Подготовка сварочного аппарата к работе
Как любой вид деятельности проведение сварочных работ предполагает соблюдение правил подготовки к процессу, это позволит обеспечить безопасность и качественность самого процесса.
Перед началом работы нужно подготовить сварочную поверхность для избежания появления пор. Для этого с поверхности нужно удалить пыль, мусор, грязь, влагу, масло, а также ржавчину размеров до 30 мм от края зазора.
Очистку поверхности можно провести металлической щеткой, стальной щеткой по металлу, ветошью, пескоструйным аппаратом, затем нужно обезжирить и протравить.
Также необходимо подготовить сварочный аппарат, для этого необходимо соблюсти следующие этапы подготовки:
- Проверяем заземление аппарата. Любое варочное оборудование нужно проверить на наличие присоединения к заземляющему проводнику. Отсутствие или неисправность угрожает безопасности процесса сварки.
- Проверяем напряжение сети. Многие аппараты чувствительны к скачкам напряжения и могут выходит из строя. Поэтому напряжение в сети должно быть стабильным.
- Выбираем режим сварочного аппарата. Современные полуавтоматы имеют множество режимов сварки и ее регулировку. С помощью них можно подстроить сварку под свариваемый материал и характер сварки.
- Перед началом работы нужно отрегулировать диаметр наконечника, он должен быть на несколько миллиметров больше чем размер проволоки.
- Проверяем регулировку наконечника и подающего механизма. Если эти элементы расстроены и настроены неправильно это может привести к ошибкам в работе или к порче свариваемого материала.
- Проверяем качество проволоки. Она должна быть ровная без заусенцев, вмятин и различного род царапин.
Характеристики
Что такое сварочный аппарат полуавтомат, это оборудование, которое выполняет часть работы по сварке автоматически. Сварщик настраивает режимы и следит за образованием ванны, направляет расплавленный металл для образования шва.
На полуавтоматах от выставленной силы тока зависит скорость подачи расходного материала и какой плотности образуется защитная среда. Рабочий формирует шов, одновременно следит за его образованием и качеством. При возникновении дефектов сразу же может изменить режимы работы оборудования и продолжить варить.
В сравнении с ручной, сварка полуавтоматическая имеет явные преимущества:
- при работе не надо постоянно прерываться и менять электроды;
- процесс сварки обходится дешевле, нет остатков расходных материалов;
- сварщик не отрывается постоянно от работы, производительность выше;
- расходный материал подается с постоянной скоростью, процесс плавления и сама сварка происходят быстрее и качественнее;
- шов большой длины не имеет стыков, варится непрерывно;
- автоматическая подача проволоки облегчает процесс сварки, позволяет создать красивый шов.
При постоянной скорости подачи проволоки дуга не прерывается, горит стабильно. Ее маленький диаметр позволяет постоянно варить на короткой дуге, что проще и провар лучше.
На сварочнике полуавтомате инверторного типа можно сваривать абсолютно все. Его мощности хватает, чтобы прожечь аргоном окисную пленку на алюминии, при этом не прожечь лист насквозь. Порошковой проволокой свариваются сплавы цветных металлов, сами металлы, высоколегированная сталь.
С газом
В горелке кроме держателя электрода имеется форсунка, через которую подается газ. Она направлена непосредственно в сварочную ванну и закрывает ее, защищая от воздуха и влаги. При равномерной подаче проволоки, расстояние от дуги до ручки постоянное, поэтому горелка закрепляется жестко, а не подводится отдельно сбоку, как при ручной сварке аргоном. Устройство у полуавтоматов разное, но в оборудование обычно входят:
- источник питания;
- охлаждение;
- катушка для расходного материала;
- проволочный канал;
- шланг для газа;
- горелка;
- газовый баллон;
- кабеля для подключения и зажимы плюс и минус.
Важно! Редуктор газового баллона оборудуется подогревом, чтобы газ поступал теплым, не охлаждал ванну. Особенно важно иметь обогреватель при работе на холоде
Горячий газ дополнительно согревает зону сварки, не дает детали резко остыть.
