ТВ-9 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-9 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-9 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали 10 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок ТВ-9 отличается от токарных станков и ТВ-7М и ТВ-11 межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Любительское оборудование
Обработка деталей на ТВС под любительские потребности невозможна, когда в вашем распоряжении 1-2 резца. Творческая работа непредсказуемо затянется, если придётся самостоятельно подыскивать ремни, шестерни или валы. Ремонтопригодность и комплектация – основные моменты, заслуживающие внимания пользователя токарного оборудования начального уровня.
1. Калибр СТМН-550/350 – от 41 000 руб.
Лёгкий и компактный станок начального класса позволяет выполнять весь спектр работ «взрослых» моделей. Сборка и настройка в соответствии с инструкцией гарантируют точность работы. Предварительная подготовка заготовки, съём стружки не более 0.2 мм за один проход, ТО через каждые 50 часов работы положительно сказывается на состоянии оборудования. Вплоть до того, что рабочий ресурс может превысить заявленные производителем 3 года. Личный «краш-тест» с увеличением нагрузки сверх рекомендованной, привел к отключению двигателя. Так электронная система защиты предотвращает чрезмерный износ пластиковых шестерёнок и выгорание обмоток электромотора.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 350 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 0 — 2500 |
| Вес, кг | 40 |
| Особенности базовой комплектации |
|
| Родина бренда/страна производитель | Россия/ Китай |
На следующем видео автор рассказывает о впечатлениях работы на этом станке. Так же поделился о своих небольших доработках, которые сделал за время владения агрегатом:
2. Кратон MML-01 – от 52 169 руб.
Очередная вариация увлекательного конструктора на тему ТВС российско-китайского производства. Станок получил известность за счёт коллекции резцов, набора шестерёнок для настройки автоподачи суппорта и ремонтопригодности. По мере сборки оборудования необходимо удалять с деталей консервирующий состав. Соблюдайте рекомендованную периодичность нанесения смазки и периодически проверяйте положение деталей привода. До первого запуска под нагрузкой имеет смысл разобрать корпус передней бабки и надёжно затянуть винт крепления вилки, меняющей положение шестерёнок первичного вала. Эта простая операция убережёт вас от серьёзных последствий, вызванных попаданием выкрутившейся мелочёвки в жерла работающего механизма. Косяк этого ТВС — пластиковые шестерни, которые ломаются при неаккуратной эксплуатации. Проблема решается заменой на чугунные.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 300 |
