
Характерные особенности устройств разных типов
Сначала были придуманы аппараты с дросселем для регулировки тока. Модели простые и безотказные, но не лишены недостатков: очень ограниченные характеристики, сильная вибрация, из-за чего сбиваются настройки, и они потребляют много энергии. Более совершенны устройства с реактивной катушкой и дросселем.
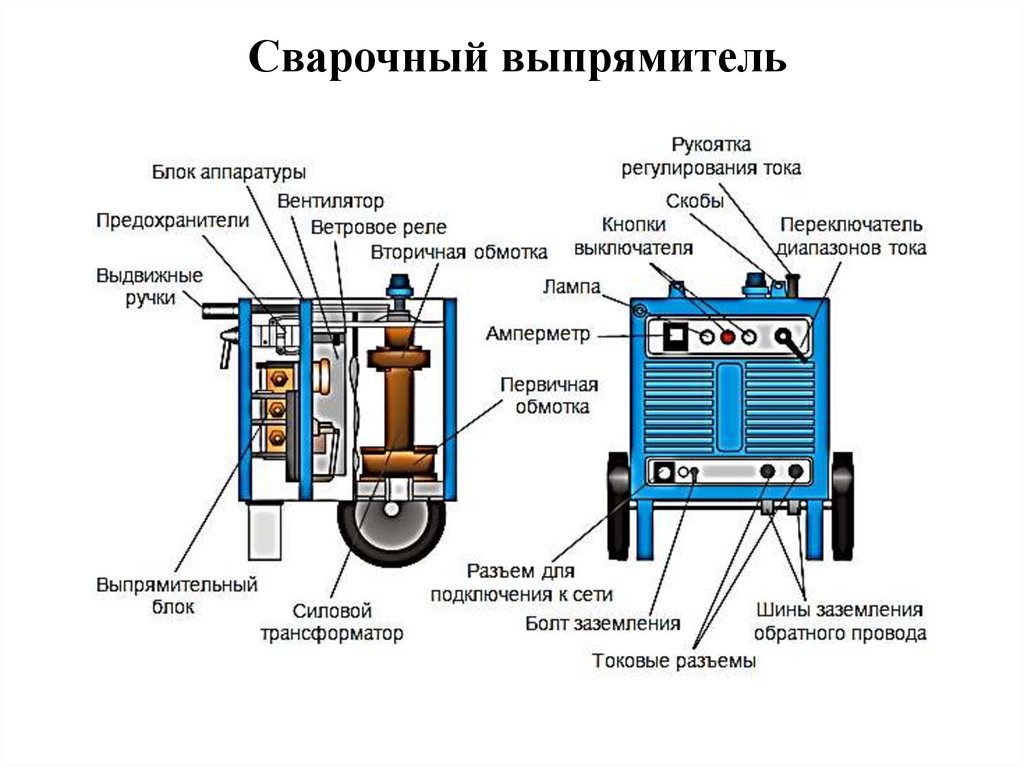
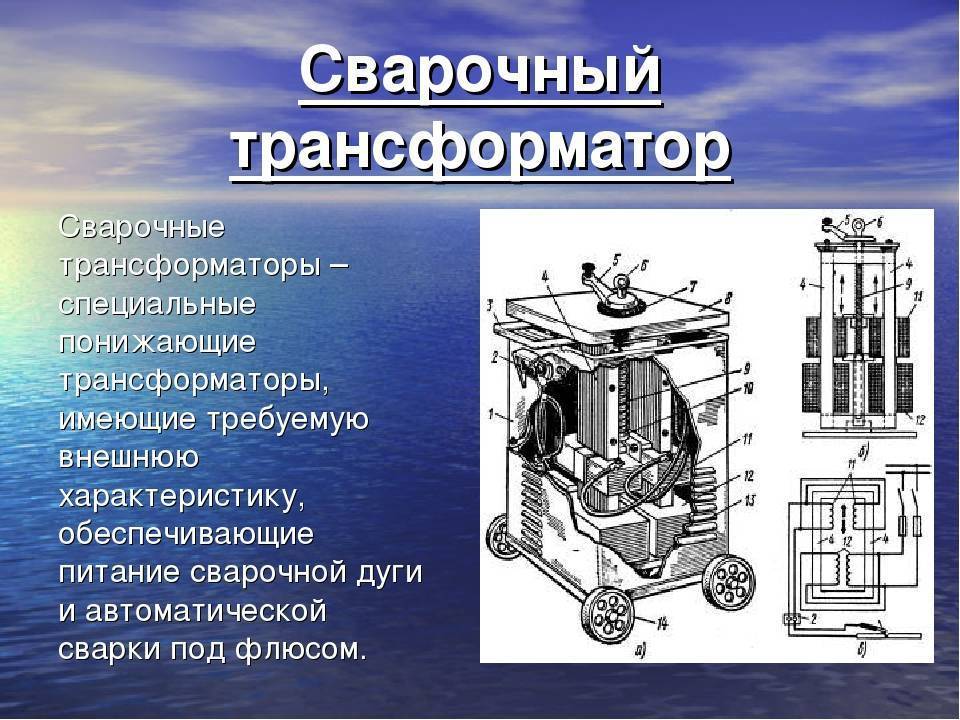
 Сварочный трансформатор
Сварочный трансформатор
В разнотипных аппаратах используются магнитные шунты, подвижные обмотки. Такие агрегаты небольшой массы с лучшими характеристиками. Имеются конструкции с неподвижными шунтами и обмотками, сложной магнитной коммутацией. По этому принципу сконструировано много разных разработок, отчего этот вид СТ и получил название разнотипных. Оборудование на тиристорах – новая разработка на полупроводниках. Переменный ток превращается в импульсы. Вначале тиристорные устройства страдали нестабильностью дуги из-за несовершенства полупроводников. Сегодняшние полупроводниковые изделия избавлены от этого недостатка.
Технические характеристики ТСА пребывают в зависимости от конструктивных особенностей. Общие достоинства:
- простое исполнение с минимальным набором деталей без электроники;
- широкий диапазон применения;
- надежная длительная эксплуатация, пригодность для ремонта;
- возможность выбрать аппарат с подходящими параметрами;
- доступные цены.
 Сердечник с обмотками
Сердечник с обмотками
К недостаткам относятся ограниченные возможности. Подобные аппараты потребляют много тока, ими трудно поддерживать дугу и добиться безукоризненного шва. Для работ различного рода больше подходит разнотипный трансформатор. Чтобы добиться качества шва и эффективности, агрегат оборудуют дополнительными устройствами, которые стабилизируют характеристики. Доступность и неприхотливость трансформаторных сварочных аппаратов привлекают потребителей, несмотря на выпуск качественных моделей с лучшими возможностями.
Ограничитель холостого хода
 Ограничитель холостого хода OНТ-3
Ограничитель холостого хода OНТ-3
Блок снижения напряжения холостого хода сварочных трансформаторов – один из важнейших элементов. Он работает в полностью автоматическом режиме и уменьшает индукцию при размыкании вторичного контура до неопасного уровня. Данное действие происходит почти мгновенно, согласно общепринятым нормам время срабатывания не должно превышать одну секунду с момента размыкания цепи до момента выравнивания холостого хода.
