Неисправности
Среди наиболее распространенных поломок кузнечного зубила выделяют:
- излом;
- затупление;
- появление зазубрин;
- деформация, кривизна бойка;
- холодный наклеп на бойке, который чреват сколами и летящими осколками.
Излом бойка зубила
Неисправности возникают в случае неправильного выполнения рубки, при длительной эксплуатации инструмента, при наличии заводского брака. Периодически (не реже одного раза в квартал) необходимо осматривать зубило на наличие каких-либо повреждений бойка или рукоятки. Неисправные инструменты, имеющие дефекты, необходимы изымать из эксплуатации.
Типы и разновидности зубил
Теперь, более
подробно рассмотрим виды зубил, которые чаще всего применяются на практике.
Понятно, что в зависимости от типа зубила, будет различной его функциональность
и назначение. Что ж, какие виды зубил нам известны?
Слесарное
зубило. Пожалуй, наиболее распространенный тип данного инструмента, который
применяется для рубки незакаленного металла. Этот тип инструмента можно
встретить практически у любого мастера или просто мужчины, который умеет
обращаться с инструментами. С помощью такого зубила можно выполнять различные
задачи, начиная от тех, которые предусмотрены устройством инструмента, и
заканчивая импровизацией его использования.

Крейцмейсель.
Одно из разновидностей зубила, которое имеет некоторое конструкционное отличие.
Так, если обычное зубило имеет обычную, заостренную кромку, то в случае с
креймейселем, эта кромка имеет еще и зауженный вид. Это необходимо для вырубки
пазов, а также небольших канавок на поверхности металла.

Канавочник.
Данный вид зубила является одним из разновидностей крейцмейселя, который
отличается лишь присутствием фигурной режущей кромки. С помощью такой кромки,
можно делать фигурные вырезы на поверхности металла или камня (в зависимости от
материала инструмента, как мы и говорили выше).

Пика-зубило.
Собственно, это практически обычное зубило, однако имеет одно конструктивное
отличие. Оно предназначено для оснастки электрических инструментов. Сюда
относится зубило для перфоратора и зубило для пневматического бетонолома, для
различных отбойных или рубильных молотков, и так далее. Форма режущей кромки
инструмента ничем не отличается от обычного зубила.

Кузнечное
зубило. Еще одна разновидность зубила, которая заключается в наличии деревянной
ручки, подобно молотку или кирке. Такая особенность позволяет рабочему
(кузнецу) удалиться от поверхности раскаленного металла, на безопасное
расстояния, и продолжать выполнять работу. Но, не исключено и использование
такого зубила и для холодной рубки. Кроме того, такие зубила могут иметь как
классическую форму кромки, так и зауженную, в зависимости от задач, которые
необходимо решить мастеру.

Итак, чтобы
купить зубило, прежде всего, вам необходимо поставить задачу – для чего оно нужно?
Если вы собираетесь работать с металлом, обратите внимание на зубила из
углеродистой, инструментальной стали. Если же это будет работа с камнем –
воспользуйтесь зубилами из конструкционной стали. Далее, руководствуйтесь тем,
что вы будете делать, и в каких случаях применять зубило
Используете его
ручным способом – остановитесь на слесарном зубиле. Решили использовать
инструмент в сочетании с каким-нибудь электрическим прибором – используйте
зубило для перфоратора, например
Далее, руководствуйтесь тем,
что вы будете делать, и в каких случаях применять зубило. Используете его
ручным способом – остановитесь на слесарном зубиле. Решили использовать
инструмент в сочетании с каким-нибудь электрическим прибором – используйте
зубило для перфоратора, например.
И, конечно же,
всегда обращайте внимание на производителя зубил. Как правило, инструменты от
неизвестного производителя могут оказаться некачественными – концы зубила могут
быть не обработаны термическим способом, поэтому металл будет мягким, и оно
быстро придет в негодность. Хорошее и качественное зубило прослужит очень
продолжительное время, и вряд ли когда-нибудь оно будет нуждаться в замене.
Хорошее и качественное зубило прослужит очень
продолжительное время, и вряд ли когда-нибудь оно будет нуждаться в замене.
Еще статьи из раздела:
— Выколотки. Что входит в набор?
— Кернер
— Пробойник
—Как заделать щель в бетонном полу?