| Диаметр сквозного отверстия шпинделя, мм | 16 |
| Частота оборотов, об/мин | 50 — 2500 |
| Вес, кг | 38 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Привожу видео — отзыв владельца этого аппарата после месяца эксплуатации. Автор поделился полезными мелкими доработками:
3. Корвет 402 – от 77 529 руб.
Несмотря на некоторое сходство тактико-технических характеристик, воронежский Энкор выделяется на фоне других лёгких ТВС, произведённых в КНР. О чем честно сообщается пользователю на первой странице инструкции. Среди прочих отличий я отмечу удлинённую базу и качественные комплектующие. Благодаря чему рекомендованная глубина съёма стружки составляет 0.2 мм, максимальная 0.3 мм. Ни у одного станка, из числа ближайших аналогов, нет такой возможности. Увеличенные габариты рабочей зоны и настоящие 0.75 кВт однофазного двигателя, в полной мере покрывают потребности домашнего мастера. Большой вес снижает вибрацию и увеличивает устойчивость настольного станка.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 220 |
| Расстояние между центрами, мм | 500 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 100, 250, 350, 500, 900, 1800 |
| Вес, кг | 105 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Вот обзор этого станка. Приводятся ТТХ агрегата, продемонстрирован его функционал:
https://youtube.com/watch?v=7Ltp3drNlyg
Технические характеристики токарного станка 1Н65
| Наименование параметра | ДИП-500(1д65) | 165 | 1м65 | 1н65 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных, модуль | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение бабки в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 4100..8180 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 9850..15750 |
Список литературы
Станок токарно-винторезный 1Н65. Руководство по эксплуатации 1Н65.00.000 РЭ, 1991 Станок токарно-винторезный 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 2003 Станок токарно-винторезный 1Н65_5, 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 1995
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Оглавление
