Электрическая схема станка
Электрическая схема станка приведена в руководстве по эксплуатации (паспорт). Жизнедеятельность станка обеспечивается тремя асинхронными электрическими двигателями: один двигатель приводит в движение главные механизмы, связанные с прямым назначением станка, а два других двигателя обеспечивают работу системы смазки и охлаждения.
Электрическая схема станка 1И611
Для работы основного привода применяется одно напряжение сети, которое согласовывается с заказчиком в процессе заказа станка. Что же касается вспомогательных электрических узлов, то их питание осуществляется следующими классами напряжений: для местного освещения применяется 36 В; для цепей управления 127 В, а для цепей торможения 60 В.
Электросхема предусматривает защиту электродвигателей от технологических нарушений, в частности от перегрузки и КЗ. На станках ранних моделей защита двигателей от КЗ осуществляется предохранителями, а на новых моделях – автоматическими выключателями с встроенными электронными блоками защиты.
От перегрузок электрические двигатели защищаются тепловыми реле, реагирующими на повышение тока статорной цепи.
https://youtube.com/watch?v=GbuH7ypauAY
Обзор эксплуатационных требований для электрооборудования:
- подшипники двигателей должны осматриваться и смазываться с периодичностью не реже 2 раз в год. Для промывки подшипников, перед заменой смазки, следует применять только бензин, желательно авиационных марок;
- электродвигатели и пусковую аппаратуру следует по графику очищать от пыли и грязи. Нельзя допускать, чтобы масло или другие агрессивные жидкости попадали на изоляцию электрооборудования. Это может привести к ее разрушению;
- не реже одного раза в 10 дней следует проверять надежность всех контактных соединений электрической схемы;
- периодически очищать сердечники электроаппаратуры от коррозии. Наличие на них коррозии приводит к сильному гудению этих аппаратов;
- в случае выключения станка системами защиты, включать его повторно можно только тогда, когда будет установлена причина отключения.
Основные технические характеристики
Жесткость и точность. Этих параметров удалось достичь, за счет использования специального метода крепления головки резца без зазора. Сварной контейнер, в котором находится смазка, а также встроенное высокоточное электрическое оборудование. Коробка подач, которая является универсальной, существенно облегчает работу
При нарезке резьбы нет необходимости устанавливать новые шестерни. Продуманная и очень удобная система отвода стружки, которая образуется при обработке деталей
Скорости шпинделя переключаются по особому принципу, что позволяет оператору заранее выбрать и установить необходимое переключение, что очень важно. Специальное устройство блокировки, позволяющее защитить механизм от различных перегрузок, является уникальным на сегодняшний день
Этот механизм позволяет агрегату выполнять свои функции даже при использовании жесткого упора. Специальная функция предоставляет возможность заменять ремни без обязательного снятия шпинделя
Это существенно экономит время ремонта. Верньер — очень точный механизм, который отсчитывает смещение суппорта. Станина выполнена из специального чугуна, который покрыт хромоникелем. Это защищает механизм от коррозий и повреждений. При выполнении работ на токарном станке, в частности нарезании резьбы, на винт подается смазка в автоматическом режиме. Установку можно эксплуатировать в весьма стесненных производственных помещениях за счет того, что схема агрегата не предусматривает его обслуживание с тыльной стороны.
Важно! Станок идеально подойдет для небольших цехов, боксов или гаражей. Его достаточно легко обслуживать и проводить профилактические работы. Направляющие станка отличаются повышенной прочностью и износостойкостью, за счет закалки высокочастотными токами
Направляющие станка отличаются повышенной прочностью и износостойкостью, за счет закалки высокочастотными токами.
Все вышеперечисленные особенности токарного станка ИЖ 1И611П безусловно важны. Они в существенной степени облегчают процесс обработки заготовок и деталей, делая этот процесс автоматическим.
Детальнее ознакомиться с возможностями станка, его устройством и основными функциями можно просмотрев
видео
Инструкции и применение
При помощи ИЖ 1И611П возможно выполнять точение конусов, нарезание различных резьб, о чем мы упоминали в самом начале.
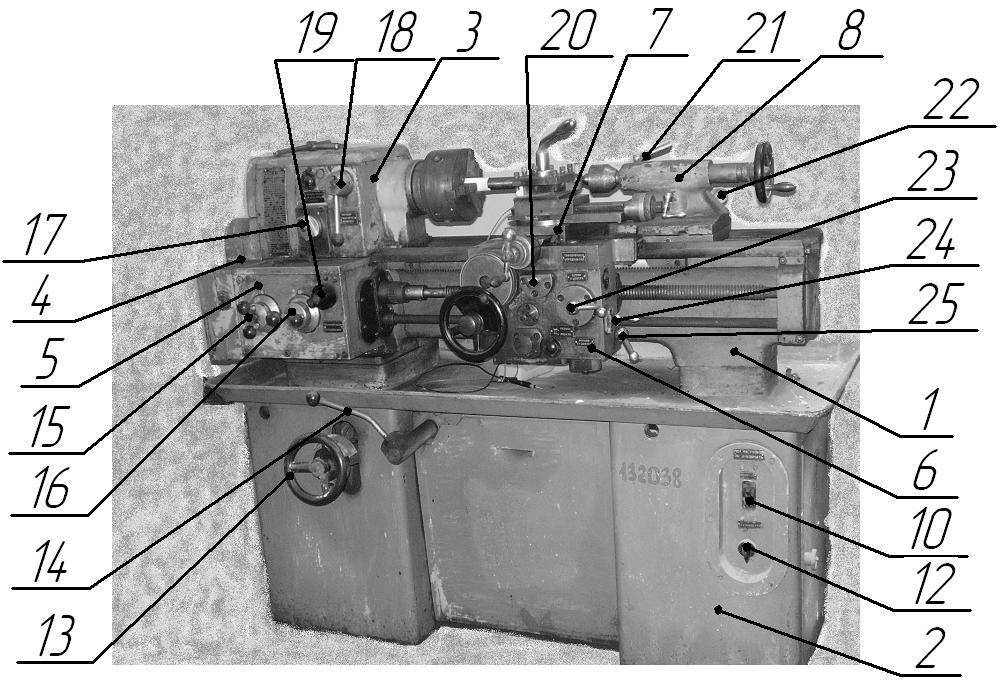
Фото ИЖ 1И611П
Фото 2: ИЖ 1И611П
Предназначен станок, в первую очередь, для многоэтапных заданий. Здесь применяются калёные направляющие, которые отличаются повышенной точностью и прочностью.
Важно! Старые модели предлагаются на вторичном рынке в достаточно широком ассортименте. Это массовое изделие, на которое всегда есть спрос. Цена колеблется от 24 000 до 140 000 рублей
Цена колеблется от 24 000 до 140 000 рублей.
Это интересно: Аргонная сварка своими руками – схема, фото, видео
Общие сведения
На станке установлены три трехфазных асинхронных электродвигателя:
Электродвигатель главного привода 1Д.
Электродвигатель смазки 2Д.
Электродвигатель насоса охлаждения ЗД.
Электродвигатели и аппаратура рассчитаны на включение в сеть с частотой и номинальным напряжением, соответствующим заказу. Напряжение местного освещения 36 в. и цепи управления 127 в. Динамическое торможение напряжением 60 в. постоянного тока.