Катушка оборудована узлом автоматической подачи электродной проволоки работает по толкающему принципу. Ролики, расположенные в рукоятке горелки тянут проволоку. Наилучшим является смешанный принцип подачи, когда от катушки проволока с небольшим усилием проталкивается в рукав. Тянущий узел на горелке регулирует скорость подачи. Такой способ полностью исключает заклинивание расходного материала в длинном рукаве. В случае, когда остался маленький кусок проволоки, ее легко вытащить.
Подача газа включается одновременно с проволокой, одной кнопкой на держаке. Оба режима сдублированы и зависят от настроенной силы тока. Чем больше его величина, тем быстрее движется проволока и больше газа поступает. При сварке нестандартных материалов, требующих особого режима, эти параметры требуют отдельной регулировке.
На профессиональных аппаратах форсунка с газом может быть съемной и подсоединяться к держателю. Подача газа регулируется отдельно, в зависимости от того, какой используется.
Без газа
При сварке без газа, на аппарате стоит накопитель, и автомат по рукаву подает в рабочую зону флюс. Защитный материал насыпается немного впереди сварочной ванны и частично нагревается текущим расплавленным металлом до подхода к нему дуги. В процессе сварки он переходит в жидкое состояние раньше металла и всплывает наверх, образуя шлаковую корку.
При сварке порошковой проволокой она сама плавится, создавая шлаковую защиту ванны и шва. После остывания она легко удаляется постукиванием молотка. В этом случае газ или флюс не подключаются.
Устройство
Итак, рукав для сварочного полуавтомата состоит из резиновой оболочки. Под ней находится достаточно сложная начинка. Так как для полуавтоматической сварки необходима специальная проволока, то в сварочном рукаве находится сложная система. Она представляет собой направляющий канал, подающую спираль. Также внутри может быть трубка из тефлона. У фирм, что производят комплектующие для сварки, может быть разное устройство рукава сварочного полуавтомата.

Также для процесса работ необходимо наличие защитного газа. Для подачи его используется отдельный шланг. В зависимости от того, какой марки и модели аппарат, процесс транспортировки и подачи в зону работы проволоки и газа может различаться. Вместе с коаксиальным существует и параллельный тип.
Внутри рукава также проходит положительный силовой кабель от сварочного к трансформатору. Этот шнур идет к токовому наконечнику, расположенному на горелке. Также имеется два тонких провода. Они подключены к пусковой кнопке.
Как выбирать
При покупке комплектов для полуавтоматической сварки, необходимо учитывать несколько важных факторов. Так, нужно знать модель аппарата и его функции. Это могут быть работы в средах инертных или активных газов, аргонодуговая сварка или же работа с порошковой проволокой. Стоит учитывать, каким образом устроены соединительные элементы. Наиболее популярный вариант – это KZ-2. Важны и эргономические характеристики горелки. Ручка должна удобно сидеть в руке, а кнопка – быть достаточного размера.
При выборе стоит обратить внимание на диаметр проволоки, для которой предназначен тот или иной аппарат. С обыкновенными сварочными устройствами используют проволоку диаметром от 0,6 до 1,6 мм
Но конкретные устройства могут работать и с более узкими диапазонами размеров – например, 0,2-0,6 мм.
Причины выхода элемента из строя
Если рукав полуавтомата сварочного с механическим клапаном вышел из строя или же устройство получило механические повреждения, деталь требует ремонта, либо замены. Чтобы не тратить лишние средства, вначале необходимо продиагностировать узел.

Если сварочный шов получается некачественным, то это напрямую зависит от того, в каком состоянии находится рукав. Плохой шов может быть вызван заеданиями проволоки внутри элемента или же недостаточным количеством газа. Обе причины являются основанием для замены рукава отдельно, или вместе с горелкой. Последний вариант используют редко. Чаще покупают один новый элемент, либо делают сварочный рукав для полуавтомата своими руками.
Маркировка
Чтобы точно не прогадать с выбором, помимо цвета нужно обратить внимание и на маркировку, что наносится на каждый шланг для газосварки. Обычно она выглядит так: III-9-2-ХЛ ГОСТ 9356-75
Здесь:
- III — это класс рукава для сварки, третий в данном случае. Это можно понять и по голубой расцветке, но указывать класс на маркировке обязательно.
