
Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ. Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников. Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Сварочный трансформатор своими руками
Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока.
Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А.Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода.
Расчет сварочного трансформатора
У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу.
У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка.
Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка.
Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа. Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22. Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться. Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
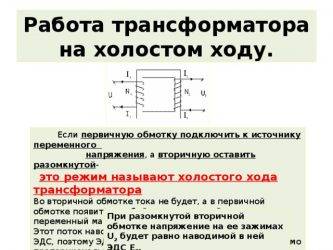
Холостой ход трансформатора — что это?
Трансформаторы являются устройствами, предназначенными для повышения и понижения переменного напряжения. При этом частота тока не меняется, также, как и практически не изменяются его мощностные характеристики
Каким бы ни был трансформатор (по разным критериям их можно разделить на несколько групп), он имеет ряд сходных характеристик, на которые следует обращать особое внимание, не только во время эксплуатации, но и во время проверки работоспособности устройства
Трансформаторы и режимы их работы
Работа всех трансформаторных устройств, а их около десятка различных видов, способны соответствует одному из трех основных режимов:
- Холостому ходу.
- Короткому замыканию.
- Нагрузочному режиму.
Один из наиболее важных режимов — холостой ход трансформатора, ведь именно на основании информативных показателей опытов холостого хода проводится доскональный анализ любого их режимов. Для этого также требуются параметры схемы замещения.
Как определить коэффициент трансформации и другие параметры? ↑
Что такое «холостой ход трансформатора»? По сути, это особый режим работы устройства, условием которого является разомкнутость вторичной обмотки, а первичная обмотка имеет номинальное напряжение. В таком состоянии, при проведении ряда расчетов, можно определить точные параметры целого ряда показателей, например, для трансформаторных устройств распространенного однофазного типа так рассчитываются:
- коэффициент трансформации;
- активное, полное, индуктивное сопротивление ветви намагничивания;
- коэффициент мощности, процентное значение тока и измерения холостого хода.
Алгоритм проведения измерений холостого хода выглядит так:
- Измеряется ток, который был приложен к первичной обмотке, посредством измерительных приборов, которые включены в общую цепь.
- Замыкается вторичная обмотка на вольтметре. Сопротивление должно быть такой величины, чтобы значение тока вторичной обмотки приближалось к минимальной отметке.
- Величина тока холостого хода в первичной обмотке минимальна относительно значения номинала, если сравнивать с прикладываемым напряжением, которое приводит в равновесие электродвижущая сила первичной обмотки. И оба этих показателя отличаются незначительно, а значит значение хода электродвижущей силы в первичной обмотке можно определить по данным вольтметра.
Наиболее точные искомые значения можно получить, используя обмотки различного напряжения — низкого и высокого. Точность таких измерений будет определяться разницей номиналов между ними.
Причины и следствия потерь холостого хода трансформатора ↑
Потери холостого хода трансформаторных устройств любого типа — это следствие износа устройств. Со временем их магнитная система и структура используемого металла стареет и меняется, межлистовая изоляция становится хуже, а прессовка сердечника ослабляется. Естественно, вы это негативно сказывается на уровне потерь электроэнергии.
Практика показывает, что вопреки установленных нормам, согласно которым потери могут отличаться от заводских показателей не более, чем на пять процентов, во многих случаях они превышают порог в пятьдесят процентов. Особенно это касается трансформаторов силового типа.
Данные измерений такого типа устройств позволяют довольно точно прогнозировать потери энергии в каждом отдельном муниципалитете.
Инженерный имеет все необходимые инструменты для качественного проведения обслуживания трансформаторных подстанций, слаженный коллектив профессионалов и лицензии, которые дают право осуществлять все необходимые испытания и замеры. Оставив выбор на электролаборатории «ПрофЭнергия» вы выбираете надежную и качествунную работу своего оборудования!
Если хотите заказать обслуживание трансформаторных подстанций или задать вопрос, звоните по телефону.
Как измерить потери холостого хода трансформатора? ↑
Основные принципы измерений потерь холостого хода всех видов трансформаторных приборов прописаны в ГОСТах. Главной причиной ошибочных результатов, полученных во время проведения измерений, можно назвать низкую точность измерительных устройств и неверные действия замерщиков, а также несоответствие необходимым условий проведения измерений.
Чтобы избежать отклонений, влияющих на прогнозы и корректировку условий и интенсивности эксплуатации приборов, стоит предварительно разработать, согласовать с изготовителем и утвердить методику измерения потерь в данном режиме.
Виды и характеристики сварочного трансформатора
Назначение сварочного трансформатора во многом определяет его конструкцию:
- Мощность сварочного трансформатора промышленных моделей достаточна для обеспечения нескольких рабочих мест, это многопостные приборы со сложным устройством.
- В быту используются однопостные модели.
Разделение по фазовому регулированию:
- Однофазные модели работают только при напряжении 220В. Силы тока на выходе подобных устройств достаточно для бытовых нужд.
- Трехфазные сварочные трансформаторы работают при напряжении в сети 380В, они дают на выходе большую силу тока, позволяющую сваривать металл большей толщины. Существуют модели, которые рассчитаны на работу как при напряжении 220В, так и при напряжении 380В.
