном электролите. Его еще называют «жидким», в отличие от «сухого» ионно-плазменного.
При травлении металла кислотой, как правило, серной либо соляной, в ее раствор погружают заготовку. В кислотную реакцию при этом вступают как окислы, существующие на поверхности детали, так и металл основной. От увеличения содержания кислот операции растворения ускоряются одновременно для окислов и основного металла. На скорость процесса травления металла, помимо концентрации кислоты, влияют также его температурный режим, а также химический состав окислов. Наиболее оптимальное сочетание этих факторов позволяет вести травление так, чтобы при максимально скором растворении окислов оно как можно меньше затрагивало основной металл. Помимо этого в художественном травлении, когда необходимо сохранить нетронутой часть поверхности изделия, она покрывается особым защитным слоем.
Для очистки железа от поверхностных оксидов оптимален раствор 10% соляной кислоты с температурой в 40 єС (для использования кислоты серной – 60 єС). С увеличением этой температуры возрастает и скорость процесса. Получаемые в ходе травления металла соли также способны влиять на скорость процесса. Одни из них, например FеСl2, увеличивают ее, а другие, такие как FeSO4, уменьшают.
Травление металла хлорным железом осложняется получением водорода в ходе реакций железа и кислот. Он взаимодействует с верхним слоем металла, образуя в нем «травильные пузырьки» и делая изделие более хрупким. С целью предотвращения такого эффекта в ванну с травильным раствором добавляются особые добавки, замедляющие реакции. Они, создавая специальную оболочку, защищают металл от негативного воздействия водорода.
Баки из бетона или дерева, покрытые внутри кислотоупорными материалами, служат основным оборудованием для травления металла. Для удобства погружения небольших заготовок в ванны с травильным раствором используют особые лотки с корзинами. Когда необходима очистка не всей поверхности, а только ее части, например, паяного шва, то для нанесения травильных растворов на его поверхность применяют кисточку. Затем деталь аккуратно промывают водой. Травильные пасты необходимы для очищения частей металла, покрытых ржавчиной. Участок, пораженный ржавчиной, в два приема покрывают разными слоями паст с последующим промыванием.
Для обработки поверхности детали из меди или ее сплава применяется травление металла кислотами азотной, соляной либо серной. Алюминиевые детали следует травить щелочными растворами. Никель со сплавами подлежат очистке растворами серной кислоты с добавлением хромового ангидрида. Мельхиоровые детали очищают также раствором серной кислоты, добавляя в него хромпик. При этом их нужно промывать после процедуры травления теплой водой, растворив в ней немного винного камня. В виде потравы железных либо стальных изделий пользуются растворами нашатыря либо железным купоросом, бронзовые и латунные детали требуют травления металла медным купоросом, а цинковые изделия – цинковым купоросом, а также раствором окиси хлористого цинка.
Коррозия алюминия в воде
Коррозия алюминия почти не наблюдается при взаимодействии с чистой пресной, дистиллированной водой. Повышение температуры до 180 °С особого воздействия не оказывает. Горячий водяной пар на коррозию алюминия влияния также не оказывает. Если в воду, даже при комнатной температуре, добавить немного щелочи – скорость коррозии алюминия в такой среде немного увеличится.
Взаимодействие чистого алюминия (не покрытого оксидной пленкой) с водой можно описать при помощи уравнения реакции:
При взаимодействии с морской водой чистый алюминий начинает корродировать, т.к. чувствителен к растворенным солям. Для эксплуатации алюминия в морской воде в его состав вводят небольшое количество магния и кремния. Коррозионная стойкость алюминия и его сплавов, при воздействии морской воды, значительно снижается, если в состав метала будет входить медь.

