
Общепринятые правила и полезные советы
Профессия сварщика относится к числу вредных специальностей, поскольку во время работы сварочного аппарата специалист подвергается:
- негативному воздействию высоких температур;
- риску травмироваться брызгами раскаленного металла;
- вредному ультрафиолетовому облучению;
- вероятности поражения электрическим током.
Чтобы минимизировать и даже полностью исключить негативные последствия, связанные с профессиональной деятельностью, следует придерживаться правил:
- в обязательном порядке рабочая комната оснащается эффективной приточно-вытяжной вентиляцией;
- перед началом работы следует проверить оборудование на целостность изоляции, надежность креплений и контактов;
- во время сварочных работ использовать средства защиты: маску, респиратор, специальную одежду, обувь и перчатки. Спецодежда должна быть изготовлена из огнезащитного материала;
- не допускается загромождение стола и пространства вокруг него посторонними предметами, которые не используются для данного цикла сварочных работ;
- строго воспрещается работа с неприспособленных опор;
- предназначенные для сваривания элементы должны быть надежно зафиксированы струбцинами или зажимами;
- в случае выполнения работ в помещениях с горюче-смазочными материалами, расстояние до них должно быть не меньше пяти метров.
Для обеспечения максимального комфорта следует укомплектовать рабочий стол сварщика вспомогательными устройствами. Точность сварки зависит в том числе и от надежности фиксации заготовок. Струбцины и зажимы должны быть неотъемлемой частью инструментария сварщика. Мелкие заготовки, которые сложно закрепить механическим способом, удерживаются при помощи магнитного поля.
Изготовление сварочного стола
Процесс изготовления стола начинается с разделки купленной квадратной трубы. Рама и каркас столика изготавливаются из квадратной трубы 70х70 мм. От того, насколько точно будет выполнена нарезка и сборка всех деталей каркаса, зависит, будет ли вся конструкция достаточно устойчивой.
Ножки для стола
Первые отрезанные четыре куска квадратной трубы длиной по 80 см будут использованы для изготовления опорных стоек или ножек сварочного стола. Предварительно трубные заготовки собираются на стальной плите в один пакет, подрезаются и торцуются так, чтобы длина у всех ножек была выдержана с точностью до миллиметра.
Опорную часть каждой ножки необходимо снабдить толстой металлической пластиной, на которую будут крепиться поворотные колеса или ролики. Вырезанные из стали – пятерки пластины сразу засверливаем под крепеж колес и привариваем на ножки.
Далее необходимо собрать каркас сварочного стола. На бетонном полу размечаем плоскость будущей конструкции и выставляем готовые ноги на бетоне по выполненной разметке.
По выбранным габаритам вырезаем детали опорной части каркаса сварного стола.
Выложенные на бетоне заготовки выравниваем по уголкам — калибрам и фиксируем струбцинами. Каркас свариваем точками полуавтоматом или обычной электросваркой.
После того как металлические детали были прихвачены небольшими сварными швами, необходимо дать конструкции остыть и еще раз проверить геометрию ножек. Необходимо, чтобы стойки находились в строго вертикальном положении, а расстояния между ними на противоположных сторонах различалось не более чем на 1-2 мм.
Следующим этапом необходимо изготовить нижний ярус стола. Его конструкция несколько отличается от традиционной обвязки уголком, как это делается в случае сборки для столярных и слесарных верстаков.
Рама сварочного стола усилена в нижней части Н-образной обвязкой из профильной трубы. Такая конструкция нижнего яруса обеспечивает удобную постановку ног при работе с деталями, уложенными на сварочном столе. Ничего не мешает переносу центра тяжести далеко вперед, в результате появляется возможность сварить самые сложные и тонкие изделия.
Изготовление столешницы
После зачистки деталей от окалины и установки опорных роликов каркас сварочного стола окрашивают термостойкой краской. Столешницу лучше всего изготовить из стального листа толщиной не менее 5 мм. Большая толщина металла гарантирует, что рабочая поверхность не деформируется и не выдаст пузырь при сильном нагреве.
