При какой температуре прокалить электроды?
Все зависит от типа электрода и типа обмазки.
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150… 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300… 450 °С в течение 1-2 ч.
- С кислым покрытием – 185… 190 °С, 1 ч.
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
Для наглядности на примере наиболее известных марок покажем, как и сколько прокаливать электроды, в виде таблицы.
| Марка | Температура прокалки (+/- 20 °С) | Время выдержки, ч. |
| УОНИ-13/45 | 400°С | 3 |
| УОНИ-13/55 | 465°С | 3 |
| АНО-4 | 200°С | 2 |
| АНО-9 | 360°С | 2 |
| ОЗС-6 | 200°С | 2 |
| ОЗС-12 | 200°С | 2 |
| МР-3 | 200°С | 2 |
| ЦУ-7 | 360°С | 2 |
| НЖ-13 | 250°С | 1 |
| ЦЛ-17 | 380°С | 2 |
| ОЗЛ-7 | 250°С | 1 |
С какой целью производят прокалку электродов
Прокаливание – принципиально иной технологический момент подготовки стержней к работе. Оно выполняется при температурах, которые значительно превышают те, что нужны для просушивания. Такая термообработка:
- задает нужные технические характеристики обмазке;
- сводит уровень влажности в покрытии практически к нулю (0,2–0,5% против 8–12% при сушке);
- предотвращает залипание электрода;
- обеспечивает хороший первый и повторный поджиги и стабильное горение дуги;
- позволяет существенно снизить расход электрода (на 10–15%);
- задает ровное, качественное формирование шва.
Первичную прокалку электроды проходят в заводских условиях на заключительном этапе производства. И если они используются практически сразу после изготовления, нет необходимости в повторном прокаливании. Но подобные ситуации бывают редко, готовая продукция может месяцами храниться на складах производителя или потребителя.
При повышенной влажности окружающего воздуха (85–90%) обмазка склонна к обратному поглощению влаги, и всего за две недели она ее набирает. Пример:
- прокаленные при t 400˚С электроды типа Э50А набирают 1,5% влаги;
- изделия того же типа, прокаленные при t 200˚С, впитывают уже до 2,2%.
И это – только за 14 дней, а они могут храниться и гораздо дольше. Если покрытие отсырело, ему необходимы сушка и повторная прокалка.
Хранение электродов на рабочем месте
РД 34.10.124-94 Группа В05
ОКСТУ1208
Датавведения 1995-01-03
1РАЗРАБОТАНА Акционерным обществом открытого типа»Энергомонтажпроект»,
ИСПОЛНИТЕЛИ
Кривошеин Д.И., БелкинС.А. (руководитель темы), Малашонок В.А., Захарова Л.П., Стома С.Н.(АООТ «Энергомонтажпроект»), Стенин В.А, Гусев Ю.И. (РАО «ЕЭСРоссии)
2УТВЕРЖДЕНА И ВВЕДЕНА В ДЕЙСТВИЕ 03.01.1995
3ЗАРЕГИСТРИРОВАНА отделом стандартизации института «Оргэнергострой»за N РД 34.10.124-94
4ВВЕДЕНА ВПЕРВЫЕ
5ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОГЛАСОВАНА
Начальник Департамента»Энергореновация» РАО «ЕЭС России» В.А.Стенин.
УТВЕРЖДЕНА
Заместитель Министратоплива и энергетики Российской Федерации Ю.Н.
Корсун
Настоящая инструкцияустанавливает требования к организации подготовки, хранения ивыдачи сварочных материалов, применяемых для сварки соединенийоборудования и трубопроводов тепловых электрических станций (ТЭС).
Инструкция входит составной частью в «Систему контроля иобеспечения качества сварочных работ», оговаривающую процедурывыполнения и контроля выполнения работ при изготовлении, монтаже,ремонте и реконструкции изделий ТЭС.
1.ОБЩИЕ ПОЛОЖЕНИЯ
1 Настоящая инструкцияраспространяется на работы по подготовке, хранению, в т.ч.