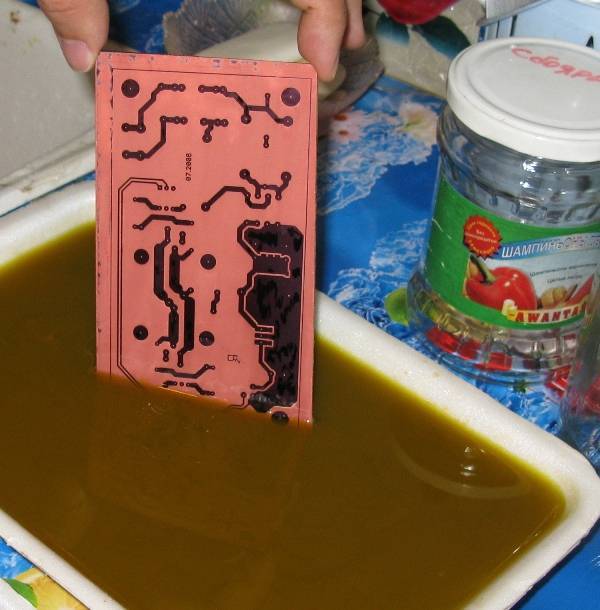





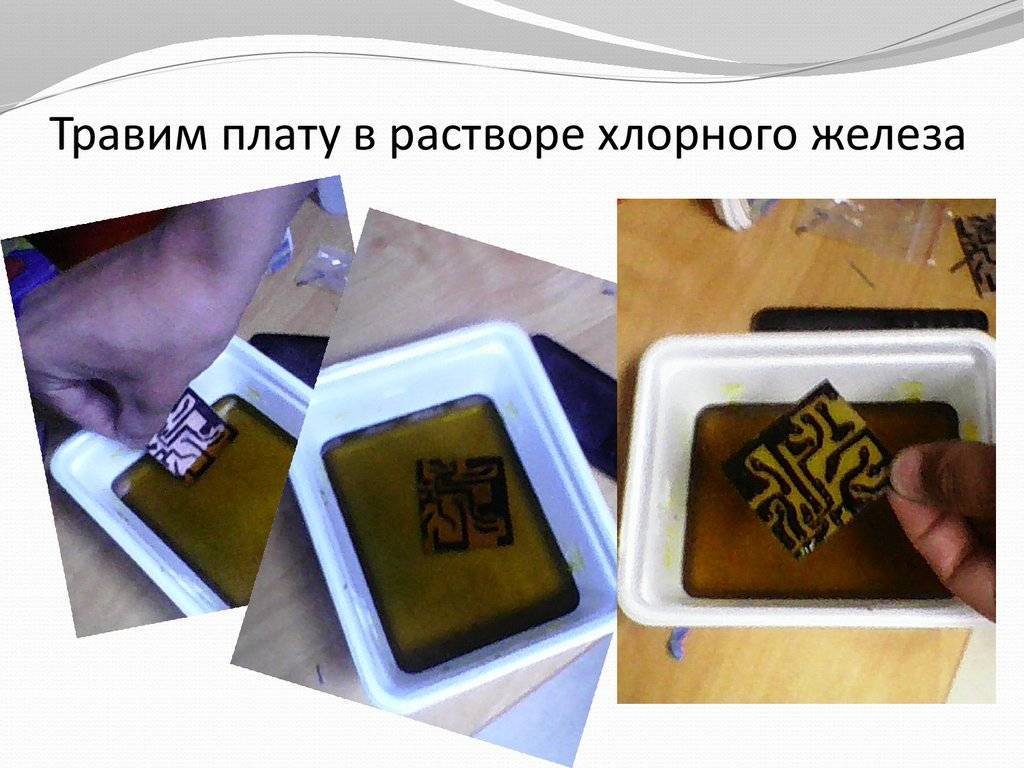
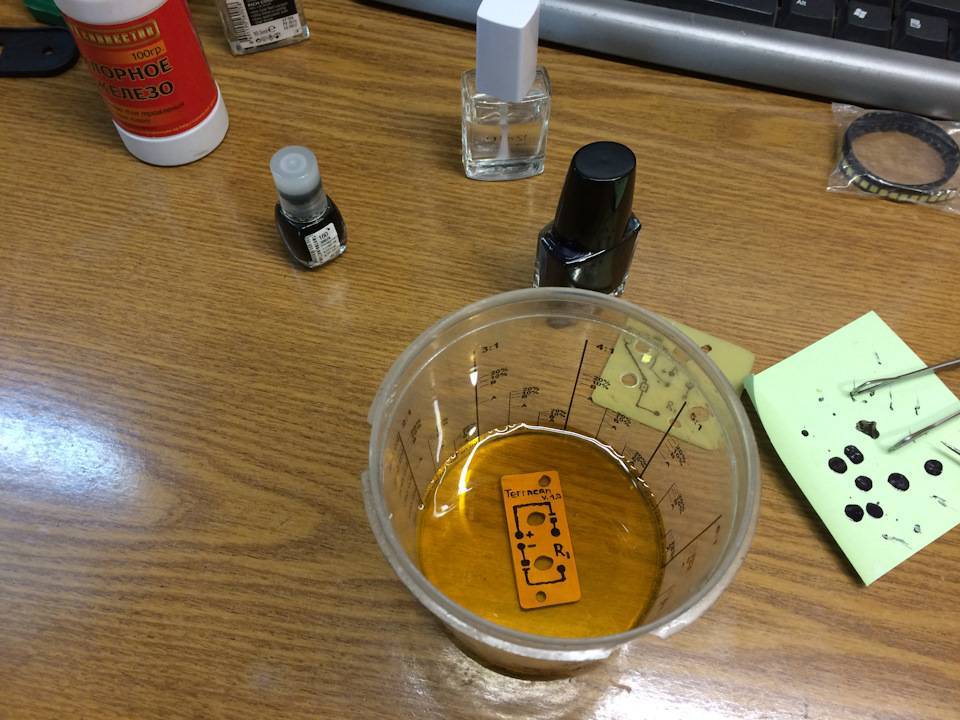
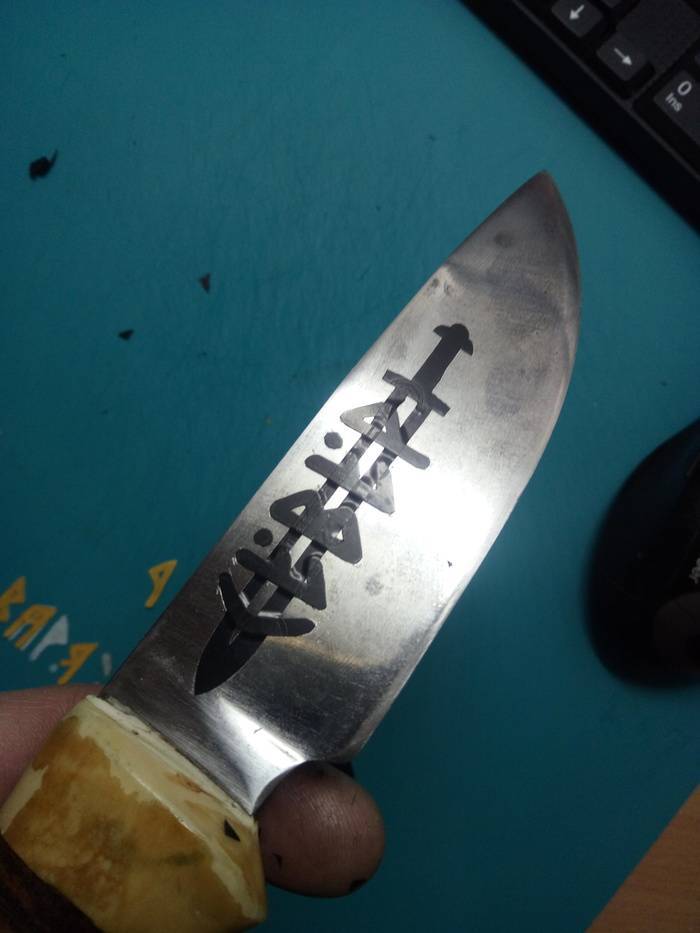
↑ Травим в хлорном железе
Открытые участки металла, которые не нужно травить (например, торцы), покрываем бесцветным лаком для ногтей (можно спереть у жены, как я). Теперь берем фотованночку, наливаем хлорное железо и бросаем туда корпус и кнопки изображением ВНИЗ.

Рис. 10. Травление.
Раствор сразу начинает бурлить. Алюминий вытесняет из раствора железо и оно оседает тут же, в месте травления. Его надо удалять мягкой ненужной зубной щеткой приблизительно раз в 30 сек. При этом надо быть осторожным: могут появиться сколы фоторезиста у краев изображения. Если такое случилось — немедленно промойте, просушите и скорректируйте скол водостойким маркером или тем же лаком для ногтей. Однако лак может разъесть фоторезист, будьте осторожны.