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
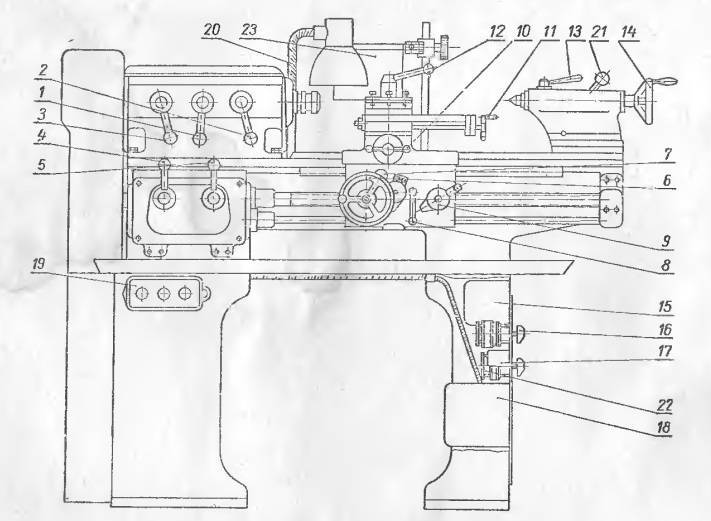
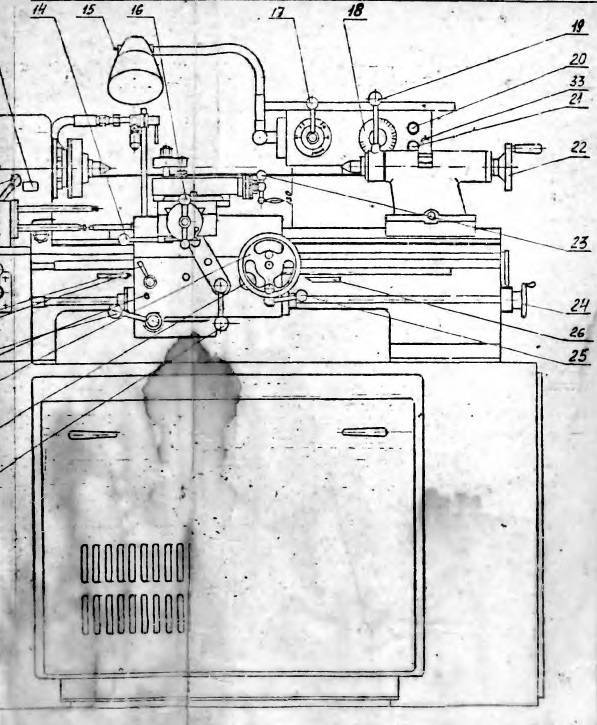
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
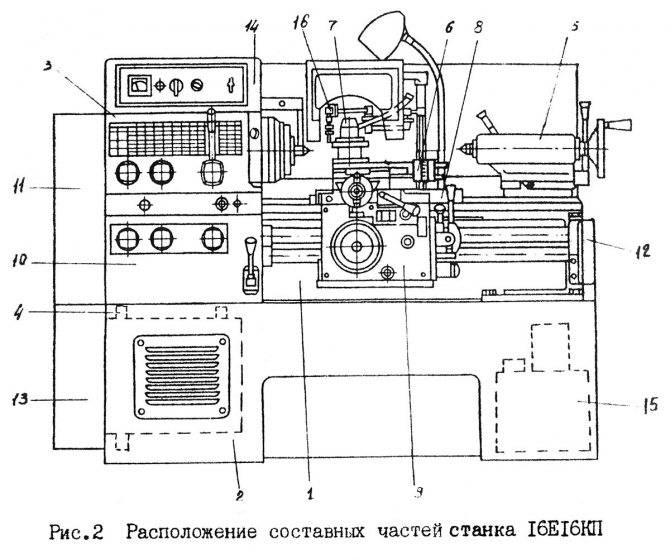
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
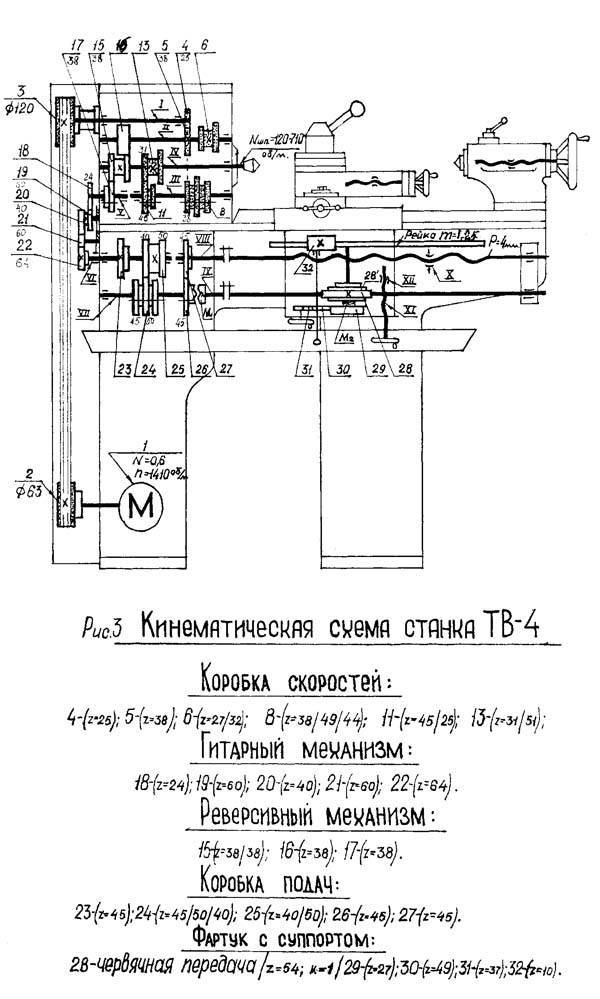
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
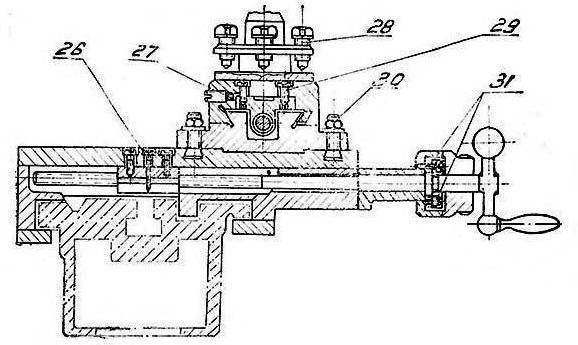
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Правила эксплуатации
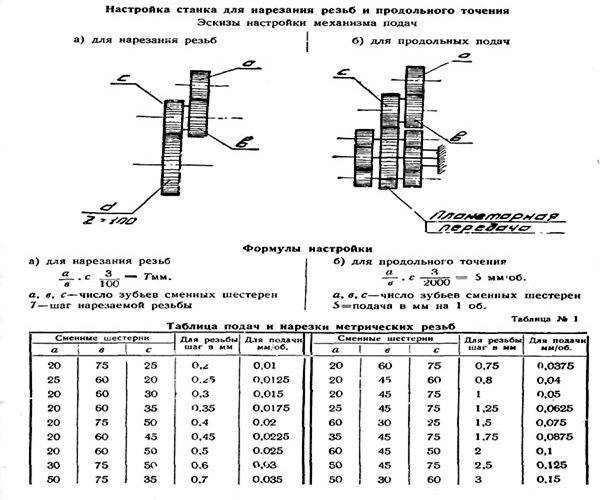
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад»
Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено»
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.
- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
- Организовывайте надежное заземление.
Токарно-винторезный станок 16Б16Т1 с ЧПУ НЦ-31

Токарно-винторезный станок 16Б16Т1 предназначен для токарной обработки деталей типа тел вращения со ступенчатым и криволинейным профилем, в том числе для нарезания резьб в полуавтоматическом цикле. Станок предназначен преимущественно для центровых работ.

Управление станком осуществляется от программы, вводимой в память управляющей системы с пульта оперативного управления или внешнего программносителя.
Станок может быть использован в механических цехах машиностроительных заводов с мелкосерийном и серийном производством.
Во избежания потери точности не следует применять станок для черновой обработки в длительном режиме.
Станок оснащен ситемой ЧПУ «Электроника НЦ-31», главным приводом «КЕМТОР» и приводам подач по осям X и Z — «КЕМТОК».
В качестве датчиков обратной связи по осям X и Z используется датчик «ВЕ-178А Z=1000», а на шпинделе «ВЕ-178А Z=1024».
Назначение оборудования
В разрезе обучения токарному делу — ТВ-4 по праву может называться универсалом. На нем доступны большинство операций обработки заготовок. На станке можно:
- делать рассверливание;
- производить нарезку внутренних и наружных резьб метрических, при этом данная операция может производиться как механикой, которой оснащено устройство, так и ручным способом. Доступны классическая схема резьбы, а также ее трапецеидальная, дюймовая, упорная версия;
- нарезать резьбы с широким диапазоном изменения шага;
- производить сложные нарезки многозаходной резьбы;
- делать зенкеровку;
- производить обработку торцов, подрезку заготовки.
