Контргайка

Самопроизвольное откручивание болтовых креплений, в которых применяются гайки, а также болты, является распространенной проблемой, с которой очень часто сталкиваются люди, обслуживающие разнообразные механизмы либо конструкции, оснащенные множеством подвижных узлов.
Чтобы устранить эту проблему и избежать самопроизвольного отвинчивания резьбовых креплений, применяются специально разработанные приспособления. Они позволяют частично либо полностью заблокировать болтовое соединение.
Часто для того чтобы заблокировать резьбовое соединение и предотвратить его самостоятельное отвинчивание из-за воздействия больших нагрузок и сильных вибраций, используется специальное приспособление – контргайка. Ее размещают непосредственно за первой, закрученной гайкой.
Некоторые специалисты для надежной фиксации резьбы пользуются специальной конструкцией, состоящей из двух обыкновенных, затянутых друг после друга гаек. Однако как показывает практика, специальные контргайки более эффективно предотвращают проблемы, связанные с самооткручиванием креплений.
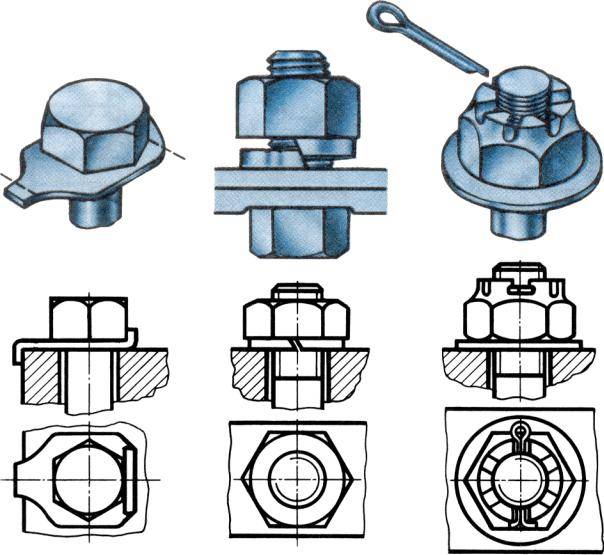
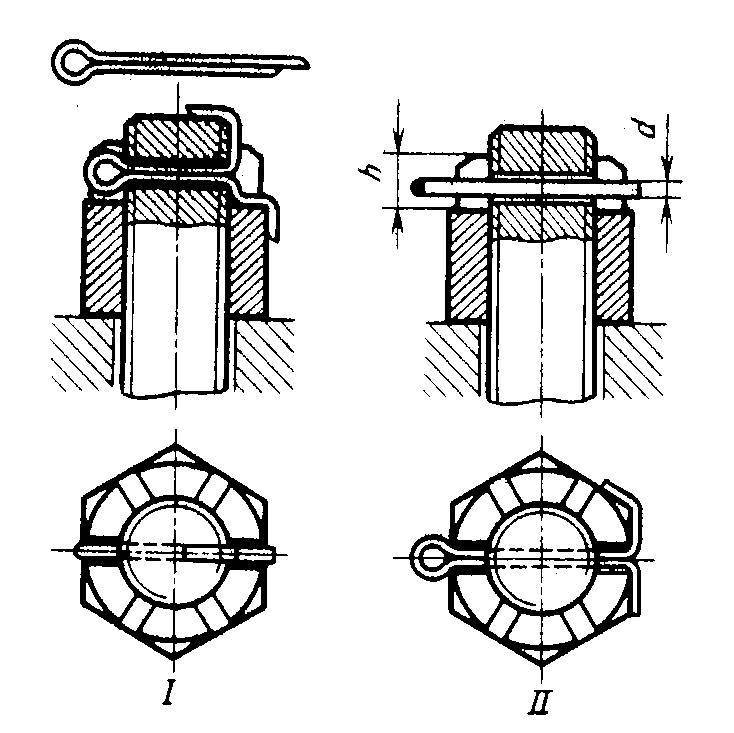
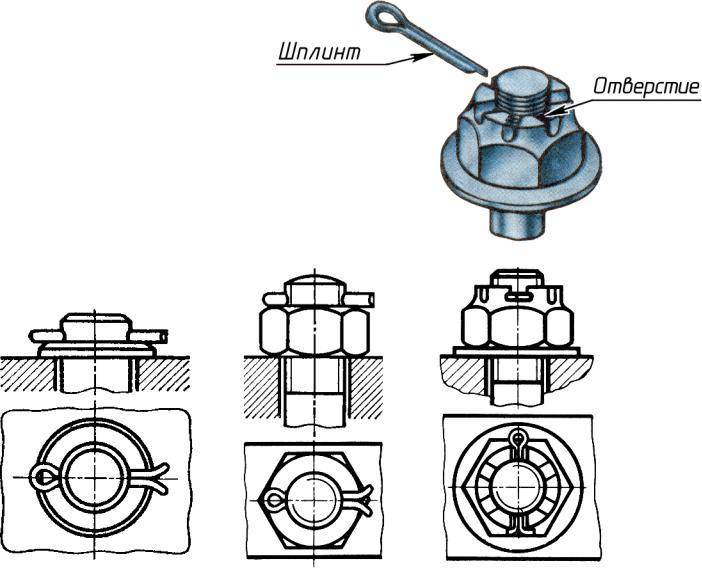
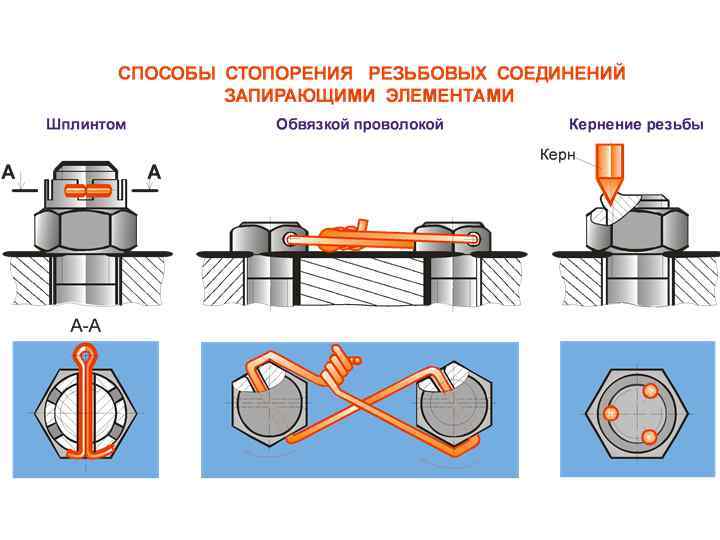
Стопорение шплинтами
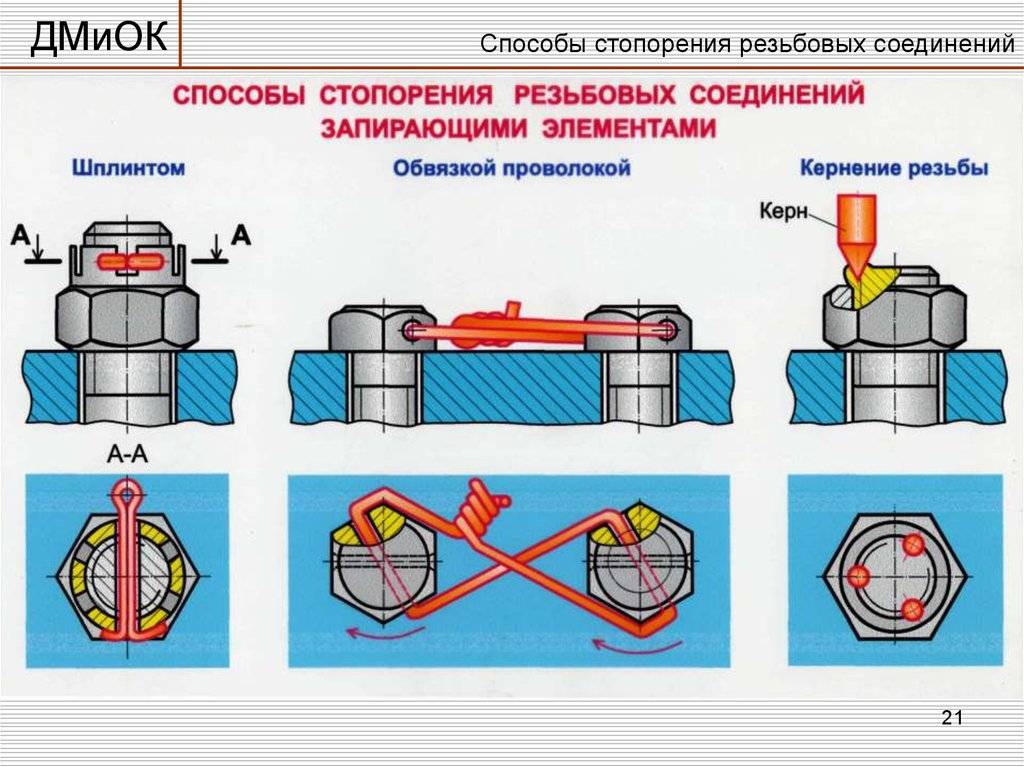
Фиксация крепежных деталей может осуществляться с помощью специально подобранных шплинтов. Данное металлическое крепление, изготовленное из проволоки. Конструкция имеет форму стержня с полукруглой головкой. Крепление производится благодаря разжиманию концов шплинта. С помощью шплинта производят установку болта, винта, шпильки в требуемое положение. В них просверливают отверстие способное пропустить шплинт. Он должен достаточно свободно заполнять отверстие. Допускается небольшое применение усилия. Далее после его вставки края загибаются, обеспечивая надёжную фиксацию.