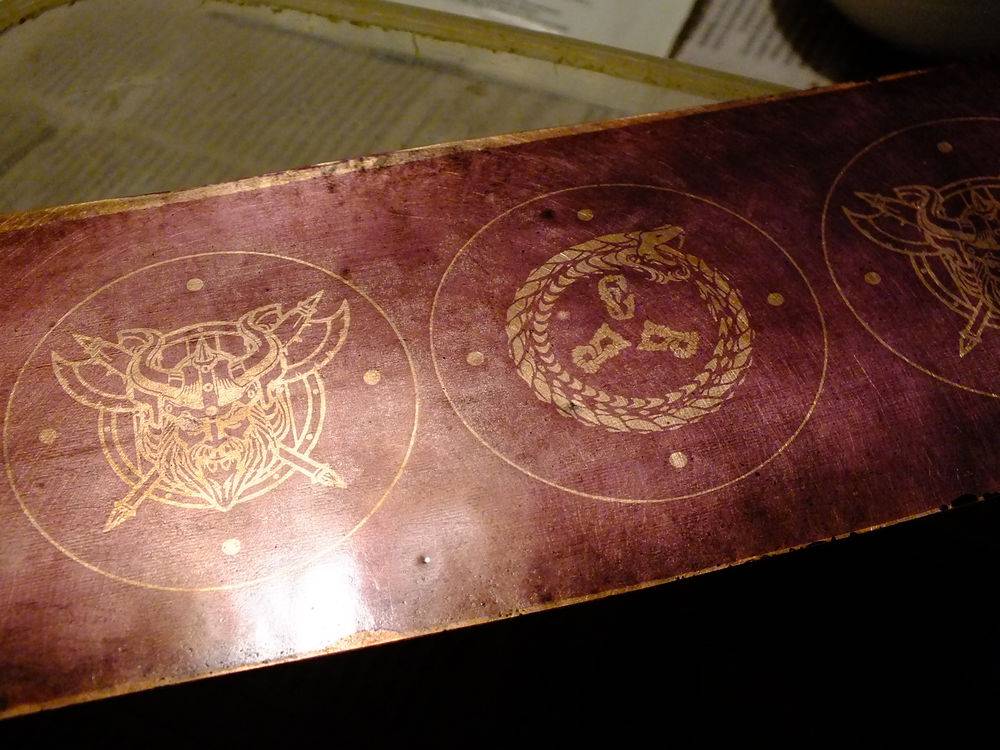
Травил я минут 5. После травления получаются углубления около 0,5 мм глубиной. Снимаем фоторезист. При изготовлении печатных плат фоторезист можно снимать раствором едкого натра (каустической соды) или чуть разбавленным «Кротом» для прочистки канализационных труб. Но для алюминия это не подходит. Он темнеет от контакта с каустиком. Если протравленные углубления глубокие, то можно снять фоторезист наждачной губкой с водой, если не очень, тогда можно бросить в посудину с ацетоном или растворителем № 646 или 647 на 15-20 мин.

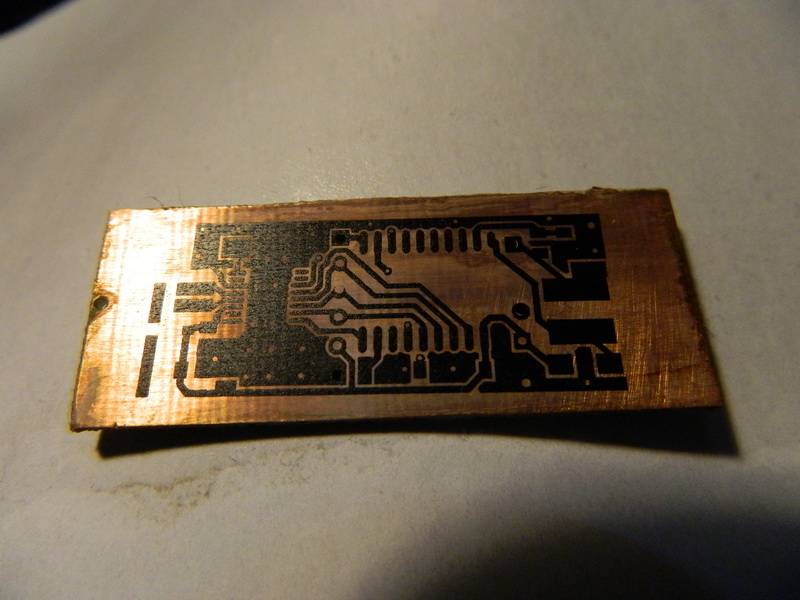
Рис. 11. После травления и снятия фоторезиста.
Подробности
Технологический процесс — инструкция видео
Для разогрева металла используется тугоплавкая емкость (тигель). Изделия применяются из таких материалов, как сталь, фарфор, корунд, чугун. В домашних условиях используется емкость, сделанная из широкой железной трубы или готовый тигель. Для ее изготовления нужна только болгарка и сварочный аппарат. Объем тигеля может быть разным и выбирается индивидуально, прогревается он равномерно. Металл должен быть измельчен и плавится он в ходе теплопередачи. Температура плавления должна быть уменьшена перед термообработкой для того, чтобы состояние металла изменялось быстрее. Для этого его измельчают на мелкие детали. Часто после этого происходит окисление или воспламенение. Образуется оксид алюминия, который меняет свое состояние при более высоких температурах. Данное вещество удаляется после переплавки металла вместе с остальными шлаками.