По конструкции устройства выделяют:
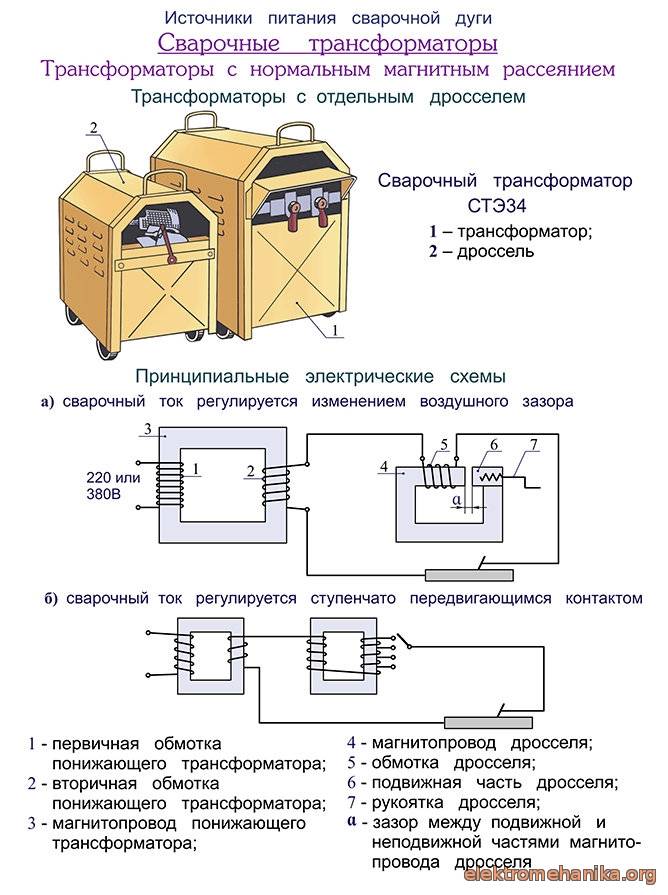
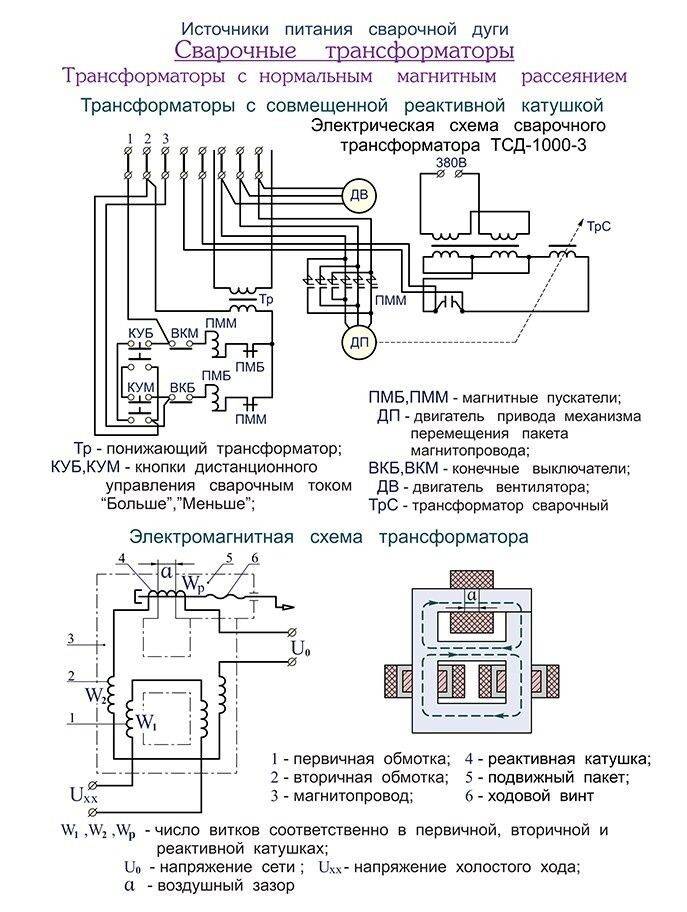
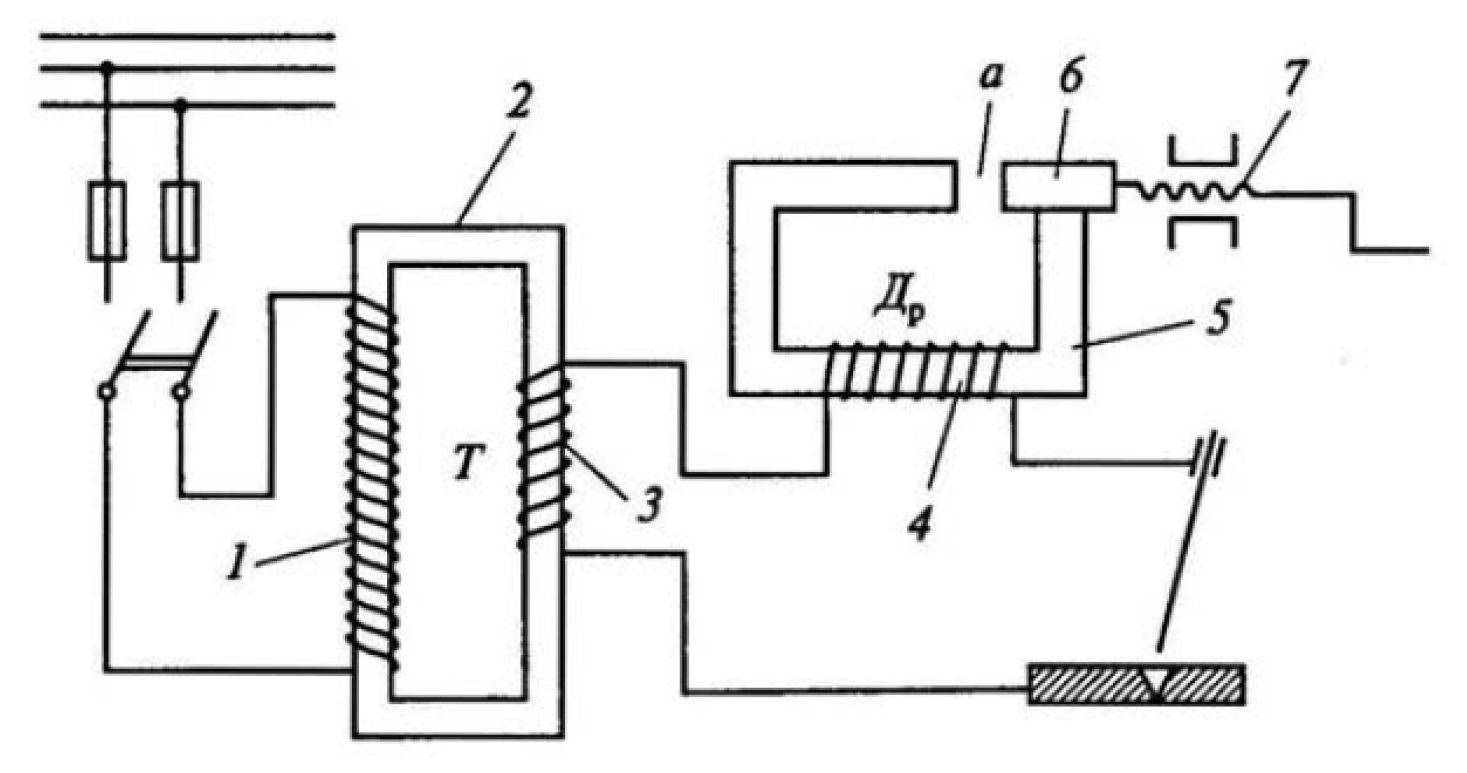
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
- Изделия с увеличенным магнитным рассеиванием имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.