Особенность работы сварки такова, что при разрыве цепи в магнитопроводе резко возрастает величина магнитного потока. Следом происходит скачок ЭДС самоиндукции. Это практически всегда приводит к последствиям, вроде выхода из строя аппарата или поражения током сварщика. Избежать подобного можно с помощью ограничителя холостого хода, который снижает значение ЭДС до уровня безопасного для сварщика и устройства, примерно 12В. БСН продаются отдельно, поэтому собственное устройство просто необходимо укомплектовать подобной защитой.
Чем отличается трансформатор от инвертора
Современный сварочный аппарат подключается к сети переменного тока. Затем он преобразует его в постоянный. А после этого инвертирует обратно в переменный. Такая сложность нужна, чтобы получить на выходе частоту 50-80 кГц вместо обычных 50 Гц.
Но это еще не все. В процессе преобразования напряжение падает до 90 вольт. Некоторые приборы могут понизить его и до 30 В. Благодаря этому сила тока может достигнуть отметки в 500 ампер. А на выходе прибор снова выпрямляет напряжение, и работа ведется на постоянном токе в режиме многотысячной пульсации.
Бытовой инвертор Источник klentrade.ru
Такая операция возможна благодаря сложности устройства. Кроме понижающего трансформатора, прибор укомплектован различными фильтрами и модуляторами. В него установлены кулеры охлаждения, а также всевозможные регуляторы и датчики.
Но при всей сложности схемы, она позволяет уменьшить размеры трансформатора и значительно сократить, как габариты прибора, так и его вес. К тому же электрическая дуга не теряет стабильности, а металл хорошо плавится и образует ровный шов.
Дополнительные преимущества инвертора перед трансформатором:
- Потребление электроэнергии значительно сокращено.
- Хорошая производительность при меньшей мощности.
- Регулировка силы тока, позволяющая сваривать не только тонкие, но и толстые металлы.
- Возможность работы с легированными сталями, медью и алюминием.
- КПД остается неизменным длительное время при непрерывной работе.
А главным минусом выступает высокая цена на инверторы. К тому же прибор очень капризен. Сразу же реагирует на понижение температуры окружающей среды. А из-за сложности комплектации затрудняется ремонт, который также превращается в дорогостоящее удовольствие.
Мощность трансформатора
Мощностный диапазон в среднем варьируется от 2,5 до 20 кВт и более. На что влияет данная характеристика сварочного трансформатора? Вопреки распространенному мнению, мощность в данном случае не указывает на способности оборудования работать с теми или иными заготовками. Как уже отмечалось выше, производительность в большей степени зависит от силы тока. Однако, мощность определяет энергетический потенциал устройства с точки зрения возможностей обслуживания определенных задач с подключением силы тока конкретной величины.

В качестве примера стоит рассмотреть один из самых мощных на российском рынке профессиональных сварочных трансформаторов – «ТДМ-402» от предприятия «Уралтермосвар». Его мощностный показатель составляет 26,6 кВт. Именно благодаря этой величине данный преобразователь позволяет работать с силой тока в диапазоне от 70 до 460 А. Очевидно, что вырастают и требования к напряжению – используется трехфазная сеть на 380 В. Что это дает на практике? Аппарат позволяет работать при интенсивных нагрузках с повышенной силой тока в длительных временных сеансах. Если бы речь шла об аналогичных рабочих показателях, но с меньшей мощностью, то в процессе выполнения тех же операций оборудование могло бы перегреваться и в принципе не поддерживать достаточную производительность.
Советуем изучить Знакомство с пиковыми и другими зонами тарификации электроэнергии
https://youtube.com/watch?v=wk4UBWuIULM
Виды и характеристики сварочного трансформатора
Назначение сварочного трансформатора во многом определяет его конструкцию:
- Мощность сварочного трансформатора промышленных моделей достаточна для обеспечения нескольких рабочих мест, это многопостные приборы со сложным устройством.
- В быту используются однопостные модели.
Разделение по фазовому регулированию:
- Однофазные модели работают только при напряжении 220В. Силы тока на выходе подобных устройств достаточно для бытовых нужд.
- Трехфазные сварочные трансформаторы работают при напряжении в сети 380В, они дают на выходе большую силу тока, позволяющую сваривать металл большей толщины. Существуют модели, которые рассчитаны на работу как при напряжении 220В, так и при напряжении 380В.
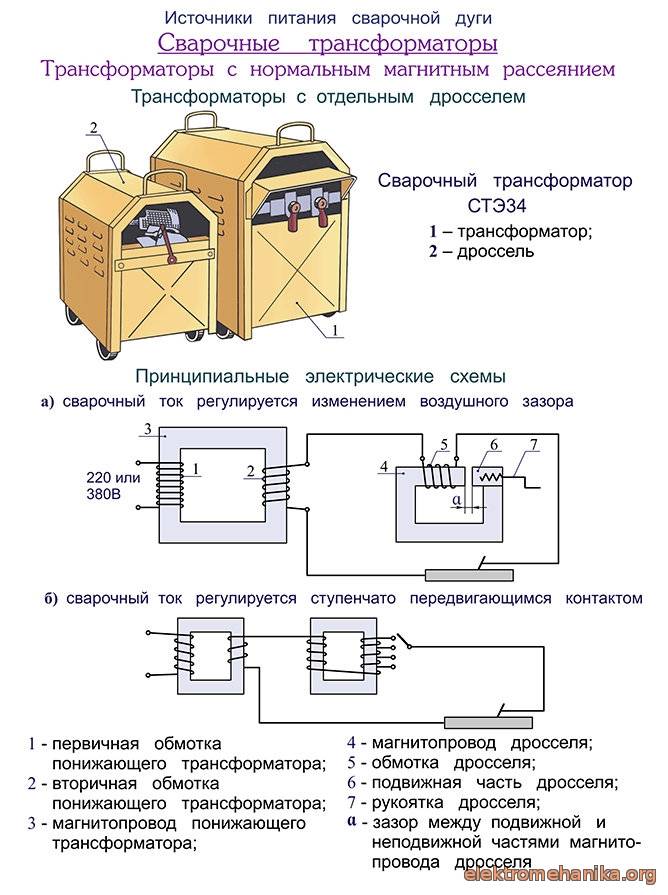
По конструкции устройства выделяют:
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
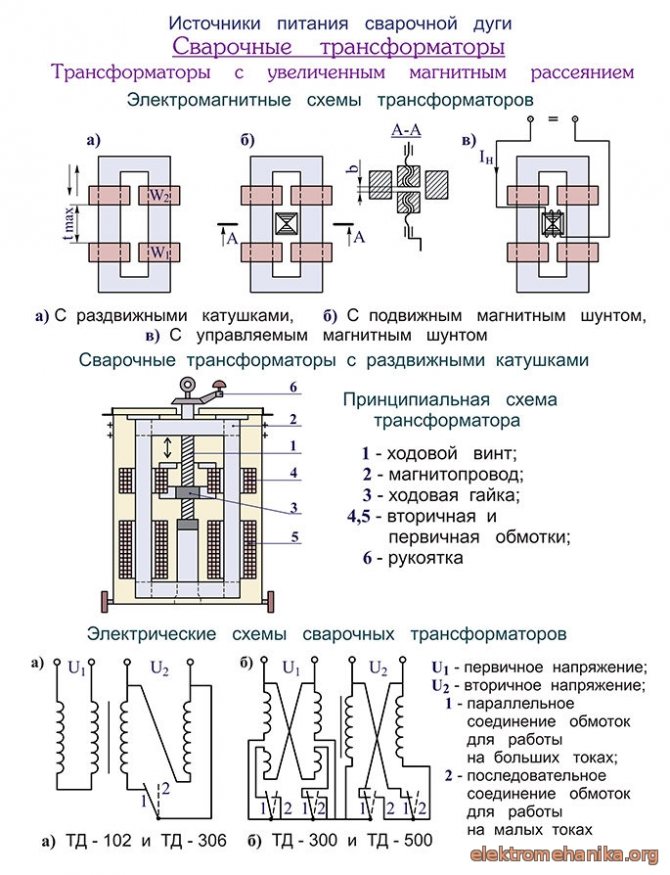
- Изделия с увеличенным магнитным рассеиванием имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.