Плиту столешницы вырезают по чертежу и укладывают на готовый каркас. Прежде чем сварить, необходимо проверить наличие зазоров и подогнать опорные места так, чтобы столешница опиралась на все четыре точки основания. Металлическую плиту фиксируют струбциной и приваривают к каркасу углекислотным полуавтоматом.
Защитный короб
Главные враги опытного сварщика – пыль, шлак и окалина неизбежно накапливаются на рабочем столе. Иногда остатки эмульсии и крупные капли расплавленного шлака необходимо удалять со столешницы еще до окончания работ.
Для этих целей к столешнице добавляется защитный короб, его можно сделать из оцинкованной стали или обычного кровельного металла. Место для установки защитного короба на столе выбирается в зависимости от предпочтений сварщика.
Инструкция по изготовлению сварочного стола
Теперь, когда получилось найти размер и собран инвентарь, пришло время сделать сварочный стол своими руками.
Заготовка и раскрой
Чтобы работать было удобнее, лучше заранее напилить все нужные детали, а затем собрать, как конструктов. Здесь будут приведены ориентировочные размеры, которые можно взять за основу или изменить, сохранив пропорции.
Болгаркой или ножовой по металлу нарезаем:
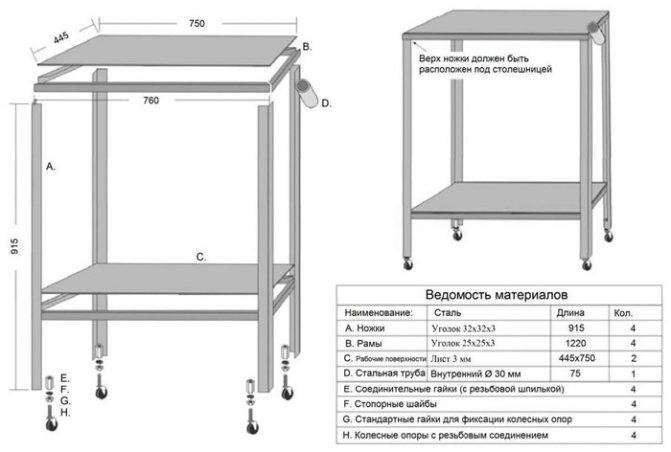
- 4 уголка. Необходимо сечение 2,5х2,5 сантиметра и длина 46. Торцы подрезаются под 45 градусов – это будут боковинки полки.
- 2 полки. Понадобится стальной лист (лучше брать оцинковку или нержавейку) с толщиной 0,3 сантиметра. Нужны 2 одинаковые полки с размерами 45х77. Так делают в промышленных моделях. Но так как это «домашний» стол из профильной трубы, который собирается своими руками, этим параметром можно пренебречь. Подойдет ОСБ или фанера.
- 4 ножки. Часто для ножек берут уголки, но лучше взять профильную трубу. Конструкция будет прочной, но куда легче.Квадратную трубку 3х2 нарезаем на 4 отрезка по 76 сантиметров.
- Стороны каркасов. Из тех же уголков делаем 4 стороны каркаса с длиной 76 сантиметров. Торцы подрезаем под 45 градусов.
- Каркас столешницы. Из профильной трубы 6х25 нужно сделать 2 метровых отрезка и еще 2 по 72 сантиметра.
- Столешница. Понадобится 8 профилей 4х24 длинной 72 сантиметра.
- Колесики. Можно купить в любом строительном магазине. 2 колесика со стопором и 2 без.
- Пояс жесткости. 4 уголка 3х3.
Изготовление столешницы
Здесь очень поможет сварочный магнит. У него есть угол 90 градусов, поэтому работа упростится в разы. Сначала нужно сварить каркас столешницы, причем сделать это под прямым углом.
После необходимо замерить угол. Если везде 90 градусов, то можно варить основное – профили столешницы. Трубы нужно приварить параллельно боковым частям каркаса, а между ними оставить небольшой зазор. Прибегнув к расчетам, получится общее свободное расстояние в 28 сантиметров. Если разделить это число на 8, получится 3,5 сантиметра, которые нужно оставить между профилями.