Принцип действия
Принцип действия сварочного трансформатора универсален, но сложность конструкции и требования к характеристикам устройства зависят от назначения конкретного прибора.
Трансформатор для точечной сварки должен выдавать на выходе ток силой в 5-10 кА у маломощных моделей и до 500 кА – у мощных моделей, поэтому вторичная обмотка выполняется в одним виток.
Трансформатор для контактной сварки должен обладать высоким коэффициентов преобразования, а прерывающие устройства – надежностью и довольно сложным устройством, в противном случае качество сварки будет страдать.
Трансформатор для сварки проводов, напротив, представляет собой очень компактное и дешевое устройство, заменяющее дорогой сварочный инвертор. Требования к характеристикам будут не самыми жесткими: номинальное напряжение около 9-40В. Подобное устройство может собрать даже любитель.
![Сварочный трансформатор дома [устройство, принцип действия, схема]](https://snabkz.ru/wp-content/uploads/3/f/c/3fc69f0d784aa55ff4558f15a26aa9d6.jpeg)

При изготовлении и покупке такого прибора следует обращать внимание на базовые характеристики:
- Напряжение сети – от него зависит количество фаз, в которых работает прибор.
- Номинальный сварочный ток – у бытовых моделей он находится около отметки 100А, профессиональные изделия могут давать до 1000А.
- Широкие пределы регулирования сварочного тока позволяют использовать электроды разного диаметра. Для бытовых моделей характеры значения около 50-200А.
- Номинальное рабочее напряжение – напряжение на выходе из устройства. Для дуговой сварки достаточно 30-70В.
- Номинальный режим работы определяет, сколько прибор может проработать непрерывно.
- Напряжение холостого хода – важная характеристика для дуговой сварки. По правилам безопасности она не может превышать 80В, но чем ближе напряжение холостого хода к этой границе, тем проще вызвать дугу.
- Потребляемая мощность и мощность на выходе позволяют рассчитать КПД устройства. Чем он выше, тем эффективнее работает прибор.
Как выбрать сварочный трансформатор
Сварочный трансформатор – не просто готовый агрегат, его нужно подобрать под планируемую работу. Сделать это можно, учитывая следующие моменты:
- место применения и цели: бытовой (непродолжительная работа, ток – до 200 А), профессиональный (работать можно долго, ток – до 300-350 А), промышленный (постоянное применение на токах до 1000 А);
- напряжение источника питания: бытовая сеть с 220 В (плюс-минус 10%) или промышленная с 380 В;
- возможности настройки: чем их больше и чем шире интервалы регулирования, тем качественнее будет результат;
- мощность потребляемая: чем она больше, тем лучше функционирует трансформатор, но следует не забывать про возможности питания;
- продолжительность активной работы: сварку с бытовыми моделями можно вести до 30 минут, после чего столько же придётся дать аппарату остыть, для промышленных моделей сварка продолжается часами;
- возможность работы со спектром электродов: трансформатор рассчитывается под диаметр стержня до определенного значения
- цена: экономить с помощью самого дешёвого не стоит.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
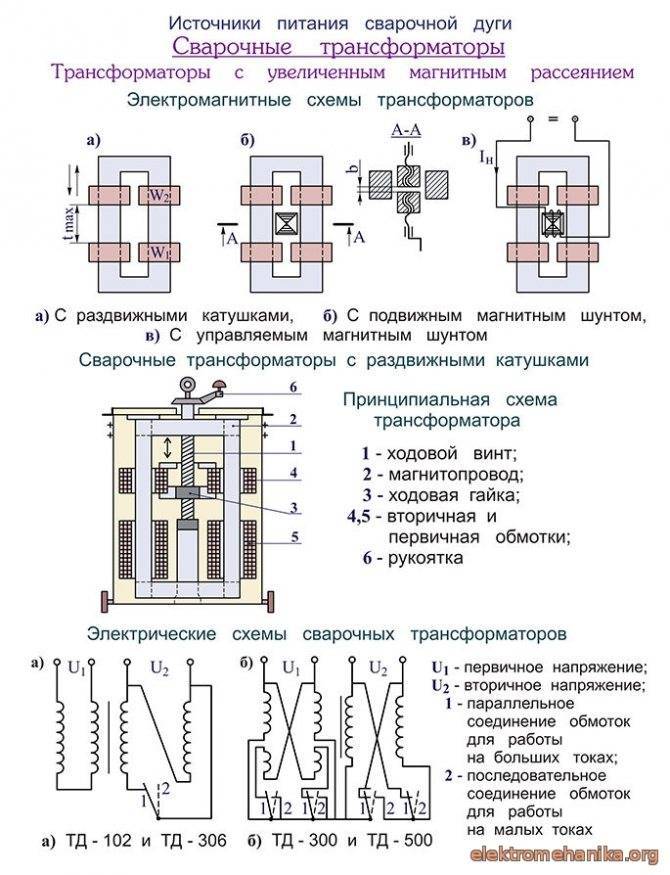
Схема сварочного трансформатора
Для оперативного (и главное – простого) регулирования силы тока и напряжения на дуге важно применять несложные схемы устройства сварочного трансформатора. Классифицировать их можно только по техническому выполнению
Чаще всего применяются следующие конструктивные варианты, состоящие для из минимума компонентов. Это делает устройства быстрыми в ремонте, а работать на них способен любой сварщик.