Оборудование позволяет обрабатывать наружные поверхности заготовок пруткового типа, например, точить вал.
Электрооборудование
Для обеспечения контактов используется релейно-контактная аппаратура. Она прячется в электрошкаф, который располагается на тыльной стороне станка. Увидеть ее можно на корпусе передней бабки оборудования.
Прежде чем сделать пробный пуск, следует убедиться в том, что частота сети и напряжение полностью соответствует всем параметрам ТВ-16. Включать в сеть оборудование допустимо медными проводами, которые по своему диаметру в сечении равны показателям проводников в цепи станка. Заземление присоединяется при помощи болта, и предварительно перед запуском оператору нужно каждый раз убеждаться в том, что с соединением все хорошо.
ТВ-16 электро схема станка
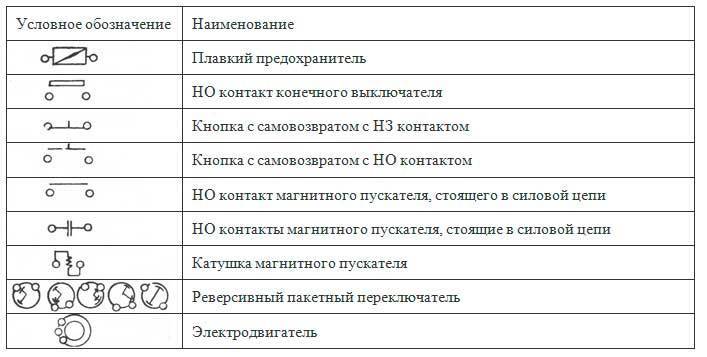
Условные обозначения электросхемы тв-16.
ТВ 7М
Изучив характеристики модели ТВ 7, нельзя не рассмотреть технические аспекты альтернативного решения в лице ТВ 7М.
ТВ 7М выпускался тем же Ростовским станкостроительным заводом. Выпуск модели ТВ 7М начался в 1956 году.
ТВ 7М — это универсальный настольный токарно-винторезный станок. Его предназначение — это обучение профессиональных токарей. На данном станке можно тренироваться в проведении всевозможных токарных мероприятий. При этом станок ограничивает по предельной массе обрабатываемой заготовки — до 5 кг.
С помощью ТВ 7М можно выполнять следующие токарные операции:
- Отрезать;
- Сверлить;
- Нарезать резьбу;
- Подрезать торцы;
- Протачивать конические и цилиндрические поверхности;
- Растачивать заготовки цилиндрической и конической формы.
Хотя производство ТВ 7М было начато не один десяток лет назад, данное токарно-винторезное оборудование продолжают выпускать.
Технические характеристики
Чтобы сопоставить ТВ 7 и ТВ 7М, рассмотрим технические характеристики последнего. Это позволит определить имеющуюся разницу между ними.
- Габариты установки — 1120 на 640 на 680 мм;
- Вес — 220 кг;
- Электрический двигатель асинхронного типа с мощностью 750 Вт (против 1,1 кВт у модели ТВ 7);
- Конус Морзе на задней бабке станка — №2;
- Предельное перемещение пиноли задней бабки — 65 мм;
- Класс точности — Н;
- Предельный диаметр заготовки при размещении над станиной -220 мм;
- Максимальный диаметр заготовки при установке над суппортом — 100 мм;
- Предельная длина заготовок в центрах — 275 мм;
- Максимальная длина детали в патроне — 250 мм;
- Высота держателя резца — до 16 на 16 мм;
- Предельный вес обрабатываемых деталей — 5 кг;
- Диаметр отверстия шпинделя — 18 мм;
- Максимальный диаметр устанавливаемых прутков — 17 мм;
- Конус Морзе шпинделя станка — №3;
- Количество ступеней при прямом и обратном вращении шпинделя — 6.
Оба представленных токарно-винторезных станка имеют объективные преимущества и весомые технические характеристики. Но выбор относительно их покупки вам следует решать самостоятельно, опираясь на личные требования и представления об оптимальном токарно-винторезном устройстве.
Токарный станок модели ТВ-7, часто называемый «Школьник», позволяет эффективно осваивать как теоретические, так и практические азы токарного дела. Данный станок пришел на смену модели ТВ-6, которая была подвергнута незначительной модернизации. Основное отличие данных школьных станков состоит в том, что у них по-разному устроены коробки скоростей и шпиндельные бабки.