нарабочих местах, учету и выдаче в производство сварочных материалов,предназначенных для сварки элементов оборудования и трубопроводовТЭС, на которые распространяется действие нормативно-техническихдокументов:
«Правилаустройства и безопасной эксплуатации сосудов, работающих поддавлением»
«Правилаустройства и безопасной эксплуатации паровых и водогрейныхкотлов»
«Правилаустройства и безопасной эксплуатации трубопроводов пара и горячейводы»
«Правилаустройства и безопасной эксплуатации грузоподъемных кранов»
СНиП3.05.05-84 Строительные нормы и правила. Технологическоеоборудование и технологические трубопроводы
СНиП3.03.01-87 Строительные нормы и правила. Несущие и ограждающиеконструкции
СНиП3.05.02-88* Строительные нормы и правила. Газоснабжение______________
*На территории Российской Федерации действуют СНиП42-01-02. — Примечание изготовителя базы данных.
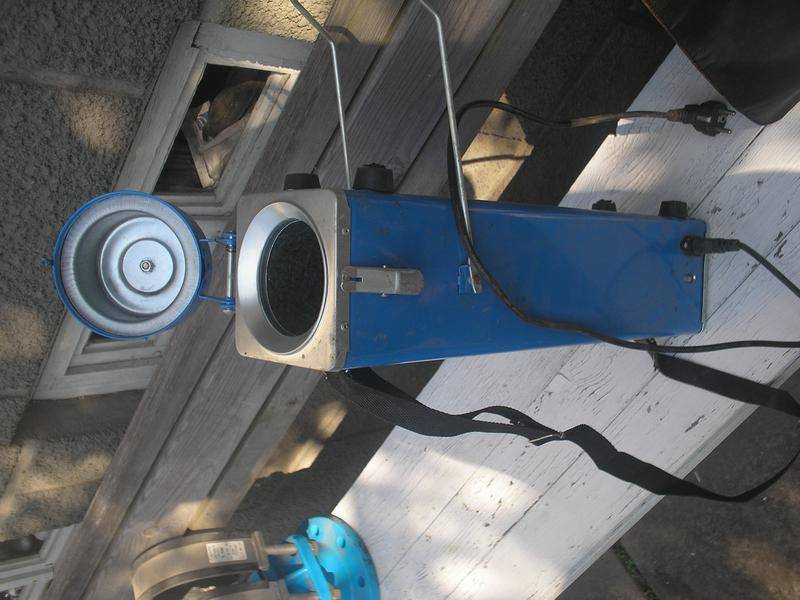
Конструкция и функционал
Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
- корпус,
- камера,
- нагревательный элемент,
- электроизоляция,
- теплоизоляция,
- передняя крышка для загрузки камеры,
- задняя крышка и блок управления нагревом,
- провода.
Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух. Прутки с обмазкой остывают несколько часов, оставаясь герметично закрытыми.










Условия хранения электродов
В основном на срок годности сварочных электродов влияют условия их содержания, поэтому с соблюдением всех рекомендаций данный период может быть продолжительным. Сварщики должны соблюдать условия упаковки и хранения расходных материалов в соответствии с нормами ГОСТ 9466-75 и ГОСТ 9467-75. Это относится к изготовителям, складирующих их в помещениях с готовой продукцией перед отправкой, а также к производителям, хранящим электроды перед непосредственной эксплуатацией. За период перемещения электродов и других мероприятий, они подвергаются высоким рискам, но минимизировать их повреждения можно посредством просушивания и закаливания. Чтобы обеспечить высокое качество присадочных материалов, следует соблюдать все условия.

Срок годности электродов
При соблюдении нормативов перемещения и хранения электродов, срок их годности будет неограниченным. Все правила установлены п. 3.15 в ГОСТе 9466-75. Если возникли какие-то причины, из-за чего не были соблюдены условия, то перед началом сварочного процесса следует провести визуальный контроль и определить пригодность к дальнейшему применению.
При визуальном контроле могут быть несколько вариантов состояния электродов:
- внешне нормальное состояние электродов, готовность к применению без предварительной подготовки (если это не требуется при сварочной работе);
- наличие определенных недостатков у расходных материалов, которые могут устраняться при проведении подготовительных процедур, сушке, очистке и пр.;
- полностью испорченные электроды, не подходящие для работы. В этом случае их лучше отправить на утилизацию или пользоваться для учебных целей.
Узнать все нюансы можно при проверке прочности и содержания воды в покрытии электродов. Но присадочные материалы могут быть полностью испорчены из-за неправильного хранения. В других случаях ими можно много лет пользоваться.

Срок хранения электродов
Хранить сварные электроды нужно в специальных складских условиях, где поддерживается оптимальная сухость и тепло. В соответствии с технологией, определены следующие условия хранения:
- уровень относительной влажности до 50%;
- минимальный предел температуры до +14 градусов;
- применение кондиционеров для контроля влажности;
- наличие в помещении гидроизоляции.