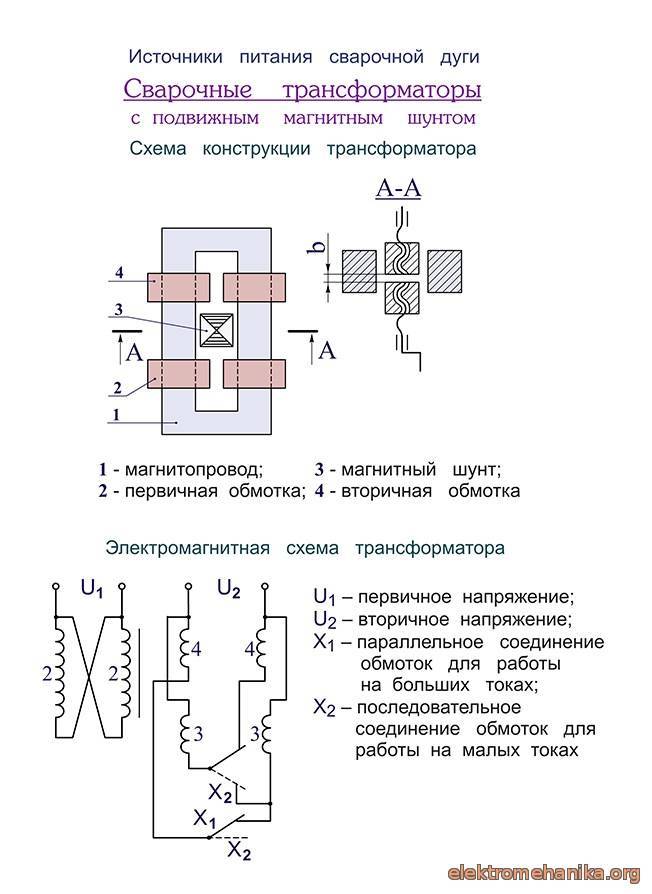
Сварочная аппаратура с шунтом
Сварка с таким агрегатом проста, его схема состоит из «обычной» основы в виде магнитопровода, обмоток и вводимым в проём магнитопровода металлическим элементом. Последний отличается массивностью и предназначен на отбор генерируемой ЭДС. Применяется такое устройство на производстве.
Принцип работы трансформаторного шунта: при необходимости понижения силы тока он подаётся в магнитопровод механическим путём в расчётное положение. На него также начинает рассеиваться магнитное поле, изменяется общее сопротивление электроцепи, что сразу отражается на напряжении и силе тока.
Вся суть – в изменении зазоров от края магнитопровода до шунта. Из-за снижающегося сопротивления воздуха часть магнитного потока переходит на шунт – и не попадает на вторичную обмотку.
Сварочные трансформаторы с секционными обмотками
Такая конструкция включает в себя сразу несколько обмоток, каждая из которых является ступенью для регулирования. Каждая ступень имеет различное количество витков, что при подключении в цепь позволяет генерировать отличающийся по силе электрический ток.
Принцип этой схемы – комбинирование имеющихся ступеней на обмотках для получения необходимых вольт-амперных характеристик сварочной дуги.
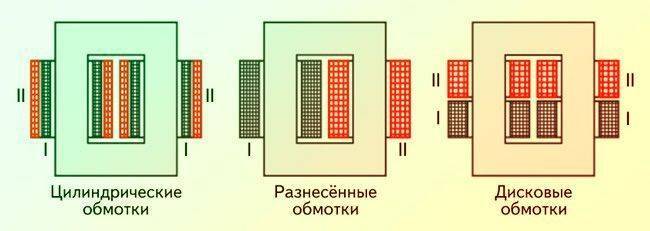
Взаимное положение обмоток выполняется для снижения объёмности. Их наматывают друг на друга или рядом. Для подключения на своеобразный пульт выводятся контакты, составление требуемой конфигурации производится переключателями.
Полноценная настройка достигается наличием ступенчатости как во вторичной, так и в первичной обмотках.
Тиристорные сварочные трансформаторы
Регулирование параметров сварочной дуги производится силами тиристора. Суть его работы – в изменении среднего напряжения при переменном токе.
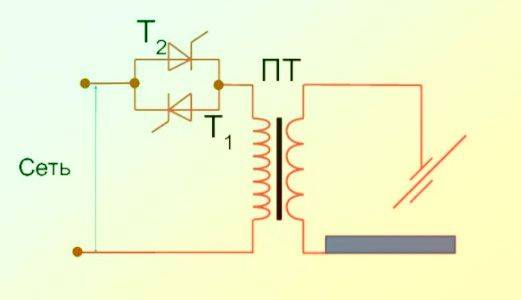
Конструктивно такая «надстройка» состоит из пары тиристоров, настроенных симметрично и смонтированных навстречу друг другу. Это обеспечивает жёсткие вольт-амперные характеристики.
Схема отличается значительным КПД, так как при установке на первичной обмотке потери от падения напряжения будут выше. При этом номинальные токи в самих тиристорах существенно ниже.
Разновидности и классификация устройств
Классификация сварочных агрегатов осуществляется по следующим характеристикам:
- Размерам и весу. Приборы бывают компактными переносными или стационарными, перемещаемыми с помощью колес или тельфера (подвесного грузоподъемного устройства).
- Напряжению холостого хода сварочного трансформатора. В разных моделях приборов этот параметр составляет от 48 до 70 В.
- Максимальной силе тока. У промышленных моделей этот параметр достигает 1000 А, у бытовых — 50-400 А.
- Напряжению потребляемого тока, числу фаз. Выделяют одно- или трехфазные виды.
- Характеру подачи. Аппарат может вырабатывать ток непрерывно или импульсно.
- Диаметру подключаемых электродов.