- 9 — диаметр, в миллиметрах.
- 2 — расчетное давление, в МПа.
- ХЛ — обозначение, подтверждающее, что шланг может быть использован в экстремально холодных климатических условиях.
Также отмечают ГОСТ 9356-75 — это указание, что газосварочный рукав соответствует параметрам, описанным в стандарте «Рукава резиновые для газовой сварки и резки металлов».
 Маркировка в обязательном порядке наносится на сварочный рукав
Маркировка в обязательном порядке наносится на сварочный рукав
Сильфонный
Сильфонные трубки чаще всего рекомендуют специалисты по установке газового оборудования. Этот вариант самый надежный и наиболее дорогой. Но с учетом очень долгого срока службы (до 30 лет) его стоимость оправдана. Цена от 170 рублей за 60 см готовой подводки.
Сильфонный шланг сделан из нержавеющей стали, сверху – покрытие из ПВХ. Это гарантирует, что он прослужит долгое время: средний срок эксплуатации составляет 25–30 лет. Металлическая оплетка надежно защищает от механических воздействий, а покрытие из поливинилхлорида обеспечивает электроизоляцию и устойчивость к химикатам. Благодаря гофрированной поверхности изделие легко гнется.

ПОЛЕЗНАЯ ИНФОРМАЦИЯ: Сколько стоит подключить газовую плиту в квартире официально
Сильфонный газовый шланг имеет следующие преимущества:
- может подсоединяться к любому газовому оборудованию: плитам, котлам и пр.;
- имеет присоединительные размеры 1/2″, 3/4″, 1″;
- обладает отличной гибкостью;
- выдерживает давление до 6 атмосфер;
- широкий диапазон рабочих температур: от -50 до +250 градусов (допускается установка на улице, при соприкосновении с раскаленными поверхностями с ним также ничего не произойдет);
- способен выдерживать механические нагрузки, агрессивное воздействие окружающей среды, бытовой химии;
- шланги соответствуют требованиям ГОСТ Р 52209-2004, ГОСТ12.2.063-81, ГОСТ12.2.003-91;
- гарантийный срок службы — до 15 лет;
- срок эксплуатации – до 30 лет;
- способен обеспечить герметичность системы даже при экстремальных нагрузках, например, при землетрясении.
Длина сильфонного газового шланга различается в зависимости от подводка может увеличиваться в размере в 2 раза и имеет следующие параметры (в метрах):
- от 0,26 до 0,52;
- от 0,5 до 1,0;
- от 0,75 до 1,5;
- от 1,0 до 2,0.
А шланги имеют фиксированную длину (в метрах):
- 0,3;
- 0,4;
- 0,5;
- 0,6;
- 0,8;
- 1,0;
- 1,2;
- 1,5;
- 1,8;
- 2,0;
- 2,5;
- 3,0;
- 4,0;
- 5,0.
Вставка диэлектрическая, 1/2″, штуцер-штуцер >>>
Вставка диэлектрическая, 1/2″, штуцер-гайка >>>
Вставка диэлектрическая, 3/4″, штуцер-штуцер >>>

Подводка под размер 1/2″
Гибкая подводка для газа, сильфонного типа, 1/2″, штуцер-гайка, 60 см >>>
Гибкая подводка для газа, сильфонного типа, 1/2″, штуцер-гайка, 80 см >>>
Гибкая подводка для газа, сильфонного типа, 1/2″, штуцер-гайка, 200 см >>>
Гибкая подводка для газа, сильфонного типа, 1/2″, штуцер-гайка, 300 см >>>
Гибкая подводка для газа, сильфонного типа, 1/2″, штуцер-гайка, 400 см >>>
Гибкая подводка для газа, сильфонного типа, 1/2″, гайка-гайка, 60 см >>>
Гибкая подводка для газа, сильфонного типа, 1/2″, гайка-гайка, 80 см >>>
Гибкая подводка для газа, сильфонного типа, 1/2″, гайка-гайка, 100 см >>>
Гибкая подводка для газа, сильфонного типа, 1/2″, гайка-гайка, 150 см >>>
Гибкая подводка для газа, сильфонного типа, 1/2″, гайка-гайка, 200 см >>>
Гибкая подводка для газа, сильфонного типа, 1/2″, гайка-гайка, 300 см >>>
Гибкая подводка для газа, сильфонного типа, 1/2″, гайка-гайка, 400 см >>>
Подводка под размер 3/4″
Гибкая подводка для газа, сильфонного типа, 3/4″, штуцер-гайка, 100 см >>>
Гибкая подводка для газа, сильфонного типа, 3/4″, гайка-гайка, 60 см >>>
Гибкая подводка для газа, сильфонного типа, 3/4″, гайка-гайка, 80 см >>>
Гибкая подводка для газа, сильфонного типа, 3/4″, гайка-гайка, 150 см >>>
Гибкая подводка для газа, сильфонного типа,3/4″, гайка-гайка, 200 см >>>
Как выбрать при покупке?