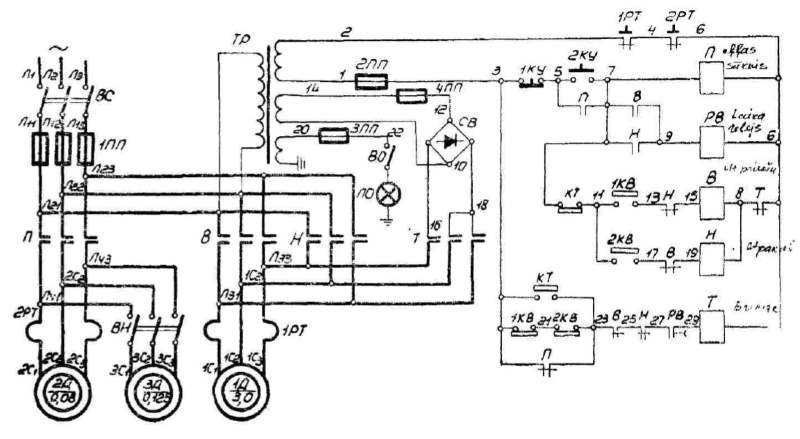
Рисунок – Монтажная электросхема
Описание работы электросхемы
Подключение электрической части станка к сети осуществляется пакетным выключателем ВС. Затем кнопкой 2КУ через магнитный пускатель П происходит включение электродвигателя смазки 2Д. После этого рукояткой валика управления, который связан с конечными выключателями 1КВ и 2КВ, осуществляется включение главного привода 1Д через реверсивный магнитный пускатель В (вперед) или Н (назад).
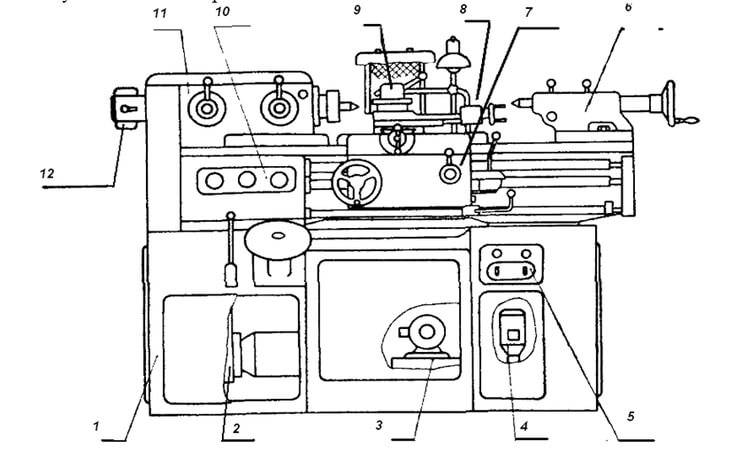
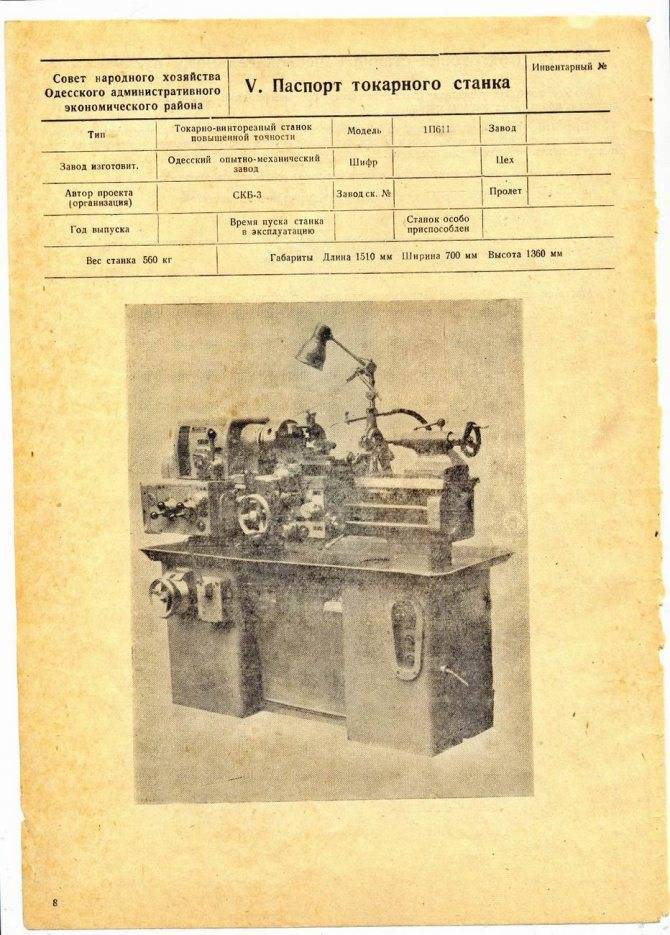

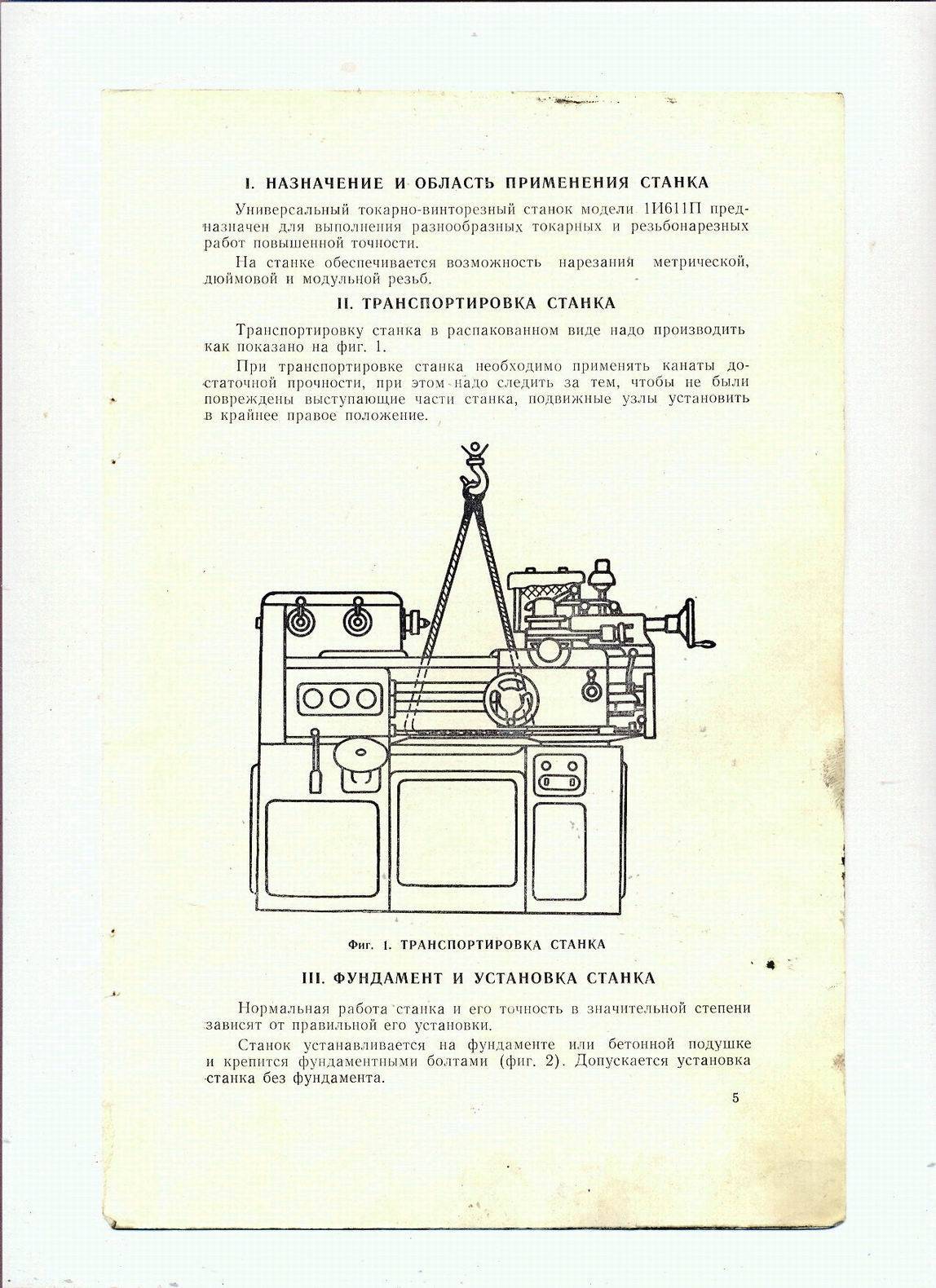
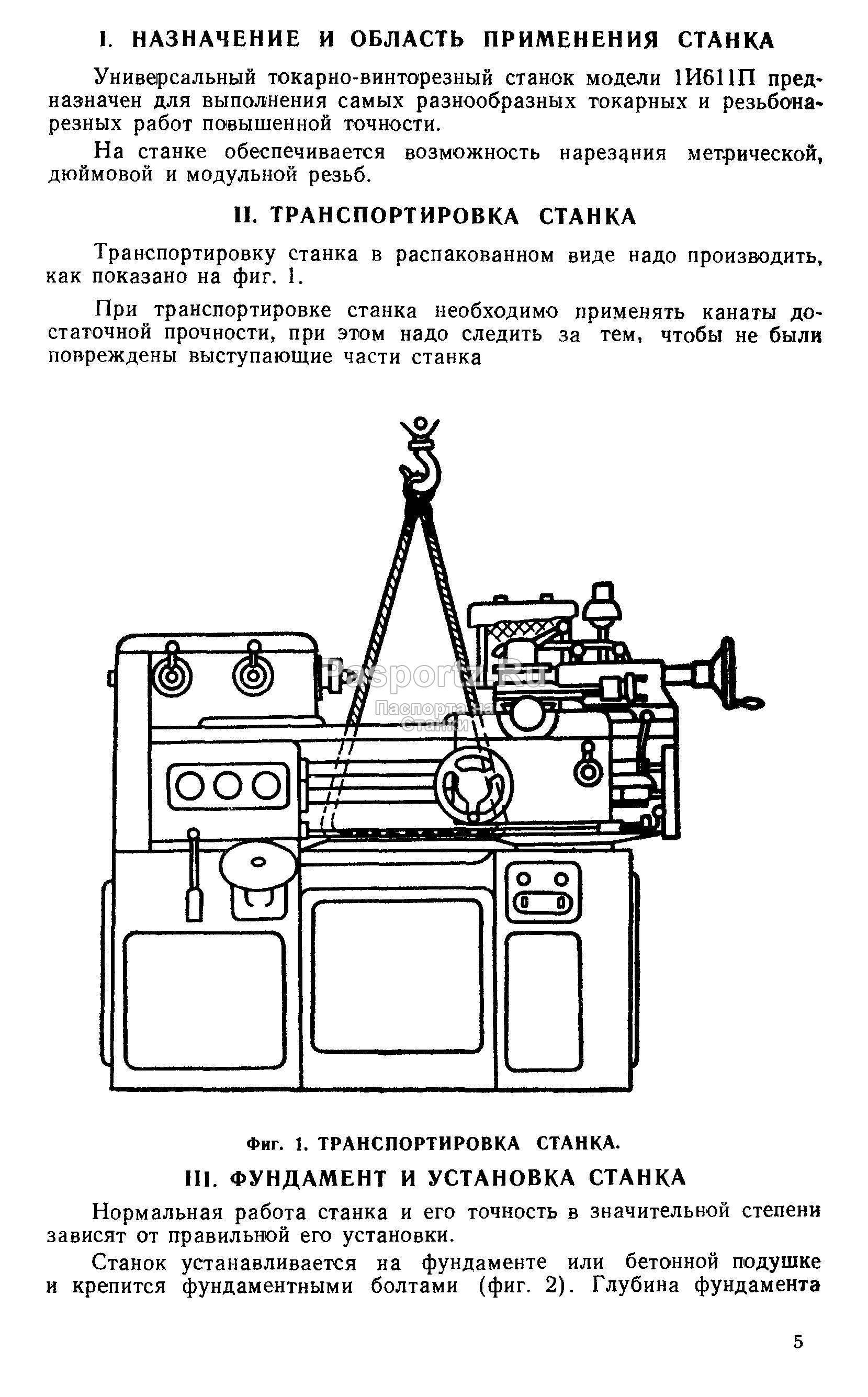
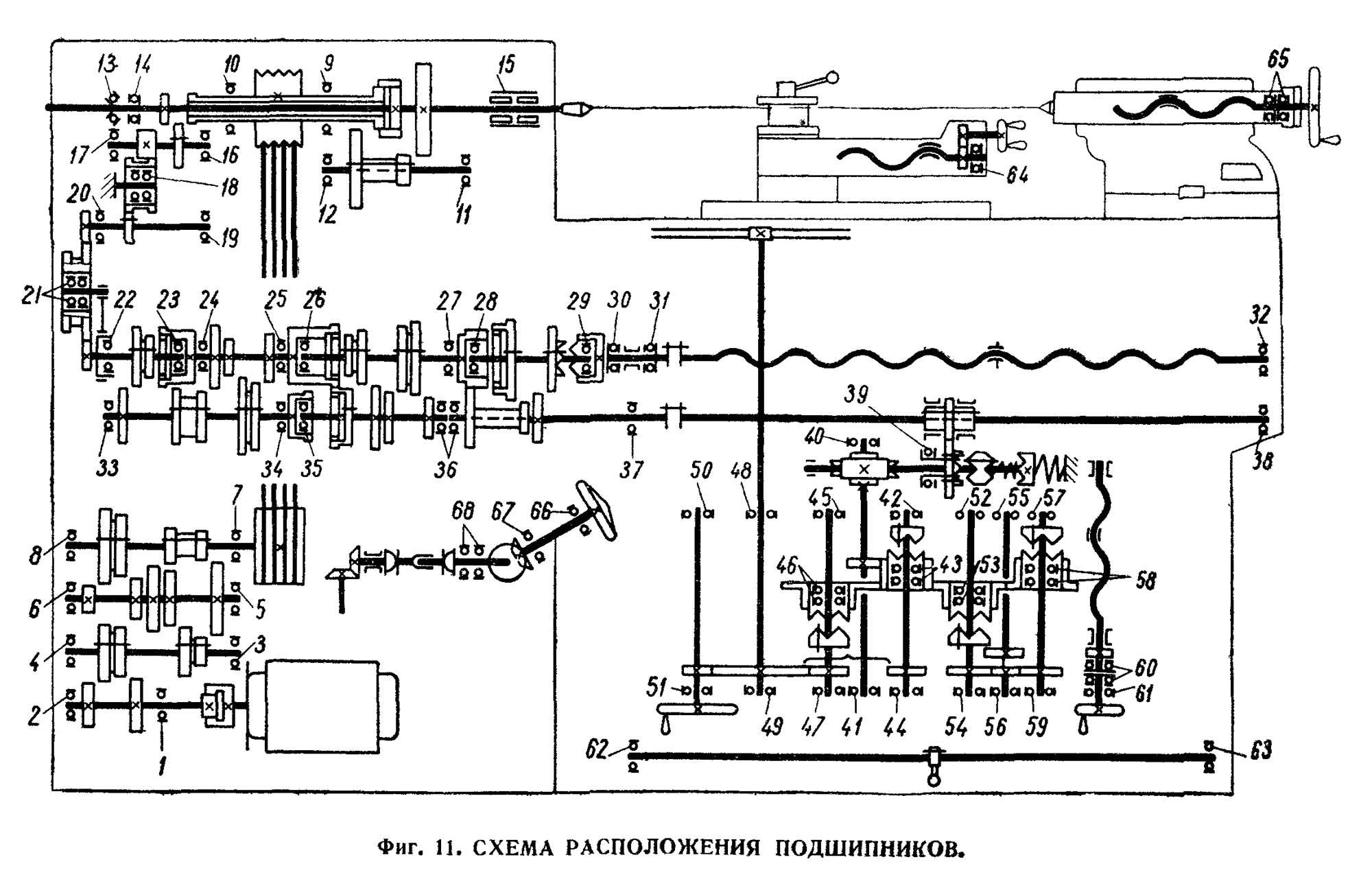

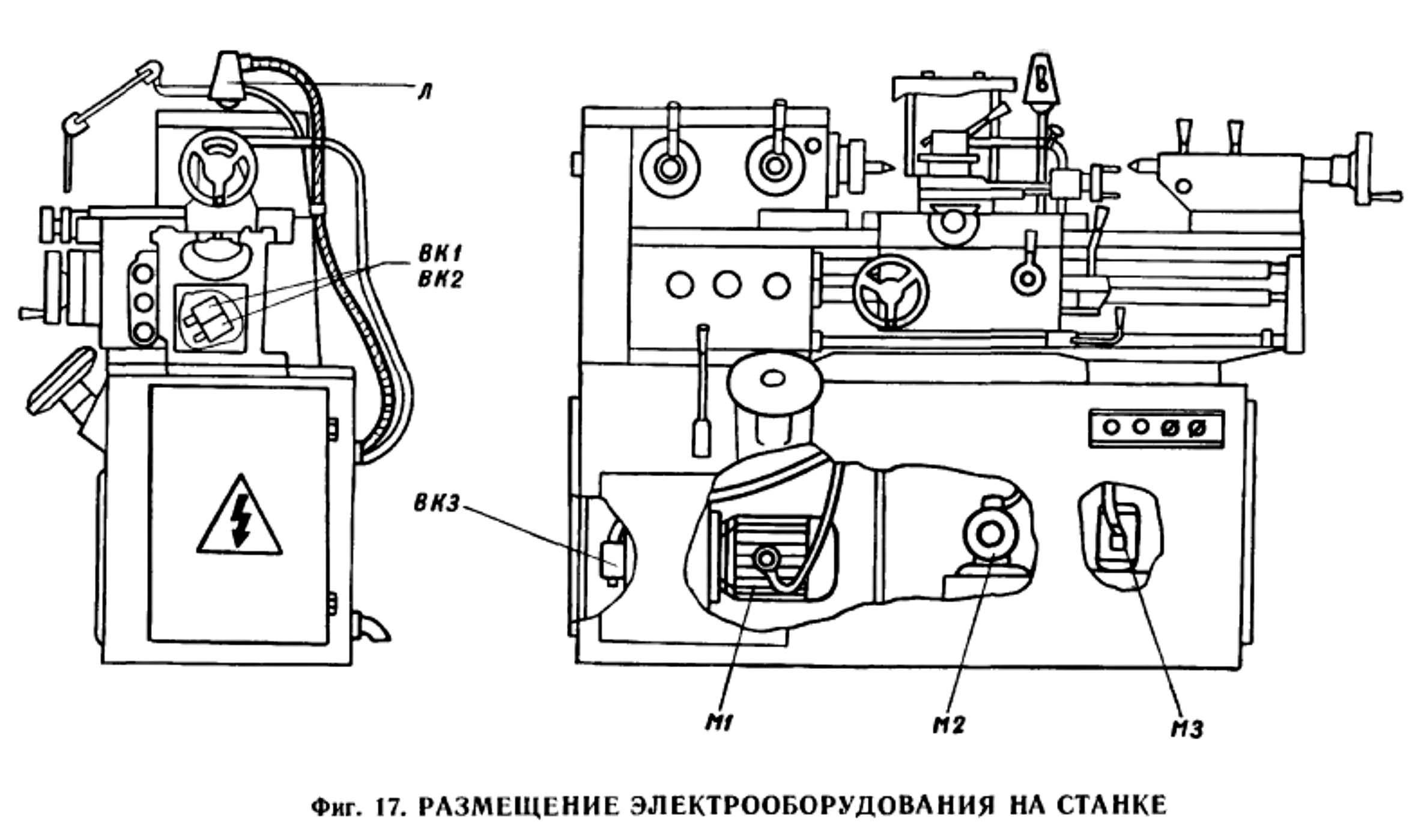
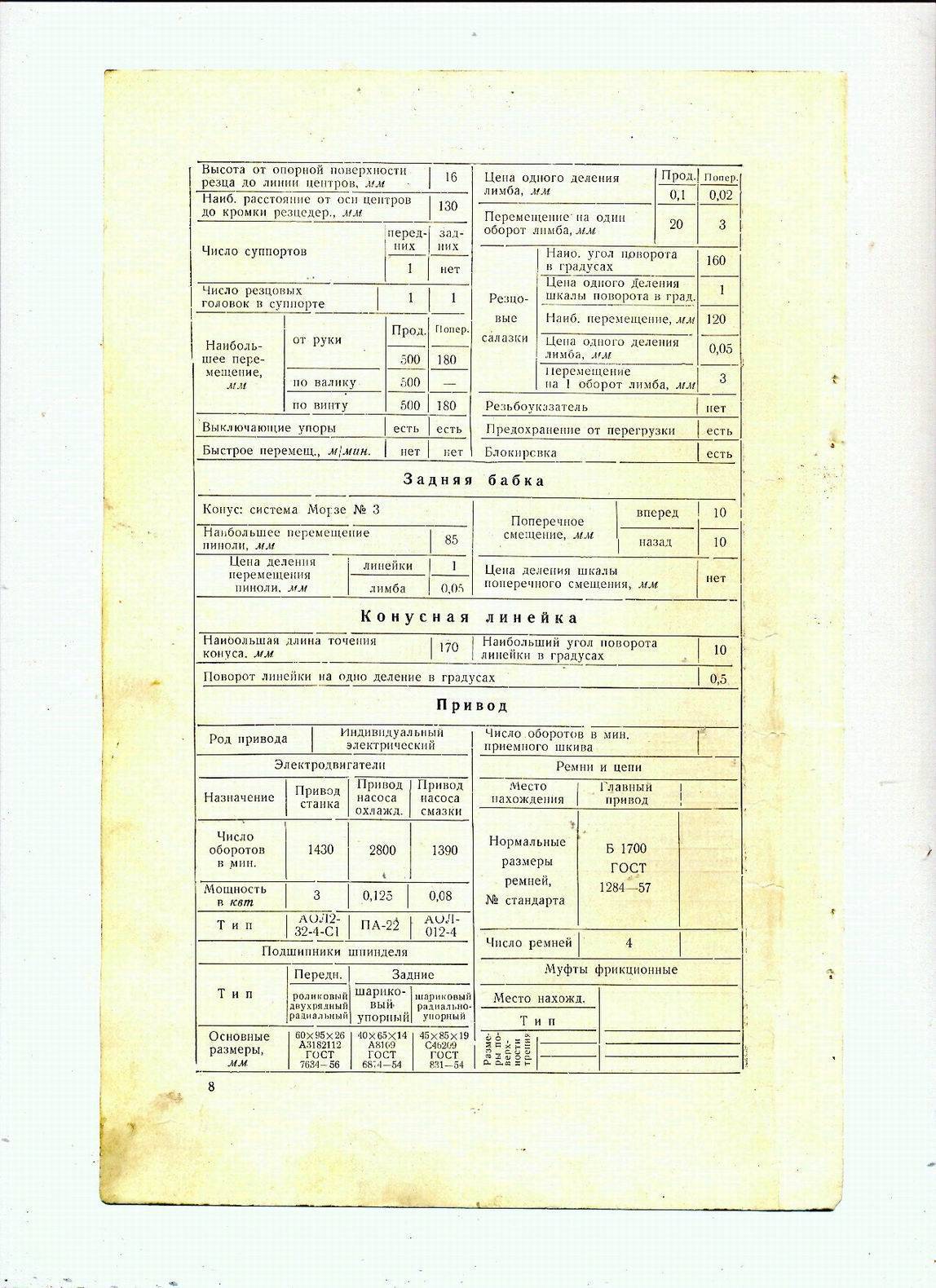
Рисунок – схема электрическая принципиальная
После включения одного из пускателей В или Н включается реле времени РВ и замыкает свой нормально разомкнутый контакт, подготавливая цепь для динамического торможения через пускатель Т. Пускатель Т включается после установки рукоятки валика управления в нейтральное положение через нормально замкнутые контакты конечных выключателей 1KB, 2КВ и магнитных пускателей В, Н. При этом катушка реле времени отключается, а его контакт размыкается с выдержкой времени и отключает пускатель Т.