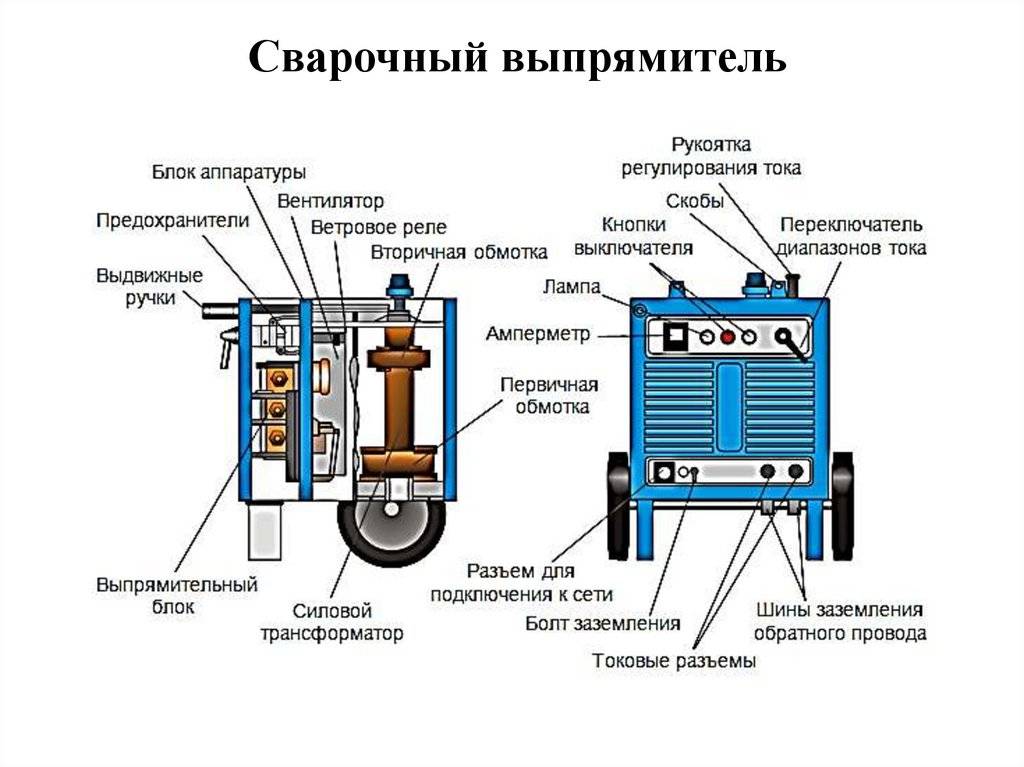
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.







Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
https://youtube.com/watch?v=wk4UBWuIULM
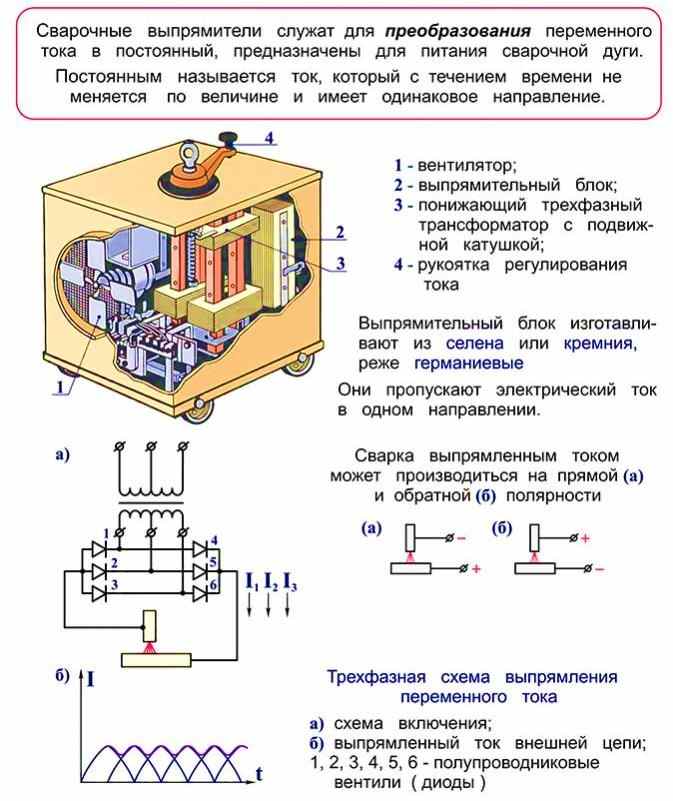
Что такое режим холостого хода сварочного трансформатора? — Металлы, оборудование, инструкции