Хранить сварочные электроды нужно при соблюдении постоянных температур без сильных скачков. Суть заключена в том, что из-за естественных перепадов температур (при смене ночи и дня), на складке появляется роса, быстро поглощаемая обмазкой и ухудшающая свойства покрытия. В результате без дополнительных мер по изоляции и утеплению на расходные материалы каждый день будут воздействовать неблагоприятные факторы.
Для увеличения срока годности присадочных материалов можно воспользоваться следующими рекомендациями:
- во время сварки на открытом воздухе следует убрать упаковку от посторонних предметов, влажности;
- коробки с электродами желательно размещать на поддонах или полках, препятствующих прямому соприкосновению тары с поверхностями стен и пола. Это сократит риск проникновения в обмазку конденсата;
- открытую тару нужно плотно закрывать, потому что она сильно подвержена действию влаги.
Если у сварщика имеется немного расходных материалов, то продлить срок их хранения можно с помощью специальных средств и пеналов. В основном электроды хранятся штабелями, где самыми уязвимыми считаются нижние ряды. Для такого хранения склад оснащается подъемными механизмами (для быстрой смены материалов).
Конструкция и функционал
Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
- корпус,
- камера,
- нагревательный элемент,
- электроизоляция,
- теплоизоляция,
- передняя крышка для загрузки камеры,
- задняя крышка и блок управления нагревом,
- провода.
Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух. Прутки с обмазкой остывают несколько часов, оставаясь герметично закрытыми.
Характеристики
При выборе термопеналов для электродов, следует изучить их эксплуатационные характеристики:
- максимальный вес загружаемых электродов,
- размеры устройства,
- мощность,
- температура нагрева и наличие терморегулятора,
- вес при полной загрузке,
- источники питания,
- наличие удобной ручки для транспортировки.
Термопенал имеет различные варианты подключения к источнику питания:
- ток бытовой 220В,
- промышленный трехфазный 380В,
- постоянный от сварочного аппарата,
- комбинированное подключение.
Специалисты рекомендуют комбинированный вариант подключения. Надо только выбрать сочетание переменного и постоянного токов, которые совпадают с имеющимися источниками. Например, в мастерской ток 220В переменный и постоянный, выдаваемый инвертором.
Срок годности
Срок годности у электродов не ограничен, но только в том случае, если вы соблюдаете условия хранения. Существует даже специальный ГОСТ, устанавливающий правила хранения и транспортировки стержней. Если вы намеренно не соблюдали условия хранения, то можно визуально определить срок годности и понять, можно ли использовать электрод в своей работе.
Внимательно осмотрите электрод. Если на нем нет видимых дефектов, а покрытие не осыпается и не крошится, то скорее всего электрод можно использовать. Рекомендуем предварительно протестировать его на ненужной металлической поверхности. Если вы обнаружили незначительные дефекты или загрязнения, то прокалите стержни в печи при температуре ниже, чем температура плавления электрода, или очистите электрод с помощью тряпки и мягкой щетки. Если дефекты значительные и покрытие осыпается в руках, то утилизируйте стержень или используйте его в качестве учебного.
Проверьте электрод на прочность путем постукивания концом стержня по поверхности метала и убедитесь, что электрод сухой. Правильное хранение обеспечит многолетнюю эксплуатацию. Ни в коем случае не используйте испортившиеся комплектующие в своей работе.
Как сушить электроды
Просушивание изделий, как и их прокаливание, рекомендуется выполнять не более двух раз – в противном случае структура материала покрытия начинает постепенно разрушаться. Для этой процедуры используются термопеналы, пеналы-термосы и электропечи с дополнительной функцией сушки.
Термопеналы
Достаточно компактные устройства, что позволяет размещать их прямо на рабочем месте сварщика. Аппараты выполняют прогрев уже прокаленных стержней, а затем длительное время поддерживают необходимую температуру, сохраняя необходимые технические свойства обмазки.
- Температурный диапазон при сушке – от 0 до 120… 130 °С.
- При хранении уровень влажности во внешней среде не должен превышать 80%.
- Температурный диапазон при хранении устройства -45…+40 °С.
Термопеналы вмещают до 10 кг расходного материала. Работают от сети 220 В, а также от трансформатора.