- Величина выдержки времени настраивается на время, необходимое для полного останова электродвигателя главного привода 1Д, но не более 2,5 сек, так как настройка на более длительное время может привести к выходу из строя селенового выпрямителя и трансформатора. Динамическое торможение происходит путем подачи постоянного тока через селеновый выпрямитель СВ в обмотку статора электродвигателя. Конечный выключатель КТ служит для притормаживания электродвигателя 1Д в момент переключения шестерен редуктора на ходу. Включение электронасоса охлаждения производится пакетным выключателем ВН при работающем электродвигателе смазки 2Д. Включение освещения осуществляется тумблером ВО.
Защита и блокировка
Защита электрооборудования станка от коротких замыканий обеспечивается плавкими предохранителями 1ПП, 2ПП, ЗПП, 4ПП.
Защита электродвигателей 1Д и 2Д от перегрузки осуществляется тепловыми реле 1РТ и 2РТ.
Нулевая защита схемы обеспечивается пускателем П. В схеме предусмотрены электрические блокировки магнитных пускателей с целью исключения возможности одновременного их включения.
Эксплуатация электрооборудования
При эксплуатации электродвигателей необходимо обращать внимание на их смазку. Не реже двух раз в год проверять шарикоподшипники и заменять старую смазку новой. Промывать подшипники следует бензином, употребление керосина не допускается
В случае сильного износа шарикоподшипники должны быть заменены новыми
Промывать подшипники следует бензином, употребление керосина не допускается. В случае сильного износа шарикоподшипники должны быть заменены новыми.
Электродвигатели и аппаратуру необходимо регулярно очищать от пыли и грязи сухой тряпкой. Во избежание разъедания слоя изоляции не допускается промывать обмотки электродвигателей бензином или керосином.
Не реже одного раза в декаду следует проверять состояние контактных соединений и проводов, подводящих ток к электродвигателям.
Необходимо также проверять плотность контакта болта заземления. Следить за исправностью магнитных пускателей, своевременно подчищать подгоревшие контакты наждачным полотном или бархатным напильником. Смазывать контакты нельзя. Износившиеся контакты должны быть своевременно заменены новыми.