Принцип действия
Принцип действия сварочного трансформатора универсален, но сложность конструкции и требования к характеристикам устройства зависят от назначения конкретного прибора.
Трансформатор для точечной сварки должен выдавать на выходе ток силой в 5-10 кА у маломощных моделей и до 500 кА – у мощных моделей, поэтому вторичная обмотка выполняется в одним виток.
Трансформатор для контактной сварки должен обладать высоким коэффициентов преобразования, а прерывающие устройства – надежностью и довольно сложным устройством, в противном случае качество сварки будет страдать.
Трансформатор для сварки проводов, напротив, представляет собой очень компактное и дешевое устройство, заменяющее дорогой сварочный инвертор. Требования к характеристикам будут не самыми жесткими: номинальное напряжение около 9-40В. Подобное устройство может собрать даже любитель.
При изготовлении и покупке такого прибора следует обращать внимание на базовые характеристики:
- Напряжение сети – от него зависит количество фаз, в которых работает прибор.
- Номинальный сварочный ток – у бытовых моделей он находится около отметки 100А, профессиональные изделия могут давать до 1000А.
- Широкие пределы регулирования сварочного тока позволяют использовать электроды разного диаметра. Для бытовых моделей характеры значения около 50-200А.
- Номинальное рабочее напряжение – напряжение на выходе из устройства. Для дуговой сварки достаточно 30-70В.
- Номинальный режим работы определяет, сколько прибор может проработать непрерывно.
- Напряжение холостого хода – важная характеристика для дуговой сварки. По правилам безопасности она не может превышать 80В, но чем ближе напряжение холостого хода к этой границе, тем проще вызвать дугу.
- Потребляемая мощность и мощность на выходе позволяют рассчитать КПД устройства. Чем он выше, тем эффективнее работает прибор.
Типы регуляторов тока
Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций. Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:




- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока – включение сопротивления во вторичную цепь. Устройство несложное и надежное.
Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного – до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