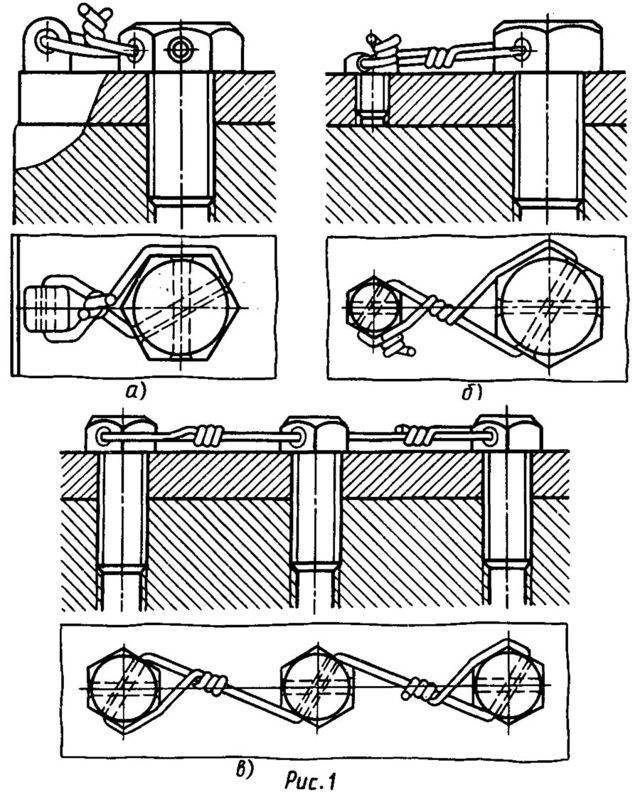
Стопорение проволокой
На основании утверждённого стандарта допускается стопорение проволокой. Такой принцип называется обвязкой. Он имеет два способа фиксации:
- стопорение между собой гайки и болта;
- фиксация гайки или болта к корпусу детали.
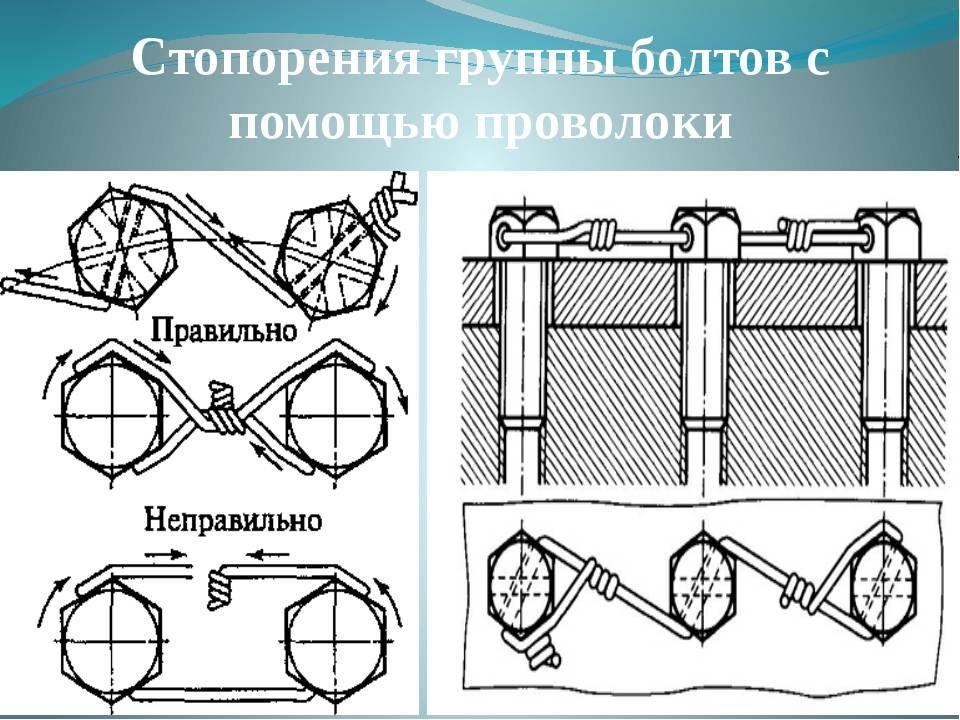
Для реализации этого метода в головках болтов или закреплённых гайках просверливают сквозные отверстия, через которые пропускают стальную проволоку. Их сверлят перпендикулярно поверхности фиксируемой детали. Проволокой обматывают (обвязывают) каждую деталь, зажимая их в требуемом положении. ГОСТ допускает стопорение одного конструктивного элемента или нескольких, создавая единую систему обвязки. Применение одновременной контровки группы гаек или болтов позволяет повысить надёжность всей конструкции. Повышения надёжности добиваются сверлением трёх отверстий. Крупногабаритные гайки обвязываются через шесть отверстий. Получатся бесступенчатая угловая фиксация.
В противном случае происходит самопроизвольное раскручивание, что вызывает ослабление скрепляемой конструкции.
20 ……………………………………..245
ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Случай 1. Болт нагружен осевой растягивающей силой. Гайка завинчивается, но не затягивается. Последующая затяжка болта отсутствует.
Примером служит болтовое соединение грузовой скобы (рис. 3.32).
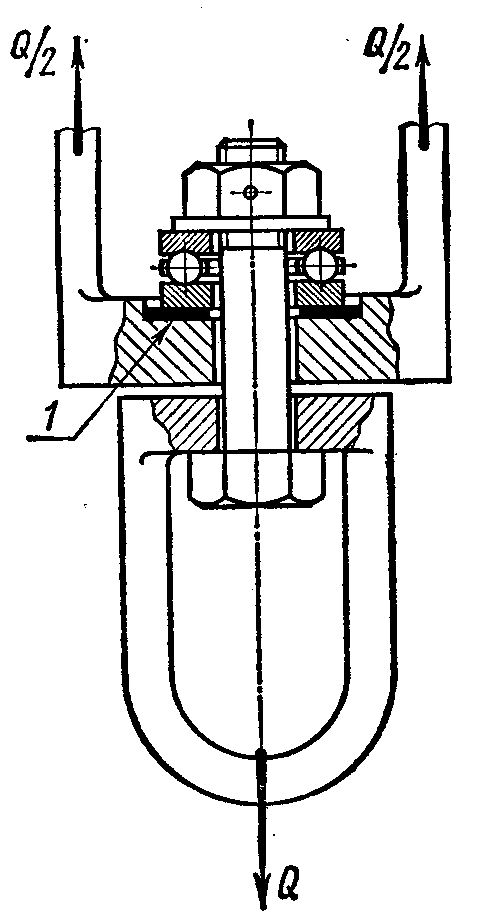
Рис. 3.32. Грузовая скоба (1- свинцовое кольцо)
Случай 2. Винт нагружен осевой растягивающей силой. Гайка завинчивается, но не затягивается. Затягивание резьбы производится под нагрузкой.
Примером является резьбовое соединение винтовой стяжки (рис, 3.33). В период подтягивания под нагрузкой винт испытывает растяжение и кручение.
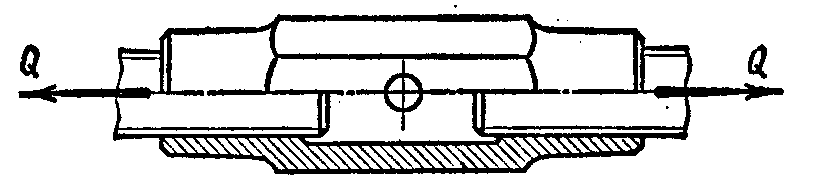
Рис. 3.33. Винтовая стяжка
Случай 3. Болтовое соединение нагружено поперечной силой.
В этом соединении (рис. 3.34) болт ставится с зазором в отверстия деталей. При затяжке болта на стыке деталей возникают силы трения, которые препятствуют относительному их сдвигу.