Коррозия на магнитопроводах электроаппаратов вызывает усиленное гудение, поэтому их рабочие поверхности периодически должны смазываться машинным маслом и затем протираться насухо.
Не рекомендуется выключать станок пакетным выключателем ВС во время его работы.
В случае отключения электродвигателя тепловым реле необходимо выявить причину и после 15-минутного перерыва кнопкой включить тепловое реле. Только после этого можно продолжать работу.
Тепловые реле имеют регулировку в пределах 25% от номинального тока.
Эксплуатационные характеристики
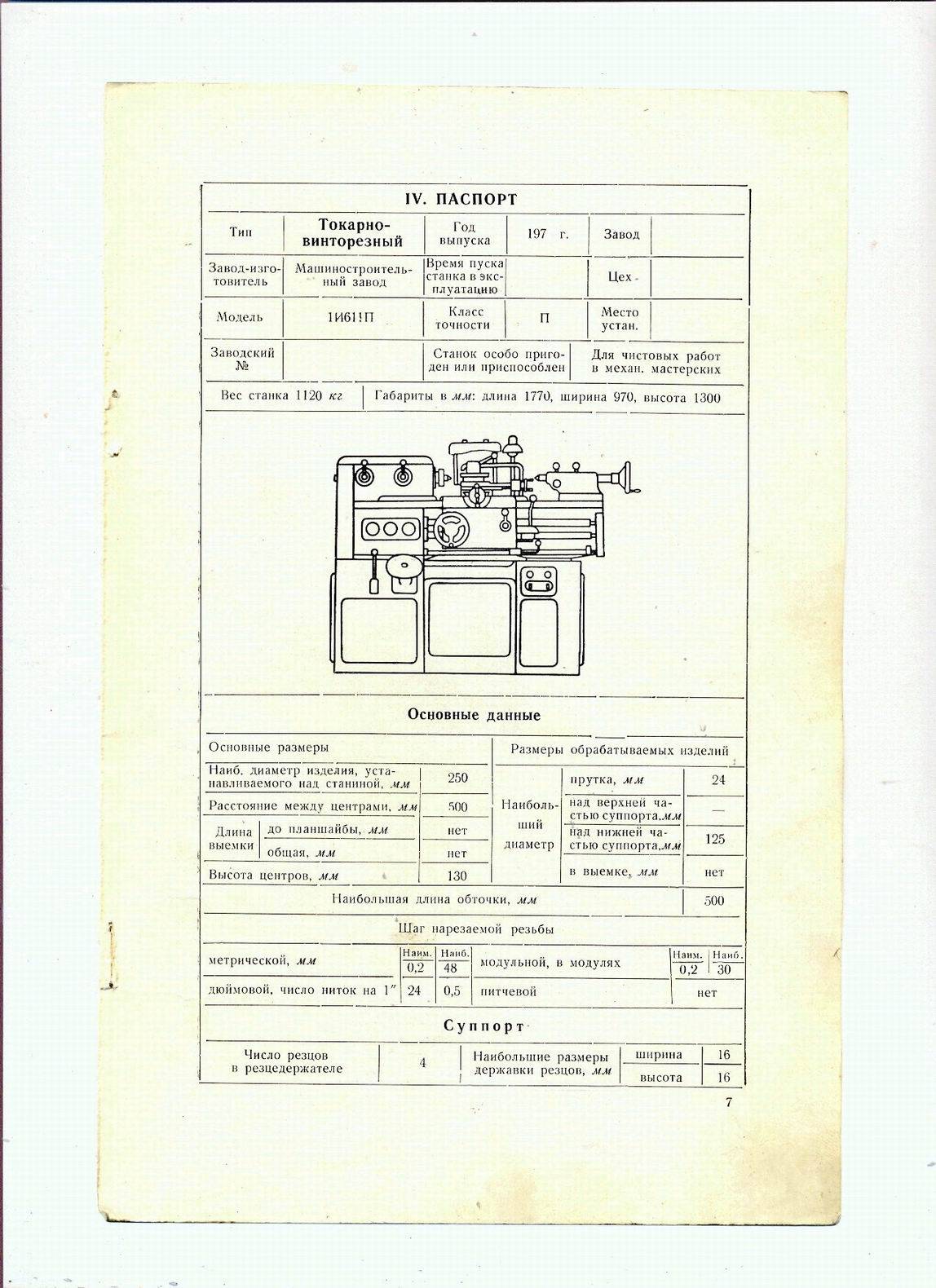
Наличие соответствующих технических характеристик 1И611П позволяет проводить обработку заготовки диаметром до 250 мм над станиной, до 125 мм – над суппортом. Максимальная длина элемента, который возможно обрабатывать, равняется 500 мм. Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
Ключевые характеристики:
- класс точности – П;
- максимальный диаметр детали над основанием – 25 см;
- максимальный диаметр детали над суппортом – 12,5 см;
- максимальная длина детали – 50 см.