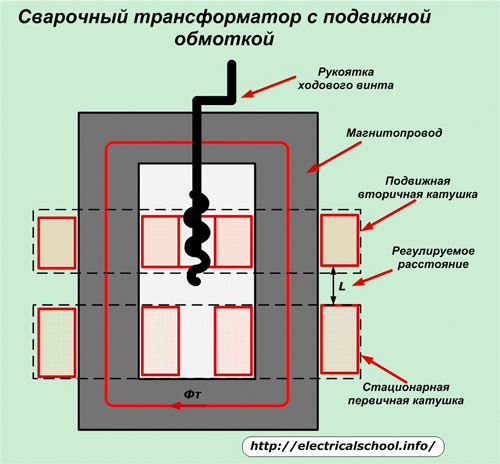
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
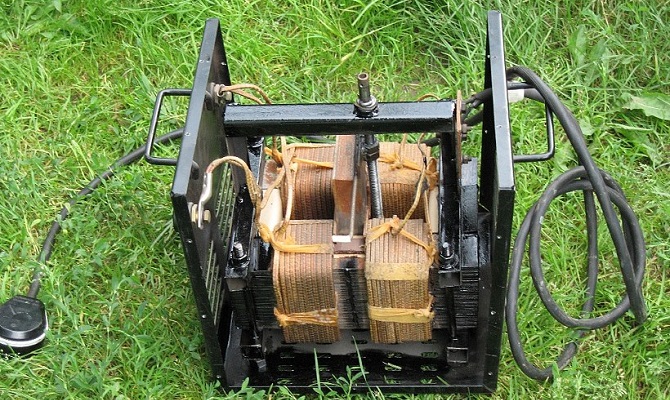
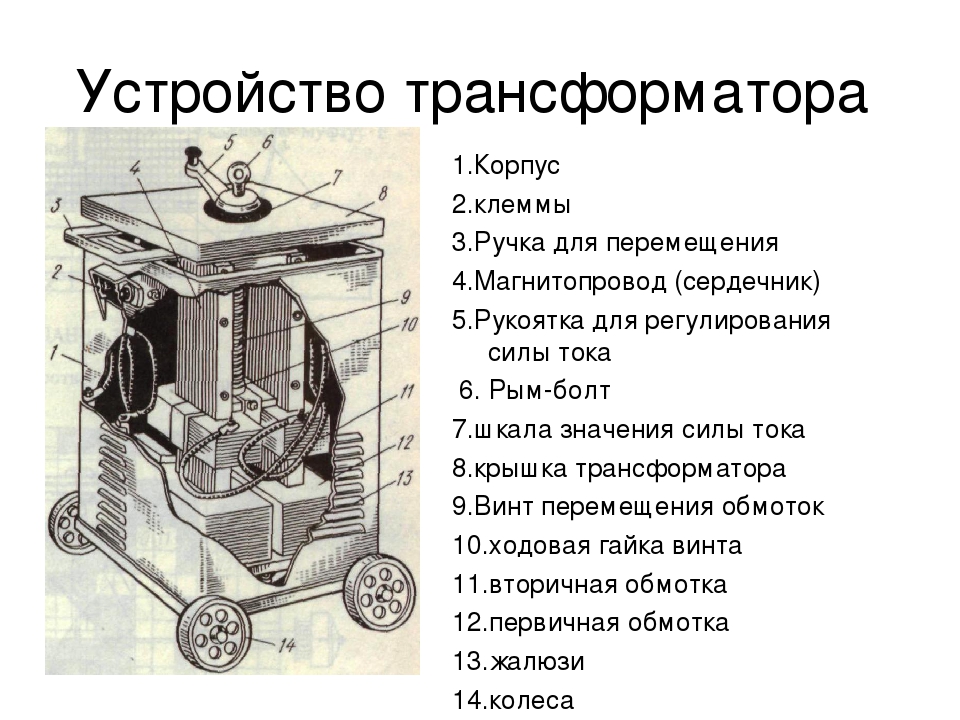
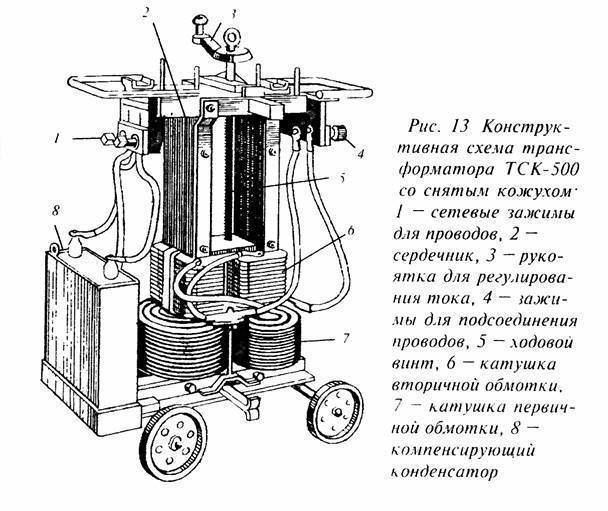
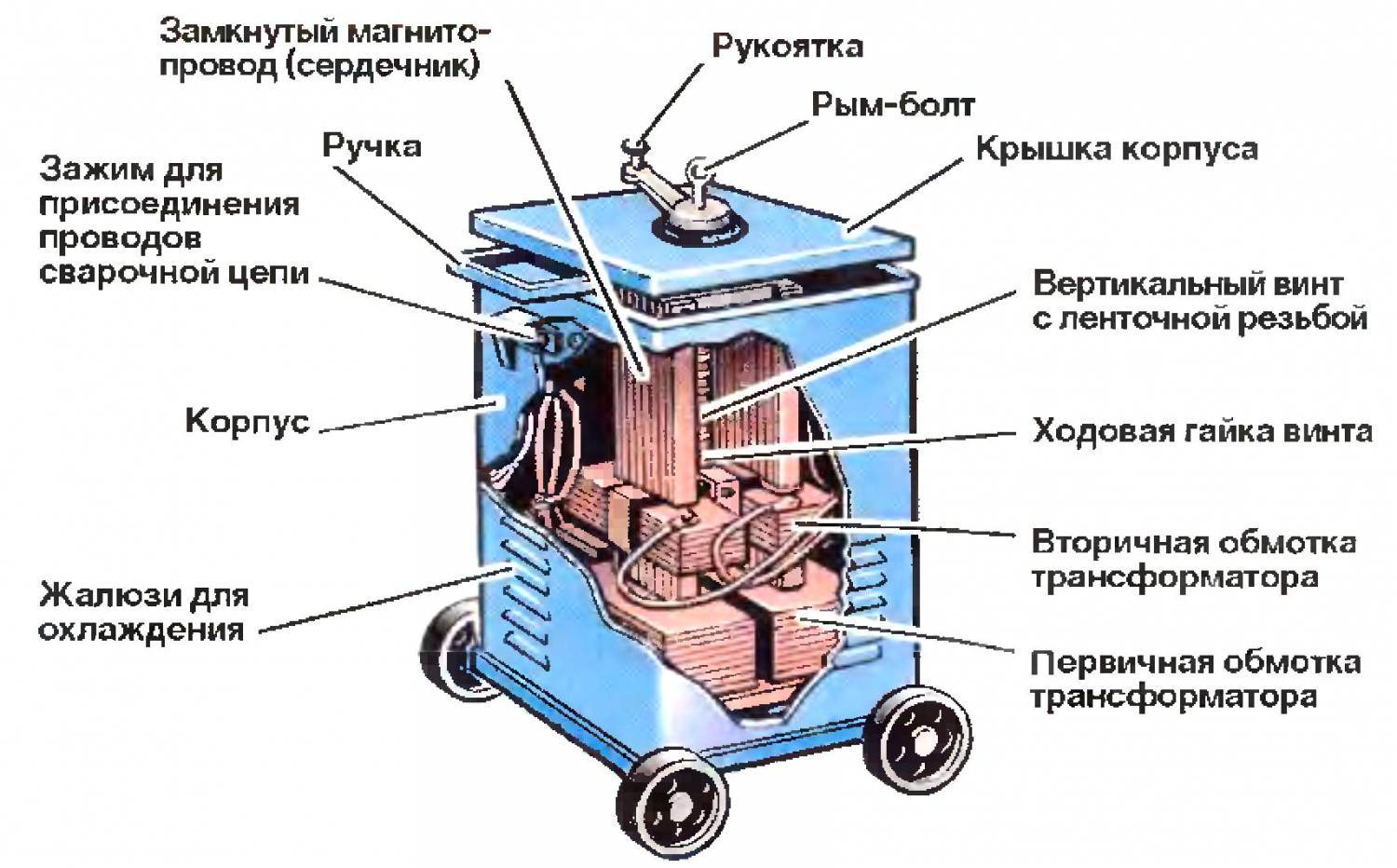
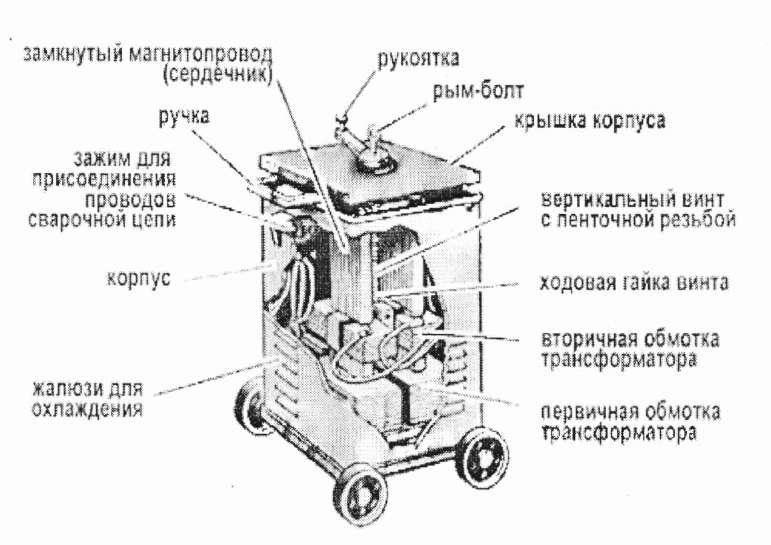
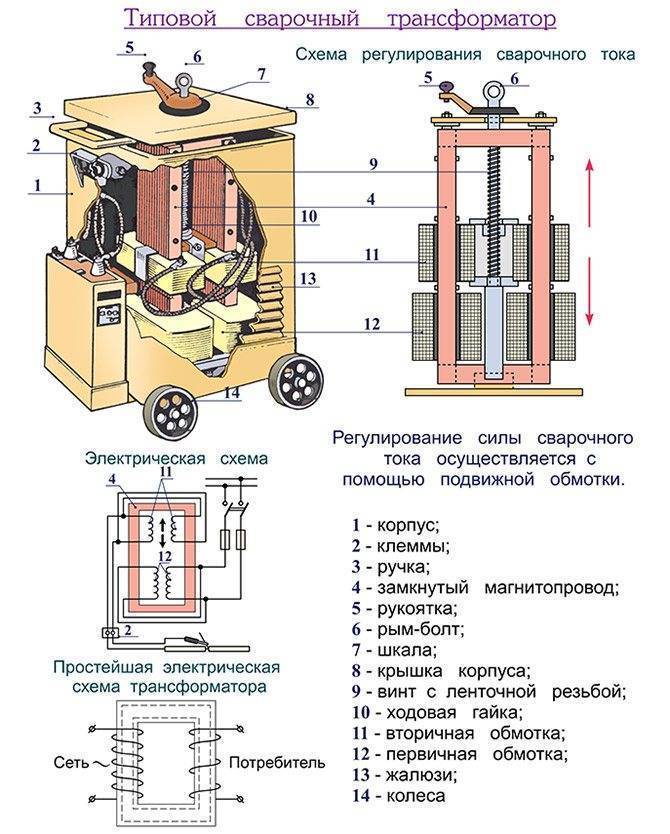
Устройство сварочного трансформатора
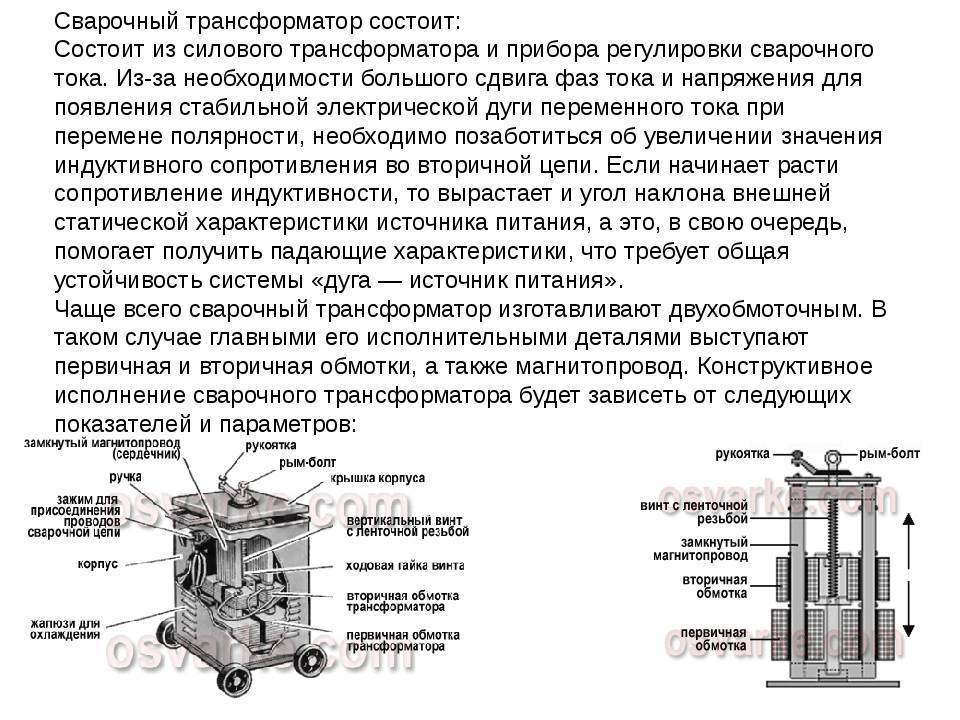
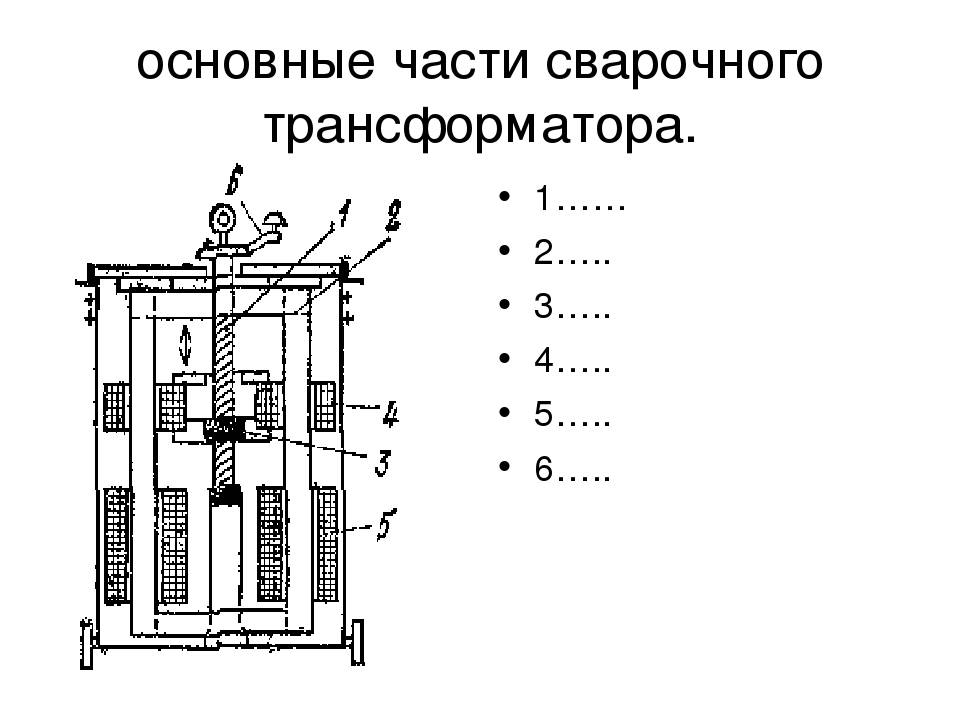
Для плавки металла необходимо настроить в нужных значениях параметры потребляемого сетевого тока. В сварочном оборудовании изменяются основные его значения: понижается напряжение и возрастает сила тока. Сварка металлических заготовок была бы невозможна без основных комплектующих, которые входят в состав даже самого простого сварочного трансформатора:
- первичная обмотка (выполняется из изолированного провода);
- вторичная обмотка (очень часто для лучшей теплоотдачи выполняется неизолированной);
- магнитопровод;
- вертикальный винт крепления;
- крепление к обмотке и гайка винта;
- зажимы для фиксации проводов;
- рукоятку зажима винта;
- металлический корпус.
