Делаем тележку своими руками по чертежам
Практика показала, что оптимальным материалом для изготовления тележки для сварки своими руками является профильная труба сечением 20х40 мм и 20х20 мм. При использовании в помещении на ровном полу пригодны литые колеса, для эксплуатации на улице при перемещениях по грунту лучше использовать пневматические. Конструкция может иметь определенные вариации, и мы рассмотрим два примера, которые можно модифицировать по-своему.

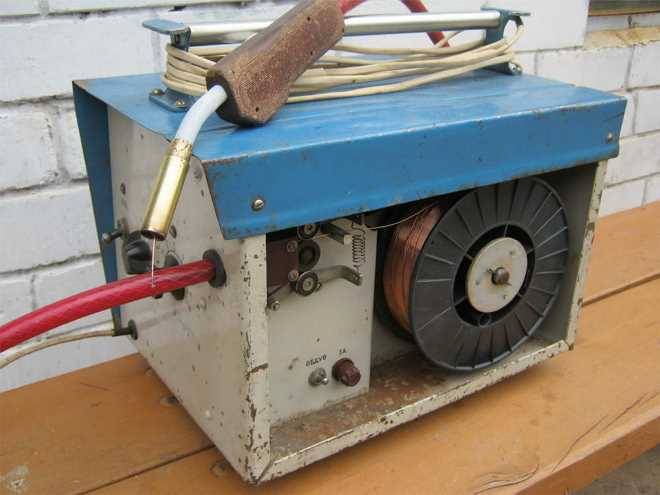
Представленная на фото тележка имеет две пары колес разного диаметра, две полки для инструмента и сварочного аппарата, два места под баллоны 10-12 литров. Основания полочек изготовлены из толстой фанеры.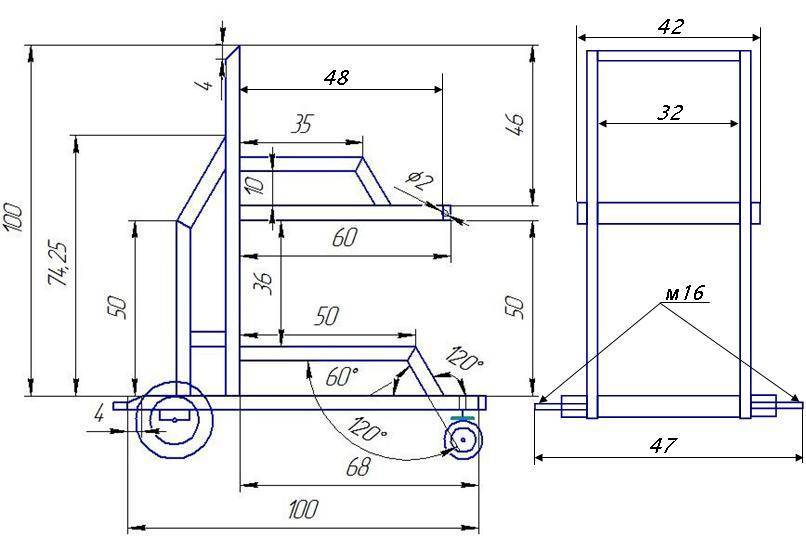
На чертеже представлены не все размеры в сантиметрах, однако указанных вполне достаточно для самодельной конструкции. Задние колеса большого диаметра надеваются на болты М16, приваренные к раме. Передние колеса – поворачивающиеся мебельные опоры. Рассмотрим сборку тележки по шагам:
- Сначала необходимо заготовить детали в соответствии с чертежами. Рама собрана из труб 20х40, к площадкам по периметру приварены трубы 20х20 в качестве опоры для листов фанеры и баллонов. Весь металл необходимо почистить под покраску.
- В первую очередь, варим две плоские фигуры боковин тележки.
- Болты М16 варим к задней части тележки по оси размещения баллонов.
- Устанавливаем боковины вертикально и варим все горизонтальные элементы. Под листы фанеры и баллоны варим трубки сечением 20х20 мм.
- К задней перекладине верхней площадки варим отрезок трубы сечением 20х40 мм для фиксации баллонов. Вставляем в него гайку с болтом и варим ее к внутренним стенкам патрубка.
- Переворачиваем раму и варим снизу передние опоры. Зачищаем места сварки.
- Оборачиваем колесные опоры и болты полиэтиленом, обезжириваем и красим металл. В торцы труб забиваем пластиковые заглушки. Устанавливаем задние колеса и площадки из фанеры.
- Размещаем оборудование и инструмент. Баллоны устанавливаем в гнезда и фиксируем поперечиной из трубы 20х40 мм и болтом, который заворачивается в гайку, приваренную к раме.
Вероятно, из соображений безопасности, более правильно установить передние опоры с фиксаторами. Они чуть дороже обычных, зато тележка не укатится на неровной поверхности. Более подробно с процессом сборки можно ознакомиться с помощью следующего видео.
Устройство агрегата
Споттер из сварочного аппарата своими руками
Рассмотрим самые важные части агрегатов, изготовленных своими руками из инвертора, более подробно.
Узел подачи расходного материала и горелка
Особое внимание при комплектации запчастями следует уделить основательной переделке устройства подачи проволоки, которая должна будет перемещаться внутри гибкого шланга. Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части
Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части.
Так как при сварке полуавтоматом допускается применение нескольких типов проволоки, изготовленной из различных материалов и имеющей разный диаметр, скорость её поступления обязательно должна быть переменной величиной. Именно эту возможность должна обеспечивать так называемая «подача» расходного материала, которая организуется в соответствии с общими требованиями к любому инверторному агрегату.
При обустройстве полуавтоматической схемы чаще всего применяется расходная проволока сечениями 0,8, 1,0, 1,2 и 1,6 мм. Непосредственно перед началом работ она наматывается на заранее подготовленных катушках, которые фиксируются на элементах агрегата посредством простейшего крепежа. Полуавтоматическая сварка предполагает подачу проволоки «самоходом», что существенно сокращает время проведения всех операций и повышает эффективность этих процедур.
Используемая в полуавтомате горелка может быть взята целиком от неработающего сварочного агрегата этого же типа или же изготовлена самостоятельно в домашних условиях. Сразу оговоримся, что сделать горелку своими руками – совсем непростое занятие, требующее от исполнителя определённого опыта и наличия навыков в изготовлении подобных аппаратов.