С цветами и маркерами разобрались, осталось понять, каковы основные правила выбора сварочного рукава для полуавтомата. В первую очередь, нужно постараться купить шланг, подходящий под модель устройства. Но если это невозможно, подбирается наиболее близкий и качественный аналог.









Сначала обращают внимание на цвет рукава для сварки, который сигнализирует о его классе. Далее обращают внимание на длину
Здесь советуют не брать шланг больше 2-2,5 метров, так как с ним будет сложнее управляться и он склонен перекручиваться.
Также при выборе нужно знать диаметр проволоки в рукаве для сварки. Чаще всего размер стандартный — 0,6-1,6 мм, но иногда встречаются другие параметры, к примеру, 0,2-0,6 мм.
Условия сварки тоже важны. На маркировке всегда есть отметка, подходит ли шланг для использования при очень низких температурах.
И последнее, на что всегда обращается внимание — внешние дефекты. Никаких повреждений или трещин быть не должно, рукав для сварки должен легко гнуться и возвращаться в исходное состояние
Выбор комплектного рукава для горелки или пистолета потребует учета таких критериев, как:
- Удобство формы.
- Изгиб шеек, чтобы получить доступ с разных положений.
- Параметры проводящих мундштуков.
- Наличие пружинных штырьков.
- Разъемы. Они должны быть подходящими, хотя по большей части все имеют универсальный стандарт KZ-2.
Как выбрать при покупке?
С цветами и маркерами разобрались, осталось понять, каковы основные правила выбора сварочного рукава для полуавтомата. В первую очередь, нужно постараться купить шланг, подходящий под модель устройства. Но если это невозможно, подбирается наиболее близкий и качественный аналог.
Сначала обращают внимание на цвет рукава для сварки, который сигнализирует о его классе. Далее обращают внимание на длину
Здесь советуют не брать шланг больше 2-2,5 метров, так как с ним будет сложнее управляться и он склонен перекручиваться.
Также при выборе нужно знать диаметр проволоки в рукаве для сварки. Чаще всего размер стандартный — 0,6-1,6 мм, но иногда встречаются другие параметры, к примеру, 0,2-0,6 мм.
Условия сварки тоже важны. На маркировке всегда есть отметка, подходит ли шланг для использования при очень низких температурах.
И последнее, на что всегда обращается внимание — внешние дефекты. Никаких повреждений или трещин быть не должно, рукав для сварки должен легко гнуться и возвращаться в исходное состояние
Выбор комплектного рукава для горелки или пистолета потребует учета таких критериев, как:
- Удобство формы.
- Изгиб шеек, чтобы получить доступ с разных положений.
- Параметры проводящих мундштуков.
- Наличие пружинных штырьков.
- Разъемы. Они должны быть подходящими, хотя по большей части все имеют универсальный стандарт KZ-2.
Как выбрать сварочный аппарат
Как и любая техника сварочный аппарат имеет свою конструкцию и она состоит из:
- Горелка, различающаяся по типу мощности и способам охлаждения
- Механизм подачи проволоки. Он включает в себя способ подачи, регулирование скорости и количество прижимных роликов
- Шланг, который различается по диаметру
- Газовый редуктор, который в обязательном порядке должен иметь два манометра.