Изготовление ножек для стола
Чтобы сварочный стол из профильной трубы не шатался, необходимо правильно сварить ножки. Сложного здесь ничего нет, если вы сделали подрезку под 45 градусов. Прихватываем ножки с каркасу с помощью магнитов и угольником добиваемся прямого угла. После ставятся несколько сварных точек.
Теперь еще раз нужно проверить, получилось ли добиться 90 градусов. Если конструкцию не повело (при сварке шов тянет на себя, поэтому могут быть отклонения), стык полностью заваривается и зачищается.
В принципе, если устойчивости добиться не получилось, можно прибегнуть к другой хитрости: к нижнему торцу ножек приваривается толстый квадрат из стального листа. Но это подойдет на случай, если перемещаться сварочный стол не будет.
Пояс жесткости сварочного стола
Стол для сварщика обязан быть устойчивым. Даже прочная сталь будет немного шататься, так как толщина шва тонкая.
Поэтому на каждой ножке нужно сделать отметку в 20-30 сантиметров от пола и приварить там уголок для пояса жесткости. Можно заменить его и на тонкую профильную трубу, чтобы облегчить конструкцию.
Колеса и ручка для перемещения
Стол для сварки, построенный своими руками будет удобнее, если добавить колесики. Причем не обычные мебельные. Они шатаются, быстро сломаются, а неровный пол «убьет» их всего за полгода.
Они бывают на винтовом соединении или сварном. Для первого к торцу приваривается ушко из профильной трубы. Там сверлятся отверстия и винты затягиваются гайками. Если перемещать его будут часто, желательно добавить стопорные шайбы. Колесики можно и приварить. В этом случае они будут несъемными.
Полка для инструментов
Здесь стоит воспользоваться пространством, которое образовалось в поясе жесткости. Можно просто положить туда лист и он никуда не денется. Его будут держать выступы уголка.
Покраска стола
Почти весь металлопрокат делается из нелегированного чермета, который быстро ржавеет. Чтобы привести его в «товарный» вид, нужно действовать по инструкции:
- С металла сбивается вся ржавчина. Можно натереть профили преобразователем ржавчины или воспользоваться наждачкой.
- Теперь абразивом с зернистостью 360 нужно хорошенько натереть все части стола. Так краска лучше пристанет. Если есть доступ к пескоструйной машине – подойдет и она.
- Пришло время грунтовки. Можно взять любую по металлу. Кстати, некоторые грунты можно наносить на ржавчину. В этом случае можно не зачищать.
- Для покраски подойдет любая жаропрочная эмаль. Наносить нужно из краскопульта или аэрозоля.
Полезные советы при работе за сварочным столом
Специальность сварщика относится к категории вредных профессий, так как он повергается:
- воздействию высокой температуры;
- опасности от разлёта брызг расплавленного металла;
- высокоинтенсивному ультрафиолетовому облучению;
- возможности поражения электротоком;
- риску пострадать от падения деталей.
Чтобы исключить последствия от воздействия перечисленных негативных факторов нужно выполнять правила, разработанные специалистами:
- помещение для работы должно быть оборудовано эффективной приточно-вытяжной вентиляцией;
- приступая к работе необходимо убедиться в отсутствии повреждений оборудования и изоляции, проверить насколько надёжны контактные соединения;
- в процессе выполнения работы пользоваться сварочной маской, респиратором, защитными перчатками с крагами, одеждой и обувью из огнеупорного материала;
- недопустимо загромождать стол для сварочных работ и подходы к нему посторонними предметами;
- запрещена работа с неприспособленных опор;
- детали, предназначенные для сварки, должны крепиться специальными приспособлениями;
- при работе в помещениях, где хранятся горюче-смазочные и легковоспламеняющиеся материалы расстояние до них от рабочей зоны должно быть не менее 5 м.
Чтобы условия работы были комфортными и безопасными, стол сварочный монтажный нужно оснастить вспомогательными устройствами. Для обеспечения точности сварки применяются струбцины, которыми детали фиксируются. Зажимами заготовки крепятся под углом между собой. Если мелкие детали невозможно закрепить механически, то для их фиксации пользуются магнитным основанием. Но при применении необходимо учитывать его вес и массу свариваемых деталей.