Электронный управляющий модуль
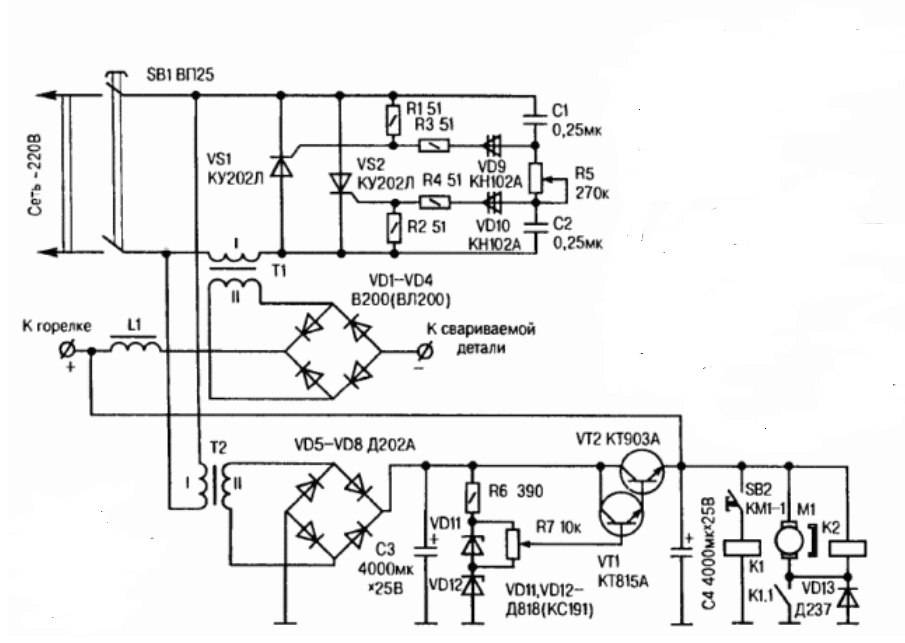
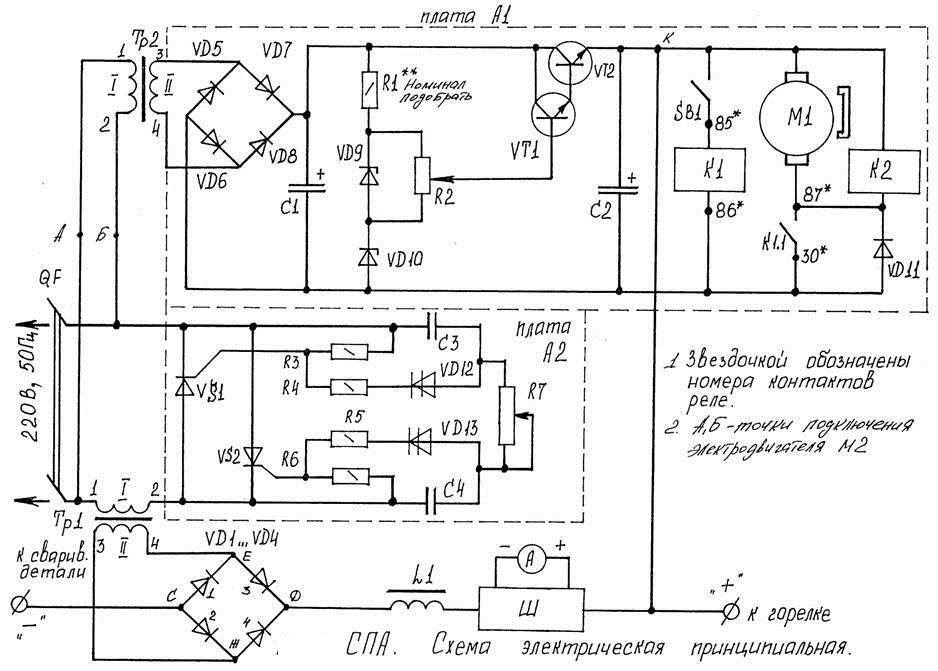
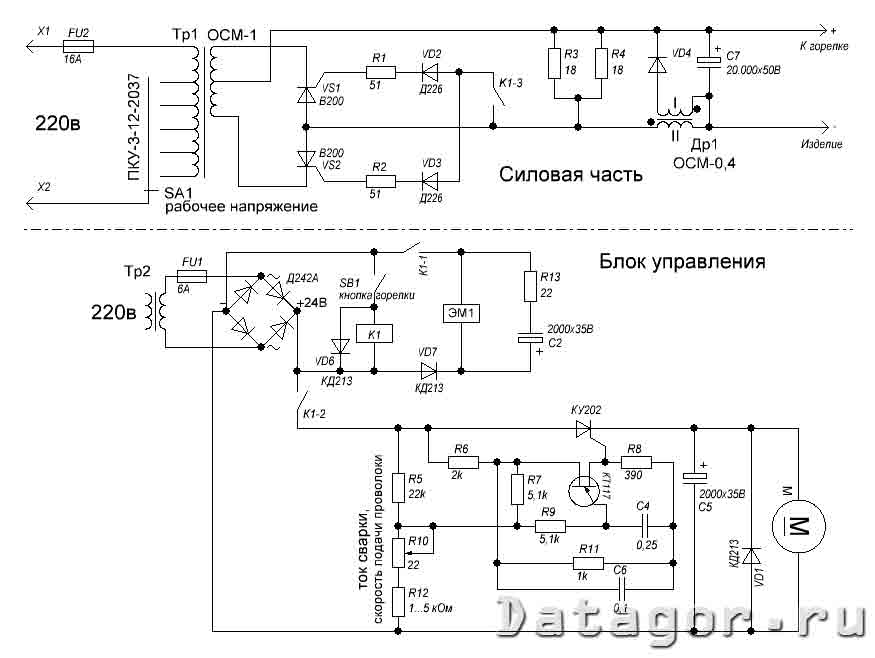
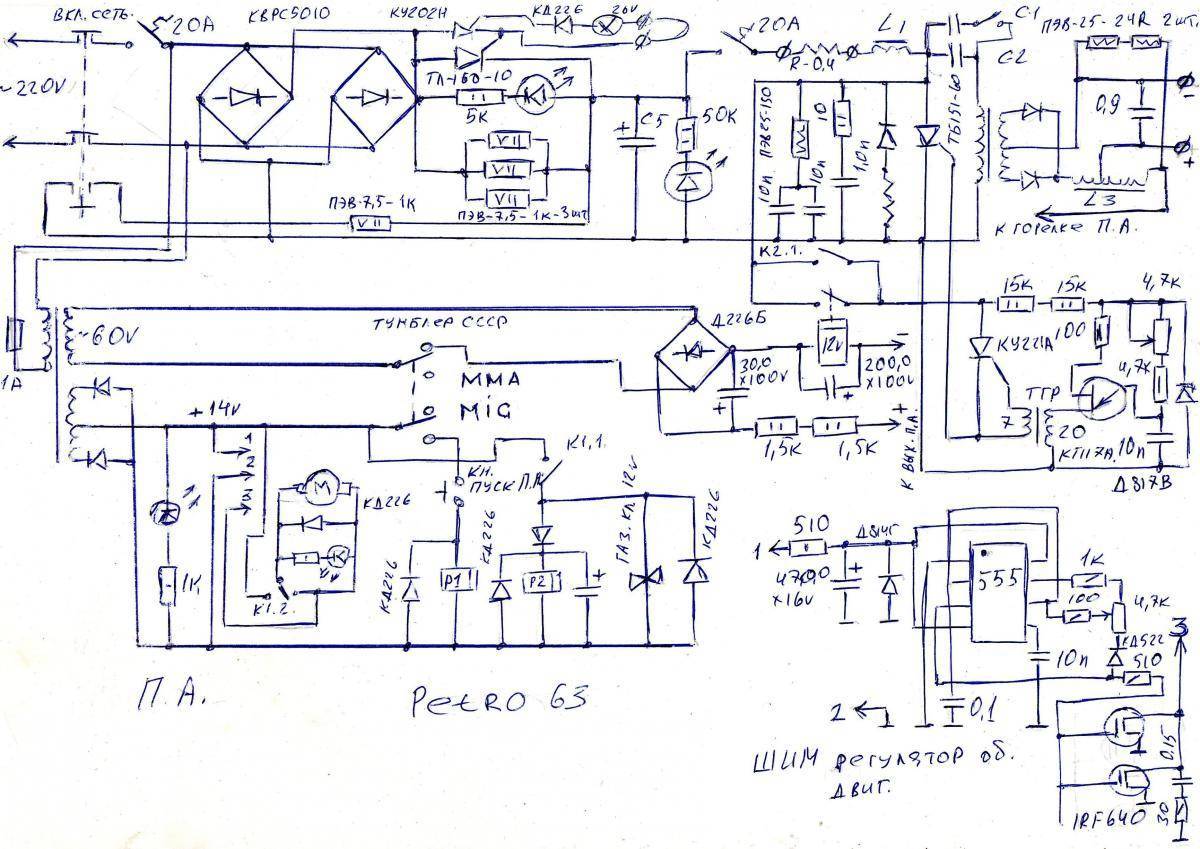
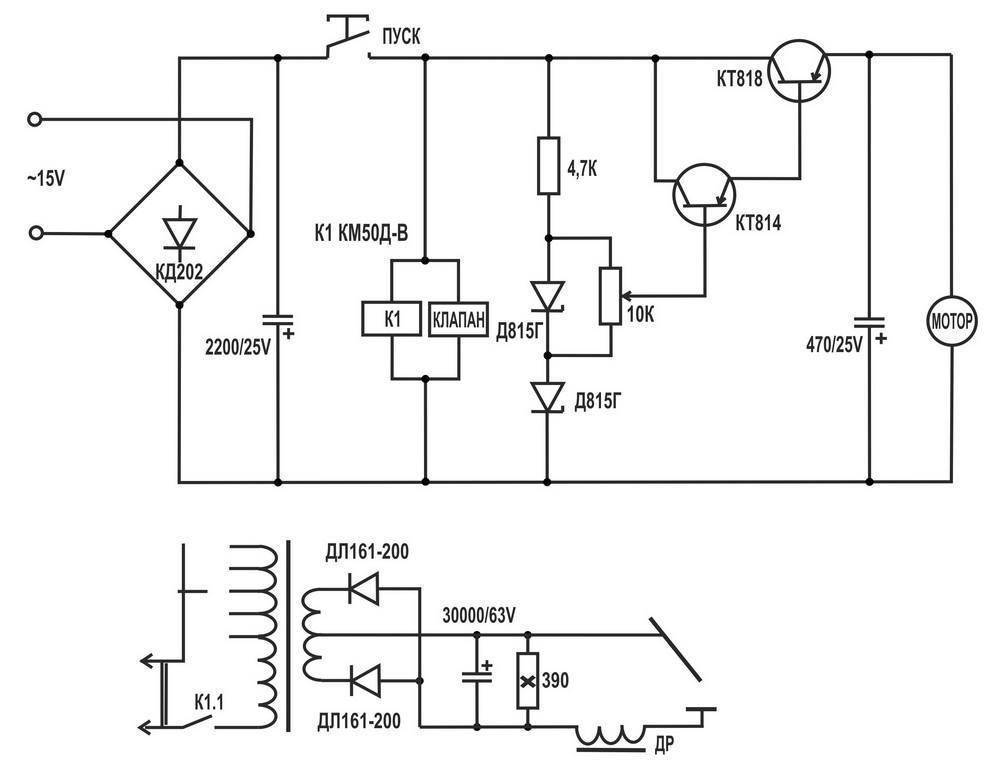
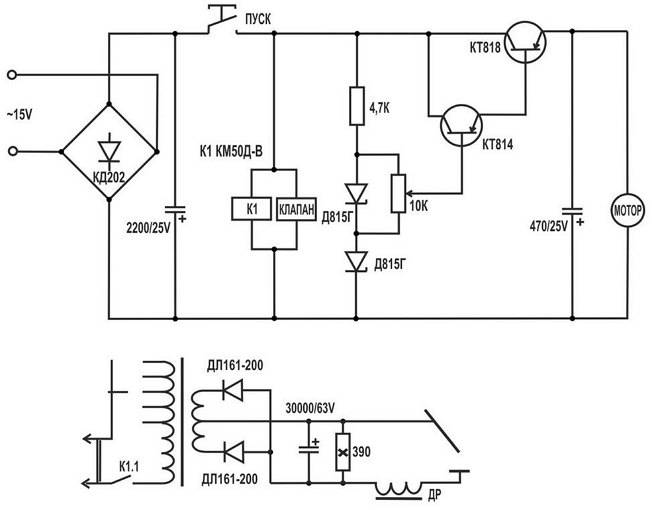
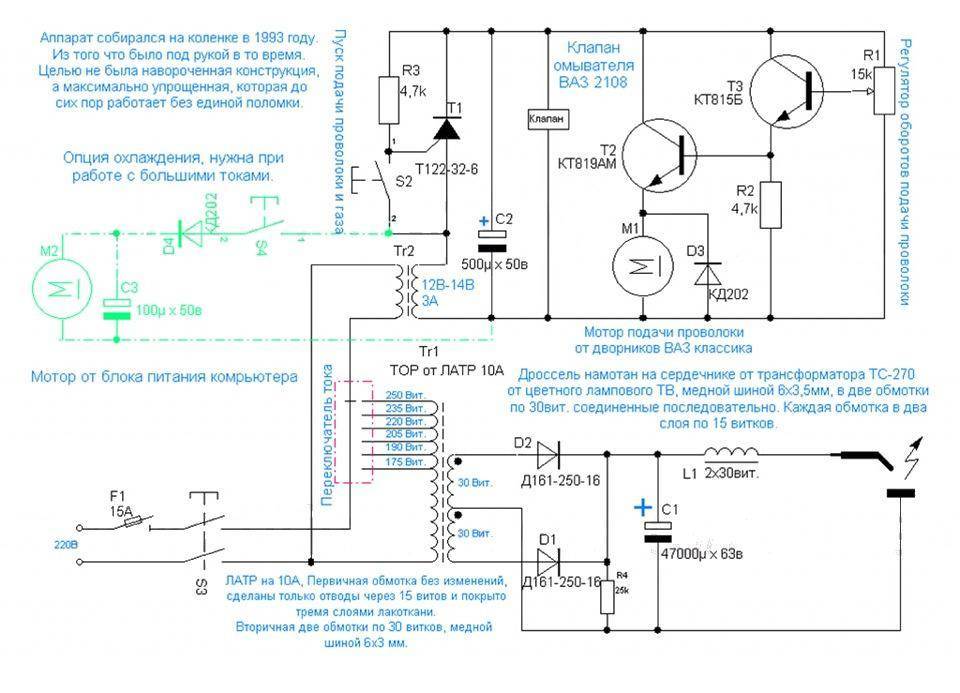
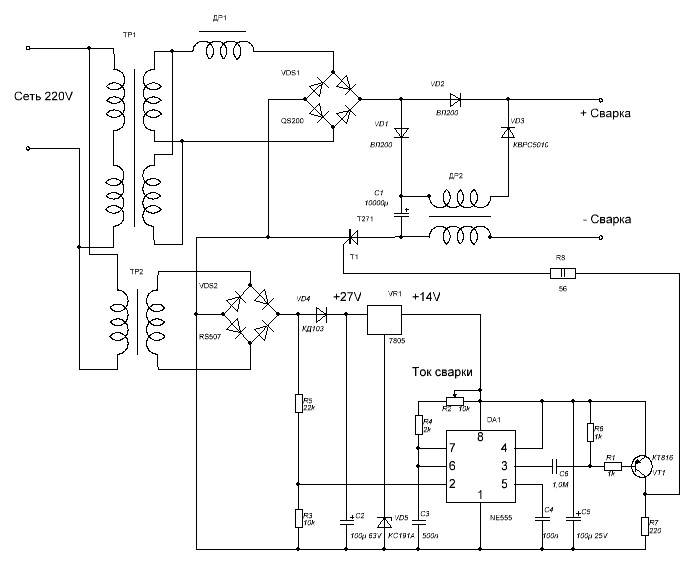
Электрическая схема сварочного полуавтомата представлена на рисунке ниже.
Электронная схема (блок управления)
Базовым элементом блока управления полуавтоматом является микроконтроллер, ответственный за выбор нагрузочного режима и за стабилизацию выходного тока. Помимо этого, в состав электронного блока входят следующие обязательные узлы и детали:
- Выпрямительный мостик на полупроводниковых диодах большой мощности;
- Ключевые транзисторные схемы;
- Дополнительный намоточный трансформатор;
- Корректирующие дроссели и катушки индуктивности.