— Способы устранения лакокрасочных материалов
— Сверла по металлу – виды и назначение
— Циркулярная пила из дрели
— Насадки на дрель — своими руками
— Трубогиб своими руками. Несколько вариантов
— Лобзик-станок — своими руками
Виды и особенности
В зависимости о назначения выделяют несколько разновидностей зубил:
Крейцмейсель — имеет заостренную и зауженную кромку, что позволяет создавать небольшие канавки и пазы на металлических поверхностях.
Пика — предназначена для использования с электроинструментом (отбойным молотком, перфоратором или пневматическим бетоноломом). Инструмент может вставляться в обычное сверло или в специальный зажим. У приспособлений данного типа отсутствует рукоятка и протектор.
Канавочное — используется для создания фигурных вырезов на поверхности заготовки.
Слесарное — наиболее распространенный вид, применяется для работы с незакаленным металлом.
Кузнечное — подразумевает наличие деревянной рукояти, благодаря чему такие изделия могут использоваться не только для холодной, но и для горячей рубки железа без риска получения ожога
Важно, чтобы вес инструмента соотносился с массой молотка.
Бородок — отличительной особенностью зубил данного типа является круглое сечение. Они обычно применяются для создания отверстий в металлических листах, а также при демонтаже шпонок и шплинтов
Рабочая часть имеет форму усеченного конуса, а обратная сторона представляет собой квадрат, прямоугольник, круг или треугольник с острыми краями.
Кернер — с его помощью можно создавать лунки в деталях из металла, что значительно облегчает последующее сверление.
Рубка металла
Рубкой называется операция, при которой с помощью режущего инструмента с поверхности заготовки или детали удаляются лишние слои металла или заготовка разрубается на части.
Применяется рубка в тех случаях, когда станочная работа трудно выполнима или нерациональна и когда не требуется высокой точности обработки.
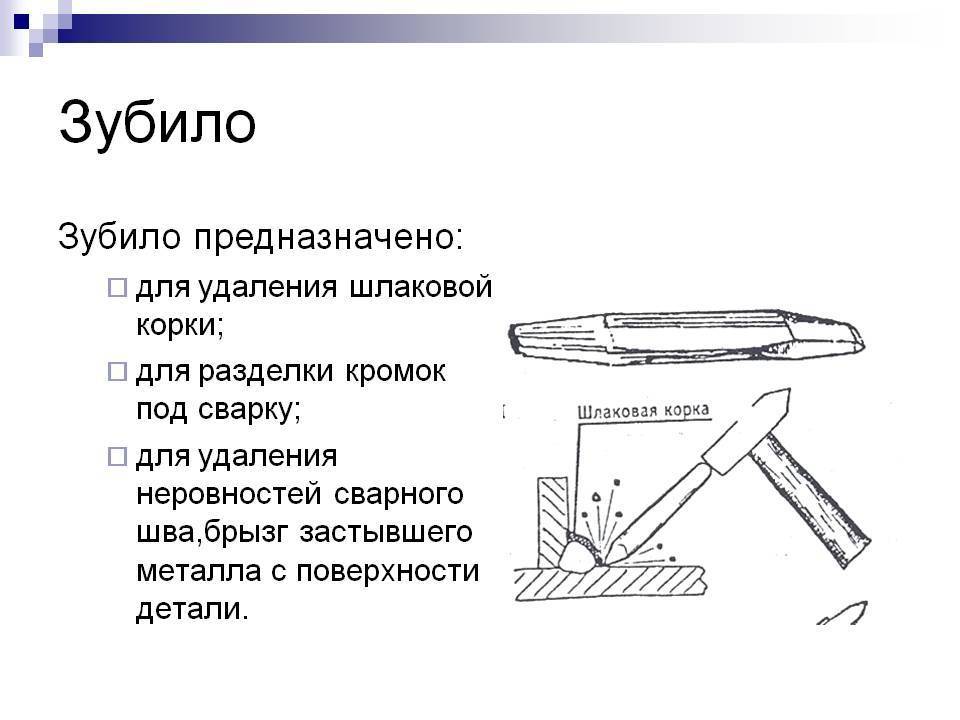
Рубка применяется для удаления (срубания) с заготовки небольших неровностей, шероховатостей, снятии твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях. Кроме того, при помощи рубки вырубают шпоночные пазы, смазочные канавки, разделывают трещины в деталях под сварку (разделка кромок), срубают головки заклепок при их удалении, вырубают отверстия в листовом материале, отрубают от пруткового, полосового или листового металла какую-то часть.