Выбирая полуавтоматический сварочный аппарат следует учитывать толщину металла, который будет находиться под воздействием сварки, какую длину шва производит аппарат, а также условия выполнения сварочных работ.
Перед покупкой необходимо уточнить все вышеуказанные параметры, так как это поможет выбрать подходящий именно для вас аппарат.
Подбирать сварочный аппарат необходимо по следующей методике:
Выбор начинается с выяснения задач, для которых приобретается аппарат
При выборе обращайте внимание на качество сварочного аппарата, прочитайте информацию о заводе-изготовителе и изучите отзывы о нем и об аппарате. Также обратите внимание на стоимость, которая не может быть ниже средней.
Если вы выбираете маломощный аппарат, то следует учесть что он способен обрабатывать исключительно небольшие поверхности.
В месте покупке узнайте особенности гарантии, наличие сервисных центров и доступность расходных материалов и запчастей к аппарату, таких как токопроводящие наконечники, сопла для горелки, изоляционные втулки, подающие спирали и ролики.
Особенности
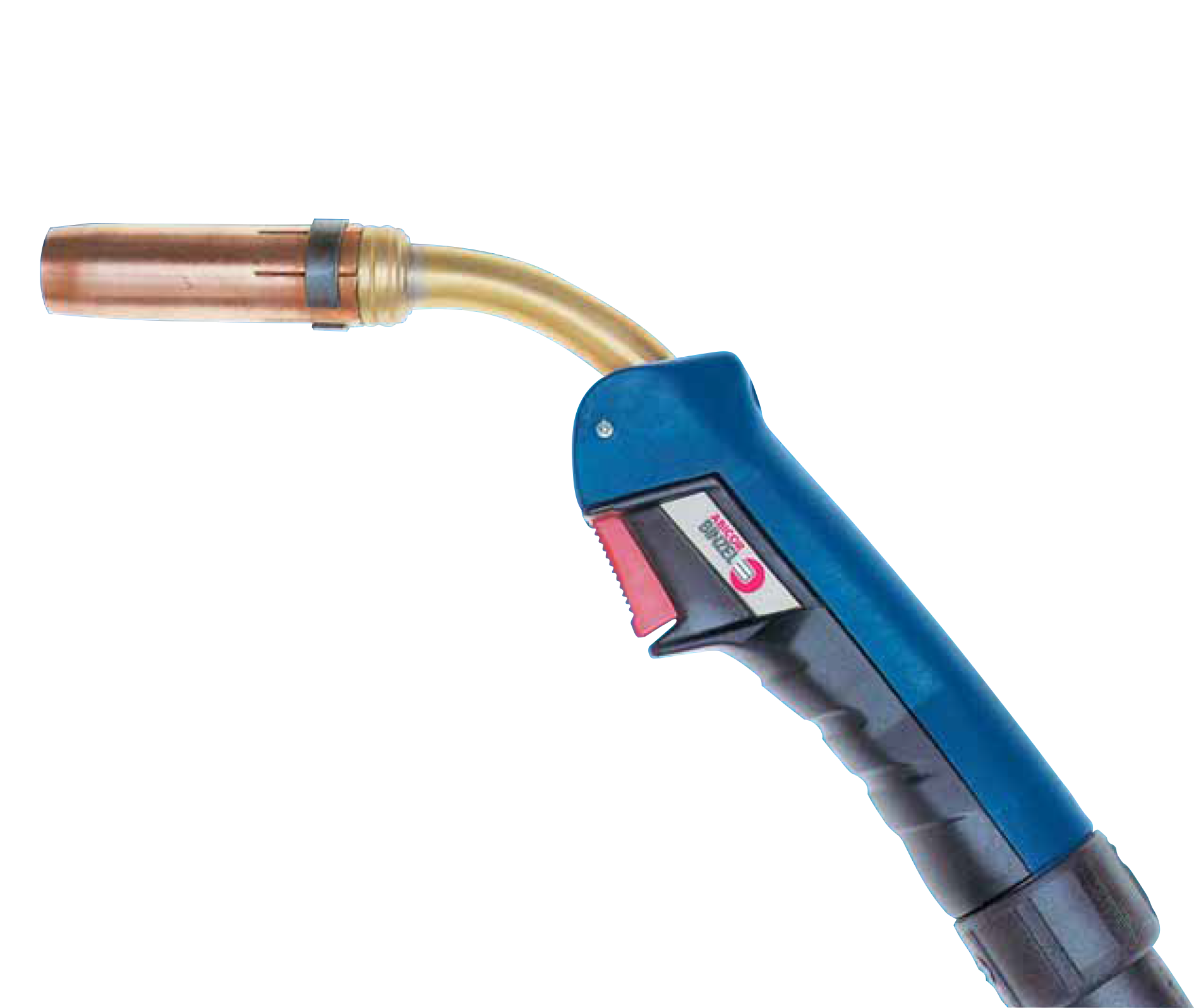
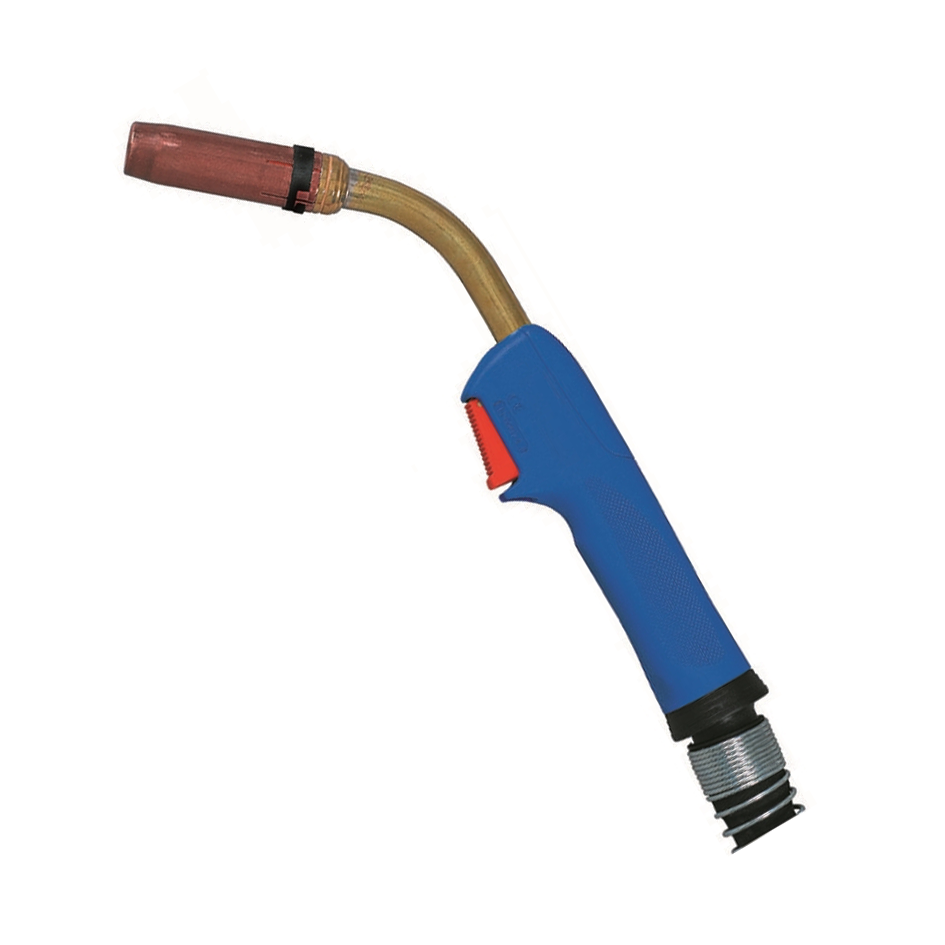
Комплектующие этого типа используются не только в различных областях промышленности, но и в частных целях, они могут быть полезны при выполнении сварки по металлу. Устройство включает три основные части:
- сварочный пистолет (горелка);
- непосредственно рукав (шланг);
- разъем для подключения к полуавтомату.
Часто в процессе эксплуатации быстрее всего из строя выходит шланг, поскольку он подвергается сильным нагрузкам: высокая температура, истирание проволокой изнутри, механические деформации. Логично было бы заменить именно его, но обычно эти изделия представлены в комплектной сборке, хотя при желании можно попытаться поискать отдельные аналоги.