Электропечи с опцией сушки
Если, помимо прокалки (об этом ниже), у электропечи есть и дополнительная функция сушки (т. е. прогрева), можно задействовать и данное устройство. Прогрев обеспечивают термоэлектронагреватели, управление ТЭНами и регулировка температур выполняется автоматически.
- Мощность оборудования – 1…3 кВт.
- Максимальная загрузка – 50 кг.
- Напряжение в сети – 220 В.
Как и в случае с термопеналами, прогрев следует выполнять при влажности окружающего воздуха не более 80%.
Пеналы-термосы
В отличие от термопеналов как такового прогрева электродов не осуществляют. Но сохраняют их нужную температуру после сушки или/прокалки изделий, что очень удобно в процессе выполнения сварщиком работ.
Сушка другими способами
Можно ли, и если да, то как просушить электроды другими способами? В отсутствие упомянутого оборудования выполнить дегидратацию обмазки также возможно, поместив стержни на несколько часов на радиатор отопления или использовав строительный фен. Но это – так называемые «домашние», «народные» средства для бытовой сварки. Во втором случае есть риски просто испортить обмазку, поскольку фен можно разогреть до t 150 °С, а задать нужную температуру и удерживать ее необходимое время невозможно. Если речь идет о промышленных работах и ответственных конструкциях, рекомендуется пользоваться профессиональным оборудованием – оно даст нужный результат по уровню влажности покрытия.
Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.
Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.










Тем не менее, не все виды данного оборудования обладают перечисленными возможностями
В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой
Обработка стержней состоит из нескольких простых действий:
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
Зачем необходима сушка
Для начала разведем понятия «сушка» и «прокаливание», поскольку это не одно и то же. Начнем с первого – в соответствии с последовательностью термообработки изделий. Электродная обмазка любого типа – основного, рутилового и т. д. – весьма чувствительна к влаге. Она хорошо абсорбирует ее из внешней среды – и в открытом пространстве, и в помещении, при этом необязательно с повышенной влажностью.
Типичные ситуации:
- сварочные работы выполняются на открытом воздухе, а электроды уже извлечены из герметичной упаковки и находятся в таком состоянии даже всего несколько минут;
- изделия хранятся в упаковке с нарушенной герметичностью в течение нескольких месяцев или лет;
- материал извлечен из упаковки и пролежал так в помещении с нормальной или повышенной влажностью 8 и более часов.
Все эти случаи требуют удаления влаги из обмазки. Отсыревая, она теряет свои потребительские свойства, а со временем начинает осыпаться. Варить такими стержнями трудно или просто невозможно – при подаче тока они залипают на поверхности металла, не давая ни первого поджига, ни стабильной дуги.
Есть и еще одна причина, по которой нужна сушка электродов. Если сразу начать прокаливание (а это очень высокие температуры), с отсыревшего покрытия будет интенсивно испаряться влага, в результате на обмазке образуется налет извести и соли. Поэтому необходим предварительный прогрев в течение 1,5–2 часов при t 100 °С (усредненные значения, варьируются в зависимости от типа и марки).
Как просушить электроды наиболее эффективным способом? Вариантов несколько, все зависит от условий и оборудования, которым вы располагаете.
Сушка электродов
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.
Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к
существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы. Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
- Термопенал – своеобразная сушилка для электродов. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродов
Преимущества правильного хранения
Сушка в микроволновой печи не допускается, так как данный процесс может повредить ее и повлечь за собой значительные убытки. Ведь такая печь стоит достаточно дорого и портить ее, чтобы сушить изделия — нерентабельно
Несмотря на то, что сушка имеет огромное значение, не менее важно и хранение данных деталей. С этой целью используются специальные герметичные термопеналы для электродов, которые подходят по размеру к изделиям
Дело в том, что если их хранить в пеналах, то сушка не понадобится. Пеналы можно не только приобрести в специализированных магазинах, но и изготовить собственными руками у себя дома. Не стоит забывать, что при надлежащем хранении электродов, они сохраняют все свои качества на протяжении долгого периода и позволяют специалистам экономить средства.
При соблюдении всех условий правильной сушки и хранения электродов каждый мастер сумеет сделать свою работу качественно, которая будет прочной и прослужит долгое время. Сушка электродов в домашних условиях доступно любому человеку, не владеющему особыми знаниями и навыками, которыми обладает мастер. Если использовать нужную печь, выдержать температуру и время сушки, а также хранить электроды в соответствующих условиях, вы избежите необходимости вновь их покупать и нести за это дополнительные расходы.