В основном плавят проволоку из алюминия. Для этого ее разделяют ножницами на кусочки, а потом сдавливается пассатижами. С помощью данного способа предотвращается воздействие на металл кислорода. Если вы не планируете получение деталей высокого качества, то измельчать сырье не обязательно.
Технология литья при необходимости получения расплавленного алюминия в домашних условиях придется смоделировать самостоятельно. Материал нужно сначала очистить от грязи, шлаков и примесей. Большие заготовки необходимо разделить на несколько небольших. Отливку совершают по инструкции, для плавки применяют наиболее удобный вариант. С поверхности текучего вещества нужно удалить шлак. Расплавленный алюминий наливают в форму, которую после застывания металла нужно разбить.
Используемые источники тепла
Для того, чтобы переплавить алюминий в бытовых условиях, можно применять:
- Плавка алюминия в муфельной печи, которая может быть сделана самостоятельно. Этот способ очень эффективен и позволяет быстро перевести металл в жидкую форму.
- Паяльную лампу. С ее помощью можно расплавить небольшие количества алюминия.
- Газовый резак — используется редко.
Очаг делается из кирпичей, из металлической емкости делается каркас. С одной стороны с помощью сверла делается отверстие для подачи кислорода. К трубке из металла присоединяется фен, пылесос или другой подобный прибор. Тигель ставят в очаг после разведения костра. Для лучшей термообработки угли можно выложить еще и по бокам. Чтобы не потерять тепло, можно сделать крышку, оставив отверстие для выхода дыма. Делать печь не стоит, если металл необходимо расплавить всего один раз.
Плавка алюминия на газовой плите также имеет место быть. Обычная газовая плита способна раскалить металл до необходимой температуры. Маленькие кусочки алюминия расплавятся где-то за полчаса.
Изготовление формы для отливки — инструкция
Если вам нужно сделать что-то простое, то изготовление специальной формы не потребуется, металл можно вылить на стальной лист.
Если же изделие будет более сложным, то нужна форма, которую можно сделать из следующих материалов:
- — глина;
- — гипс;
- — жидкое стекло;
- — песок;
- — каменноугольный пепел.
Заливать сплав в форму можно двумя способами — открытым и закрытым.
Открытый — простой способ. Металл, который расплавили, переливают в обыкновенную емкость, чашку, консервную банку и так далее. После остывания сплава, болванку вынимают из емкости
Если неважно, какая форма будет у металлического предмета, алюминий оставляют на прочной поверхности
Формировочные элементы используются для сложной отливки, когда изделие должно соответствовать указанным параметрам. При открытой заливки часто используется кремнезем. Предмет сделан из двух емкостей, в которых находится утрамбованная земля. Части кремнезема сжимаются, а между ними кладется макет для отливки. Таким образом получают четкий отпечаток нужной детали. Макет убирается, а в форму заливают раскаленный алюминий. При закрытом методе отливки берут речной песок и смешивают его с жидким стеклом.
Для одноразового литья можно пользоваться гипсом. Макеты делают из пенопласта или парафина.
Пенопласт не вынимается из твердого гипса, заполняется расплавленным алюминием. Продукты его горения наносят вред для здоровья человека.
Особенности термообработки алюминиевых сплавов
Алюминий и его сплавы требуют особого подхода к термообработке для достижения определенной прочности и структуры материала. Очень часто применяют несколько методов термообработки. Обычно, после закалки следует старение. Но некоторые типы материалов могут подвергаться старению без закалки.
Такая возможность появляется после отливки, когда компоненты, при повышенной скорости охлаждения, могут придать металлу необходимую структуру и прочность. Это происходит во время литья при температуре около 180 градусов. При такой температуре повышается уровень прочности и твердости, а также снижается степень тягучести.
Отжиг необходим для придания однородной структуры алюминиевому сплаву. С помощью этого метода состав становиться более однородным, активизируется процесс диффузии и выравнивается размер базовых частиц. Также можно добиться снижения напряжения кристаллической решетки. Температура обработки подбирается индивидуально, исходя из особенностей сплава, необходимых конечных характеристик и структуры материала.