Понижающая коробка скоростей токарного станка ТВ-7 имеет два режима работы. Частота вращения шпинделя регулируется с ее помощью, а также посредством ручной переброски приводного ремня на требуемую позицию. В конструкции ТВ-7 не предусмотрены рычаги для переключения скоростей, которые присутствовали в более ранних моделях.
Основными конструктивными элементами токарного станка ТВ-7 являются:
- несущая станина;
- передняя и задняя бабки;
- защитные щитки, кожух и экран;
- переключатель;
- суппорт;
- коробка переключения подач;
- двухступенчатая коробка переключения скоростей (понижающая);
- гитара;
- фартук оборудования;
- светильник для освещения зоны обработки;
- несущие тумбы.
Характеристики станка ТВ-7
Технические возможности токарного станка ТВ-7 позволяют использовать его для выполнения следующих технологических операций по обработке металла:
- проточки и расточки поверхностей, имеющих цилиндрическую и коническую конфигурацию;
- подрезки торцов заготовки;
- отрезки части заготовки;
- сверления;
- нарезания резьбы метрического типа и др.
Технические характеристики
Основными показателями, влияющими в первую очередь на выбор данной модели, являются:
- Класс точности: Н.
- Допустимый диаметр заготовки: до 220 мм над станиной или до 100 мм над суппортом.
- Длина заготовки максимальная: 500 мм для установки в патроне или 525 для центров.
- Габариты резцедержателя: 16 мм х 16 мм.
- Масса заготовки: до 10 кг.
- Штатный патрон: 125 мм.
- Внутреннее отверстие шпинделя, позволяющее сквозную подачу прутка: 18 мм.
- Конус Морзе №3 (для передней бабки) и №2 (для задней).
- Количество ступеней вращения: по 6 прямых и обратных. В обоих случаях происходит ступенчатое регулирование за значениями 60 об/мин, 105 об/мин, 185 об/мин, 315 об/мин, 555 об/мин или 975 об/мин.
- Величина выдвижения пиноли: 65 мм.
- Смещение суппорта при повороте лимба: 0,25 мм на одно деление (продольное), 0,025 мм на одно деление (поперечное).
- Смещение салазок резцовых при повороте лимба: 0,025 мм на одно деление.
- Предельный разворот салазок резцовых: сорок градусов в обе стороны.
- Двигатель основного привода: 1,1 кВт. Для развиваемого усилия при точении этого оказывается более чем достаточно. Для питания требуется промышленная сеть 380 В.
- Общие габариты (по предельным точкам): 1405 мм х 620 мм х 730 мм. При монтаже необходимо учесть проходы по всему периоду для уборки, обслуживания и ремонта.
- Масса: 0,23 тонн. Это относит его к легкому классу.
Полное описание технических характеристик приведено в сопроводительной документации.
Конструкция токарно-винторезного станка ТВ-16
В конструкцию входят следующие узлы и механизмы:
Станина
Предназначается в качестве несущей чугунной опоры, на которой устанавливаются и фиксируются механизмы и составляющие детали.

Передняя бабка
Устанавливается на левом конце станины и предназначается для осуществления двух функций:
- Воспроизвести вращательное движение;
- Поддерживать движение во время обтачивания деталей из металла.
Обрабатывать изделие и регулировать быстроту кручения заготовки помогают такие узлы и элементы, как шпиндель, подшипники, шкив и коробка скоростей.
Отвечает за необходимое движение и амплитуду суппорта, управляется с помощью наружных рукояток.
Фартук
Закреплен к каретке суппорта винтовым способом. Обеспечивает движение суппортного хода, управляя рукоятью, размещенной на корпусе.
Суппорт
Является узлом, который закрепляет режущий инструмент и обеспечивает его перемещение в разном направлении – по наклонному, поперечному или продольному. Держатель, в котором закреплен инструмент, способен вращаться в четыре стороны на 360 градусов.
Задняя бабка
Предназначается для фиксации длинных заготовительных деталей и режущих инструментов. Фиксируется на станине с помощью обыкновенных болтов.
Стол
Оборудование необходимо устанавливать на деревянную поверхность, используя крепежное винтовое соединение. Левая тумба предназначена для размещения привода, электрооборудования и выключателя, который служит для автоматической остановки электродвигателя, правая в качестве места хранения рабочего инструмента и сменных шестеренок.