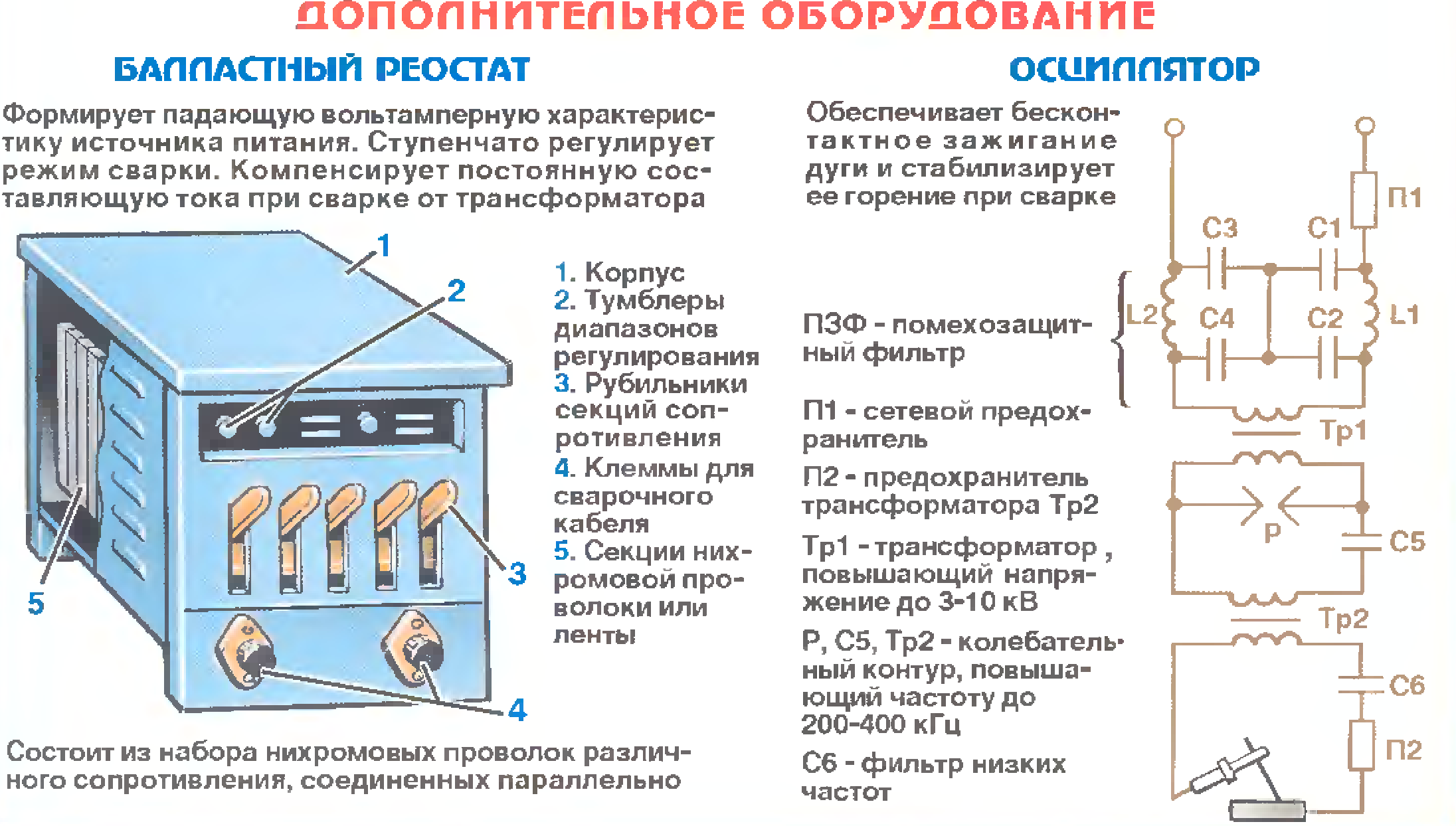
Помимо основного в сварочных трансформаторах используется дополнительное оборудование, улучшающее их работу и расширяющие функционал.
Для любого сварочного аппарата необходим магнитопровод. Он никак не влияет на параметры тока, но без сердечника невозможно образовать магнитное поле. Он состоит из набора металлических пластин своеобразной формы. Поверхность пластин покрыта оксидом, а в некоторых случаях защищена лаком. Изоляция необходима по техническим соображениям. Если бы сердечники делались из металла и не изолировались, то из-за действий магнитного поля генерировались бы токи Фуко. Они снижают индукцию поля.
Для снижения шумов, которые генерируются при работе трансформатора, важно максимально туго стянуть пластины. При ослаблении соединения усиливается вибрация, причиной возникновения которой является проходящий ток
Следует учесть, что избавиться от шума полностью не удастся. И его наличие в умеренной степени даже в новом оборудовании является нормой.
Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ. Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников. Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Схемы и группы соединения обмоток
В трёхфазных трансформаторах необходимо соединять между собой первичные обмотки по фазам и вторичные. Существует три схемы соединения:
- звезда;
- треугольник;
- зигзаг.
 При соединении обмоток звездой напряжение линейное — между началами фаз — будет в 1,73 раза больше, чем фазное (между началом и концом фазы). При соединении обмоток трансформатора треугольником фазное и линейное напряжения будут одинаковы.
При соединении обмоток звездой напряжение линейное — между началами фаз — будет в 1,73 раза больше, чем фазное (между началом и концом фазы). При соединении обмоток трансформатора треугольником фазное и линейное напряжения будут одинаковы.
Соединять обмотки звездой более выгодно при высоких напряжениях, а треугольником — при значительных токах. Соединение обмоток зигзагом даёт возможность сгладить асимметрию намагничивающих токов. Но недостатком такого способа соединения является повышенная трата обмоточного материала.
Сварочный инструмент своими руками
Чем отличается самодельный трансформатор?
Первичную обмотку самодельных сварочных инструментов обычно изготавливают из медной проволоки, специально для этого предназначенной. К вторичной обмотке требования минимальные, поэтому чаще используется кабель многожильный (берется сечение в пределах 2,5-3,5 см).
На самодельном бытовом агрегате для сварки обмотка выводится стандартно – на медные клеммы, варианты заводского производства, конечно же, имеют более надежные переключатели. Детальная схема сварки постоянного тока, предназначенного для ручной сварки, зависит от разновидности сердечника (тороидальный, стержневой), наличия у домашнего мастера подручных деталей.
Трансформаторы для инвертора отличаются сложностью сборки. В данном случае используется несколько преобразователей для преобразования тока сначала в переменный ток, далее в постоянный ток, но установленного напряжения. Также устройство инструмента усложнено наличием электроники, которая предоставляет возможность намного точнее контролировать сварочный процесс.
Масса трансформатора для сварки переменного тока будет зависеть от марки. Минимальная масса такого инструмента может составлять 3 кг, но на рынке электротехники чаще всего можно встретить аппараты массой не менее 10 кг.
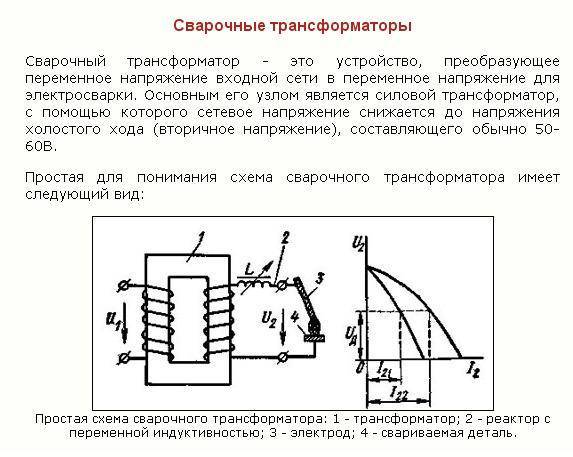
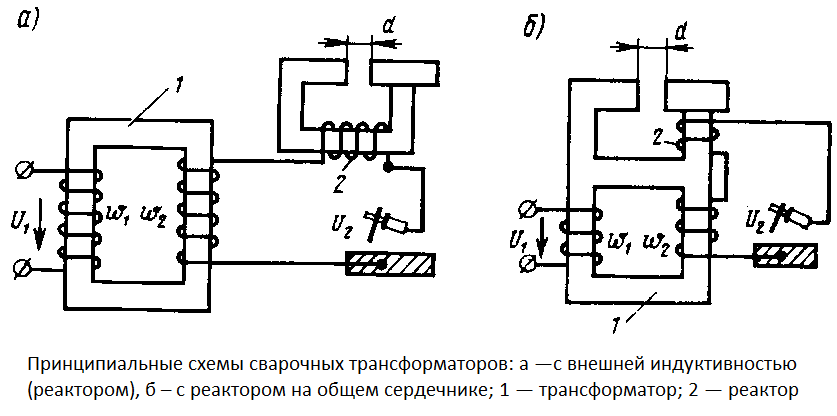
Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.
Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки. Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».

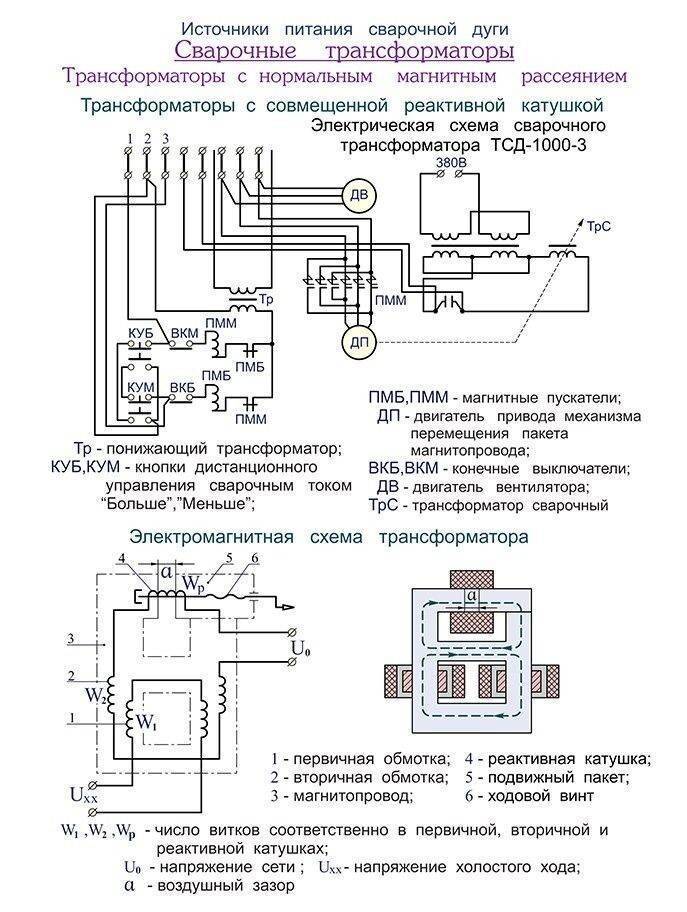
Электрическая схема сварочного трансформатора типа ТДМ
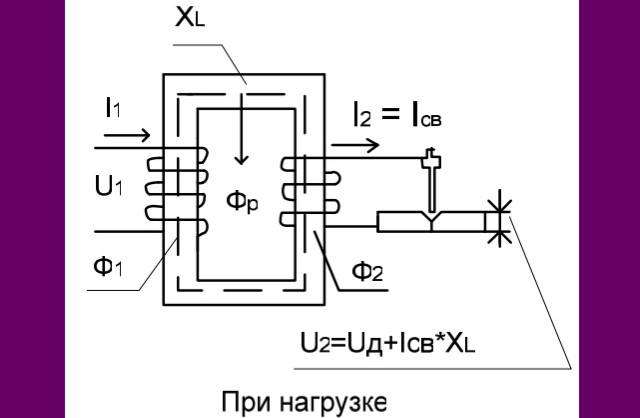
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
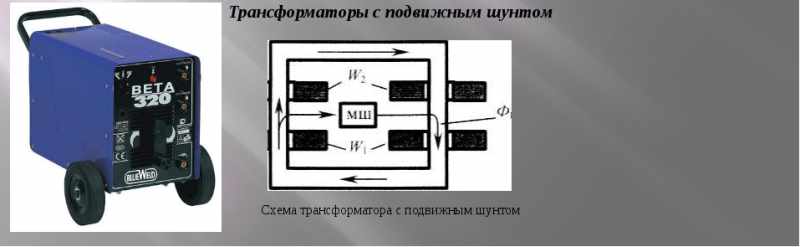
Сварочная аппаратура с шунтом
Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.

Секционная обмотка трансформатора
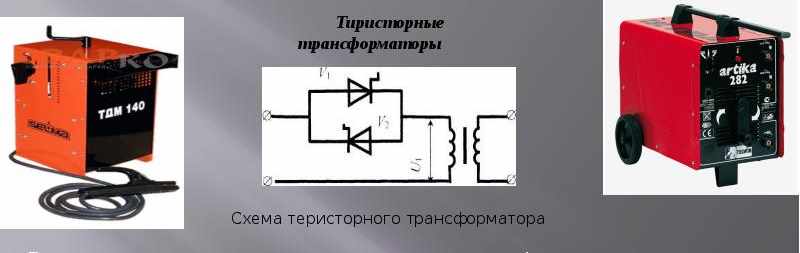
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.




Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
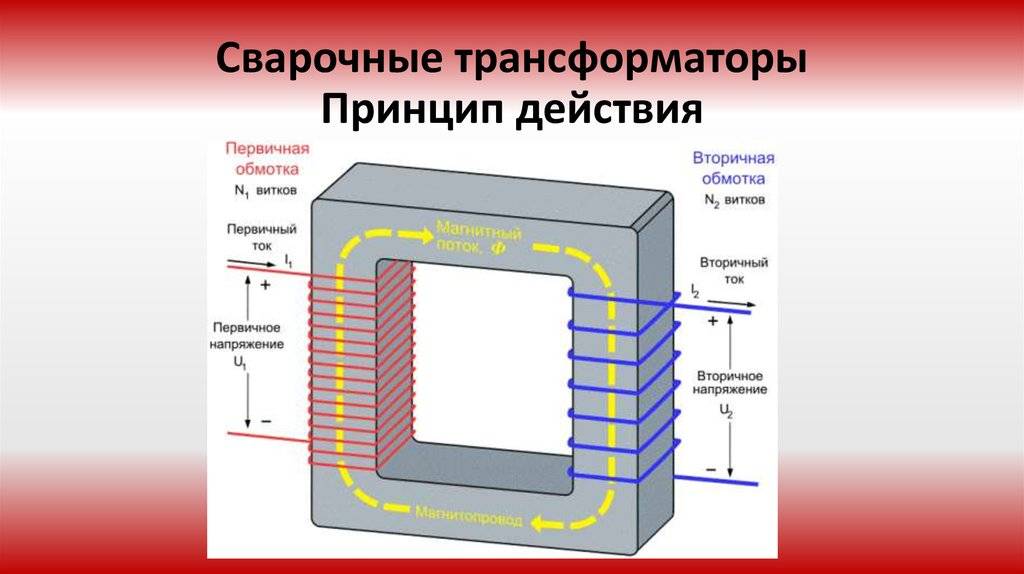
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.
Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.
Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.
После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).