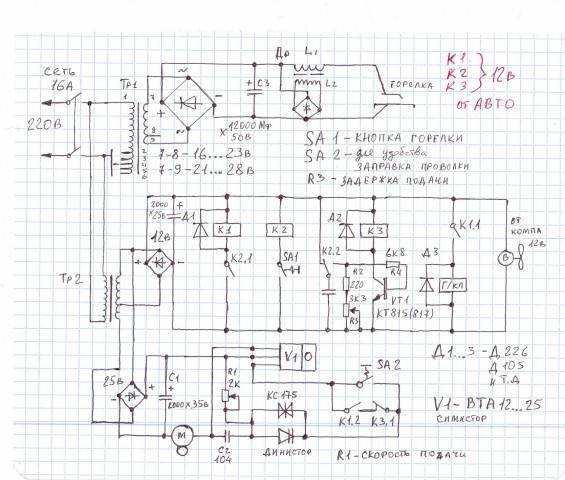
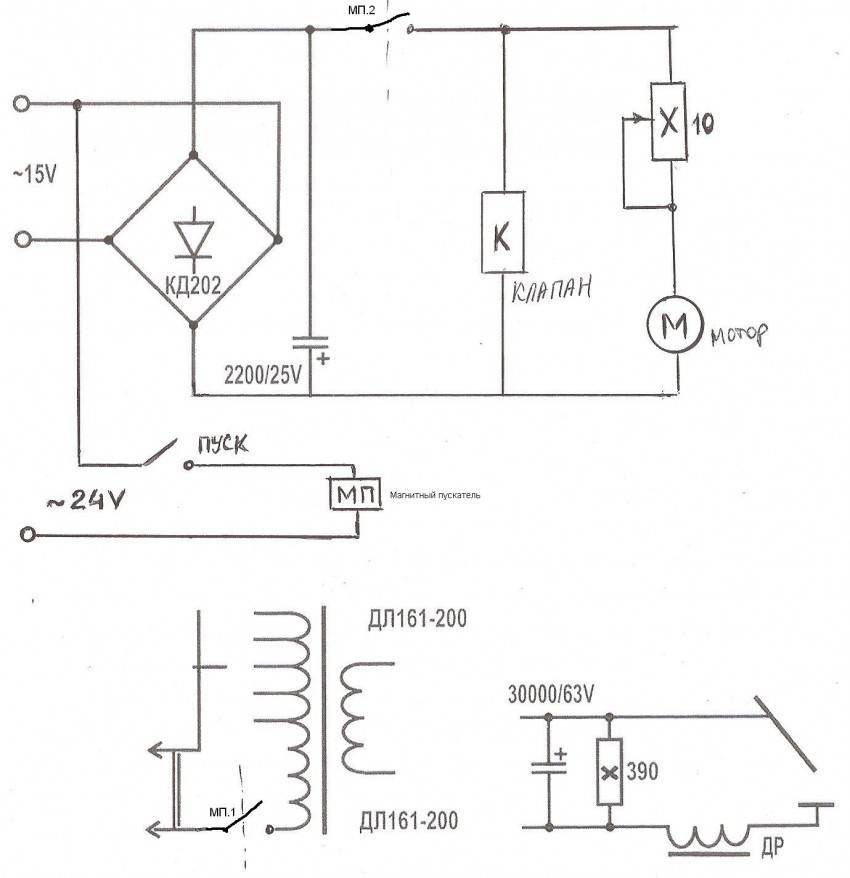
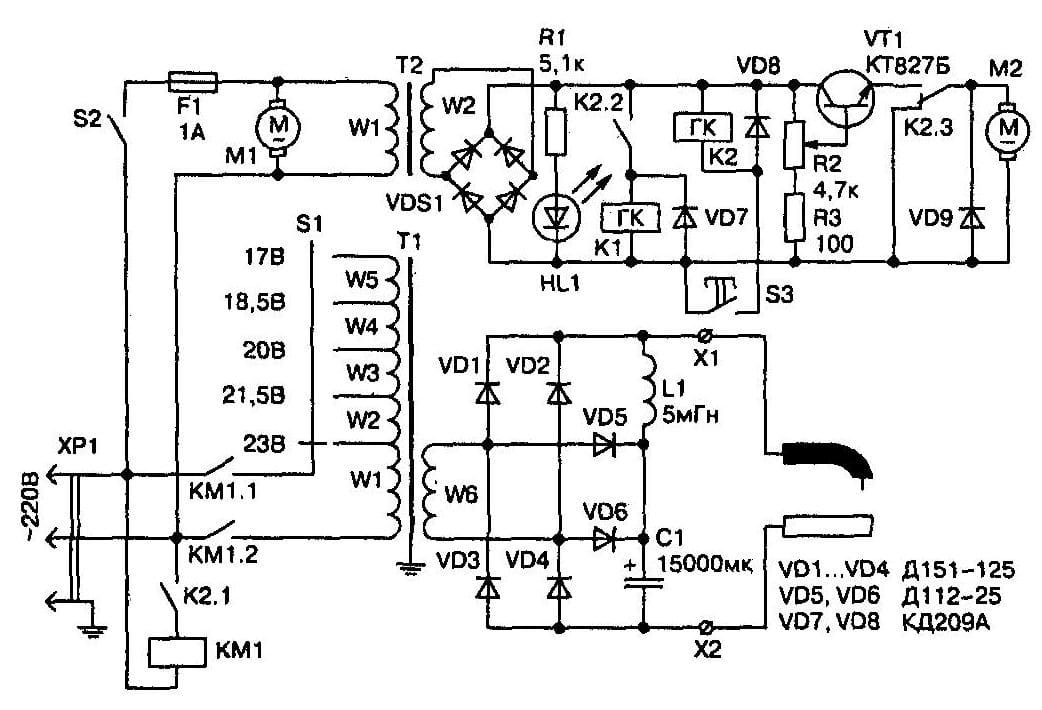
Особое внимание в составе электронного модуля должно быть уделено намоточным индуктивным изделиям. Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча»
Его схема приводится на размещённом ниже рисунке
Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке.
Схема упрощённого электронного модуля
Трансформатор
Ещё одним ответственным узлом полуавтомата, своими руками изготовленного из старого сварочного устройства, является трансформатор, который может быть взят от того же инвертора (с учётом небольшой переделки).
Для обеспечения требуемых характеристик инверторного трансформатора, полностью подходящих для полуавтомата, необходимо перемотать старую первичную катушку медной полоской с нанесенной на неё прослойкой из термоустойчивой бумаги.
Важно! Такие трансформаторы не могут наматываться обычным медным проводом толстого сечения, поскольку в режиме больших токовых нагрузок они будут сильно нагреваться. Вторичную обмотку старого трансформаторного изделия также следует немного доработать
Для этого необходимо будет проделать следующие операции:
Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
- Сначала нужно намотать катушку, состоящую из 3-х слоев жестяных полос, каждая из которых изолируется посредством фторопластовой ленты;
- Далее концы старой и только что намотанной обмотки нужно спаять, что обеспечит высокую проводимость всей катушки;
- Также нужно предусмотреть в наборе элементов, из которых собирается конструкция полуавтомата, небольшой вентилятор (он предназначается для дополнительного охлаждения устройства).
В качестве такого охлаждающего прибора, устанавливаемого в сварочные агрегаты, может использоваться вентилятор с вышедшего из строя старого ПК.