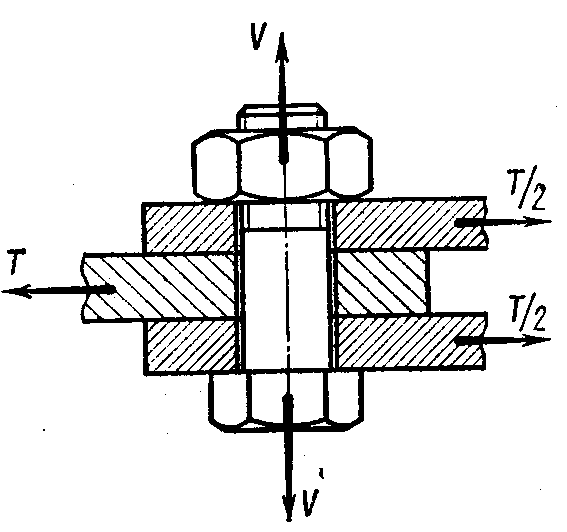
Рис. 3.34. Схема применения болта, нагруженного поперечной силой
Для разгрузки болтов от поперечной силы применяют различные замки, втулки, штифты и др. (рис. 3.35). Роль болта в таких случаях сводится к обеспечению плотного соприкосновения деталей.
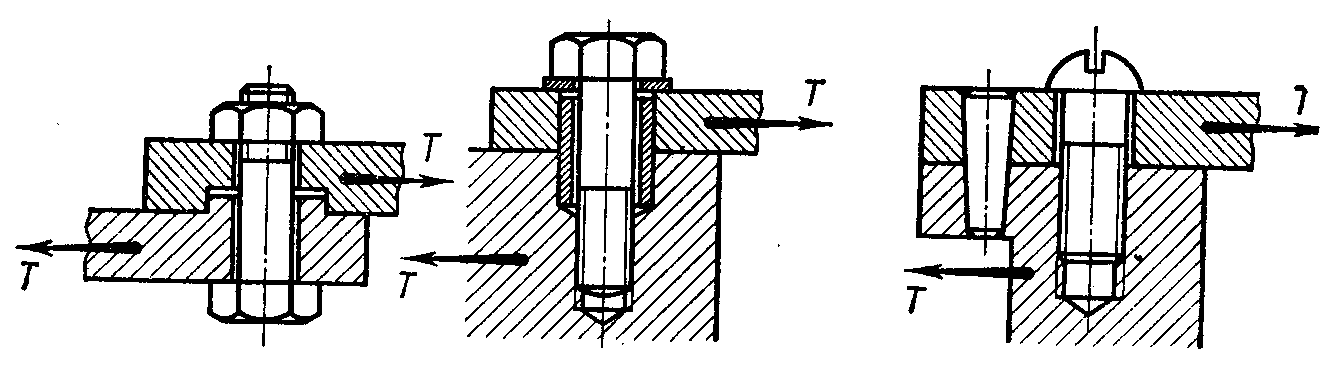
Рис. 3.35. Устройства для разгрузки болтов от поперечных сил
Для уменьшения диаметров болтов применяют также точеные (калиброванные) болты, устанавливаемые в отверстия из под развертки. Они могут быть цилиндрическими (рис. 3.36, а) или конусными (рис. 3.36, б). Эти болты работают на срез, как штифты.
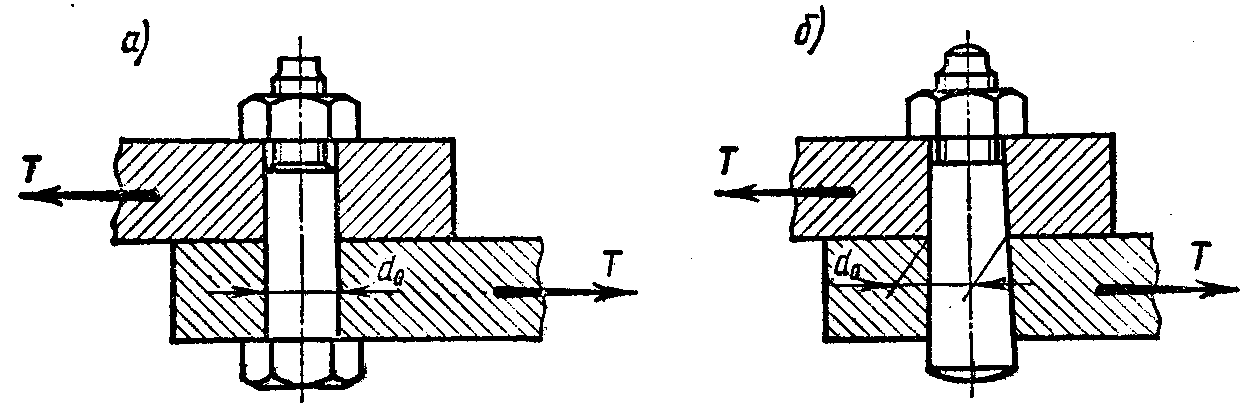
Рис. 3.36. Схемы применения болтов, поставленных без зазора
Случай 4. Болтовое соединение предварительно затянуто при сборке и нагружено внешней осевой растягивающей силой.
Этот случай соединения (рис. 3.37) часто встречается в машиностроении для крепления крышек цилиндров, подшипниковых узлов и т. п.
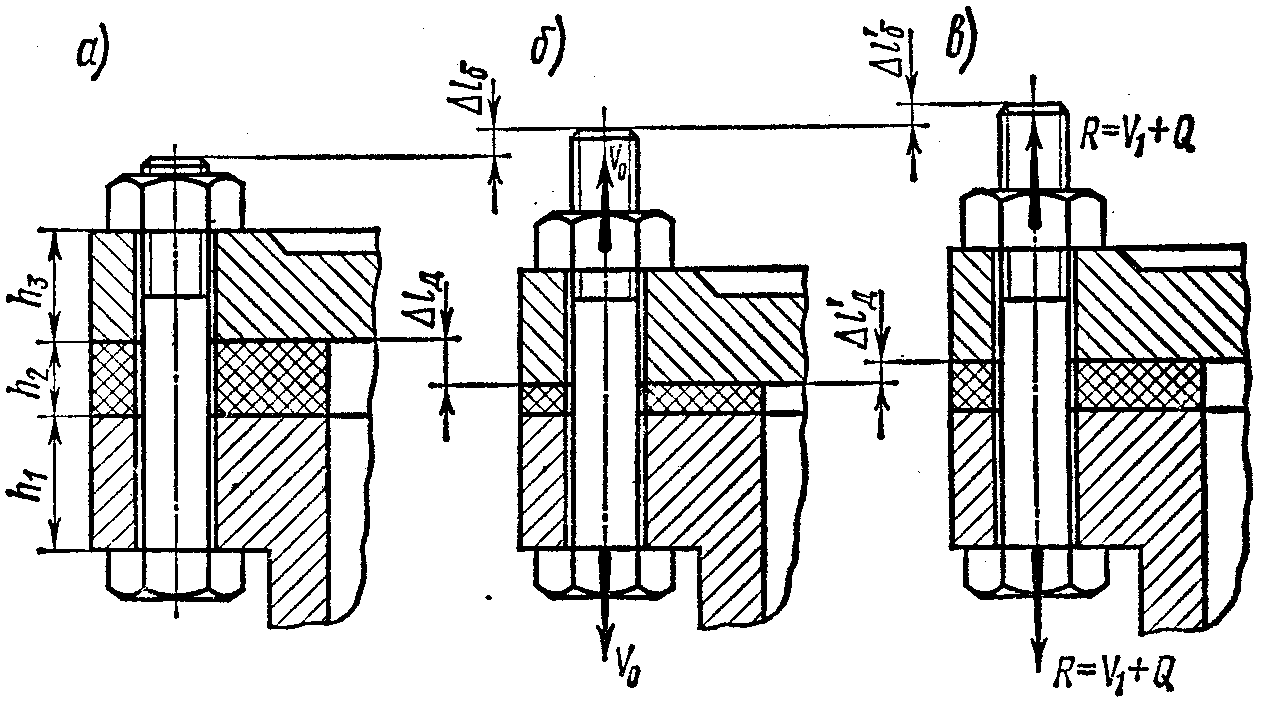
Рис. 3.37. Схема применения болтового соединения, нагруженного внешней осевой растягивающей силой:
а — болт не затянут, б — болт затянут, в — к затянутому болту приложена внешняя сила Q ..