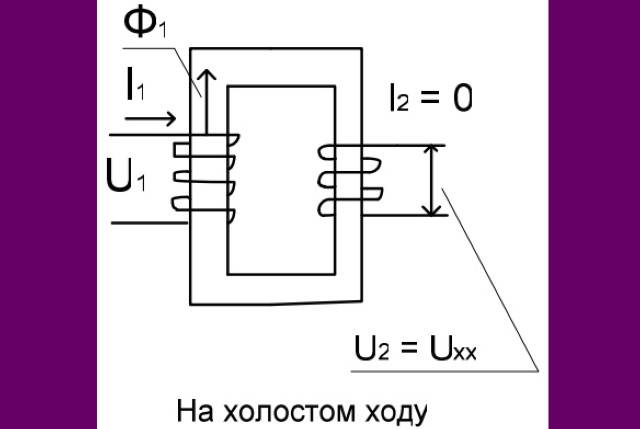
Электродвижущие силы замыкаются в воздушных зазорах между витками. Именно они создают напряжение холостого хода. Такая работа аппарата считается безопасной. Показатели холостого хода достигают 48-70 Вольт. Они не должны превышать допустимые нормы.
В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
На этом видео показан принцип работы трансформатора:
Особенности выбора сварочного трансформатора
Решая, какой аппарат купить, учитывают следующие критерии:
- Типы свариваемых металлов, параметры будущих швов. Для работы со сталью достаточно ручного оборудования с постоянным или переменным током. Эксплуатационные качества трансформатора позволяют варить изделия из любых черных металлов.
- Силу тока. В бытовых условиях достаточно агрегата, выдающего 200 А.
- Принцип действия. Полуавтоматические приборы надежны и просты в применении, однако отличаются высокой стоимостью. При использовании ручных агрегатов сварщику придется самостоятельно контролировать все параметры.
- Надежность фирмы-производителя.
Трансформатор переменного тока
Самодельный сварочный трансформатор переменного тока — это классический тип трансформатора, который применятся в конструкции трансформаторного сварочного аппарата. Трансформатор, работающий на «переменке», проще трансформатора на «постоянке», дешевле и ремонтопригоднее. Но у него есть ряд существенных недостатков. На аппаратах с трансформатором переменного тока хуже поджигается дуга. Она горит нестабильно и требует от сварщика опыта. В противном случае швы получаются некачественными и дефектными.
Тем не менее, трансформатор на «переменке» — это основа трансформатора на «постоянке» (о котором мы расскажем далее), так что вам все равно придется научиться собирать его. И в этом нет ничего сложного.
Выбор проводов для обмотки
Для сборки сварочного трансформатора переменного тока вам необходимы провода для намотки первичной и вторичной обмотки. Также вам нужно сделать так называемый сердечник. Для этого нужна специальная электротехническая сталь, чтобы на этот сердечник уже намотать обмотки.
Определимся с техническими характеристиками, которые должен обеспечить наш трансформатор. Мы в качестве примера возьмем напряжение в 60 В и сварочный максимальный сварочный то от 120 до 160 Ампер. При таком раскладе минимальное сечение у проводов составляет 4 кв.мм.
Но мы рекомендуем использовать провода сечением 7 кв.мм., это оптимальный вариант. При использовании таких проводов ваш самодельный трансформатор не будет бояться перепадов напряжения. Ну а что касается диаметра медной жилы для первичной обмотки, то в данном случае оптимальным вариантом будет значение в 3 мм.
Подбирая провода обратите внимание на их оболочку. Она обязательно должна быть тканевой
Ни в коем случае не полимерной
Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе
Ни в коем случае не полимерной. Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе.
Но учитывайте, что в такой ситуации обмотка увеличиться в размерах и трансформатор будет нуждаться в большем корпусе. Габариты аппарата и его вес так же увеличатся. Вся эта информация применима к первичной обмотке. Для вторичной обмотки можно использовать более толстые провода. Вроде тех, с помощью которых подключается держатель электрода.
Сборка сердечника
Итак, провода выбраны и подготовлены. Теперь нам нужно собрать тот самый сердечник. На изображении ниже показан идеальный по всем параметрам сердечник для самодельного трансформатора. Он стержневого типа.
Для сборки вам понадобятся пластинки, изготовленные из электротехнической стали. Оптимальная толщина одной пластинки — не менее 0.35 и не более 0.55 мм. А необходимый размер сердечника (a, b, c, d на рисунке выше) рассчитывается отдельно исходя из сечения провода. Но многие умельцы выбирают размеры «на глаз». Главное, чтобы все витки поместились.
Теперь приступаем к сборке сердечника. Возьмите пластины (они должны быть Г-образными) и складывайте в том порядке, который указан на изображении ниже. Когда вы получите сердечник достаточной толщины, скрепите все пластинки по углам с помощью болтов. Обработайте пластинки с помощью надфиля. Потом изолируйте сердечник.
Намотка
Следующий этап — намотка трансформатора. Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.




Далее вам нужно перемотать вторичную обмотку. На ней необходимо сделать около 70 витков. Затем так же прикрепите текстолитовую пластинку и на ней закрепите концы обмотки с помощью болтов. Готово! Трансформатор можно использовать и в таком виде, а можно применить для дальнейших модификаций. На изображении ниже показан конечный вид намотанного трансформатора.
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Трансформаторный сварочный аппарат – какие они бывают
Существуют трансформаторные сварочные аппараты (далее – ТСА) двух типов (соответственно видам электросварки – смотри выше).
ТСА дуговой сварки состоит из:
- –трансформатора;
- –проводов;
- –провода заземления корпуса аппарата;
- –держателя электродов.
ТСА контактной сварки не имеет сварочных проводов, т. к. у него иная конструкция держателей электродов.
Провода и держатели электродов в различных моделях СТ соответствующих типов применяются идентичные. Поэтому, остановимся на источниках тока.
По сравнению со своими сварочными «собратьями»: выпрямителем и инвертором – СТ имеет значительно более простую конструкцию. Благодаря этому он имеет ряд достоинств:
- -проще обслуживание;
- -выше надёжность;
- -ниже стоимость;
- -выше ремонтопригодность (про возможные поломки смотрите в статье “Ремонт сварочных трансформаторов“.
Но есть у него существенные недостатки:
- -отсутствуют дополнительные опции;
- -значительно сложнее эксплуатация;
- –напряжение на первичной обмотке, для обеспечения штатной работы СТА, не может отклоняться от номинального более чем на: ±5…10%;
- -большая масса.
Регулировка сварочного тока в СТ осуществляется следующим образом:
- –плавная – изменением величины индуктивного сопротивления цепи. Изменяется величина воздушного зазора в магнитопроводе;
- –ступенчатая – посредством секционирования числа витков вторичной и/или первичной обмотки. При помощи коммутатора (переключателя) в электрическую цепь включается разное количество витков обмоток.

«Сварочный трансформатор с регулированием сварочного тока изменением величины зазора между катушками». Источник фото – Википедия. Очень хорошо показаны органы регулировки тока.
Сварочные трансформаторы подразделяются по следующим признакам:
- –по электрической мощности, которая определяется силой сварочного тока. Этот ток протекает по вторичной цепи: чем больше мощность, тем более толстый материал способен обрабатывать ваш гаджет;
- –по количеству постов (обслуживаемых рабочих мест);
- –по параметрам источника электропитания: -однофазная сеть 220В;
- -трёхфазная – 380В.
Кроме того, СТ дуговой сварки делятся на виды по конструкции механизма, устанавливающего величину сварочного тока (смотри выше).
СТ контактной сварки делятся на типы в зависимости от:
- -типа сварки:
- -точечная;
- -шовная;
- -рельефная;
- -механизма регулировки длительности сварочного импульса. Применяются регуляторы:
- -электронный.