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов.
Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения.
В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
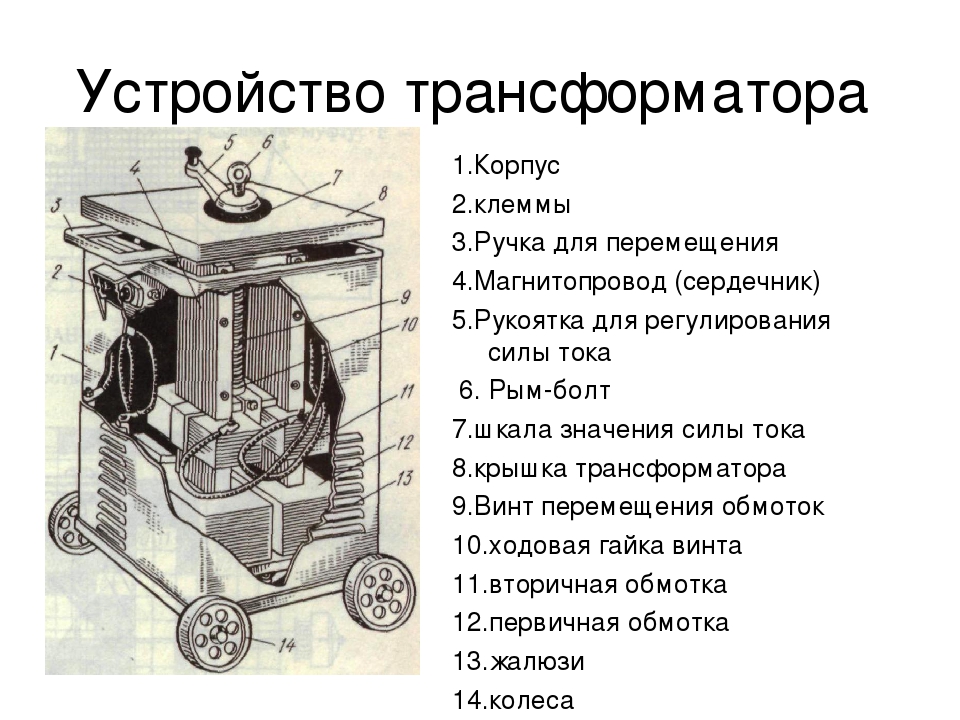
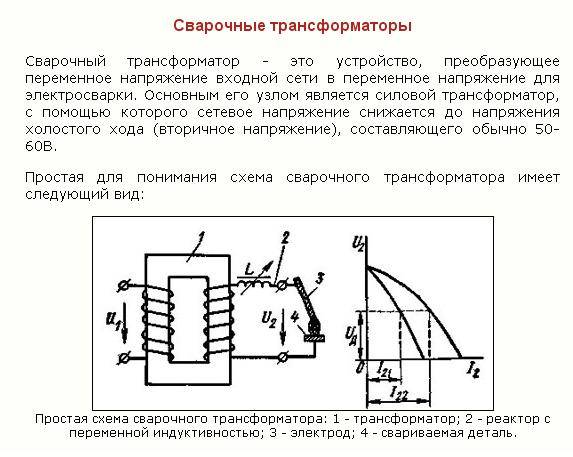
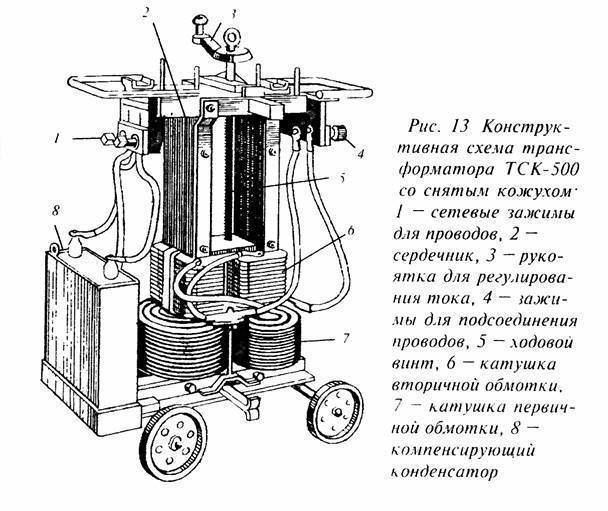
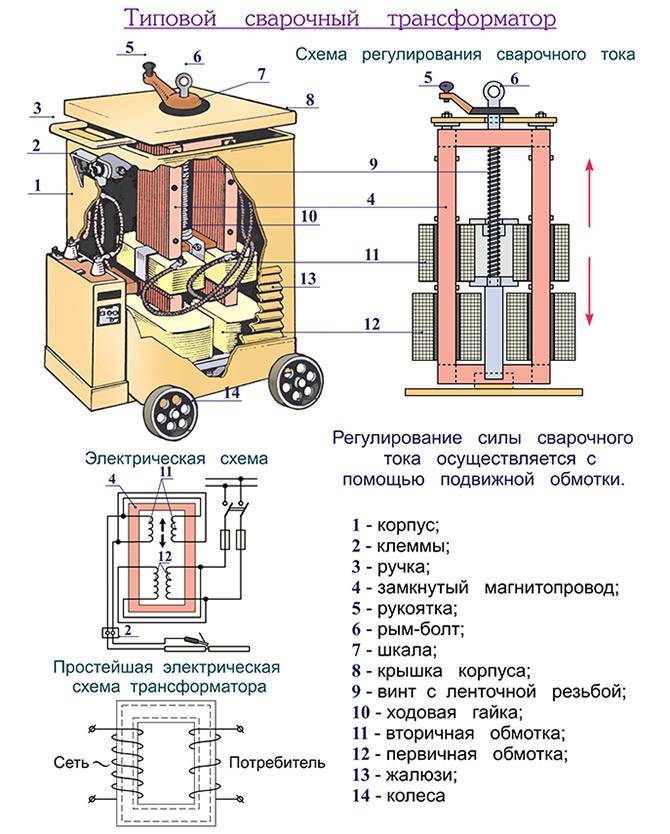