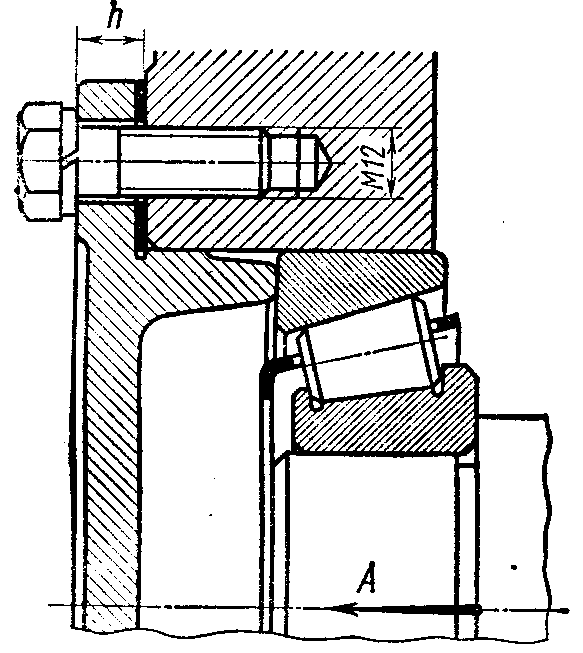
Рис. 3.39. Пример подшипникового узла
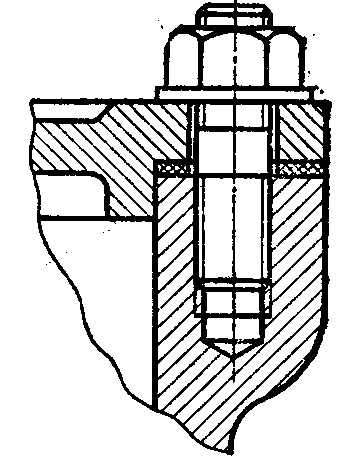
Рис. 3.40. Применение шпилечного соединения на крышке газового резервуара
Случай 5. Болтовое соединение предварительно затянуто при сборке и нагружено внецентренной растягивающей силой.
В этом соединении применяют болты с костыльной головкой (рис. 3.41,a).
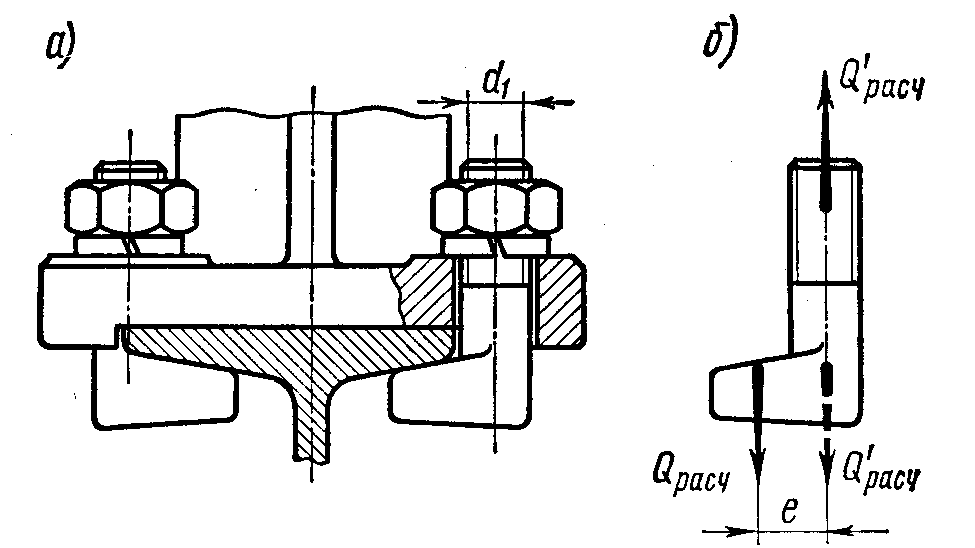
Рис. 3.41. Резьбовое соединение болтами с костыльной головкой
При конструировании любого резьбового соединения принимают меры, устраняющие перекосы опорных поверхностей под головку болта и гайку во избежание внецентренного нагружения: черные поверхности деталей под гайки и головки цекуют, приливы (бобышки) фрезеруют, а в отдельных случаях применяют косые шайбы (рис. 3.42).
Государственные нормы
Система выбора нужного способа устанавливается принятыми гос., отраслевыми стандартами и изложена в Единой Системе Конструкторской документации (ЕСКД). Она включает:
- ЕСКД Изображение резьбы (ГОСТ 2.311-68);
- отраслевой стандарт (ОСТ) 39502-77 (определяет способы, параметры и возможности разных видов крепления);
- все крепёжные изделия оговорены в ГОСТ 27017-86.
Для любого вида фиксации крепёжного соединения в виде резьбы предусматривается собственный стандарт. К примеру, выбор пружинной шайбы изготавливается на основании ГОСТ 6402-70.
Стало быть, все крепёжные соединения в виде резьбы ГОСТ ЕСКД стопорятся на основании руководящих документов. Одна конструкция конструкторской документации дает возможность определить имеющиеся варианты устранения разъединений и подобрать нужные детали с целью решения данных задач.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Цилиндрическое соединение
Стыкуются детали цилиндрических конструкций методом скручивания, что дает высокую прочность соединений при простоте исполнения. Если можно считать недостатком необходимость подмотки (наворачивание промасленной пакли) – то это единственный недостаток такого соединения. Но, с другой стороны, наличие пакли только усиливает место скручивания, и делает его более герметичным.

Но не только трубы соединяют скручиванием: часто бывает, что резьбовые соединения используют на любых деталях, имеющих цилиндрическую форму и тонкие стенки изделия. В разрезе трубная винтовая нарезка похожа на равнобедренный треугольник со значением верхнего угла 550 (не путать с 600 в метрической резьбе). Основная характеристика винтовой цилиндрической нарезки — условный номинальный диаметр dy, который характеризует качество сборки сантехнических узлов, в отличие от наружного и внутреннего диаметра, отражающих соответствие стандартам.
Под термином «условный диаметр» следует подразумевать значение, определяющее пропускную способность трубы в литрах за час. Сам диаметр на чертежах отображается в дюймах, причем каждое условное значение диаметра должно сопровождаться пояснениями к значениям наружного и внутреннего диаметров.
Читать также: Мультиплаз 2500 инструкция по эксплуатации
Скручивание часто используют трубопроводы с резьбой и с диаметром ≤ 6 дюймов. Если требования отличны от первоначальных, то изделия соединяют сваркой.
Цилиндрическая нарезка на чертежах обозначается, как трубная резьба g 1 с пояснениями по классу точности и диаметру резьбы.
Для обеспечения бесперебойной работы ГВС и ХВС часто применяют трубы из чугуна или из стали, на теле которых нарезана трубная стальная резьба. Резьба покрывается тонким слоем стали из-за хрупкости чугуна, и такая нарезка усиливает соединение, делая его намного более долговечным и прочным. Допустимо нареза́ть цилиндрические резьбы на трубные конструкции и детали с диаметром в диапазоне 1/16-6 дюймов.
Анаэробная жидкость

Представляет собой специальный состав, который необходимо наносить непосредственно на поверхность резьбы в том месте, где будет расположена гайка. Является одним из наиболее надежных способов фиксации, без использования разнообразных герметиков, а также специальных элементов. После использования анаэробной жидкости, для того чтобы разобрать крепеж, его придется разогревать либо воспользоваться специальным ударным гайковертом.
Перечисленные методы фиксации болтового крепежа являются самыми распространенными и наиболее используемыми в современном мире. Однако существует множество других способов, позволяющих надежно зафиксировать и предотвратить самостоятельное откручивание резьбовых соединений. Например, помимо корончатых и контргаек, активно используется метод штифтовки либо стопорение при помощи проволочных винтов (подходит только для крепежных элементов, оснащенных небольшими отверстиями для протягивания проволоки).
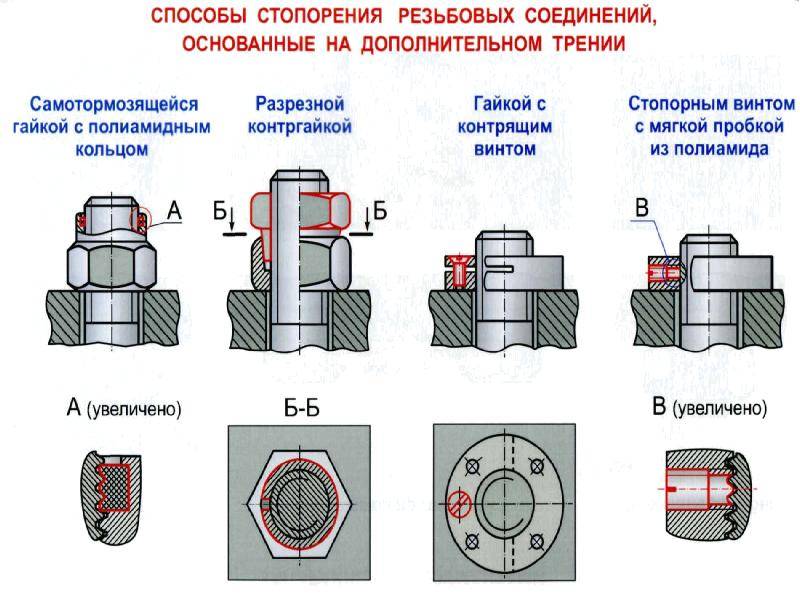
Стопорение винтов пластмассовыми вставками
Стопорение, показанное на рис. 8, основано на создании дополнительной радиальной силы в резьбе.
Соседние страницы
- Резьбы цилиндрические
- Резьбы конические
- Резьба метрическая
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Резьба трапецеидальная
- Механические свойства болтов, винтов, шпилек, гаек.
- Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
- Винты установочные
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
Государственные нормы
Система выбора нужного способа устанавливается принятыми гос., отраслевыми стандартами и изложена в Единой Системе Конструкторской документации (ЕСКД). Она включает:
- ЕСКД Изображение резьбы (ГОСТ 2.311-68);
- отраслевой стандарт (ОСТ) 39502-77 (определяет способы, параметры и возможности разных видов крепления);
- все крепёжные изделия оговорены в ГОСТ 27017-86.
Для любого вида фиксации крепёжного соединения в виде резьбы предусматривается собственный стандарт. К примеру, выбор пружинной шайбы изготавливается на основании ГОСТ 6402-70.
Стало быть, все крепёжные соединения в виде резьбы ГОСТ ЕСКД стопорятся на основании руководящих документов. Одна конструкция конструкторской документации дает возможность определить имеющиеся варианты устранения разъединений и подобрать нужные детали с целью решения данных задач.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Как измерять гайку
Большинство гаек имеют метрическую резьбу. Для измерения показателя диаметра резьбы потребуется чуть больше действий, чем в остальных случаях. По возможности рекомендуется проверять размер не самой гайки, а болта или винта, используемого для нее. Так можно добиться более точного результата.
Значение, которое получилось после измерения внутренней резьбы, является показателем внутреннего диаметра dвн.
Для того, чтобы точно определить диаметр метрической резьбы метиза, потребуется узнать соответствие dвн наружному диаметру используемого болта. Это производится с помощью специальной таблицы.
Точность контролируется за счет применения определенных калибров “проход-непроход”. Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.
Гайки отличаются по своему виду, и его легко определить при детальном осмотре. Чтобы узнать стандарт крепежного элемента, может потребоваться измерение высоты метиза, поскольку встречаются высокие, низкие, особо высокие и другие варианты.
Также для классификации шестигранных гаек используются габариты “под ключ”. Это объясняется тем, что метизы также различаются своими видами.
Для точного измерения шага резьбы допускается применение способа, рассматриваемого в случае с болтом. Понадобится резьбомер или придется посчитать количество витков на необходимом промежутке.
Определение размеров дюймовых гаек
Чтобы проверить размеры резьбы дюймовой гайки, необходимо рассмотреть резьбу болта или другого метиза, используемого с ней. Если подходящего нет под рукой, но есть информация о наличии дюймовой резьбы, то воспользуйтесь соответствующим резьбомером. При этом не забывайте разделять полученное значение на 25,4 мм.
Определение размеров шайбы
Для шайб используется короткое обозначение в виде D, что расшифровывается как диаметр метрической резьбы метиза, который применяется для крепежного элемента.