Точность обработки, достигаемая при рубке составляет 0,5 – 1 мм.
Производится рубка при неподвижном положении обрабатываемой детали. Обычно заготовку перед рубкой закрепляют в тисках. Крупные заготовки рубят на плите или наковальне, а очень крупные – в том месте, где они находятся.
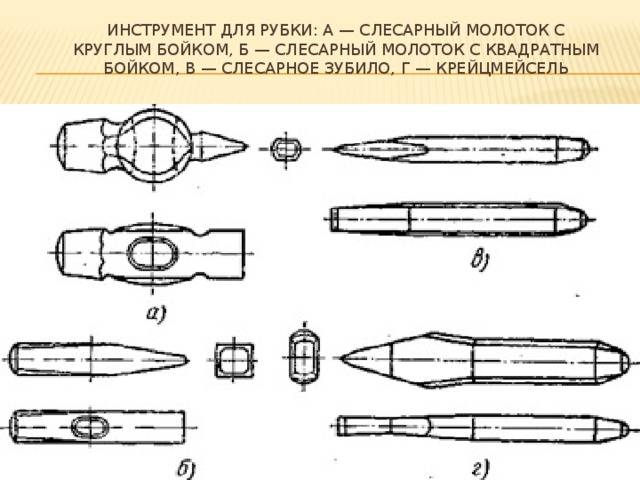
Основными режущими инструментами при ручной рубке являются зубило, крейцмейсель и др., а ударным инструментом – слесарные молотки.
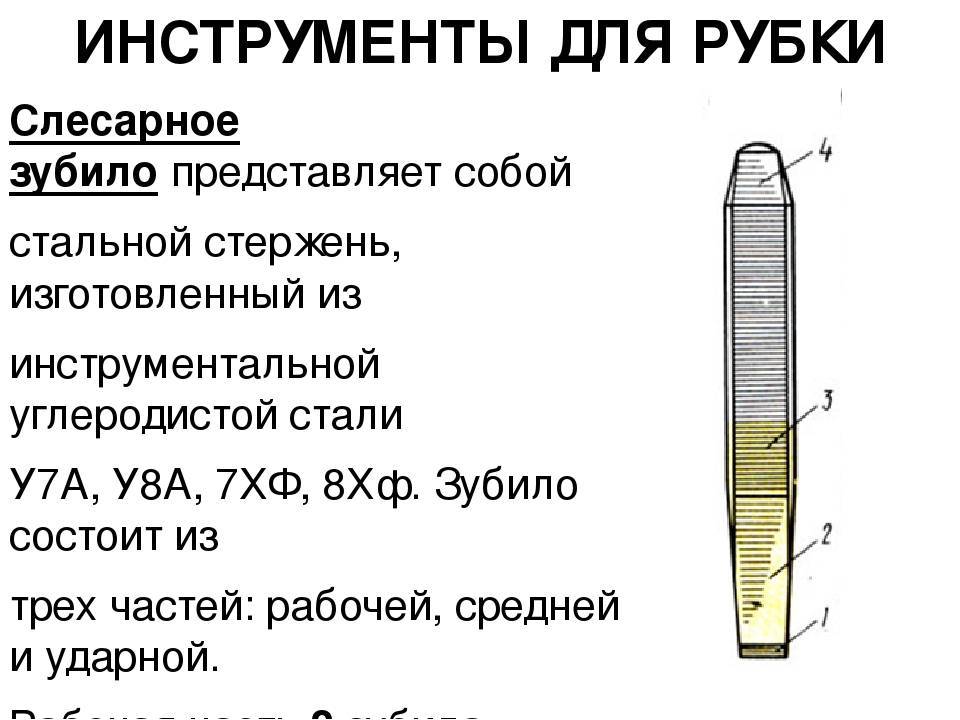
Простейшим режущим инструментом, служащим для рубки металла, обрубки заусенцев, грубого выравнивания поверхностей, срубания головок заклепок, вырубания пазов и отверстий является зубило.
Зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой стали У7А6, УВА, 7ХВ, 8ХВ.