Сварка и резьбовое соединение
Если элементы свариваются, соприкасающиеся поверхности необходимо предварительно зачистить напильником, удаляя окалину, ржавчину, загрязнения. Если используется старая водопроводная труба, ее перед началом сварочных работ лучше полностью обработать металлической щеткой, избавив от остатков краски. При изготовлении рамы торцы труб можно срезать под углом 45°, выполнить угловые сварные соединения, тогда получится замкнутая конструкция. Ножки к раме обычно приваривают тавровым соединением
Важно подобрать для сварки электроды подходящего диаметра, он может быть равен толщине стенок трубы или чуть тоньше (для труб из стали толщиной 2 мм подойдет электрод диаметром 1,5 мм). В процессе сварки нужно периодически сбивать шлак, снижающий прочность шва
После окончания работ сварочный шов необходимо сгладить с помощью напильника или шлифмашины.
Для резьбового соединения профильных труб лучше всего подойдут специальные хомуты, в них есть отверстия под крепеж, и трубы сверлить не придется. Если же для соединения используются металлические уголки, в трубах высверливаются отверстия под болты, саморезы. Полые трубы соединяют болтами с гайками. Если же используются саморезы, в торцы труб забивают деревянные втулки, ввинчивают в них шурупы. Перед креплением столешницы сделанный каркас нужно очистить от ржавчины, отполировать и покрасить, сварочные швы желательно дополнительно обработать составом для защиты от коррозии.
Очень удобно делать заготовки каркаса из алюминиевого профиля на многофункциональном станке Monticelli, он позволяет разрезать трубу под нужным углом, сверлить отверстия под крепеж, вырубать пуансоном фигурные вырезы. Для сборки каркаса используются угловые соединители этого же бренда.
Ножки для стола
Ножки нарезаются из круглой трубы толщиной 5 см (подойдет и из квадратной 5×5 см). Их длина должна быть приблизительно 760 мм. Стойки свариваются по углам к уже готовой столешнице.
После крепления ножек, для усиления прочности и устойчивости конструкции в дополнение делают обвязку по низу стоек. Для этого, отступив от пола приблизительно на 20−30 см, ножки свариваются друг с другом уголком на 3×3 или 4×4 см.
Уголок варится ровной стороной к полу для того, чтобы в получившуюся середину уложить лист из ДСП или толстой фанеры. На получившейся полке хранят оборудование для сварки и прочие необходимые предметы.










Во время крепления ножек к столу важно, чтобы их не перекосило. Соединяются они с рамой точно под прямым углом
При необходимости к стойкам приваривают колесики для возможного передвижения стола и 3-4 крючка для подвешивания кабеля, каких-либо предметов.
Изготовление
Монтажные работы по изготовлению собственного стола – дело не очень трудное. Главное, желание сделать дешевый и качественный вариант.
Для обеспечения геометрической правильности стола потребуются: уровень строительный (желательно с магнитом), 2-3 угловые струбцины и угольник
Важно обеспечить сборку элементов каркаса стола под прямыми углами друг к другу. Соединение элементов каркаса может производиться как сваркой, так и на болтах
Сборка каркаса
В первую очередь изготавливаются стойки и наружная рама столешницы. Такая металлоконструкция может быть сделана из профильной трубы сечением не меньше 60х60х2 мм, уголка 63х63х4 мм, круглой трубы диаметром 50 мм и более. Периметр столешницы выполняется из такой же профильной трубы или уголка, что и стойки.
Если стол будет крепиться к полу, следует заранее приварить на стойки косынки, с помощью которых будет производиться крепление. Возможен вариант, при котором стойки изначально крепятся к основанию, а затем вокруг них производится сборка каркаса стола.
В ситуации, когда стол требуется регулярно переносить с места на место, к стойкам можно прикрутить две ножки и приделать ручки из арматуры или трубы, что позволит перекатывать стол, как тачку.