Шпиндель:
- радиус сквозного отверстия – 1,25 см;
- максимальный радиус прутка – 1,2 см;
- частота прямого кручения – 20-2000 оборотов в минуту;
- величина внутреннего конуса – Морзе 4.
Коробка скоростей:
- максимальная длина хода каретки – 50 см;
- пределы продольных рабочих подач – 0,001-0,18 см/об;
- пределы поперечных рабочих подач – 0,0005-0,09 см/об;
- пределы шагов создаваемых метрических нарезок – 0,02-4,8 см;
- пределы шагов создаваемых дюймовых нарезок – 0,05-2,4 см;
- пределы шагов создаваемых модульных нарезок – 0,02-3 см.
Электрическое оснащение:
- число электромоторов – 3;
- мощность электромотора основного привода – 3000 Вт;
- вид электромотора основного привода – АОЛ2-32-4;
- мощность электромотора гидростанции – 80 Вт;
- вид электромотора гидростанции – АОЛ-012-4;
- мощность электродвижка охлаждающего насосного устройства – 50 Вт;
- вид охлаждающего насосного устройства – ПА-22.
Токарный станок ИЖ 1И611П имеет такие габариты – 177 x 97 x 130 см. Весит устройство 1,12 т.
Подобные параметры геометрии и веса дают возможность применять этот станочный аппарат для оборудования маленьких мастерских, производственных цехов, ремонтных отделений. Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.
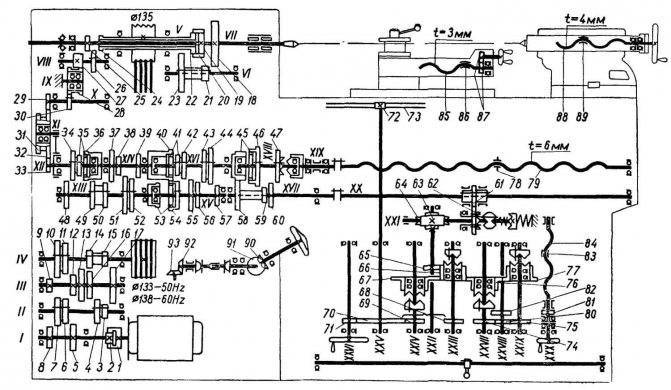
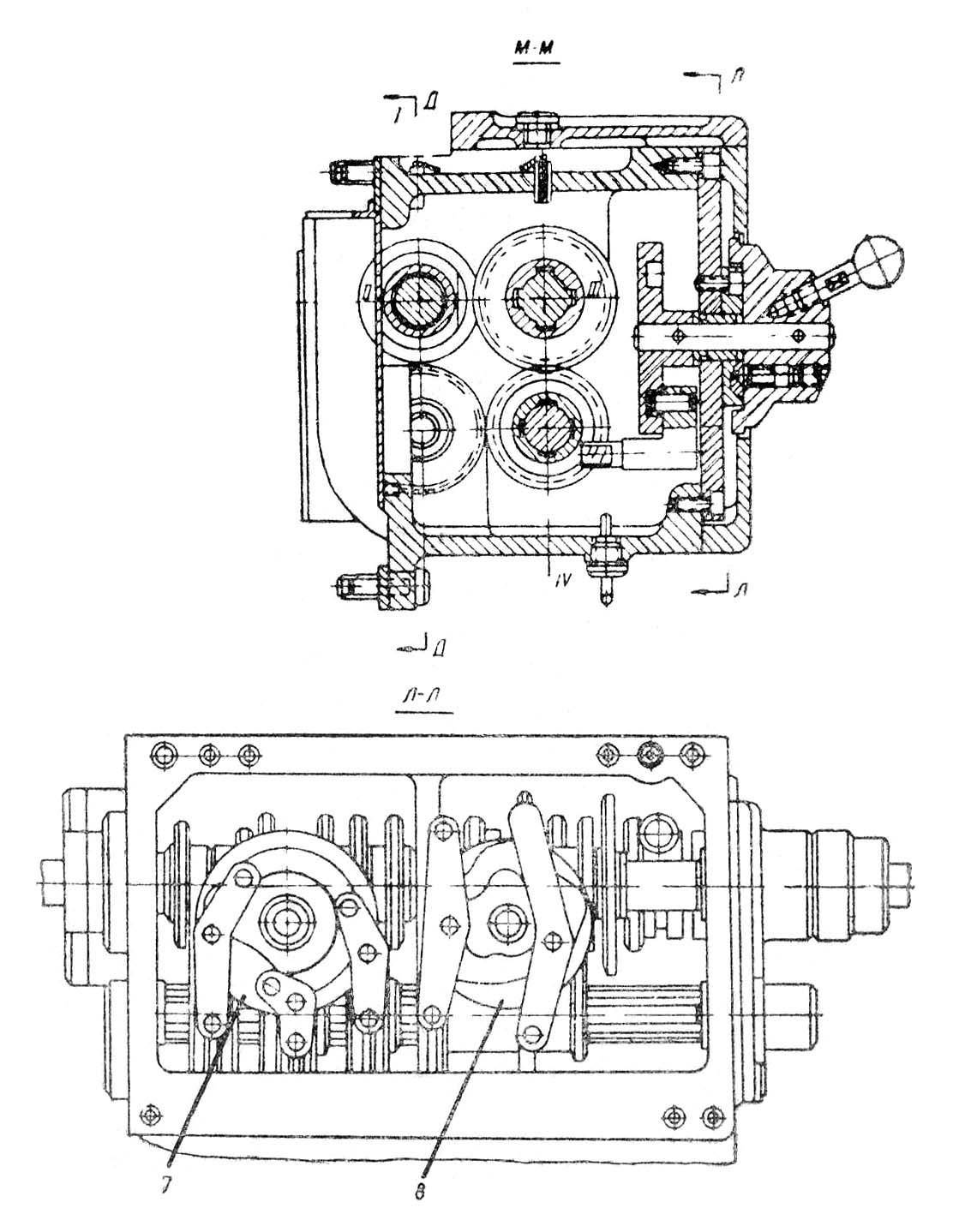
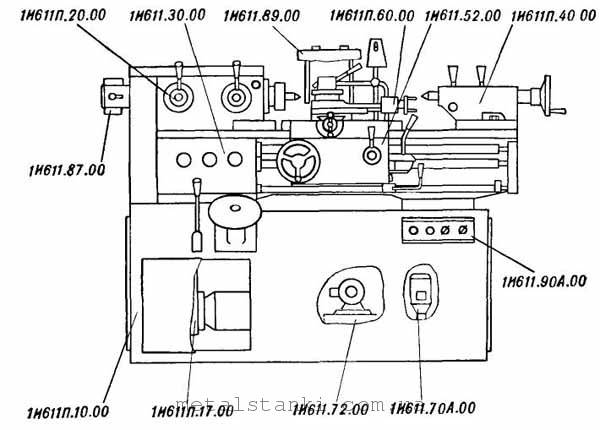
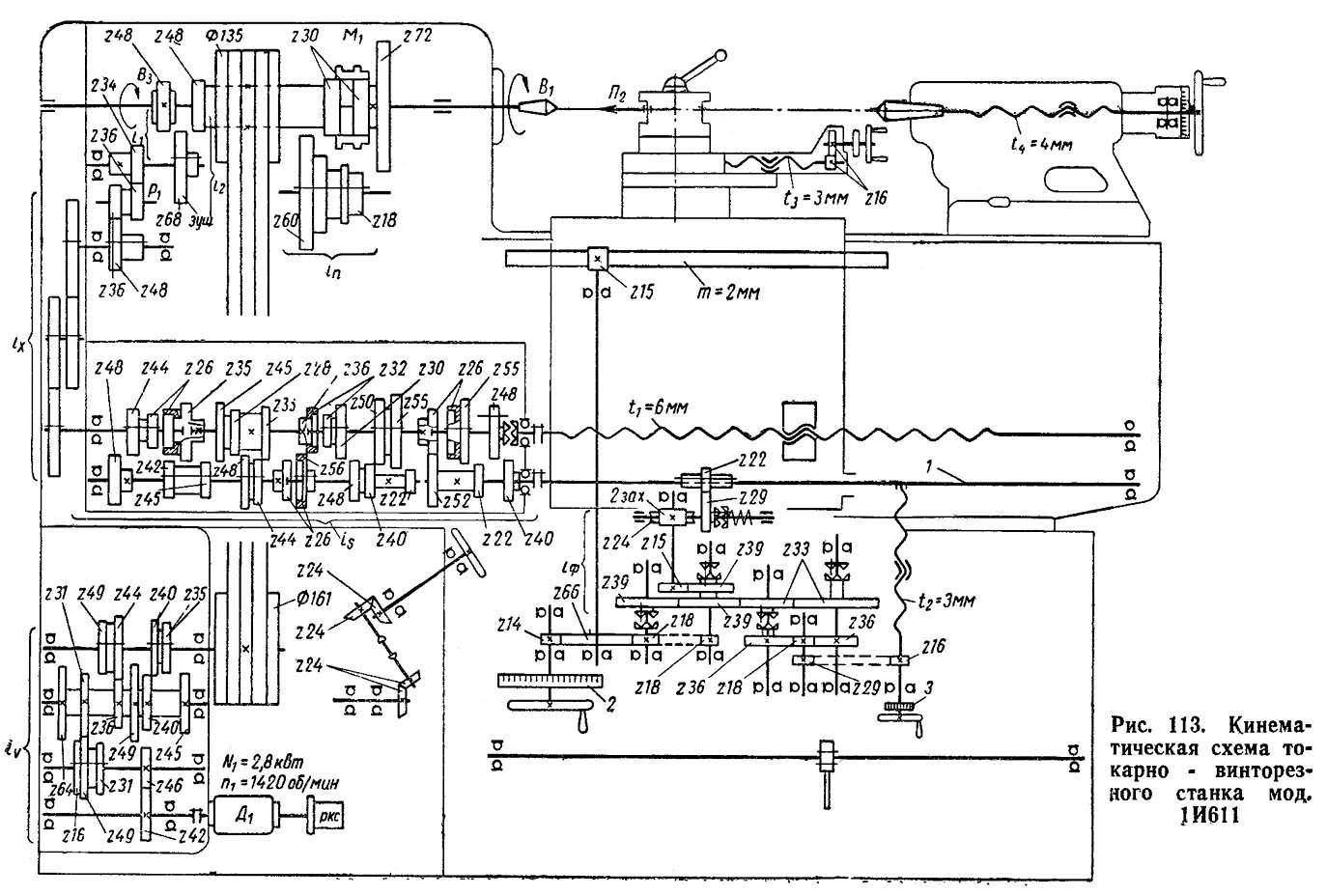
Кинематическая схема
Технические характеристики токарно-винторезных станков 1И611П
| Наименование параметра | ИЖ-250П | 1И611П | 250-ИТВ | 250ИТВМ.01 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н,П | П | В | В |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 250 | 260 | 300 | 300 |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 240 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 125 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | |||
| Высота центров, мм | 150 | 135 | 150 | 150 |
| Высота резца, мм | 20 х 20 | 16 х 16 | 16 х 16 | 16 х 16 |
| Шпидель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 30 | 24 | 24 | 24 |
| Число ступеней частот прямого вращения шпинделя | 22 | 21 | 18 | 21 |
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 16..2000 (22) | 20..2000 (21) | 63..3150 (18) | 25..2500 (21) |
| Размер внутреннего конуса в шпинделе (ГОСТ 13214) | Морзе 5 | Морзе 4 | Морзе 4 | Морзе 4 |
| Торможение шпинделя | есть | есть | есть | есть |
| Конец шпинделя по ГОСТ 12593-72 | М68х6 | 4 | 4К | 4 |
| Подачи | ||||
| Наибольшая длина хода каретки, мм | 500 | 500 | 500 | 500 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 180 | 170 | 165 |