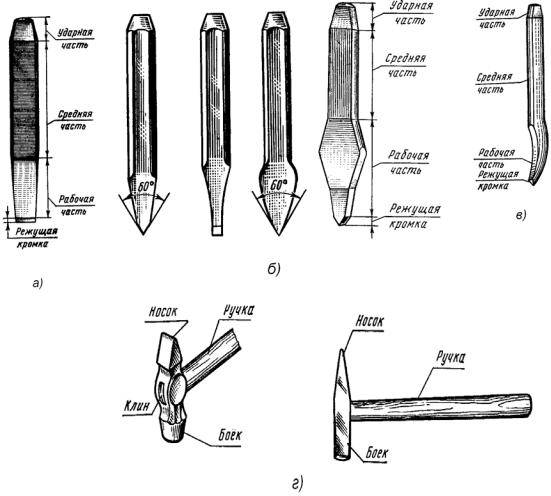
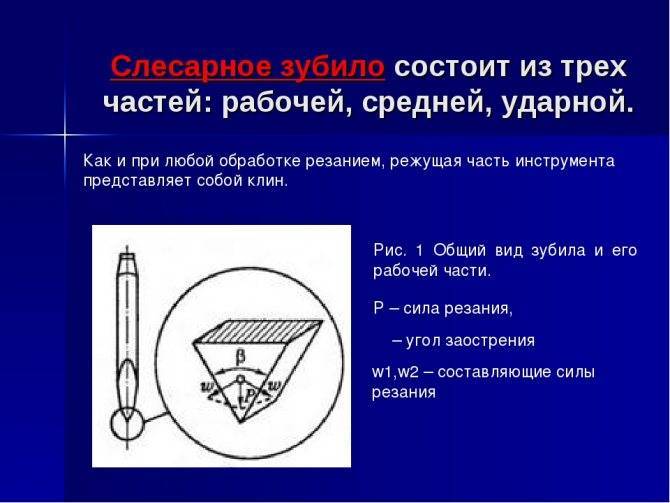
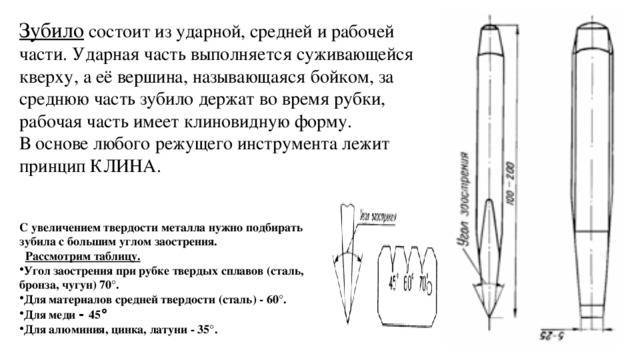
Зубило состоит из трех частей: рабочей, средней и ударной.
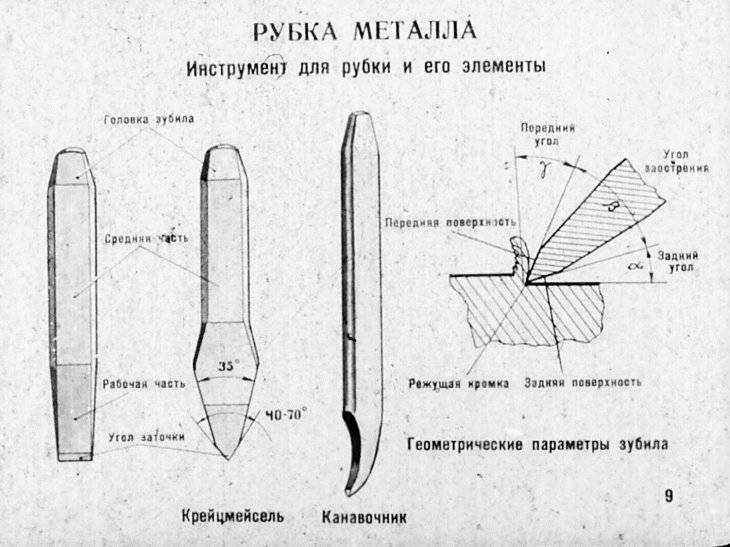
Рабочая часть зубила представляет собой стержень с клиновидной режущей частью – лезвием на конце, заточенной под определенным углом.
Ударная часть – боек сделана суживающейся кверху, вершина ее закруглена. Угол заострения (угол между боковыми гранями) выбирается в зависимости от твердости обрабатываемого металла. За среднюю часть зубило держат при рубке.