Расходный материал
Рукав для сварочного полуавтомата является расходным материалом, а точнее, спираль, отвечающая за подачу проволоки. Также эту деталь называют каналом для подачи, направляющим элементом.

В качестве материалов для ее производства используется проволока либо лента из стали. Однако, последняя может изготавливаться и из пластика. Проволока или же лента наматываются в виде спирали. Далее она покрывается снаружи изоляционными материалами. Из-за того, что проволока постоянно трется о внутреннюю поверхность рукава, то внутренние элементы активно изнашиваются. Этому также способствует пыль и грязь, попадающая внутрь вместе с проволокой. Особенно активному износу подвержен канал, если работа ведется алюминиевой проволокой. Для работ с алюминиевым материалом применяют тефлоновые трубки.
Эти направляющие каналы являются «расходниками», которые необходимо периодически менять. Также замене подлежит и газовый шланг. Он подвержен разрывам.
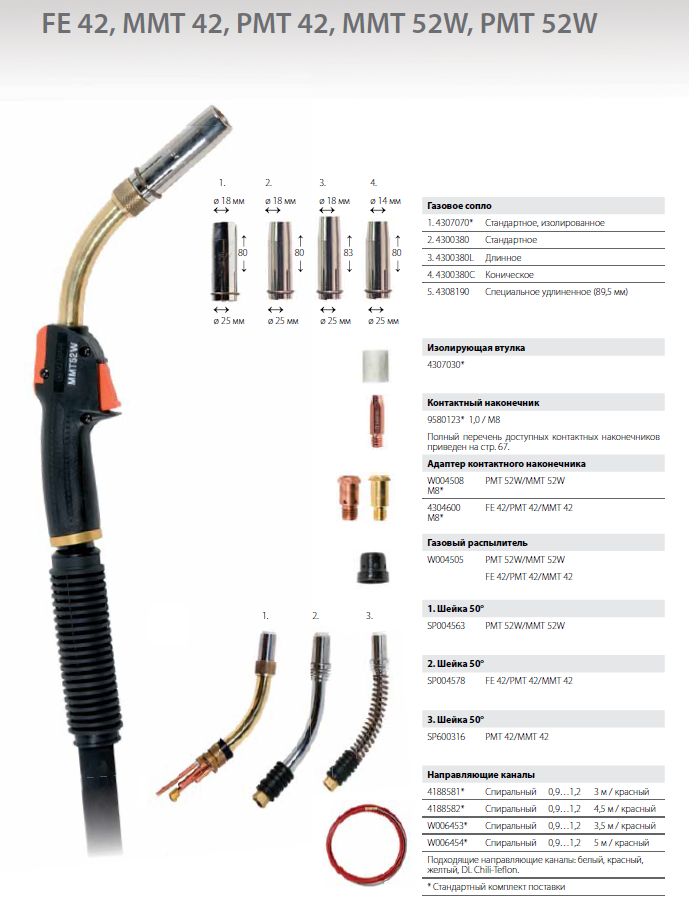
Устройство горелки с рукавом
Нижеприведенная схема наглядно показывает, из каких элементов они состоят:
Так же существуют горелки с водяным охлаждением. На схеме ниже представлена одна из них:
Как подобрать горелку и рукав для полуавтомата
Прежде чем приступить к выбору, сперва необходимо определиться с типом и объёмом работ. Если работа предполагает сварку небольших узлов в небольших количествах, тогда приобретение дорогостоящей горелки будет лишним.








Поэтому следует обратить внимание на следующие факторы:
1. Максимальный рабочий ток сварочного аппарата;
2. Диаметр канала для проволоки;
3. Способ охлаждения;
4. Длина рукава;
5. Разъём для подключения;
6. Прочность и износостойкость горелки с рукавом
Максимальный рабочий ток сварочного аппарата
Выбирается в зависимости от максимального рабочего тока источника питания. Если сварку выполнять током 250А горелкой рассчитанной на ток 200А, это может привести к перегреву и расплавлению кабелей с проводными каналами внутри рукава. Если не планируется превышать максимально-допустимый ток, в таких случаях возможно её применение.