Состав и свойства алюминиевых сплавов, упрочняемых термической обработкой
Важным этапом отжига является охлаждение, которые можно проводить несколькими способами. Обычно проводят охлаждения в печи или на открытом воздухе. Также применяется поэтапное комбинированное охлаждение, сначала в печи, а потом на воздухе.







Закалка требуется для упрочнения материала путем перенасыщения твердого раствора. Этот метод основан на нагреве изделий температурам и быстром охлаждении. Это способствует полноценному растворению составных элементов в алюминии. Используется для обработки деформируемых алюминиевых сплавов.
Для использования этого способа нужно правильно рассчитать температуру обработки. Чем выше степень, тем меньше времени требуется на закалку. При этом стоит подобрать температуру так, чтобы она превышала значение, необходимое для растворимости компонентов, но была меньше границы расплава металла.
Методом старения достигается увеличение прочности алюминиевого сплава. Причем необязательно подвергать изделия искусственному старению, так как возможен процесс естественного старения.
В зависимости от типа старения изменяется скорость структурных изменений. Поэтому искусственное старение более предпочтительно, так как оно позволяет повысить производительность работ. Подбор температуры и времени обработки зависит от свойств материала и характеристик легирующих компонентов.
Правильное сочетание уровня нагрева и времени выдержки позволяет повысить прочность и пластичность. Такой процесс называется стабилизацией.
Возможно, вам также будет интересно
Одним из традиционных методов обеспечения влагозащиты изделий уже более полувека является заливка полостей герметиками и компаундами. Влага, попадающая в электронные узлы в виде капель, струй или влажного воздуха, становится как причиной немедленных отказов, так и ускорения коррозионных процессов. Еще более разрушительное действие могут оказывать топливо, кислоты или кислые газы. Поэтому такая заливка должна обладать высокой
Постоянная миниатюризация и рост сложности печатных плат влечет за собой уменьшение диаметра металлизируемых отверстий при увеличении толщины печатных плат. Уплотнение рисунка схемы приводит к увеличению количества слоев МПП и снижению ширины проводников. Увеличение отношения толщины печатных плат к диаметру металлизируемых отверстий обязывает поставщиков технологических процессов совершенствовать процессы металлизации печатных плат для обеспечения постоянно высокого качества и надежности производства.
Описание процесса
Смысл реакции протравки алюминия в том, чтобы снять тонкий слой металла с поверхности. В промышленности таким образом избавляются от трещин, сколов, царапин и оксидной пленки на поверхности. Процедура помогает подготовить металл к дальнейшей обработке.
Если речь идет о химическом травлении, то алюминий растворяется кислотой или восстанавливается в щелочь. Время выдержки металла зависит от раствора и всегда строго нормировано. Если не соблюсти время реакции, то раствор снимет слишком большое количество металла. В рамках промышленной отрасли потери в несколько грамм на реакцию способны перерасти в общие потери в размерах десятков и сотен тонн.
Если речь идет о художественной травке, то для неё чаще используется электролитический способ, который подразумевает восстановление алюминия в растворе электролита. Для того, чтобы создать на поверхности металл надпись, его сначала покрывают защитным составом или пленкой. Обязательным условием является плотное прилегание пленки к поверхности металла Следующим шагом на пленке или составе выполняют отверстие в форме будущей гравировки. В результате электрохимической реакции раствор собирает металл исключительно с будущей надписи. Время реакции для художественной травки алюминия так же ограниченно, слишком глубокая гравировка может порезать пальцы.
Как в условиях домашнего творчества, так и в промышленности обязательно использование защитных средств. Если речь идет о химическом процессе, то обязательны следующие средства индивидуальной защиты:
- Толстые резиновые перчатки.
- Респиратор с защитной планкой для глаз.
- Фартук.
Так же стоит помнить, что ванночки под кислоту изготавливают из дерева или бетона, служба одной ванночки не превышает 2 лет вне зависимости от активности использования. Раствор для травления алюминия
Травку химическим путем может осуществляться в следующих растворах:
Хлорное железо. Травление алюминия в хлорном железе подразумевает активный процесс выделения металла в кислоту и его осаждение в месте травления. Это значит, что место гравировки придется постоянно чистить, чтобы освободить его для дальнейшей реакции. Поэтому в промышленных условиях хлоридное железо для травления используется очень редко. Но для домашних условий раствор вполне подходит. Травление стоит производить из условий 0,1 мм в минуту. Достаточно эстетично смотрятся гравюры глубиной 0,5 мм, залитые краской.