| Продольное перемещение суппорта за один оборот лимба, мм | 23,5 | 20 | 20 | |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,02 | 0,02 | 0,05 |
| Поперечное перемещение суппорта за один оборот лимба, мм | 3 | 3 | 2 | 3 |
| Число ступеней продольных подач | 25 | 24 | 21 | |
| Пределы рабочих подач продольных, мм/об | 0,02..2,17 | 0,01..3 (25) | 0,01..1,5 | 0,01..1,8 |
| Число ступеней поперечных подач | 25 | 24 | 21 | |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 | 0,005..1,5 | 0,005..0,75 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Наибольшее допустимое тяговое усилие, Н (кг) | 5000 (500) | |||
| Количество нарезаемых резьб метрических | 33 | 30 | 33 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..48 (33) | 0,2..24 (30) | 0,2..48 (33) |
| Количество нарезаемых резьб дюймовых | 26 | 21 | 26 | |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24..3,5 | 24..0,5 (26) | 24..1 (21) | 24..0,5 (26) |
| Количество нарезаемых резьб модульных | 35 | 21 | 25 | |
| Пределы шагов нарезаемых резьб модульных, модули | 0,2..6 | 0,2..30 (35) | 0,2..6 (21) | 0,2..12 (25) |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Верхние салазки суппорта (Резцовые салазки) | ||||
| Наибольшее перемещение салазок, мм | 120 | 120 | 120 | |
| Цена деления лимба перемещения салазок, мм | 0,1 | 0,05 | 0,02 | |
| Перемещение салазок за один оборот лимба, мм | 3 | |||
| Резьбоуказатель | нет | нет | нет | нет |
| Блокировка | есть | есть | есть | есть |
| Предохранение от перегрузок | есть | есть | есть | есть |
| Выключающие упоры продольные / поперечные | есть/ нет | есть | есть | есть |
| Быстрый ход | нет | нет | нет | нет |
| Задняя бабка | ||||
| Центр в пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 | 85 | |
| Цена деления линейки/ лимба перемещения пиноли задней бабки, мм | 1/ 0,05 | 1/ 0,05 | ||
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 2,6/ 3 (1420/ 2800) | 3 (1420) | 3 (1430) | 3 (1410) |
| Тип электродвигателя главного привода | ФТ-42-4/2 | АОЛ2-32-4 | АИР100S4ПУ3 | |
| Мощность электродвигателя станции смазки, кВт (об/мин) | 0,18 (1400) | 0,08 (1390) | 0,09 (2700) | 0,09 (1350) |
| Тип электродвигателя гидростанции | АОЛ-012-4 | АОЛ-012-4 | ||
| Тип станции смазки | С48-12М | |||
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,15 (2800) | 0,12 (2800) | 0,18 (3000) |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-25МС | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 1770_970_1300 | 1790_810_1400 | |
| Масса станка, кг | 1570 | 1120 | 1180 |
Основные размеры оборудования
Они указаны в ГОСТ 440-57 (не действует).