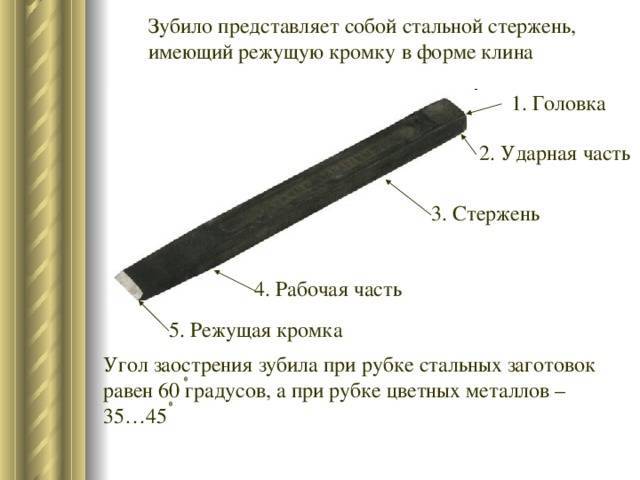

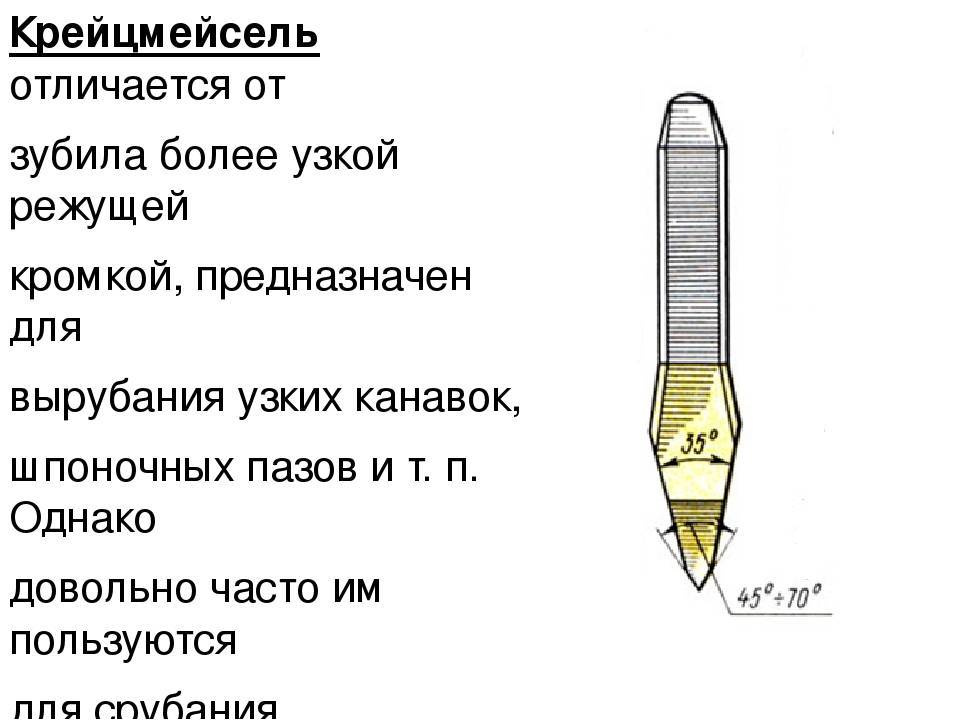
Для рубки металлов рекомендуют следующие углы заострения: для твердых материалов – сталь, бронза, чугун – 70 градусов; для материалов средней твердости – сталь – 60 градусов; для мягких материалов, таких как латунь, медь, титановые сплавы – 45 градусов; для алюминиевых сплавов – 35 градусов.
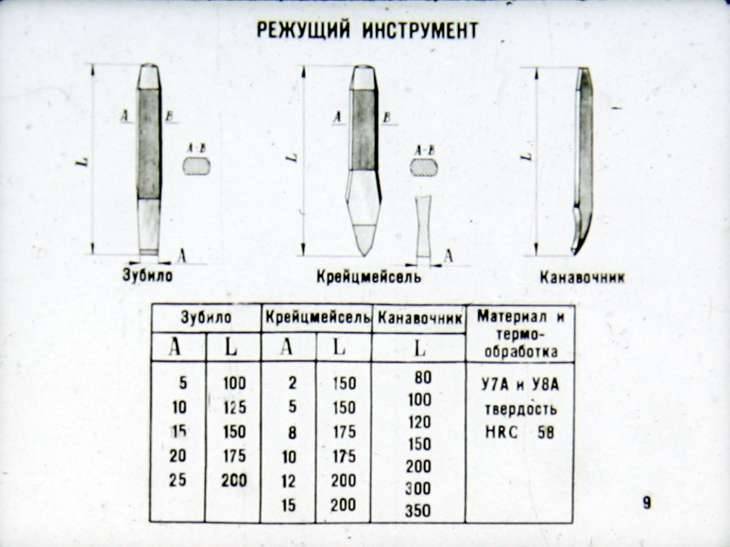
Длина зубила может быть 100, 125, 200 мм, ширина рабочей части – 5 мм, 10 мм,16 и 20 мм.