Чтобы точно измерять показатели, подойдет линейка или штангенциркуль. В результате получается значение, которое немного превышает показатель в обозначении. Это объясняется тем, что при монтаже требуется свободный ход, для чего выполняется небольшой зазор.
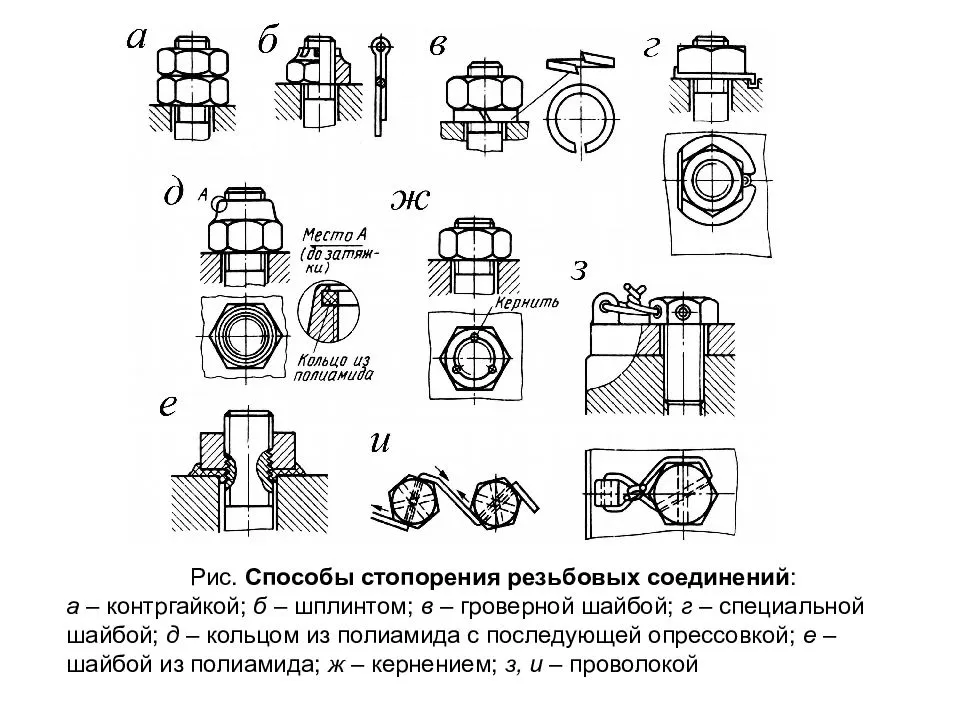
Методы стопорения соединений
Для обеспечения прочности резьбового соединения может использоваться различный крепеж, выбор которого зависит от требований к соединению. Для придания дополнительной прочности соединениям, в особенности тем, которые испытывают динамическую нагрузку, применяются методы стопорения крепежа.
Различают два основных методы стопорения:
1. Позитивное (жесткое) стопорение.
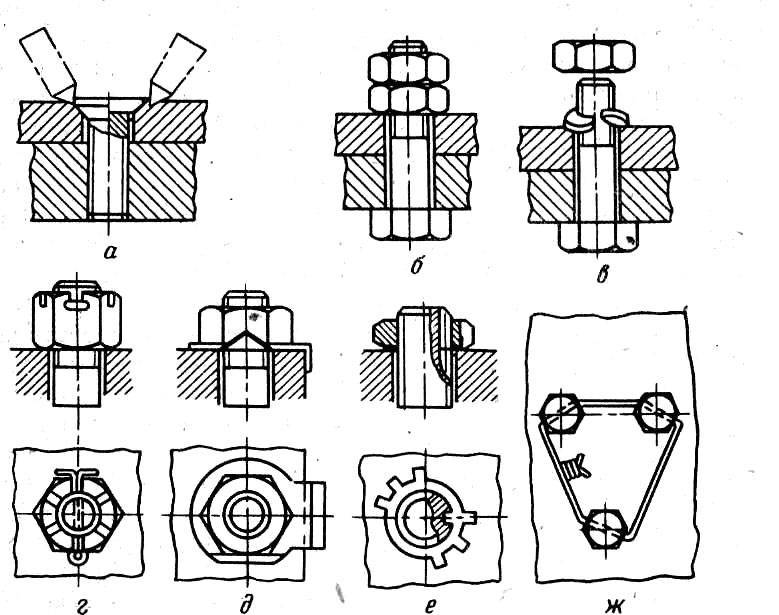
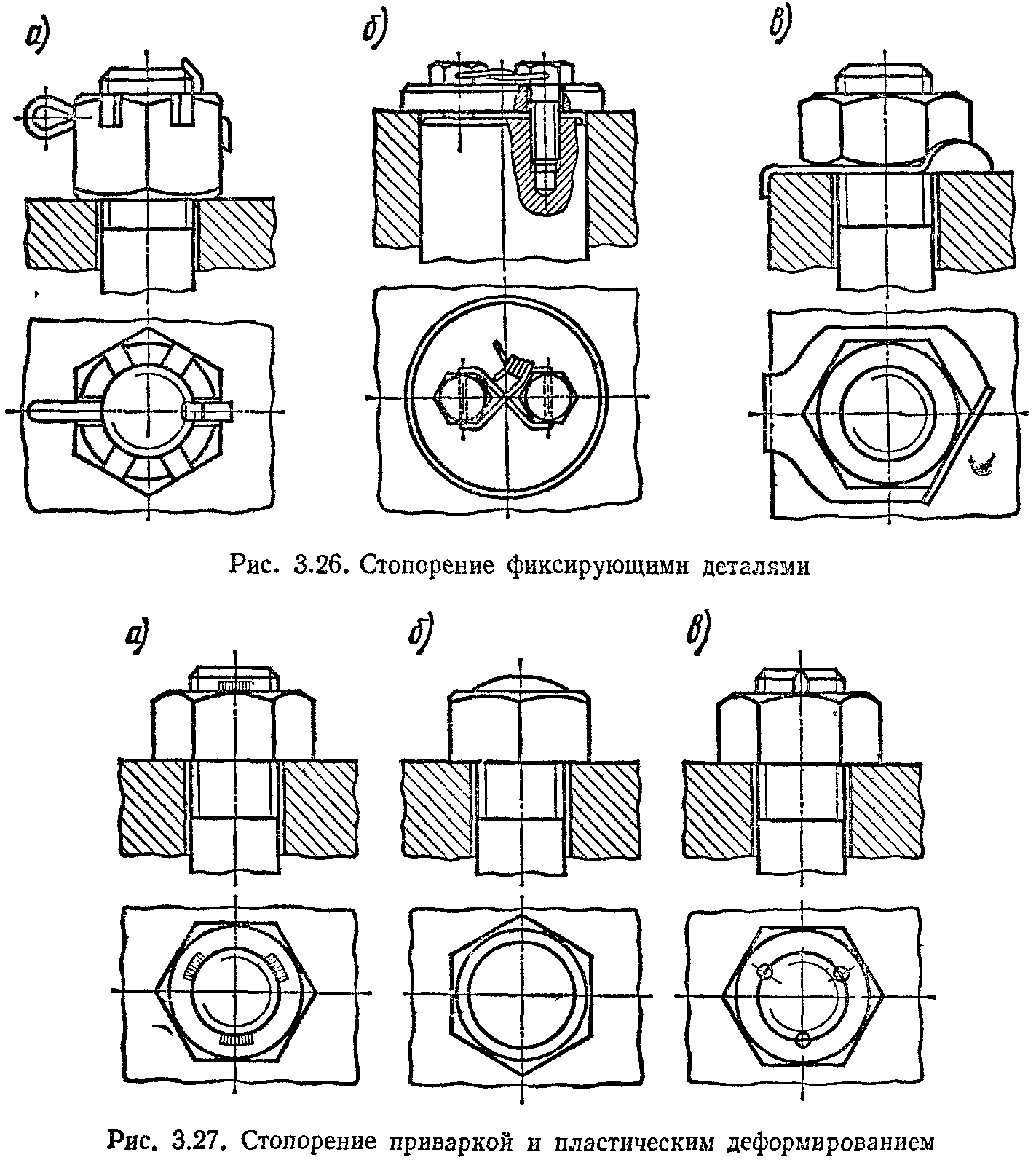
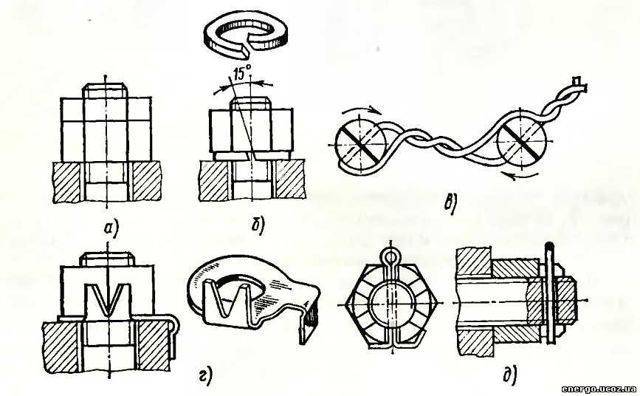
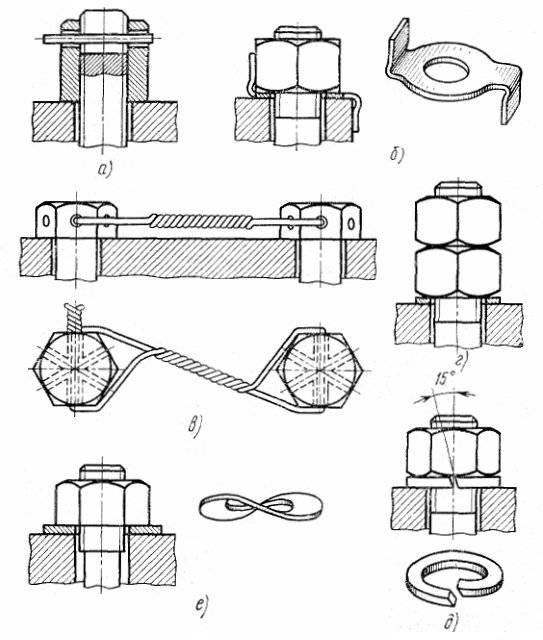
Позитивное стопорение заключается в том, что стопоримая деталь соединяется со стопорящей деталью жесткой связью — стопором; отвертывание стопоримой детали невозможно без среза, разрушения или деформации стопора. К этому способу относится стопорение шплинтами, отгибными шайбами, пластинками, вязальной проволокой и т. д.
2. Фрикционное стопорение.
Фрикционное стопорение заключается в создании повышенного трения между стопоримой и стопорящей деталями.К нему относится стопорение контргайками, упругими подкладными шайбами, самоконтрящимися гайками и т. д.
Фрикционное стопорение менее надежно, чем позитивное; всегда существует опасность уменьшения силы трения и, как следствие, ослабление соединения. По этой причине во всех ответственных соединениях и в соединениях, расположенных внутри машины, применяют только позитивное стопорение (главным образом шплинтами). Менее ответственные соединения, ослабление которых не может вызвать аварии машины, а также наружные (доступные для наблюдения) соединения допускается стопорить фрикционным способом. Однако в этом случае необходим периодический контроль с подтяжкой ослабевших соединений.
Упругое стопорение является разновидностью фрикционного стопорения, и заключается в том, что в соединение вводят упругий элемент, постоянно поддерживающий натяжение в системе.
Существуют и смешанные способы стопорения, в которых сочетаются принципы позитивного и фрикционного стопорения. Таков, например, случай храповых шайб. Здесь стопорение осуществляется отчасти повышенным трением в резьбе в результате упругой деформации шайбы при затяжке и отчасти созданием жесткой связи между гайками и корпусом в результате врезания зубьев шайбы в торец гайки и опорную поверхность корпуса.
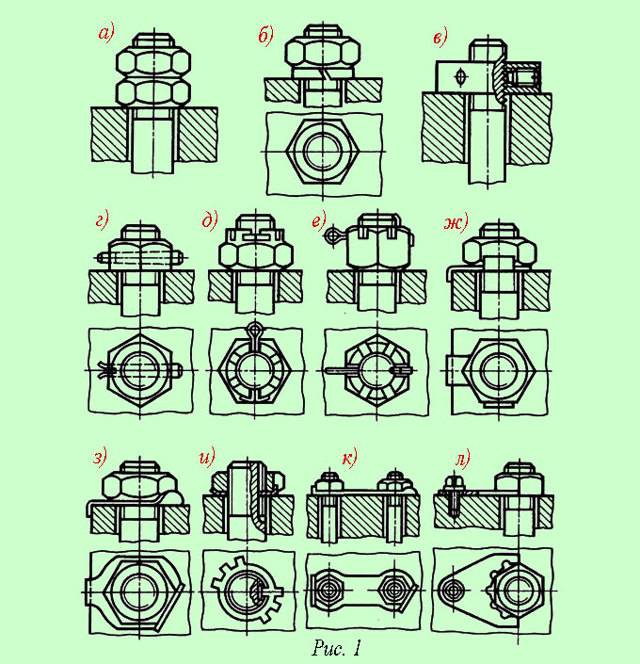
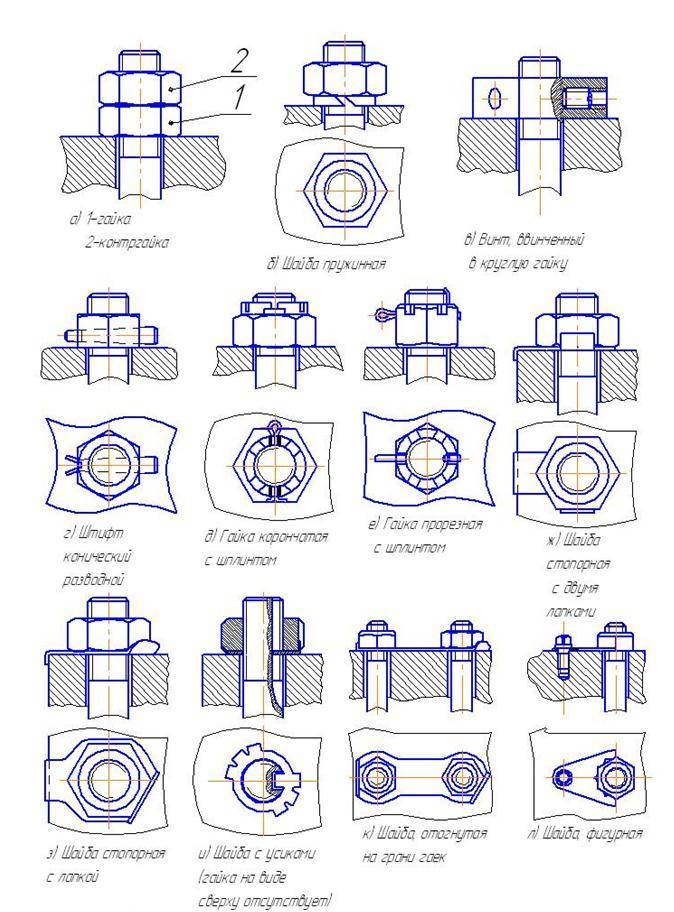
Гайку можно стопорить на болт и на корпус (стягиваемую деталь). Различают следующие способы:
1. Гайка удерживается за резьбу болта.