Диаметр канала для проволоки
Существует два типа каналов для прохождения проволоки: стальной и тефлоновый. Каждый из них используется для определённого типа проволоки.
Стальной канал применяется для проволок, предназначенных для сварки углеродистых и легированных сталей.
Тефлоновые каналы используют для алюминиевой проволоки.
Существуют различные диаметры каналов – 0,6 – 3,0. Выбирается диаметр канала в зависимости от диаметра сварочного материала.
Способ охлаждения горелки
Существует два типа охлаждения: без охлаждения и с водяным охлаждением. Для выполнения работ в быту и на небольших производствах, где процесс сварки идёт с перерывами, охлаждение не нужно. Если процесс сварки идёт непрерывно в течении 10 – 15 мин, тогда требуется водяное охлаждения.
В большинстве случаев охлаждение не нужно и является маркетинговым ходом производителей.
Длина кабеля
Позволяет выполнять сварочные работы на высоте, а также даёт возможность постоянно двигать сварочный полуавтомат в процессе работы.
Бывают длиной от 2,5 до 7 метров.
При длине свыше 5 метров необходим четырехроликовый подающий механизм. В противном случае могут быть пробуксовки, что приводят к обрыву в подачи проволоки.
Для бытовых работ подойдут кабеля длиной до 3 метров. Для больших производств – 5-7 м.
Разъём для подключения
Существуют отсоединяемые кабеля от подающего механизма и встроенные, которые нельзя отсоединить. В большинстве случаев отсоединяемые кабеля имеют специальный EURO разъём. Маркируется он как KZ-2.
Прочность и износостойкость горелки с рукавом
В процессе сварки сварочная горелка может получить повреждение, как механическое, так и тепловое. По этой причине кожух рукава должен быть не только гибким, но и прочным. Рукоятка должна быть изготовлена из прочного, качественного пластика. Иначе такой кабель будет работать недолговечно.
Даже для работы в быту не стоит экономить на качестве. Рукава и горелка низкого качества будет постоянно создавать проблемы, и мешать сосредоточится на работе.
Советы по эксплуатации и хранению
Чтобы рукав для сварки служил дольше, желательно не позволять скручиваться и пачкаться. Например, можно купить защитный чехол, чтобы капли расплавленного металла, масло, искры или агрессивные вещества не повредили внешний резиновый слой.
После использования рукава для сварки, нужно почистить шланги, аккуратно свернуть и оставить в сухом месте подальше от источников тепла (особенно открытых). Не стоит оставлять его рядом с радиоприборами, под прямыми солнечными лучами, вблизи нагревательных приборов, а также не сложенным, иначе на нем образуются заломы или перегибы — все это приведет к уменьшению срока службы и потере качества.
Чтобы не пропустить момент, когда горелка или рукав для сварки испортятся и начнут портить и результат всей работы, стоит регулярно проверять их целостность и правильно хранить. Тогда замены, пусть и неизбежно потребуются, будут происходить реже. А когда потребуется сменить сварочный рукав, наш материал поможет сделать выбор.
Как выбирать
При покупке комплектов для полуавтоматической сварки, необходимо учитывать несколько важных факторов. Так, нужно знать модель аппарата и его функции. Это могут быть работы в средах инертных или активных газов, аргонодуговая сварка или же работа с порошковой проволокой. Стоит учитывать, каким образом устроены соединительные элементы. Наиболее популярный вариант – это KZ-2. Важны и эргономические характеристики горелки. Ручка должна удобно сидеть в руке, а кнопка — быть достаточного размера.
При выборе стоит обратить внимание на диаметр проволоки, для которой предназначен тот или иной аппарат. С обыкновенными сварочными устройствами используют проволоку диаметром от 0,6 до 1,6 мм
Но конкретные устройства могут работать и с более узкими диапазонами размеров – например, 0,2-0,6 мм.

Немаловажный момент при выборе – максимальные токи и толщина рукава. Оптимальная для любых сварочных работ – 3 мм. Но в продаже можно найти изделия и большей длины.