Рабочая часть зубила на длине 15 – 30 мм закаливается и отпускается. При испытании зубила на прочность им отрубают зажатую в тиски стальную полосу марки Ст6 толщиной 3 мм шириной 50 мм.
После испытания на лезвии зубила не должно быть вмятин, выкрошенных мест и заметных следов затупления.
Для определения степени закалки зубила пользуются старым напильником. Им проводят по закаленной части зубила. Если при этом напильник не снимает стружку с закаленной части зубила, а на ней остаются лишь едва заметные риски, закалка выполнена качественно.
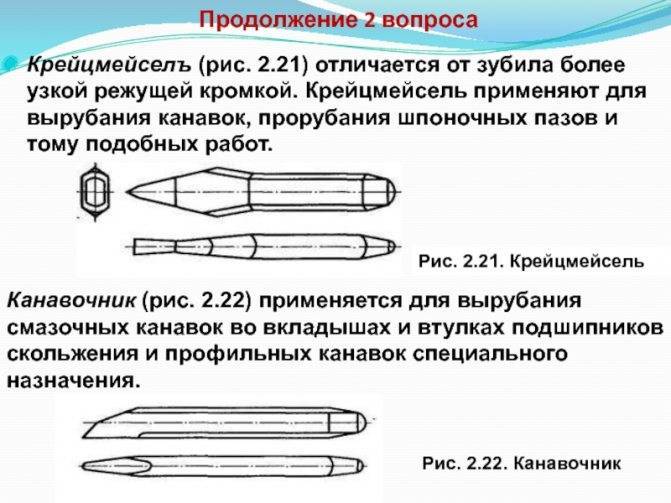
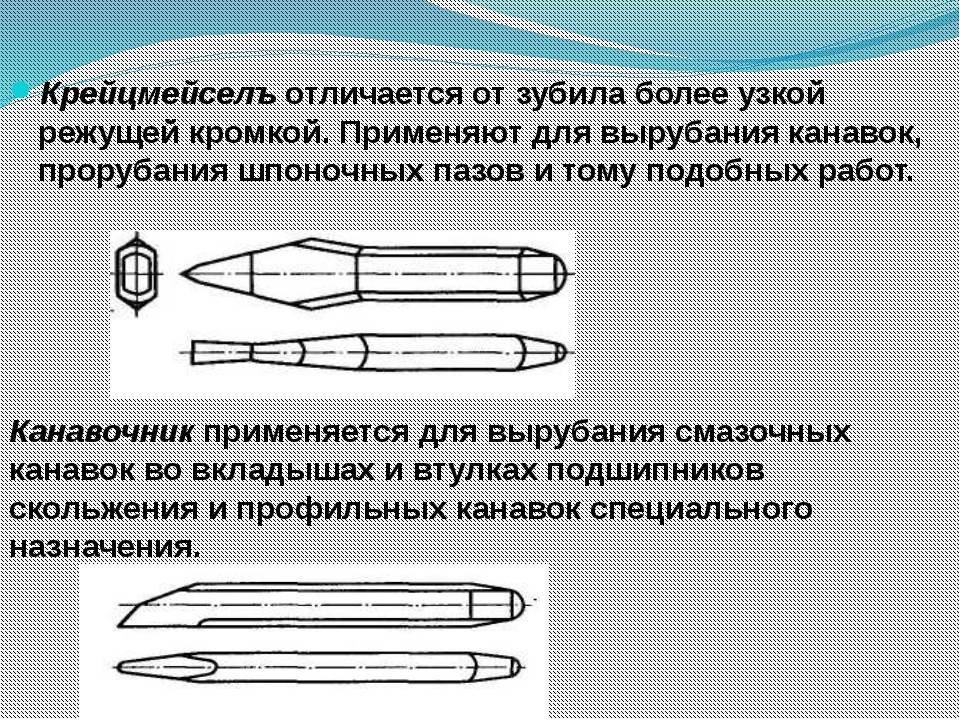
Крейцмейсель служит для прорубания узких пазов и канавок. От зубила он отличается более узкой режущей кромкой. Однако его можно использовать и для срубания поверхностного слоя с широкой плиты. Для этого сначала крейцмейселем прорубают канавки, а оставшиеся вырубают зубилом.