Для оборудования нижнего отсека приваривается второй контур уголка или профильной трубы, который также будет служить в качестве стягивающего пояса. Он изготавливается на расстоянии 200-300 мм от пола. В качестве полок следует использовать фанеру или ДСП, поскольку эти материалы обладают достаточной устойчивостью к огню.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
В любом случае, в столе и близко от него нельзя хранить горючие и взрывоопасные предметы.
На одной из ножек стола приваривается клемма для крепления «массы» сварочного аппарата. Желательно сделать это на самой удаленной и редко «посещаемой» стороне стола, чтобы избежать задевания кабеля ногой или попадания на него окалины. Для защиты кабеля можно использовать профильную трубу.
Дополнительно к каркасу стола привариваются крючки для размещения кабеля, держака, других приспособлений. Они могут быть сделаны из обычного гвоздя, проволоки, или приобретены в магазинах метизного крепежа.
Столешница
Внутренняя обрешетка может быть выполнена из профильной трубы 40х40х2 мм, швеллера № 8 или №10. Профили или швеллер устанавливаются внутрь основной рамы. Между планками столешницы остается зазор 30-50 мм, который позволит устанавливать крепежные струбцины, производить подрезку металла, а также сбрасывать окалину под стол. Также подойдет стальная полоса толщиной 12-16 мм, такой вариант обеспечит идеальную гладкость поверхности.
Для любой столешницы необходимо приварить 2-3 внутренних опорных лага, на которые ложатся верхние планки. Такое решение позволяет избежать какой-либо деформации рабочей поверхности под весом конструкции.
После сварки столешницы ее рекомендуется обшить по периметру медной полосой.
Защитный короб
Каркас защитного короба и иные вспомогательные конструкции могут изготавливаться из профильной трубы 40х20х2 или 40х40х2 мм и обшиваться тонким листовым металлом или жестью. Для короба необходимо изготовить полозья из уголка со стенкой 45-60 мм, на которые он будет устанавливаться. Назначение короба – сбор окалины и шлака, защита хранящегося на нижней полке инструмента.
Готовый стол может быть покрашен специальной краской для металла. Однако, рекомендуется воздержаться от покраски самой столешницы.
Когда сборочный процесс завершен, стоит определиться с наличием дополнительного оснащения стола. Стол может быть оснащен различными приспособлениями как в стационарном исполнении, там и в передвижном.
Для фиксации заготовок применяются различные типы струбцин, использующихся для крепления заготовок между собой и фиксации их на столе. Их можно заранее приварить к столу в зафиксированном месте, или же прикрепить на болтовые соединения. В последнем варианте можно к столу прикрепить планку из профильной трубы с заранее просверленными отверстиями для болтов, что позволит устанавливать струбцины в нужных местах.
Стоит приобрести зажимы, позволяющие фиксировать стыки заготовок под определенным углом и магнитные фиксаторы, которыми можно соединять мелкие или чувствительные к деформации заготовки.
Рабочая поверхность стола
Для столешницы не желательно ее изготовление в слитом виде. Лучше, когда она сваривается из профтрубы по размерам 60×40×2 мм. Решетка внутри рамы выполняется из профиля с размерами 30×30×1,2 мм (также можно применять 8 или 10 швеллер).
Элементы деталей нарезаются обычной болгаркой, торцы срезов необходимо зачистить от заусениц. Сначала заготавливается внешняя рама с максимально идентичными диагоналями.
Профили для внутреннего размещения нарезаются непосредственно по проему готового каркаса. После, их вставляют приблизительно на 30-50 мм друг от друга. Швеллера накладывают поверх рамы.
Особенности конструкции
Сварочный стол — основное рабочее место сварщика. На ровной металлической столешнице удобно производить ручную сварку, резку металла, зачистку деталей, конечную шлифовку изделий. Классический стол сварщика, изготовленный своими руками, подходит для установки в гараже или мастерской. В таких условиях габаритная конструкция служит заземляющим элементом, так как она полностью выполнена из металла.