При этом способе между нитками резьбы гайки и болта теми или иными приемами создают повышенное трение, увеличивающее сцепление между гайкой и болтом. К данному способу относят, например, стопорение за счет натяга в соединении, контргайками, упругими подкладными шайбами, самоконтрящимися упругими гайками и т. д.
2. Гайка удерживается за тело болта.
При этом способе применяют стопор той или иной формы, который одновременно входит в отверстия или выемки в теле болта и гайки. К данному способу относят стопорение шплинтами, шайбами с отгибными лапками и т. д. Этот способ стопорения позитивный.
3. Гайка удерживается за корпус.
При этом способе создают жесткую или упругую связь между гайкой и стягиваемой деталью (корпусом) или установленными на ней элементами. К данному способу относят, например, стопорение гаек лепестковыми шайбами с отгибом лепестков на гайку и на корпус, стопорение привертными шайбами с вырезами под гайку, вязку гаек проволокой и т. д. При этом способе обязательна одновременная фиксация болта от проворота относительно корпуса; иначе возможно самопроизвольное вывертывание болта из гайки. Для болтов и шпилек применимы все возможные способы стопорения: фрикционного, позитивного с фиксацией гайки на тело болта или шпильки, позитивного с фиксацией гайки на корпус.
Примечание
- В утратившем силу в РФ стандарте ГОСТ 1497.4-87 существовал также класс прочности 6.6.
- Минимальный класс прочности гайки для данного класса прочности болта при создании болтового соединения.
- Стандарт, применяемый в автомобилестроении.
- ksi = 1000 psi = 6,895 MPa.
- ГОСТ Р 52627-2006 не определяет конкретные марки стали, указывая только на химический состав и некоторые механические свойства. Приведённые в таблице марки стали являются наиболее употребительными в технике для данных классов прочности.
- ГОСТ Р 52628-2006 не определяет конкретные марки стали, указывая только на химический состав и некоторые механические свойства. Приведённые в таблице марки стали являются наиболее употребительными в технике для данных классов прочности.
Стопорение резьбового соединения
Болты, винты, шпильки, гайки и шайбы производятся для общего или специального применения. Весь ассортимент деталей общего и частично специального назначения являются стандартизованными.
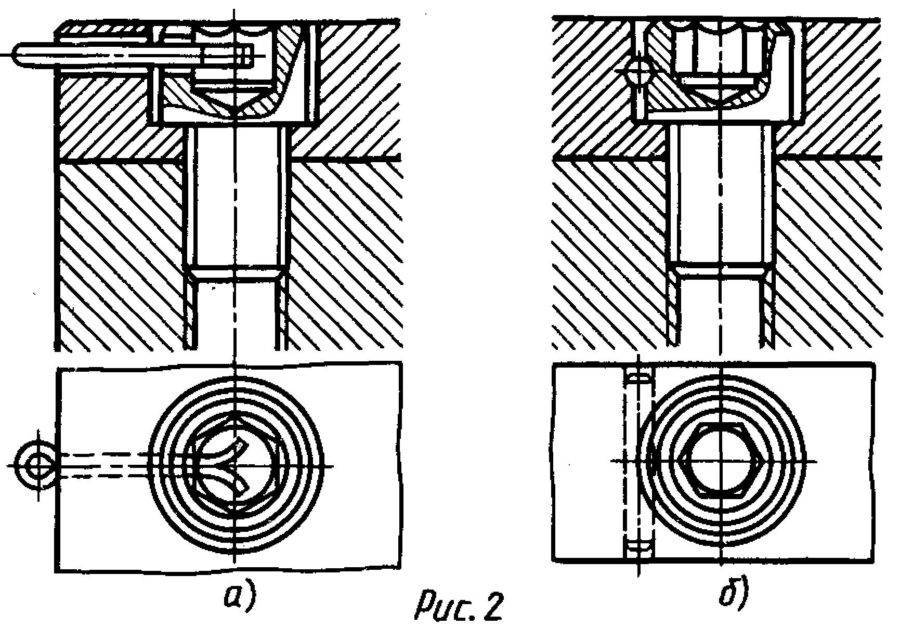
Болты общего назначения по точности их изготовления подразделяют на болты с классом точности А (повышенной точности), классом точности В (нормальной точности) и классом точности С (грубой точности). Стандартные болты общего назначения изготавливают: с шестигранными головками; с шестигранными головками и отверстиями в них (для стопорения проволокой
); с полукруглыми и потайными головками, под которыми выполнен квадратный подголовок или ус. Болты общего назначения производят: с нормальным стержнем; со стержнем с отверстием (длястопорения болтов шплинтами); с утолщенным стержнем для установки в развернутые отверстия без зазора. Концы болтов выполняют: плоскими, с конической фаской; сферическими (вогнутыми или выпуклыми). Кспециальным болтам отнесены: болты к станочным пазам; откидные; фундаментные и конические для отверстий, обработанных разверткой.
Винты
общего назначения подразделяются на:крепежные (например, винты ГОСТ 1491, ГОСТ 17473) иустановочные (винты ГОСТ 1482, ГОСТ 1485). Винты крепежные предназначены для соединения частей конструкций, а винты установочные – для предотвращения смещения деталей друг относительно друга.
Резьбовые шпильки различают нормальной и повышенной точности. Шпильки изготавливают с одинаковыми номинальными размерами резьбы и гладкой части стержня или с номинальным размером резьбы, превышающим диаметр гладкой части.
Гайки общего назначения изготавливают с классами точности А, В и С. На боковых гранях стандартных шестигранных гаек могут быть выполнены отверстия для стопорения проволокой или стопорения штифтами
определенной формы.Специальные гайки могут быть изготовлены как с глухими (например, колпачковые гайки), так и сквозными отверстиями.Стопорение гаек корончатых и прорезных производится установкой разводных шплинтов с соответствующими размерами условных диаметров.
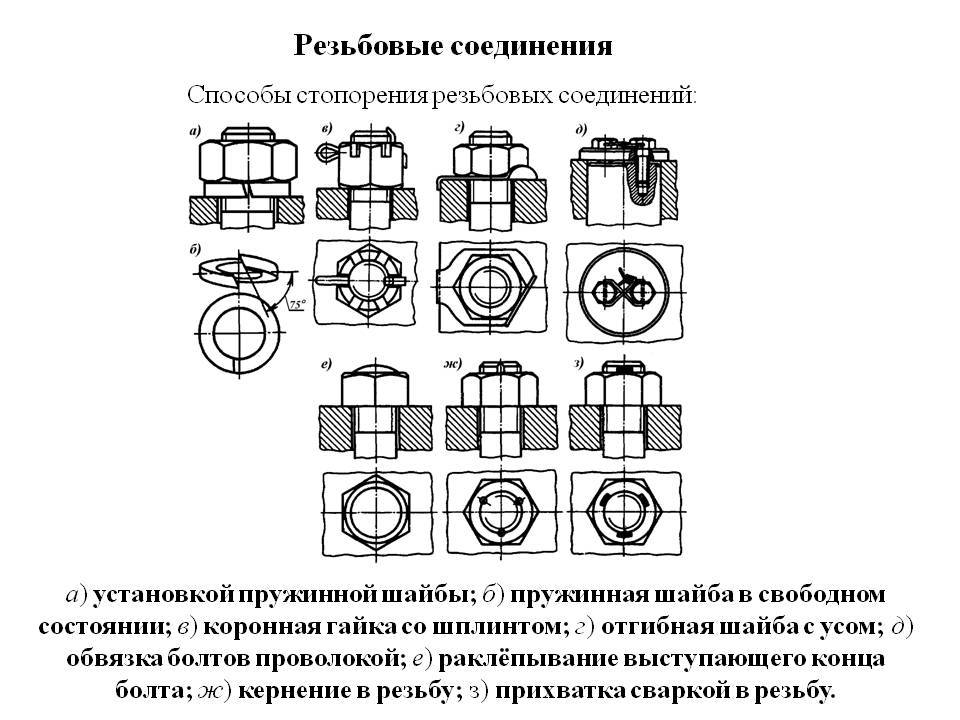


Стопорение резьбовых соединений
выполняют с целью предотвращения самопроизвольного откручивания деталей, происходящего под воздействием внешних сил. Различают такиевиды стопорения крепежных изделий в готовых конструктивных исполнениях машин и механизмов, которые достигаются путем
− установки контргаек или пружинных шайб, значительно повышающих действие сил трения в резьбовых соединениях;
− применением стопорных шайб с лапкой, обеспечивающих жесткость соединения;
− приварки участка болта, винта, гайки или шпильки;
− бокового или торцевого кернения резьбовой части детали.
Стопорение резьбовых соединений может быть также выполнено путем расклепывания резьбовой части стержня болта, шпильки или винта, а также нанесением лака или краски на резьбу под гайку.