Не стоит забывать об инструкции просушки, которая прилагается к каждой упаковке. В ней указаны все специфические аспекты сушки, начиная с температурного режима, заканчивая временем данной процедуры. Стоит также отметить, что если изделия не высушены, то вполне вероятно повреждение поверхности металла и некачественный шов, который не выстоит даже при малейшем механическом воздействии, тем более, если конструкция находится вне здания и на нее воздействуют природные и климатические факторы.
Прежде, чем начинать сваривание, стоит заранее озаботиться приобретением необходимого количества электродов. Но для этого вам необходимо точно знать, сколько именно электродов вам понадобится для работы. Проведя все расчеты можно избежать большого количества излишков или необходимости докупать сварочные материалы.
Прокалочная печь для электродов представляет собой электрический нагревательный прибор. Они бывают как заводского производства, так и изготовленные своими руками.
Питание таких устройств осуществляется от обычной электросети переменного тока в 220 вольт, либо от трехфазной сети в 380 вольт. Альтернативными бытовыми способами сушки электродов в небольших количествах для сварочных работ являются использование духового шкафа и мощного строительного фена.






Зачем необходима сушка
Для начала разведем понятия «сушка» и «прокаливание», поскольку это не одно и то же. Начнем с первого – в соответствии с последовательностью термообработки изделий. Электродная обмазка любого типа – основного, рутилового и т. д. – весьма чувствительна к влаге. Она хорошо абсорбирует ее из внешней среды – и в открытом пространстве, и в помещении, при этом необязательно с повышенной влажностью.
Типичные ситуации:
- сварочные работы выполняются на открытом воздухе, а электроды уже извлечены из герметичной упаковки и находятся в таком состоянии даже всего несколько минут;
- изделия хранятся в упаковке с нарушенной герметичностью в течение нескольких месяцев или лет;
- материал извлечен из упаковки и пролежал так в помещении с нормальной или повышенной влажностью 8 и более часов.
Все эти случаи требуют удаления влаги из обмазки. Отсыревая, она теряет свои потребительские свойства, а со временем начинает осыпаться. Варить такими стержнями трудно или просто невозможно – при подаче тока они залипают на поверхности металла, не давая ни первого поджига, ни стабильной дуги.
Есть и еще одна причина, по которой нужна сушка электродов. Если сразу начать прокаливание (а это очень высокие температуры), с отсыревшего покрытия будет интенсивно испаряться влага, в результате на обмазке образуется налет извести и соли. Поэтому необходим предварительный прогрев в течение 1,5–2 часов при t 100 °С (усредненные значения, варьируются в зависимости от типа и марки).