Еще одно отличие рабочего верстака от обычного стола — его строение. Оно отвечает критерию практичности и требованиям техники безопасности. Обязательными элементами являются огнеупорная столешница, поддон и ножки. Конструкция также может быть оснащена нижней полкой, на которой удобно хранить инструменты и оборудование — сварочный аппарат, щиток, амперметр, вольтметр, пенал с электродами. Любое сварочное оснащение изготавливают и устанавливают по правилам безопасности:
- над столом — исправная вытяжка для отведения газообразных веществ;
- вентилирующее устройство смонтировано на высоте 1,3–1,5 м над сварочным верстаком;
- по краю столешницы приварена медная окантовка для сбивания смазки электродов;
- рабочее место оснащено светильниками, функционирующими под напряжением 36 В.
Из чего состоит конструкция сварочного стола
У обычных сварочных столов стандартная высота и простая конструкция, поэтому стоимость их невысока. Но они отличаются надежностью и вполне подходят для работы.
Перечислим основные элементы этих изделий:
- прочная стальная рама, сваренная из углового профиля;
- шесть опор с возможностью регулирования по высоте;
- расположенная слева тумба с несколькими ящиками для различных рабочих приспособлений;
- инструментальная плита, на которой имеются Т-образные пазы, чтобы закрепить детали;
- подставки или полки на правой половине столешницы для размещения крупногабаритной оснастки;
- пылесборный поддон;
- кронштейны для сварочных проводов, установленные на разной высоте (могут быть предусмотрены разные варианты);
- емкость для воды или подставка для ее размещения.

Подготовить такой стол к работе несложно. Нужно только отрегулировать по высоте ножки, проверить посредством уровня соответствие горизонтальным и вертикальным направлениям, провести заземление, установить вентиляционное оборудование под нужным углом, выполнить подключение и проверку надежности работы инвертора.
Если планируется применять другой тип сварочного аппарата, тогда рабочее место нужно укомплектовать тележкой с мобильным вентилятором, имеющим шланг отсоса около 2 м, и магнитный держатель для закрепления на станине. Вентилятор должен быть снабжен электрическим кабелем длиной 4-5 м. Регулировку мощности вентилятора проводят в соответствии с необходимой производительностью. Если объем загрязненного воздуха составляет 2000 м3/час, то требуется агрегат, имеющий мощность не больше 0,8 кВт и диаметр входного отверстия около 150 мм.
Гораздо сложнее конструкция и комплектация сварочно-сборочных столов. Их высота и другие характеристики эргономичности схожи с обычными верстаками, однако есть отличия. Они дополнительно оснащаются приспособлениями для механизации отдельных видов работ, также возможна установка оборудования для сверления, фрезерования, шлифовки и т. д.
При необходимости можно оснастить стол дополнительными вентиляционными и воздуховодными системами. Функция вращения стола избавляет сварщика от необходимости ходить вокруг изделия и позволяет выполнять сваривание швов с высокой точностью. Максимальную надежность конструкции обеспечивает заделка опор в бетонный фундамент.
Современные модели сварочно-сборных столов обычно имеют в комплекте быстроустанавливаемые тиски, комплект зажимных прихватов, поворотную подставку под аппарат для сварки.
Мобильная конструкция
Стол для сварочных работ можно сделать немного меньше и оснастить ножками с приваренными колесами. Это будет мобильный вариант.
Самодельный стол ничем не уступает по надежности и качеству промышленному, при условии выполнении работ без спешки и с учетом всех рекомендаций. Недостаток такого варианта – неустойчивость при проведении сварочных и слесарных работ.
Процесс изготовления мобильного стола такой же, как стационарного, но понадобится сделать крепежные отверстия для колес.
После выполнения монтажных работ остается оснастить конструкцию. Оснастка может быть различной. Но обязательно на сварочном столе должны присутствовать тиски и различные струбцины. Конструкций достаточно много. Можно выполнить поворотный стол для сварки, установленный на одной ножке, закрепленной к жесткому основанию. Но смысл этих конструкций один – они делают работу сварщика более удобной и простой.