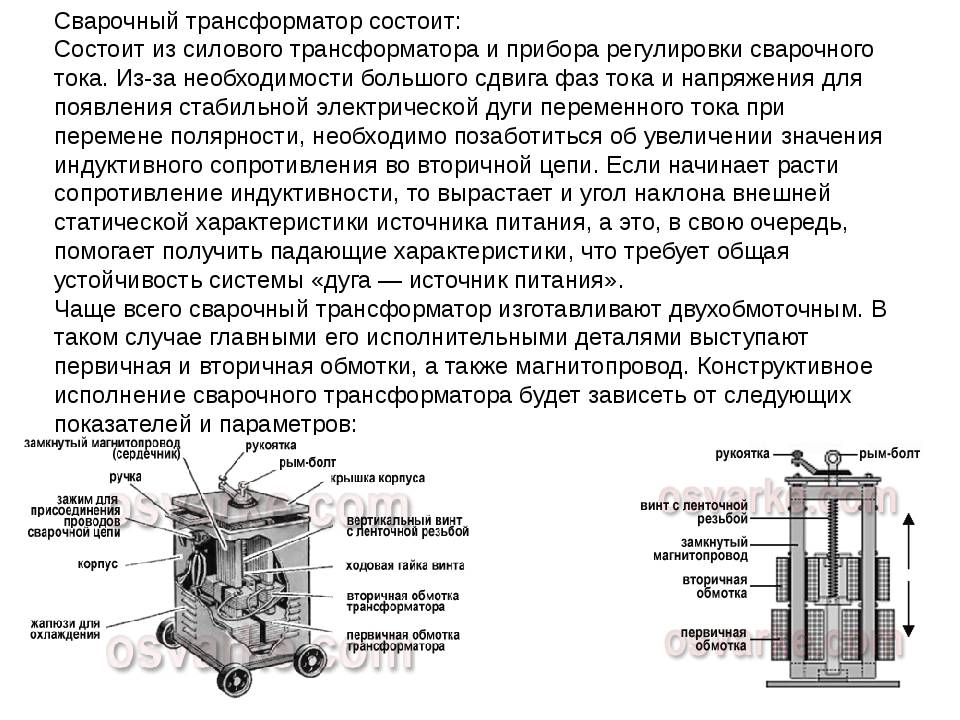
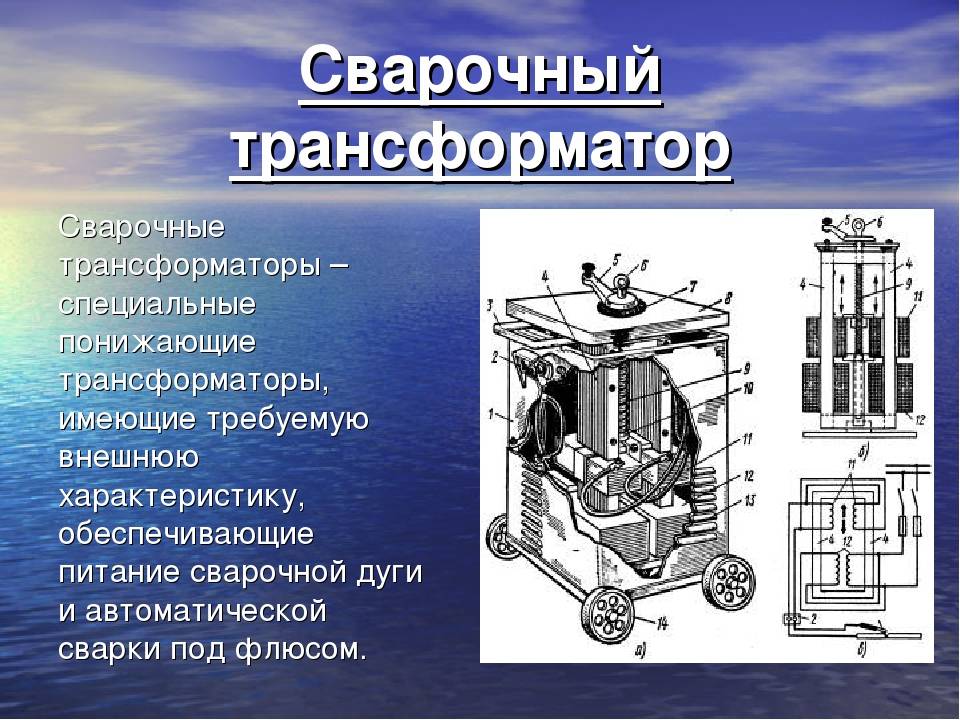
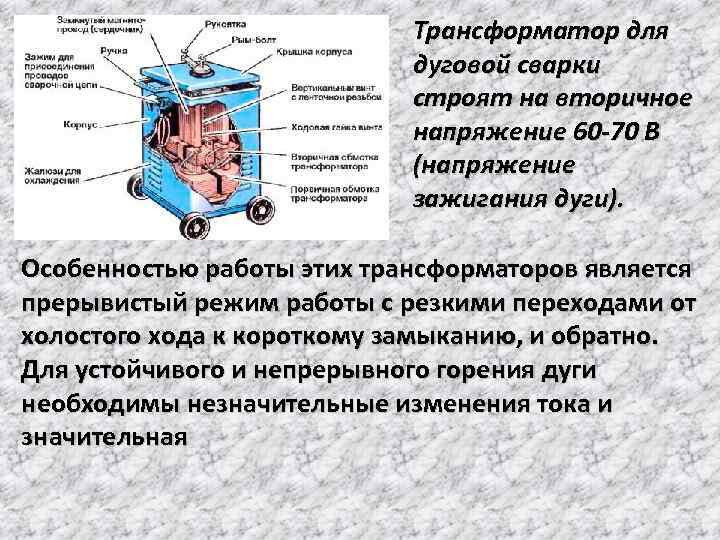
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
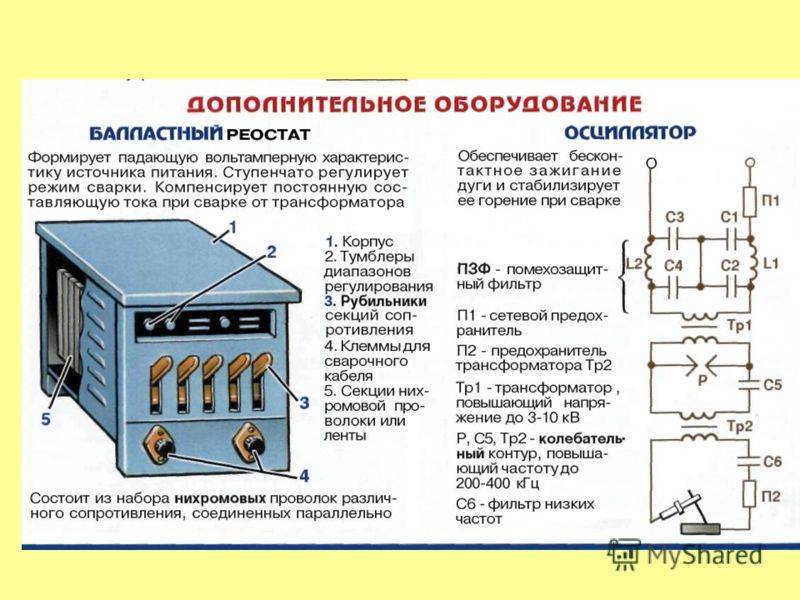
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией.
Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля.