Товары каталога:
| Анкерный болт с гайкой |
| Болт с фланцем DIN 6921 класс прочности 8.8 |
| Винт ГОСТ 1491-80, DIN 84 (цилиндрическая головка плоский шлиц) |
| Винт ГОСТ 17473, DIN 7985 (полукруг шлиц / полуцилиндрическая головка крест) |
| Гайка А4 ГОСТ 5915, ГОСТ 5927, DIN934 |
| Твитнуть |
comments powered by Disqus
Метрические резьбы
Метрические резьбовые соединения каждого диаметра в интервале 1–600 мм могут изготавливаться с шагами нескольких размеров. Однако они должны быть не более 6 мм. Большие шаги имеются только в резьбе диаметром 1–68 мм. Они используются, когда необходимо соединить большие детали. Кроме того, предусмотрен ряд мелких шагов, которые делают при тонкостенных деталях и ограниченной длине скручивания для повышения прочности и самотормозящих свойств при вибрационных нагрузках. А также в случаях, когда необходимо получить малые осевые передвижения при значительных углах поворота (например, микрометрические винты устройств). Длина скручивания с мелким шагом непостоянна и колеблется от 0,3 до 2d. ГОСТ 8724-81 содержит все указания о наличии и преимущества метрической резьбы (табл).

Таблица “Размеры и шаги метрических резьб” приведена ниже.
| Диаметры, d, D, мм | Шаги, P, мм | ||||||||||
| 1-й ряд | 2-й ряд | 3-й ряд | большие | мелкие | |||||||
| 4 | 3 | 2 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | ||||
– 12 – – 16 | – – 14 – – | 11 – – 15 – | (1,5) 1,75 2 – 2 | – – – – – | – – – – – | – – – – – | – 1,5 1,5 1,5 1,5 | – 1,25 1,25 – – | 1 1 1 (1) 1 | 0,75 0,75 0,75 0,75 | 0,5 0,5 0,5 0,5 |
Стопорные свойства болтов
4.1. Фланцевая головка
Более широкая головка болта — фланцевая головка — обеспечивает больше трения между головкой и поверхностью детали или элемента конструкции. При этом снижается поверхностное давление на опорные поверхности и тем самым снижается просадка соединения.


4.2. Рифленая головка
Рифление на опорной поверхности фланца головки выполняет функцию стопорения. При затяжке болта ребра рифления впиваются в поверхность конструкционного элемента и обеспечивают стопорящий эффект. Повреждение поверхности детали, особенно окрашенной, может быть препятствием для применения в некоторых случаях.
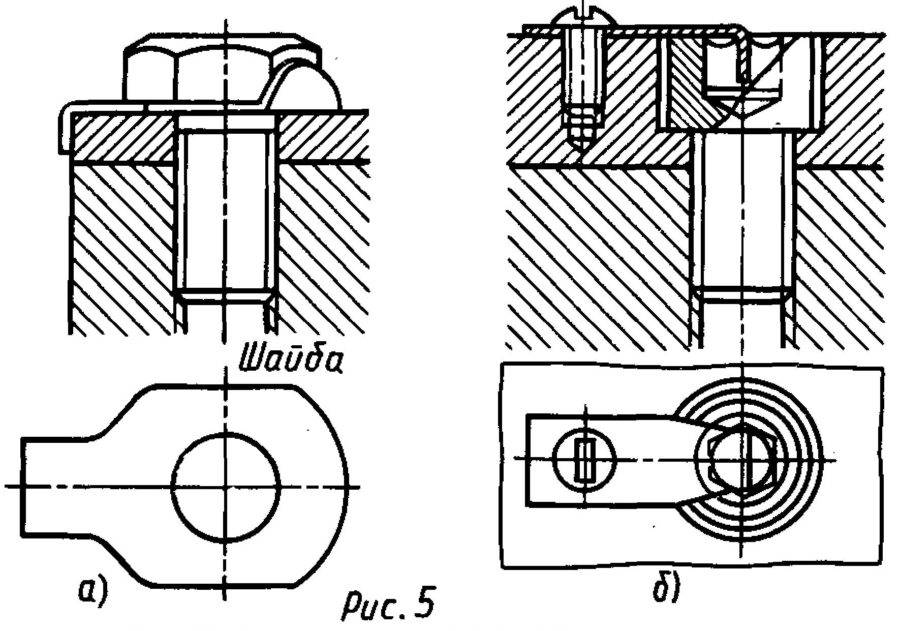
Если в болтовом соединении применяется рифленый болт, то и гайка в нем тоже должна быть рифленая (рисунок 5). Это нужно для того, чтобы обеспечивать высокое трение на всех поверхностях соединения. В болтовом соединении с рифлеными болтом и рифленой гайкой шайбы не применяются.
|

Рисунок 5 — Болты и гайки с рифленой опорной поверхностью
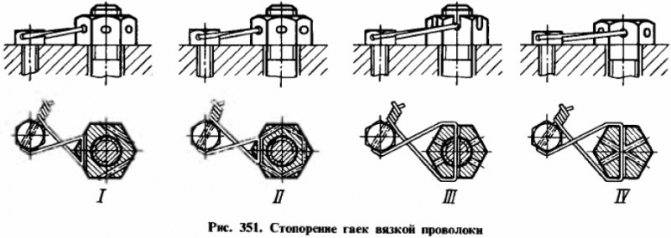
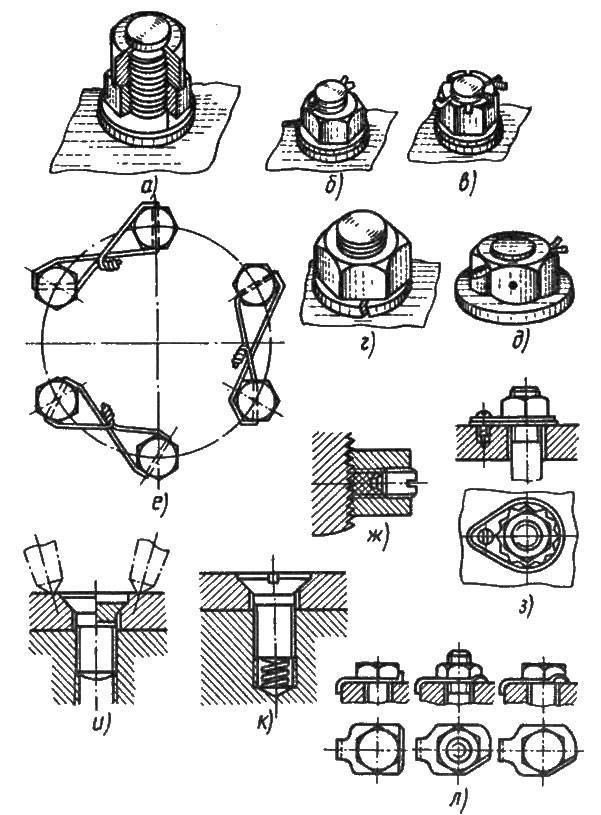
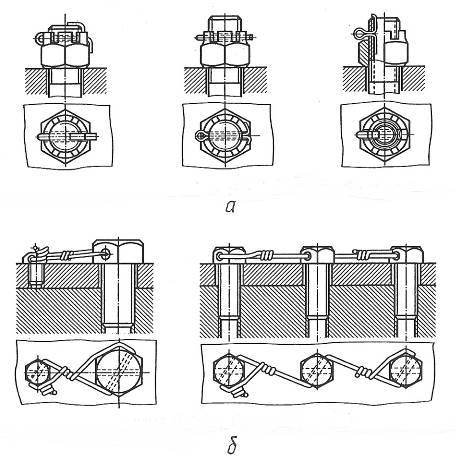
Стопорение проволокой
На основании утверждённого стандарта допускается стопорение проволокой. Такой принцип называется обвязкой. Он имеет два способа фиксации:
- стопорение между собой гайки и болта;
- фиксация гайки или болта к корпусу детали.
Для реализации этого метода в головках болтов или закреплённых гайках просверливают сквозные отверстия, через которые пропускают стальную проволоку. Их сверлят перпендикулярно поверхности фиксируемой детали. Проволокой обматывают (обвязывают) каждую деталь, зажимая их в требуемом положении. ГОСТ допускает стопорение одного конструктивного элемента или нескольких, создавая единую систему обвязки. Применение одновременной контровки группы гаек или болтов позволяет повысить надёжность всей конструкции. Повышения надёжности добиваются сверлением трёх отверстий. Крупногабаритные гайки обвязываются через шесть отверстий. Получатся бесступенчатая угловая фиксация.
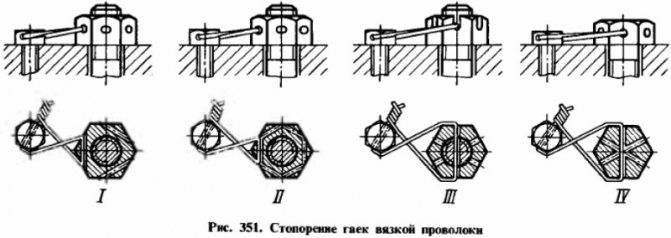
В противном случае происходит самопроизвольное раскручивание, что вызывает ослабление скрепляемой конструкции.