Каустическая сода. Травление алюминия каустической содой подразумевает использование бытовой химии. Наиболее подходящим является сухая вариация средства против канализационных засоров «Крот». Стандартный пакет средства заливается граненные стаканом теплой воды и производится травление. Для красивой гравюры или отчистки поверхности металла хватит 3-4 минут реакции
Обратите внимание, что реакция происходит с выделением вредного газа, поэтому должно проводиться в хорошо проветриваемом помещении. Оптимальная температура раствора 70-80 градусов.
Ортофосфорная кислота
Травление алюминия ортофосфорной кислотой подразумевает использование 10-20 % ортофосфорной кислоты. Для реакциии раствор подогревают до 40-50 градусов. В зависимости от изначального состояния металла на реакцию требуется от 40 секунд до 2- 3 минут. Использование щелочей, ортофосфорной и соляной кислоты недопустимо в электротехнике. Если в будущем планируется использовать алюминиевую деталь для использования в электродеталях или самодельных радиосборках лучше использовать другую смесь для травления.
Азотной. Травление азотной кислотой непригодно для использования в художественной гравировке. Используется азотная кислота, как правило, после щелочи или для подготовки поверхности перед покраской. В результате травления металла в щелочи на поверхности образуется темный слой металлического шлама, который образуется в результате восстановления металла в объем щелочного раствора. Для того, чтобы придать изделию эстетичный вид используется 15-20% раствор азотной кислоты. Оптимально травление при комнатной температуре раствора. На всю реакцию достаточно 2-5 минут.
↑ Делаем фотошаблон
Далее в любой удобной программе готовим фотошаблон и печатаем на прозрачной пленке для принтеров. При печати указываем максимальную контрастность и минимальную яркость, но тут надо пробовать. У меня Epson RX610. Настройки такие: качество печати «Наилучшее фото», «Оттенки серого», тип бумаги «Epson Matte», яркость: -25, контрастность+25. Фоторезист негативный! То есть, где на шаблоне отсутствует краска, там фоторезист засветится и при проявке не смоется! Будьте внимательны.

Рис. 5. Фотошаблон. Пленку я использую экономно. Поэтому печатаю разные проекты на одном листе пока остается место.
Описание процесса
Смысл реакции протравки алюминия в том, чтобы снять тонкий слой металла с поверхности. В промышленности таким образом избавляются от трещин, сколов, царапин и оксидной пленки на поверхности. Процедура помогает подготовить металл к дальнейшей обработке.
Если речь идет о химическом травлении, то алюминий растворяется кислотой или восстанавливается в щелочь. Время выдержки металла зависит от раствора и всегда строго нормировано. Если не соблюсти время реакции, то раствор снимет слишком большое количество металла. В рамках промышленной отрасли потери в несколько грамм на реакцию способны перерасти в общие потери в размерах десятков и сотен тонн.
Если речь идет о художественной травке, то для неё чаще используется электролитический способ, который подразумевает восстановление алюминия в растворе электролита. Для того, чтобы создать на поверхности металл надпись, его сначала покрывают защитным составом или пленкой. Обязательным условием является плотное прилегание пленки к поверхности металла Следующим шагом на пленке или составе выполняют отверстие в форме будущей гравировки. В результате электрохимической реакции раствор собирает металл исключительно с будущей надписи. Время реакции для художественной травки алюминия так же ограниченно, слишком глубокая гравировка может порезать пальцы.
Как в условиях домашнего творчества, так и в промышленности обязательно использование защитных средств. Если речь идет о химическом процессе, то обязательны следующие средства индивидуальной защиты:
- Толстые резиновые перчатки.
- Респиратор с защитной планкой для глаз.
- Фартук.