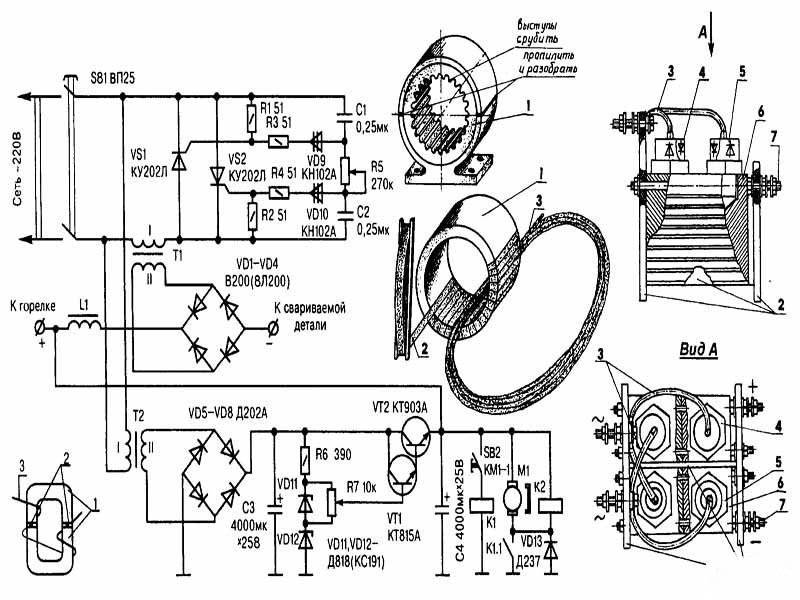
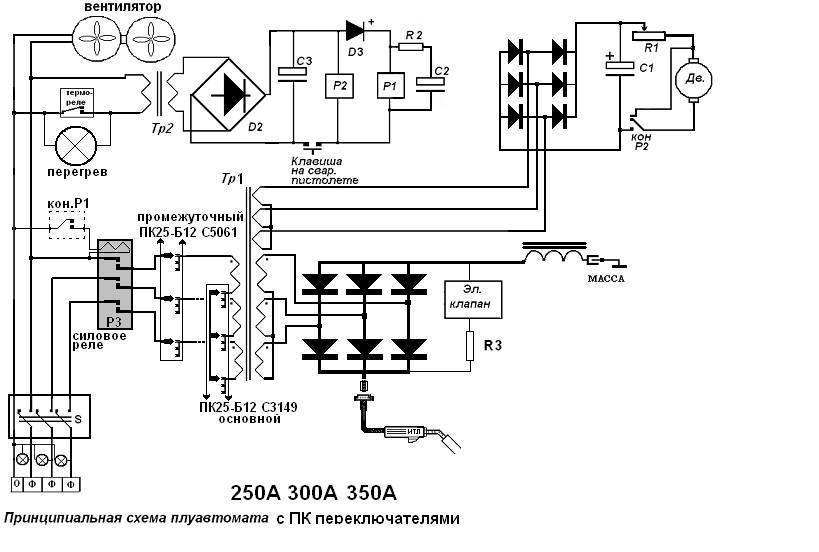
Полуавтомат из сварочного трансформатора
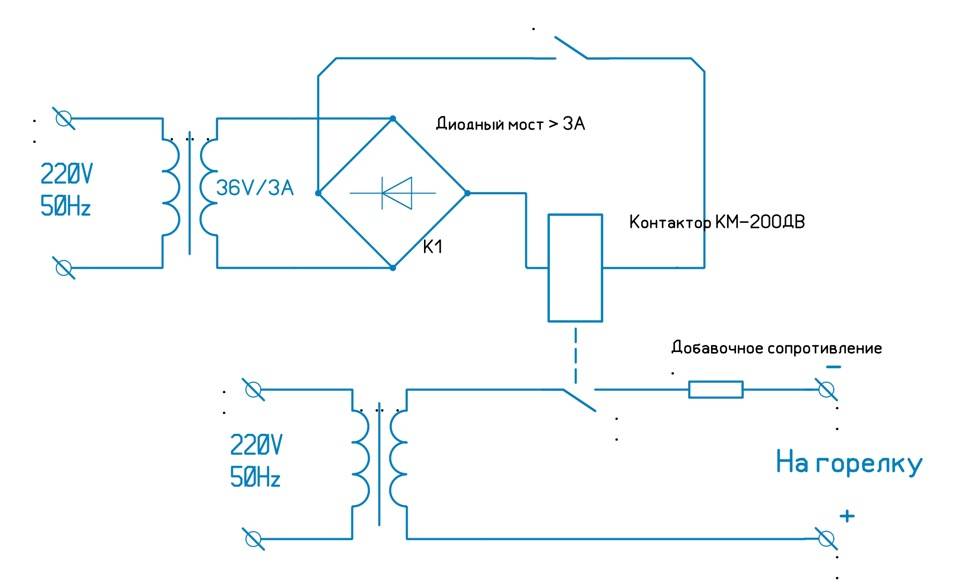
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
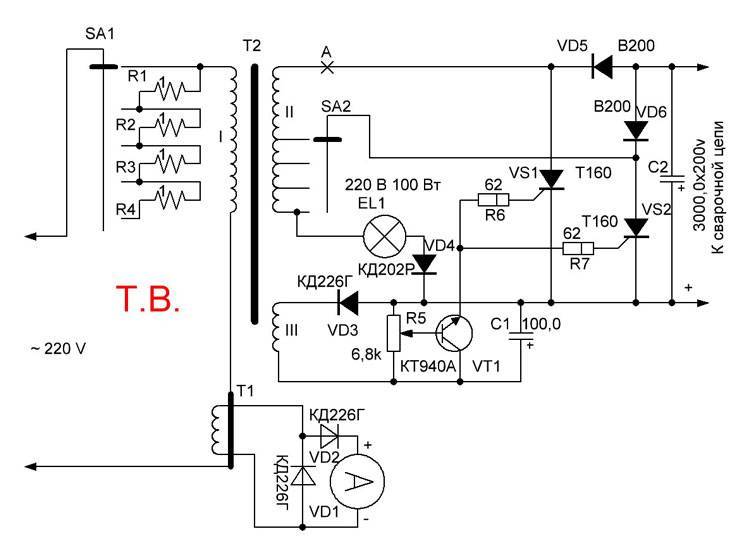
Рисунок 10 — Схема полуавтомата из сварочного трансформатора
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Рисунок 11 — Блок преобразования тока
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Способы создания и алгоритм действий
Если под рукой есть старый инвертор, сборка полуавтомата не займет много времени. Также можно изготовить эффективное устройство из трансформатора.
Из инвертора
Чтобы переделать инвертор в устройство для сварки, нужно подготовить:
- Средство подачи тока и присадочной проволоки.
- Горелку для формирования газовой среды.
В качестве фиксатора для электродов можно использовать пистолетную рукоять. Проволока будет перемещаться по каналу рукава, который соединяет горелку с оборудованием. Инверторная система должна фиксировать постоянное выходное напряжение.
Подготовленный инвертор нужно слегка переделать. Для этого следует обернуть его трансформатор медной проволокой и термобумагой. Использовать жилу с недостаточной толщиной нельзя, поскольку она будет нагреваться в процессе работы аппарата.
Вы можете легко переделать инвертор в устройство для сварки.
Вторичная обмотка требует дополнительной защиты 3-слойной жестью. Для повышения токопроводимости нужно спаять концы. В качестве источника питания подойдет готовый сварочный инвертор, который следует подключить к корпусу с другими компонентами.
На этапе создания механизма подачи следует учитывать виды и параметры расходного материала. Готовые детали продаются в магазинах электротоваров.
Кроме того, можно изготовить механизм своими руками, используя для этого электромотор от дворников автомобиля, прижимной вал с пружиной, 3 подшипника и металлические пластины шириной 1 см. Все детали следует закрепить на текстолитовой подставке толщиной 5 мм.