Материалы для изготовления крейцмейселя и углы заострения, твердость рабочих и ударных частей такие же, как и у зубила.
Для вырубания профильных канавок – полукруглых, двугранных и других применяют специальные крейцмейсели – канавочники. Канавочники отличаются от крейцмейселя только формой режущей кромки. Изготовляют их из стала У8А длиной 80, 100, 120, 150, 200, 300 и 350 мм с радиусом закругления 1; 1,5; 2,0; 2,5; 3 мм.
Зубило кузнечное — Москва
Новые технологии снабжения город Москва!
Фактически Вы объявите Тендер на Зубило кузнечное в регионе Москва.
Отправить заявку поставщикам
Наша автоматическая система очень проста. Metal100.ru — это информационный портал, здесь представлены цены основных поставщиков металлопроката с ежедневным обновлением ценовых предложений. Как только Вы отправите свою заявку на поставку, система автоматически оповестит всех поставщиков в городе Москва, а так же в других указанных Вами регионах. Получив Ваш запрос, поставщики сделают соответствующий расчёт и предлежат Вам лучшие цены!
Кроме того, на нашем сайте размещены прайс-листы основных поставщиков, и Вы всегда можете сравнить актуальность поступивших предложений.
Экономьте время и деньги!
Так же просим обратить Ваше внимание на авторизацию пользователя. Как правило, все авторизованные поставщики металлопроката имеют Рейтинг и отзывы покупателей
Неавторизованные пользователи в основной своей массе небольшие металлотрейдеры, занимающиеся поставкой мелкооптовых партий, что не гарантирует 100% выполнение последними своих обязательств по срокам и качеству продукции.
Остерегайтесь мошенников!
Удобная навигация портала МЕТАЛ100 позволяет в несколько кликов находить нужный Вам сортамент металлопроката в регионе Москва. Сравнивайте цены поставщиков сортамента Зубило кузнечное и выбирайте лучшее предложение!
Желаем Вам удачных сделок!
Как сделать зубило своими руками?
В отдельную группу относят изделия, которые изготавливаются своими руками. Сегодня сделать зубило своими руками можно при использовании пружины в качестве основы, которая изначально изготавливается из закаленного справа. Для работы потребуется следующее:
- Кузнечный горн.
- Кувалда.
- Вермикулит.
- Наковальня.
- Шлифовальное оборудование.
- Напильники и специальные щипцы.
- Масло.

Не стоит забывать о том, что при работе следует обеспечить высокую степень защиты. Поэтому требуются очки, перчатки, а также специальная одежда. Также проводится и заточка зубила слесарного в домашних условиях.
Инструкция по проведению рассматриваемой работы выглядит следующим образом:
- Один виток отрезается, разогревается и выпрямляется. Выбирается такой объем материала, которого будет достаточно для получения конечного изделия.
- Рабочей части придается требуемая форма. Стоит учитывать, что форма режущей кромки получается уже после изготовления заготовки.
- Полученная заготовка обрабатывается напильниками. Стоит проводить обработку напильником также с учетом того, какую нужно получить форму.
- Часто можно встретить рекомендации, связанные с темой закаливаем в домашних условиях. Рассматриваемый сплав нагревается до температуры 760 градусов Цельсия, после чего проводится охлаждение в подготовленном масле. Рекомендуется использовать масло по причине того, что оно снижает вероятность появления окалины и других дефектов.
- Следующий шаг заключается в нагреве до температуры 200 градусов Цельсия, после чего заготовка остывает в естественных условиях. Это требуется для снижения внутренних напряжений. Если не провести отпуск, то во время удара может появится трещина. Начинать дальнейшую обработку до полного высыхания изделия не рекомендуется.
- Далее поверхность шлифуется, придается требуемый угол заточки зубила слесарного. Шлифовке следует уделять довольно большое количество внимания. Это связано с тем, что после отпуска остаются дефекты, которые делают дальнейшую работу менее комфортной.