Как просушить электроды наиболее эффективным способом? Вариантов несколько, все зависит от условий и оборудования, которым вы располагаете.
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
Печи
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.
Видео
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
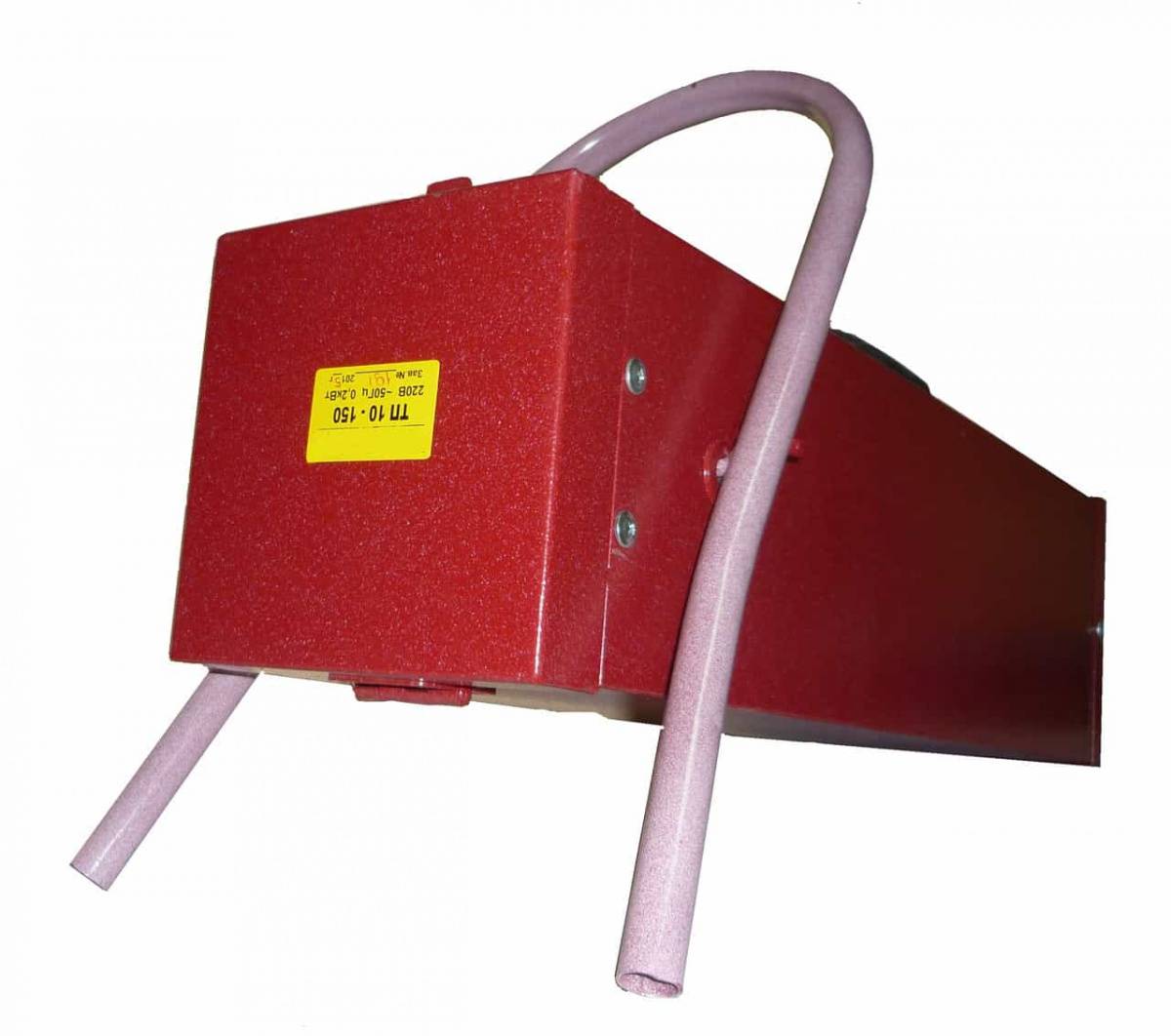
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Термоконтейнеры
Термоконтейнеры имеют два типа подключения: к розетке и к сварочному трансформатору. Примеры моделей термпеналов от проверенных производителей: DS5 ESAB, ТМ 5/150 “BRIMA”.
Узнайте больше о пеналах вот в этом материале.
Шкафы
3. Шкафы представляют собой прочную конструкцию, имеют схожие функции с термопеналами: хранение и прокаливание. Корпус надежно изолирован, что предотвращает потерю тепла. Шкафы также могут быть оснащены (в зависимости от модели) электронным блоком управления, термометром, термостатом, сигнальной лампочкой.
Примеры моделей шкафов для прокаливания: PK 410 ESAB, ШП-0.4-60 НПП “Теплоприбор”.
Данные приспособления разработаны для промышленного прокаливания сварочных материалов. Также существует несколько “народных” способов, то есть без использования специального оборудования. Однако прибегать к просушке электродов в домашних условиях следует только при наличии нескольких причин:
- последующий сварочный процесс будет носить бытовой характер;
- проводимые работы не потребует особо серьёзного подхода;
- мастер не предъявляет высоких требований к качеству готового изделия.
“Домашнее оборудование”
- В домашних условиях прокалку можно произвести в газовой или электрической духовке. Однако, второй вариант позволяет получать лучший результат, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить обработку на открытом огне.
- 2Зимой можно проводить сушку электродов на горячем радиаторе. Необходимо оставить прутки на батарее на 2-3 дня. Данной обработки будет вполне достаточно для проведения бытовой сварки (по мнению многих умельцев). Для ответственных конструкций применять такой метод сушки не рекомендуется!
- Некоторые находчивые мастера используют для просушки строительный фен. Кроме этого, специалисту понадобится емкость для размещения электродов, например, асбестовая или из иного материала труба. Продолжительность прокалки зависит от мощности фена.
Подробнее про прокалку и домашние условия здесь.
Следует отметить, что результат прокалки в “домашних” условиях не идет в сравнение с термической обработкой в профессиональном оборудовании.