Узел горелки относится к расходным материалам со сроком службы не больше 1 года. Принцип действия разных приспособлений идентичный.
В конструкции горелки присутствуют такие части:
- Опора с рукоятью.
- Сопло.
- Крепежные элементы.
- Наконечники.
Детали устройства подвергаются нагреву во время сварки. Под особым воздействием высокой температуры оказываются наконечник и сопло. Материал их изготовления определяет срок службы.
При переделке инвертора важно правильно подключить управляющий элемент, который обеспечивает сохранение и преобразование тока. Кабель питания следует подсоединить к клапану подачи газа и вытяжки проволоки
Для этого нужно установить инвертор с выпрямителем.
При переделке важно подключить управляющий элемент. После подготовки всех компонентов остается собрать аппарат по такому алгоритму:
После подготовки всех компонентов остается собрать аппарат по такому алгоритму:
- Подключить инвертор к блокам питания и управления.
- Заправить устройство проволокой и убедиться в том, что она равномерно распределяется по поверхности.
- Соединить горелку с рукавом, который подключается к баллону. Запустить инвертор и оценить подачу газа.
- Установить преобразователи на радиаторах.
- В зоне наибольшего нагрева закрепить термодатчик, который будет деактивировать систему в случае перегрева.
- Подсоединить силовые компоненты к блоку управления.
- Включить аппарат в сеть, проверить выходной ток (он не должен составлять больше 120 А).
Из трансформатора
Если под рукой есть ненужный сварочный трансформатор, можно превратить его в полноценный полуавтомат. Устройство с постоянным током и встроенным выпрямителем не нуждается в доработке. Модель с переменным напряжением придется переделать.
Для предстоящей сборки нужно подготовить:
- Узел подачи присадочной проволоки.
- Устройство генерации сварочного тока.
- Блок питания.
- Горелку.
- Опорные механизмы.
- Зажимы.
- Рукава.
Из трансформатора можно сделать полноценный полуавтомат.
В качестве источника питания может использоваться трансформатор. Он определяет мощность и производительность всей системы. Корпус можно изготовить из ящика или короба подходящего размера. Лучше выполнить его из пластика или металлических листов. В корпусе должны находиться трансформаторы, которые подключаются к первичной и вторичной обмотке.

Строение
Инвертор переделать в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками не сложно. Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сваривания полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В эту же область подается защитный газ. Чаще всего – углекислый. Это гарантирует получение качественного шва, который по прочности не уступает соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного влияния компонентов воздуха (кислорода и азота) защитным газом.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон углекислотный;
- пистолет-горелка:
- катушка с проволокой.
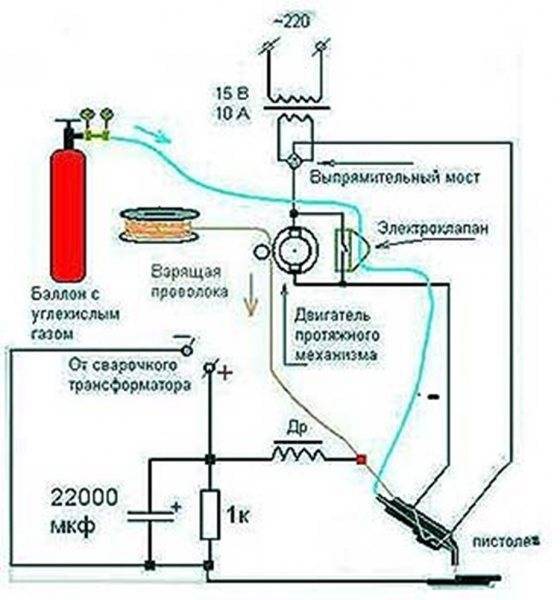
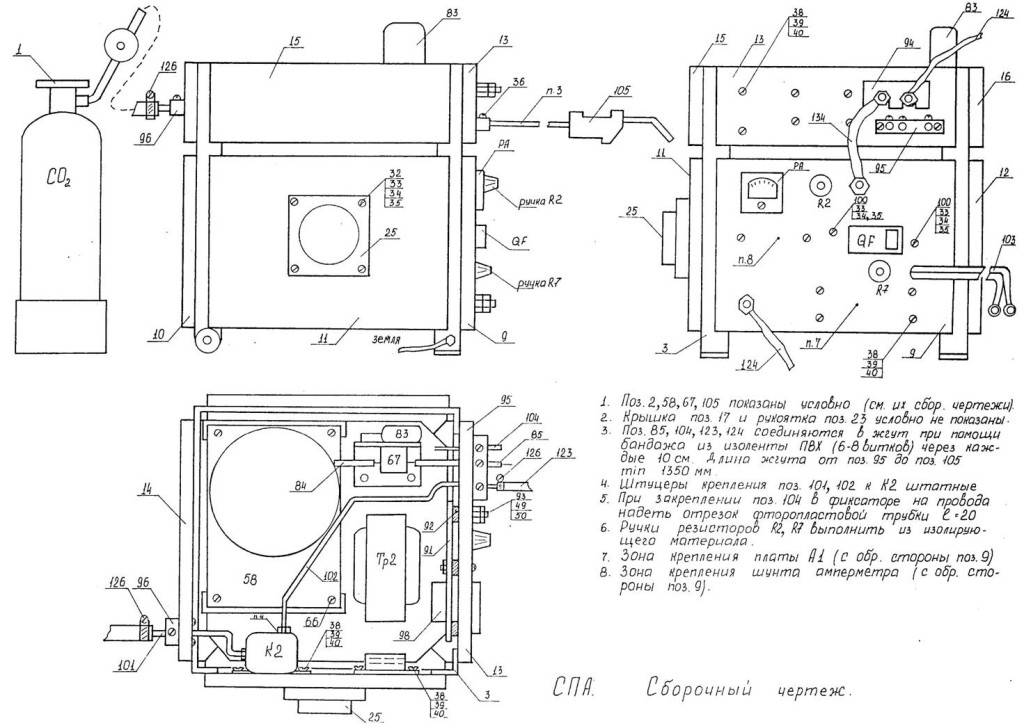
Устройство сварочного поста
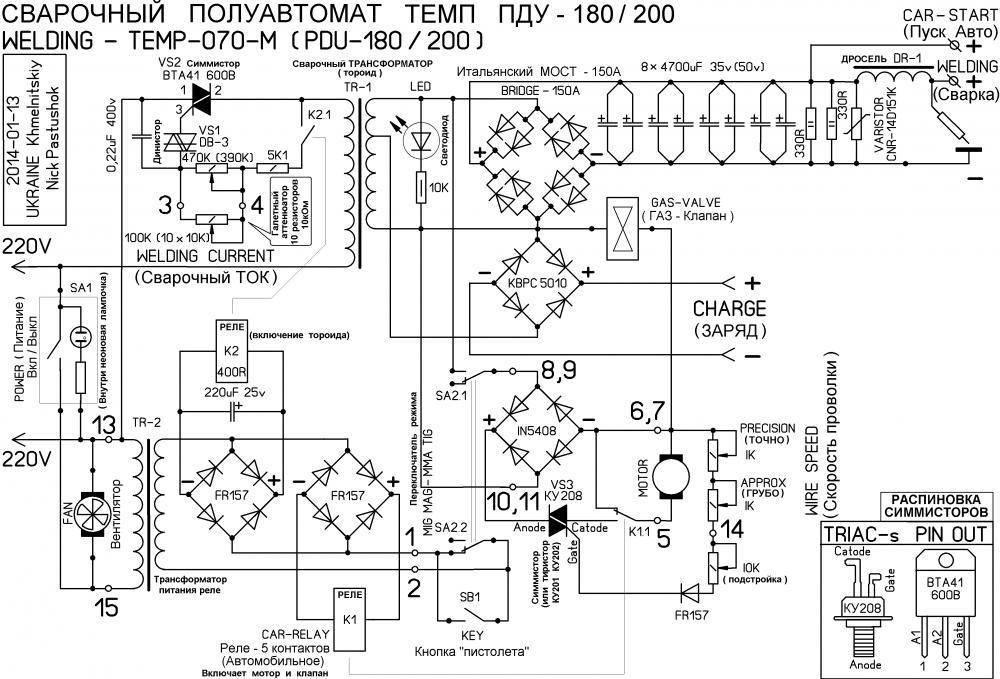
Реализация электрической части
Для этого понадобится:
- два автомобильных реле;
- диод;
- шим регулятор для двигателя;
- конденсатор с транзистором;
- электромагнитный клапан холостого хода – для подачи газа в горелку. Подойдет любая ВАЗовкая модель, например от восьмерки;
- провода.