Так же стоит помнить, что ванночки под кислоту изготавливают из дерева или бетона, служба одной ванночки не превышает 2 лет вне зависимости от активности использования. Раствор для травления алюминия
Травку химическим путем может осуществляться в следующих растворах:
Хлорное железо. Травление алюминия в хлорном железе подразумевает активный процесс выделения металла в кислоту и его осаждение в месте травления. Это значит, что место гравировки придется постоянно чистить, чтобы освободить его для дальнейшей реакции. Поэтому в промышленных условиях хлоридное железо для травления используется очень редко. Но для домашних условий раствор вполне подходит. Травление стоит производить из условий 0,1 мм в минуту. Достаточно эстетично смотрятся гравюры глубиной 0,5 мм, залитые краской. Каустическая сода. Травление алюминия каустической содой подразумевает использование бытовой химии. Наиболее подходящим является сухая вариация средства против канализационных засоров «Крот». Стандартный пакет средства заливается граненные стаканом теплой воды и производится травление. Для красивой гравюры или отчистки поверхности металла хватит 3-4 минут реакции
Обратите внимание, что реакция происходит с выделением вредного газа, поэтому должно проводиться в хорошо проветриваемом помещении. Оптимальная температура раствора 70-80 градусов
Ортофосфорная кислота
Травление алюминия ортофосфорной кислотой подразумевает использование 10-20 % ортофосфорной кислоты. Для реакциии раствор подогревают до 40-50 градусов. В зависимости от изначального состояния металла на реакцию требуется от 40 секунд до 2- 3 минут. Использование щелочей, ортофосфорной и соляной кислоты недопустимо в электротехнике. Если в будущем планируется использовать алюминиевую деталь для использования в электродеталях или самодельных радиосборках лучше использовать другую смесь для травления. Азотной. Травление азотной кислотой непригодно для использования в художественной гравировке. Используется азотная кислота, как правило, после щелочи или для подготовки поверхности перед покраской. В результате травления металла в щелочи на поверхности образуется темный слой металлического шлама, который образуется в результате восстановления металла в объем щелочного раствора. Для того, чтобы придать изделию эстетичный вид используется 15-20% раствор азотной кислоты. Оптимально травление при комнатной температуре раствора. На всю реакцию достаточно 2-5 минут.








Как говорилось ранее, на поверхности алюминия образуется оксидная пленка. Большая часть химических растворов используется для так называемого осветления поверхности металла. Иначе говоря, чтобы убрать шлам от прошлых манипуляций или подготовить металл к будущей обработке.
Для домашнего травления можно использовать кислоты. Но для художественной гравировки лучше использовать электролитический способ. Так же, при использовании кислот стоит учитывать требования к проветриванию помещения.
Анодирование до изменения цвета
Весь процесс анодирования в домашних условиях можно подразделить на несколько этапов. Но прежде хотелось бы остановиться на процессе промышленного холодного анодирования, который протекает с использованием раствора серной кислоты. В результате данного процесса происходит активное газовыделение, причем летучие газы обладают взрывоопасностью. Именно поэтому не рекомендуют в домашних условиях проводить подобный процесс.
Технология домашнего анодирования более безопасная. Поговорим об основных ее этапах подробнее.
- Готовим необходимые растворы Для твердого анодирования готовится два вида раствора в разных емкостях: один солевой, второй – содовый, основой для которых служит питьевая дистиллированная вода средней температуры (40-50 градусов). Содового раствора нужно будет в девять раз больше, чем солевого, а потому емкость под него выбирается соответствующая.
В теплую воду при постоянном помешивании добавляется соль (в другую сода). Готовятся насыщенные растворы, т.е. соль и сода добавляются до тех пор, пока не начнет выпадать осадок. После этого растворы необходимо процедить несколько раз. Помните, что от качества растворов (их прозрачности и чистоты) зависит качество анодирования.Перед самим процессом твердого анодирования растворы смешиваются в соотношении 1 часть солевого и 9 частей содового.
- Готовим к анодированию заготовку.
Ну здесь все просто. Необходимо заготовку тщательно отшлифовать и обезжирить.
- Анодируем.
Итак, приступаем к анодированию. Детали необходимо разместить в ванночке так, чтобы они были полностью погружены в раствор, а также не касались дна или стенок ванночки.Затем подается электрический ток: на ванночку «минус», на заготовку «плюс». Под воздействием напряжения в ванночке заготовки находятся до тех пор, пока не изменят свой цвет. Затем ток отключается, заготовки вынимаются и тщательно промываются в проточной воде. После деталь помещают в раствор марганца, где происходит окончательное удаление следов соляно-содового раствора с поверхности детали. Затем снова промываем.Вы не видите пятен и разводов на заготовке? Значит все прошло успешно.
- Закрепляем поверхностный слой. В результате анодирования образовалась пленка с большим количеством пор, которые нужно закрыть. Осуществляется это путем обычного кипячения в дист.воде в течение получаса.
- Лакируем или окрашиваем. Для этого анодированную заготовку помещаем в емкость с лаком или краской анилиновой (10%). Все, деталь готова.
Как видите, процесс анодирования в домашних условиях несложен и доступен каждому.