К таким размерам относят (мм):
- диаметр заготовки, устанавливаемый над: станиной – 250;
- суппортом – 145;
длина заготовки – 500;
от станины до центров – 135;
диаметр отверстия в шпинделе – 26,5;
перемещение суппорта:
- продольное – 580;
поперечное – 150;
длина передвижения пиноли – 70;
габарит станка (L*B*H) – 1510*700*1360.
Рабочие параметры:
- мощность:
- двигателя – 1,7 квт;
- насоса СОЖ – 120 Вт.
- число об/мин – до 3000.
Вес оборудования 560 кг.
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;


a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
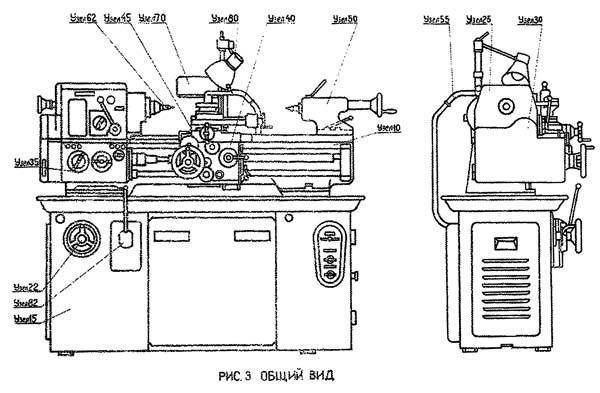
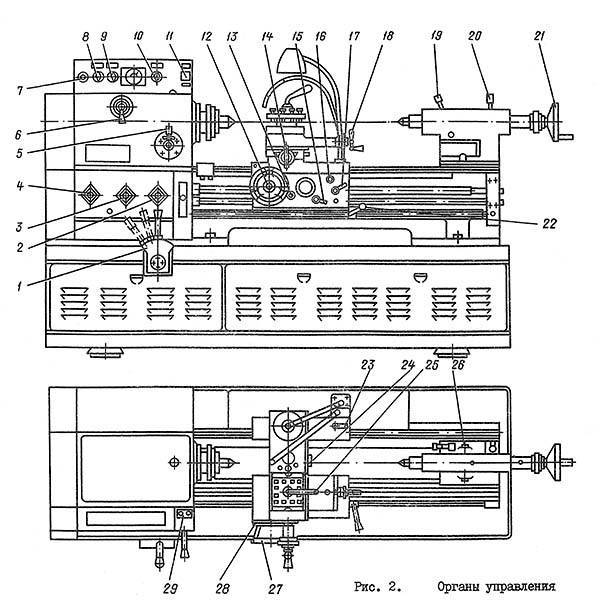
Назначение и область применения
Токарно-винторезный станок 1П611 проектировался для работы в помещениях, не имеющих под оборудованием прочных залитых фундаментов. Его используют в многоэтажных производственных помещениях, устанавливают в передвижных мастерских, включая пароходы. Конструкция станины гасит вибрацию. Технологическая точность не зависит от положения оборудования. Станок стабильно работает при крене пола.
Справка. Модель токарно-винторезного станка 1П611 выпускается в разных климатических вариантах: тропики, север, стандартный.
Назначение 1П611 – изготовление мелких серий и единичных деталей из стали, чугуна, цветных металлов и их сплавов. На станке производится обдирка заготовок и чистовая обработка деталей с высокой точностью и чистотой.
Обработка поверхностей
На станке производится обработка резанием цилиндрических и конических поверхностей, обработка торцов и нарезка резьбы. Используются резцы и многолезвийный инструмент:
- резцы;
- сверла;
- зенкера;
- метчики и плашки.
При необходимости упрочнить поверхность и придать ей высокий класс чистоты, возможна обкатка роликом, зачистка напильником и наждачной бумагой. Для выполнения этих операций используют простые приспособления.
Нарезание резьбы
На гитаре устанавливается нужное передаточное число для нарезки резьбы. Каждый набор шестерен соответствует определенному шагу. Форма нити обеспечивается заточкой резца по шаблону.
На модели 1П611 нарезаются резьбы:
- метрические;
- модульные;
- дюймовые.
Трубные – конические, выполняются с помощью специального инструмента.
Резьбы с диаметром до 24 мм, расположенные от торца, нарезаются многолезвийным слесарным инструментом:
- метчик для внутренней поверхности, детали типа гайка;
- плашка для наружной резьбы: болты, шпильки.
Для их нарезки инструмент крепится на задней бабке.
На участках, где невозможно использовать слесарный инструмент, резьба нарезается резцом. Для вывода инструмента в чертеже предусматривают канавку.





Важно!
Резец отводится вручную. От токаря требуется высокая квалификация для выполнения операции: одновременно вращается ручка салазок, и выключаются обороты и подача рычагом на фартуке.
Сверление
На токарно-винторезном станке 1П611 сверление производится в оси вращения детали в торце со стороны задней бабки.
- Сверло вставляется в конус пиноли.
- Инструмент подводится к детали. Задняя бабка фиксируется неподвижно.
- Включаются обратные обороты.
- Вращением ручки пиноль перемещается, сверло врезается в деталь.
При обработке тонких длинных валов для жесткости ставится люнет. Сверловка больших отверстий может проходить в 2 этапа: сначала сверло меньшего диаметра, затем требуемого.
Отрезка
На модели 1П611 нет поперечной механической подачи резца. Салазки перемещаются вручную, ручкой. Резец выставляется режущей кромкой точно по оси детали. Включается вращение шпинделя и подводится режущий инструмент. Отрезка прямым резцом производится на обратных оборотах.
Развертывание отверстий
Отверстия разворачиваются в коротких деталях большого диаметра, типа шайб, колец, после сверловки.
- Резец крепится в резцедержателе стеблем вдоль оси детали.
- Включается вращение.
- Движением суппорта вдоль направляющих обрабатывается деталь.
Важно!
Зенкерование
Длинные заготовки типа вал зажимаются одним концом в кулачках. Со стороны задней бабки ставится люнет, для предотвращения биения. В пиноль устанавливается зенкер. Он врезается центр торца при вращении на заданную глубину. Конфигурация – тип, отверстия под центровку, задается формой зенкера.