Схема управления подачей проволоки и газа довольно проста и реализуется следующим образом:
- при нажатии кнопки на горелке срабатывает реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 работает в паре с конденсатором и включает подачу проволоки с задержкой;
- протяжка проволоки делается дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана, к нему подключается диод.
- Нужно предусмотреть подключение горелки к силовому кабелю от инвертора. Для этого рядом с евро разъемом, можно установить быстросъемный разъем и подключить его к горелке.
Полуавтоматический аппарат имеет такую последовательность работы:
- Включается подача газа.
- С небольшой задержкой включается подача проволоки.
Такая последовательность нужна, чтобы проволока сразу попадала в защитную среду. Если сделать полуавтомат без задержки – проволока будет залипать. Для ее реализации, понадобится конденсатор и транзистор, через которые подключается реле управления двигателем. Принцип действия:
- напряжение подается на конденсатор;
- он заряжается;
- ток подается на транзистор;
- включается реле.
Емкость конденсатора нужно подбирать так, чтобы задержка равнялось примерно 0,5 секунды – этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно увидеть на видео.
Что потребуется для переделки инвертора в полуавтомат
Чтобы переделать инвертор, изготовив из него функциональный сварочный полуавтомат, вы должны найти следующее оборудование и дополнительные комплектующие:
- инверторный аппарат, способный формировать сварочный ток силой 150 А;
- механизм, который будет отвечать за подачу сварочной проволоки;
- основной рабочий элемент – горелку;
- шланг, через который будет подаваться сварочная проволока;
- шланг для подачи защитного газа в зону выполнения сварки;
- катушку со сварочной проволокой (такую катушку необходимо будет подвергнуть некоторым переделкам);
- электронный блок, управляющий работой вашего самодельного полуавтомата.
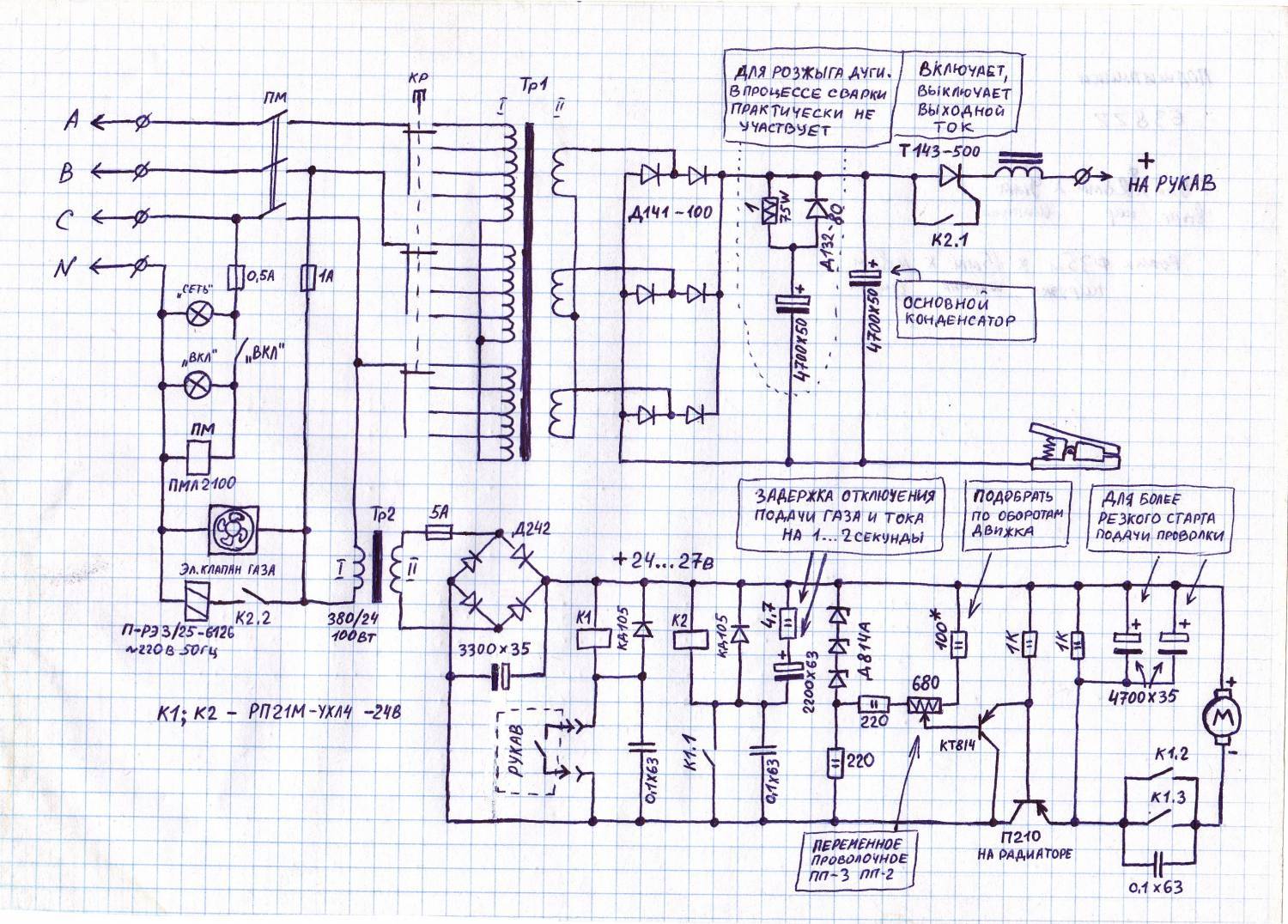
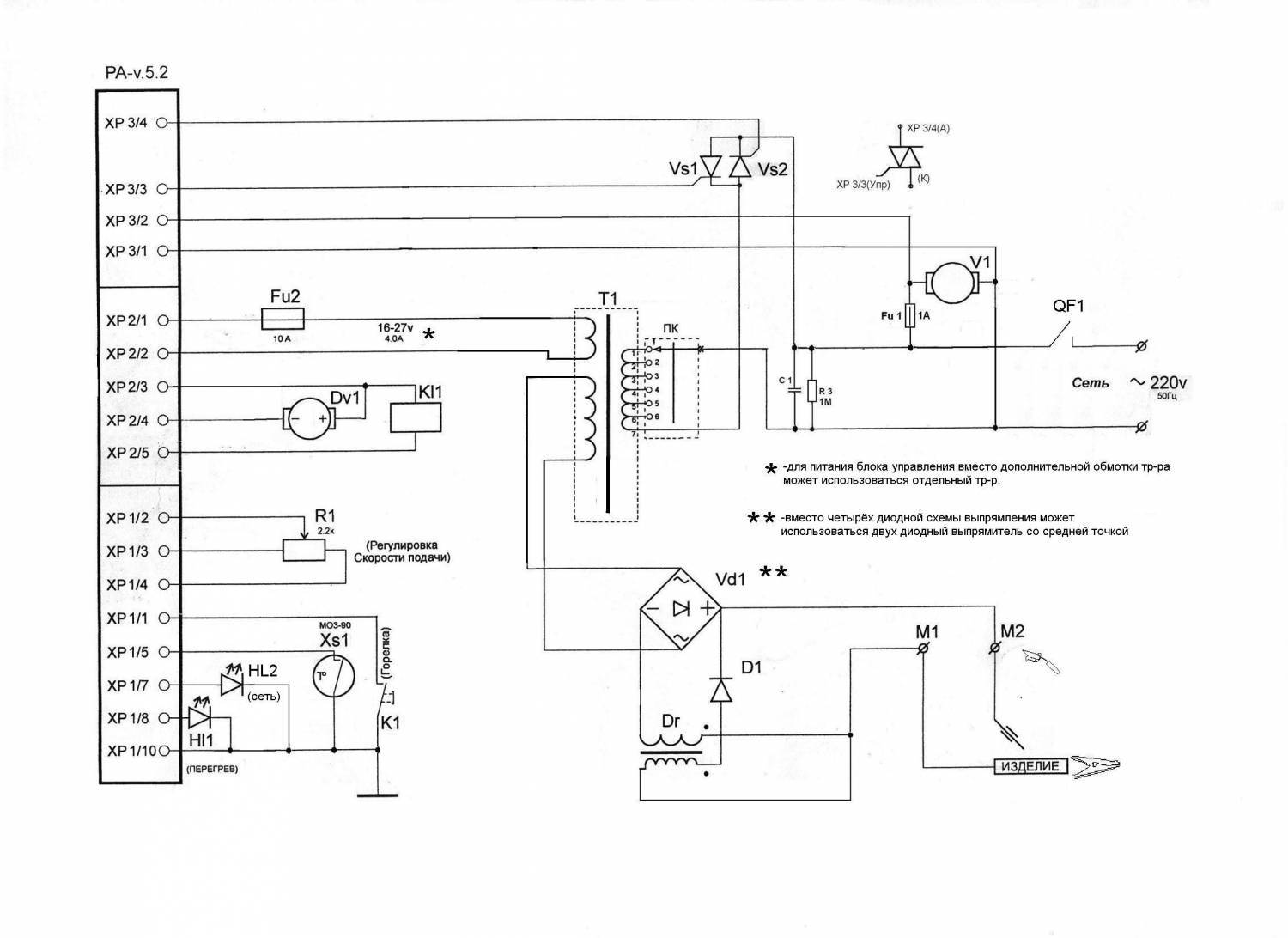
Электрическая схема самодельного полуавтомата
Отдельное внимание надо посвятить переделке подающего устройства, за счет которого в зону сварки подается сварочная проволока, передвигающаяся по гибкому шлангу. Чтобы сварной шов получался качественным, надежным и аккуратным, скорость подачи проволоки по гибкому шлангу должна соответствовать скорости ее расплавления. Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться
Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата
Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться. Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата.
Внешний вид самодельного полуавтоматического сварочника
Самыми распространенными диаметрами проволоки, применяемой при сварке полуавтоматом, являются 0,8; 1; 1,2 и 1,6 мм. Проволоку перед выполнением сварки наматывают на специальные катушки, которые являются приставками полуавтоматических аппаратов, закрепляемыми на них при помощи несложных конструктивных элементов. В процессе выполнения сварки проволока подается автоматически, что значительно сокращает время, затрачиваемое на такую технологическую операцию, упрощает ее и делает более эффективной.
Основным элементом электронной схемы блока управления полуавтомата является микроконтроллер, который отвечает за регулирование и стабилизацию сварочного тока. Именно от данного элемента электронной схемы сварочного полуавтомата зависят параметры рабочего тока и возможность их регулирования.
Способы создания и алгоритм действий
Если под рукой есть старый инвертор, сборка полуавтомата не займет много времени. Также можно изготовить эффективное устройство из трансформатора.
Из инвертора
Чтобы переделать инвертор в устройство для сварки, нужно подготовить:
- Средство подачи тока и присадочной проволоки.
- Горелку для формирования газовой среды.
В качестве фиксатора для электродов можно использовать пистолетную рукоять. Проволока будет перемещаться по каналу рукава, который соединяет горелку с оборудованием. Инверторная система должна фиксировать постоянное выходное напряжение.
Подготовленный инвертор нужно слегка переделать. Для этого следует обернуть его трансформатор медной проволокой и термобумагой. Использовать жилу с недостаточной толщиной нельзя, поскольку она будет нагреваться в процессе работы аппарата.

Вы можете легко переделать инвертор в устройство для сварки.
Вторичная обмотка требует дополнительной защиты 3-слойной жестью. Для повышения токопроводимости нужно спаять концы. В качестве источника питания подойдет готовый сварочный инвертор, который следует подключить к корпусу с другими компонентами.
На этапе создания механизма подачи следует учитывать виды и параметры расходного материала. Готовые детали продаются в магазинах электротоваров.
Кроме того, можно изготовить механизм своими руками, используя для этого электромотор от дворников автомобиля, прижимной вал с пружиной, 3 подшипника и металлические пластины шириной 1 см. Все детали следует закрепить на текстолитовой подставке толщиной 5 мм.

Узел горелки относится к расходным материалам со сроком службы не больше 1 года. Принцип действия разных приспособлений идентичный.
В конструкции горелки присутствуют такие части:
- Опора с рукоятью.
- Сопло.
- Крепежные элементы.
- Наконечники.
Детали устройства подвергаются нагреву во время сварки. Под особым воздействием высокой температуры оказываются наконечник и сопло. Материал их изготовления определяет срок службы.
При переделке инвертора важно правильно подключить управляющий элемент, который обеспечивает сохранение и преобразование тока. Кабель питания следует подсоединить к клапану подачи газа и вытяжки проволоки
Для этого нужно установить инвертор с выпрямителем.
При переделке важно подключить управляющий элемент. После подготовки всех компонентов остается собрать аппарат по такому алгоритму:
После подготовки всех компонентов остается собрать аппарат по такому алгоритму:
- Подключить инвертор к блокам питания и управления.
- Заправить устройство проволокой и убедиться в том, что она равномерно распределяется по поверхности.
- Соединить горелку с рукавом, который подключается к баллону. Запустить инвертор и оценить подачу газа.
- Установить преобразователи на радиаторах.
- В зоне наибольшего нагрева закрепить термодатчик, который будет деактивировать систему в случае перегрева.
- Подсоединить силовые компоненты к блоку управления.
- Включить аппарат в сеть, проверить выходной ток (он не должен составлять больше 120 А).
Из трансформатора
Если под рукой есть ненужный сварочный трансформатор, можно превратить его в полноценный полуавтомат. Устройство с постоянным током и встроенным выпрямителем не нуждается в доработке. Модель с переменным напряжением придется переделать.
Для предстоящей сборки нужно подготовить:
- Узел подачи присадочной проволоки.
- Устройство генерации сварочного тока.
- Блок питания.
- Горелку.
- Опорные механизмы.
- Зажимы.
- Рукава.

Из трансформатора можно сделать полноценный полуавтомат. В качестве источника питания может использоваться трансформатор. Он определяет мощность и производительность всей системы. Корпус можно изготовить из ящика или короба подходящего размера. Лучше выполнить его из пластика или металлических листов. В корпусе должны находиться трансформаторы, которые подключаются к первичной и вторичной обмотке.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.

Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.