За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц
Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Типы регуляторов тока
Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций. Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
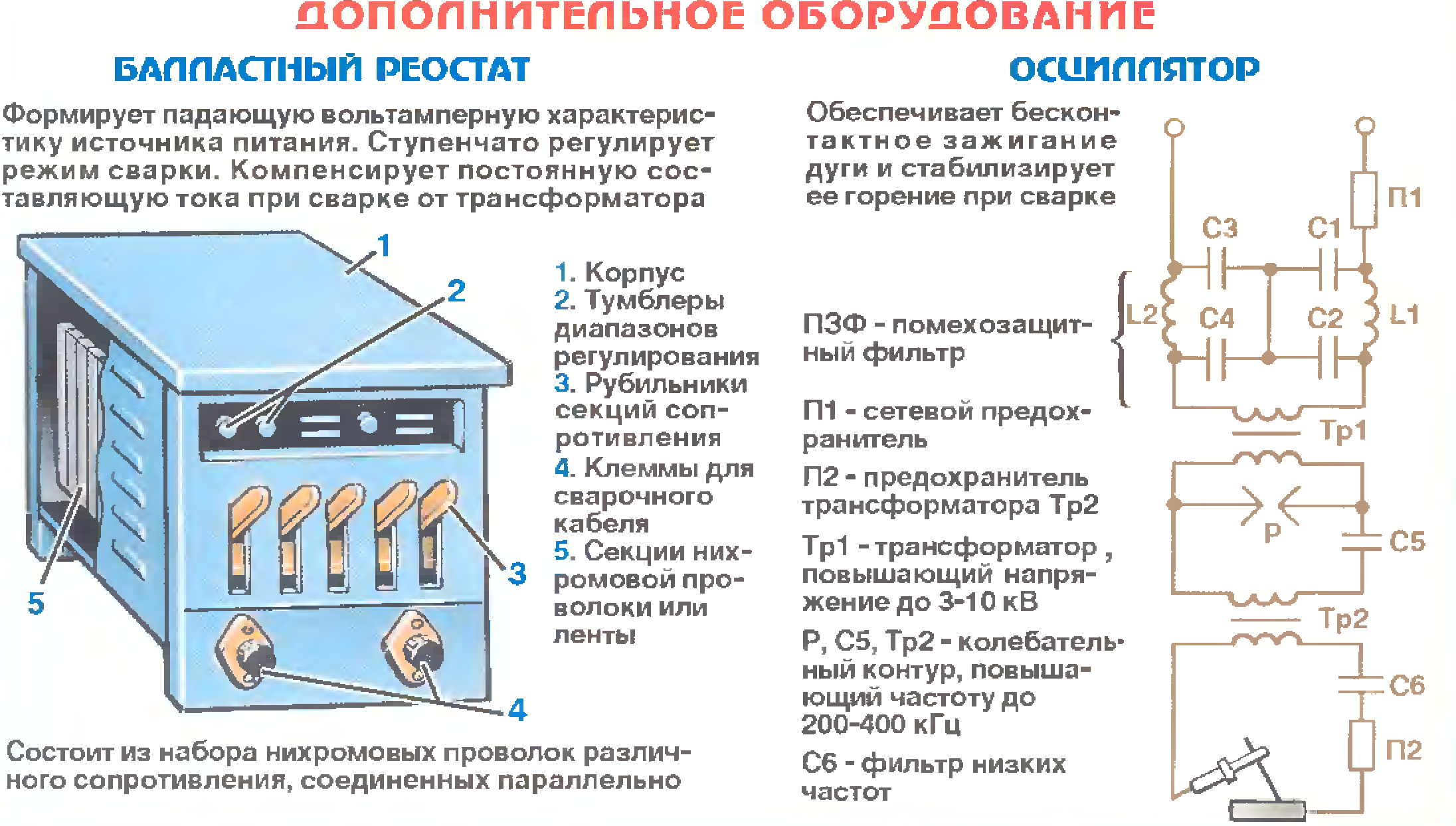
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока – включение сопротивления во вторичную цепь. Устройство несложное и надежное.
Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.



Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного – до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
Отличия от инверторного аппарата
Такое оборудование отличается от трансформаторного следующими характеристиками:
- Небольшой вес. Если масса трансформатора составляет около 35 кг, то у инвертора она не превышает 15 кг. Это помогает легко перемещать аппарат во время работы.
- Отсутствие трансформатора в конструкции. Это исключает расход энергии на нагрев обмоток и перемагничивание магнитопровода. Коэффициент полезного действия увеличивается. При использовании электрода диаметром 3 мм расход энергии не превышает 4 кВт. При тех же условиях этот параметр у трансформатора составляет 7 кВт.
- Возможность получения тока с любыми вольт-амперными показателями. Аппараты инверторного типа применяют при сварке всех металлов. Они работают с нержавеющей, легированной сталью, медью, алюминием.
- Режимы функционирования. Инвертор не требует частых перерывов, необходимых для охлаждения.
- Возможность тонкой настройки. Сварщик выбирает показатели силы тока и напряжения в широком диапазоне. С помощью инвертора можно варить в разных пространственных положениях. При этом образуется наименьшее количество брызг расплавленного металла.
Чем отличается трансформатор от инвертора
Современный сварочный аппарат подключается к сети переменного тока. Затем он преобразует его в постоянный. А после этого инвертирует обратно в переменный. Такая сложность нужна, чтобы получить на выходе частоту 50-80 кГц вместо обычных 50 Гц.
Но это еще не все. В процессе преобразования напряжение падает до 90 вольт. Некоторые приборы могут понизить его и до 30 В. Благодаря этому сила тока может достигнуть отметки в 500 ампер. А на выходе прибор снова выпрямляет напряжение, и работа ведется на постоянном токе в режиме многотысячной пульсации.
Бытовой инвертор Источник klentrade.ru
Такая операция возможна благодаря сложности устройства. Кроме понижающего трансформатора, прибор укомплектован различными фильтрами и модуляторами. В него установлены кулеры охлаждения, а также всевозможные регуляторы и датчики.
Но при всей сложности схемы, она позволяет уменьшить размеры трансформатора и значительно сократить, как габариты прибора, так и его вес. К тому же электрическая дуга не теряет стабильности, а металл хорошо плавится и образует ровный шов.
Дополнительные преимущества инвертора перед трансформатором:
- Потребление электроэнергии значительно сокращено.
- Хорошая производительность при меньшей мощности.
- Регулировка силы тока, позволяющая сваривать не только тонкие, но и толстые металлы.
- Возможность работы с легированными сталями, медью и алюминием.
- КПД остается неизменным длительное время при непрерывной работе.
А главным минусом выступает высокая цена на инверторы. К тому же прибор очень капризен. Сразу же реагирует на понижение температуры окружающей среды. А из-за сложности комплектации затрудняется ремонт, который также превращается в дорогостоящее удовольствие.