Приведенная выше информация указывает на то, что провести изготовление инструмента своими руками практически невозможно. Для этого требуется специальное оборудование.
При этом угол заострения зубила обеспечивается за счет применения шлифовального оборудования, к примеру, напильников. Процедура заточки проводится периодически, поэтому требуется специальное оборудование.
https://youtube.com/watch?v=W_pPGmX-VEE
В заключение отметим, что на момент выбора подходящего слесарного зубила проводится тщательный визуальный осмотр. На данном этапе определяется факт отсутствия серьезных дефектов. Из-за довольно широкого ассортимента выбрать качественное изделие достаточно сложно, в продаже встречается просто огромное количество дешевых подделок, которые не прослужат в течение длительного периода.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Зубила должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Зубила должны изготовляться из инструментальной стали марок 7ХФ, 8ХФ по ГОСТ 5950* и У7А, У8А по ГОСТ 1435. ________________ * На территории Российской Федерации документ не действует. Действует ГОСТ 5950-2000. — Примечание изготовителя базы данных. Допускается изготовлять зубила из сталей других марок с механическими свойствами в термически обработанном состоянии не ниже, чем у перечисленных марок сталей.
2.3. Твердость зубил должна соответствовать указанной: рабочей части зубил на длине не менее 0,5 от режущей кромки для стали марок:
7ХФ, 8ХФ | 56…60 HRC |
У7А, У8А | 54…58 HRC |
ударной части зубил на длине не менее 1,5 от ударного торца для стали марок:
7ХФ, 8ХФ | 41,5…46,5 HRC |
У7А, У8А | 36,5…41,5 HRC |
2.4. Параметры шероховатости поверхностей зубил по ГОСТ 2789 под покрытия должны быть: режущих граней мкм, а остальных поверхностей мкм.
2.5. Зубила должны иметь одно из защитно-декоративных покрытий, указанных в табл.3.
Таблица 3
Группа условий эксплуатации по ГОСТ 9.303-84 | Вид покрытия | Обозначение покрытия | |
по ГОСТ 9.306 | по ГОСТ 9.032 | ||
1 | Окисное с промасливанием | Хим. Окс. прм. | — |
Фосфатное с промасливанием | Хим. фос. прм. | — | |
Хромовое толщиной 9 мкм | Х9 | — | |
2-4 | Хромовое толщиной 1 мкм с подслоем никеля, нанесенного способом катодного восстановления толщ. 12 мкм | Н12.Х | — |
Цинковое толщиной 15 мкм с хроматированием | Ц15.хр | — | |
Фосфатное с последующей окраской поверхностей зубила нитроглифталевой эмалью НЦ-132 различных цветов по II классу | — | Хим. фосф. Эм. НЦ-132 разл. цв. II. | |
5-8 | Кадмиевое толщиной 21 мкм с хроматированием | Кд 21.хр | — |
Хромовое толщиной 1 мкм с подслоем никеля, нанесенного способом катодного восстановления толщиной 14 и 7 мкм | Нд. 21.Х | — |






Примечания:
1. По согласованию с потребителем допускается применять металлические и неметаллические покрытия по ГОСТ 9.303, ГОСТ 9.306, ГОСТ 9.032 по защитно-декоративным свойствам, не уступающим указанным в табл.3.
2. Зубила, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративное покрытие не ниже 2-4 группы условий эксплуатации по ГОСТ 9.303. Допускается по согласованию с потребителем применение защитно-декоративных покрытий 1-й группы условий эксплуатации.
2.4; 2.5. (Измененная редакция, Изм. N 1).
2.6. При окисном, фосфатном и лакокрасочном покрытиях режущая часть и торец ударной части должны быть осветлены. Допускается по согласованию с потребителем изготовлять зубила без осветления.
2.7. Качество покрытий зубил должно соответствовать требованиям ГОСТ 9.301 и ГОСТ 9.032.
2.8. Внешний вид зубил, предназначенных для экспорта, должен соответствовать образцу-эталону, утвержденному в установленном порядке.
2.9. Переточка зубил осуществляется до длины их рабочей части не более 0,25.
2.10. Надежность зубил определяется полным установленным ресурсом, выраженным отрубкой ленты из стали марки Ст6 по ГОСТ 380* высотой не менее 20 мм с размерами (толщинадлину) 3х300 и 3х400 мм для зубил длиной 100-160 мм, изготовленных соответственно из углеродистой и легированной сталей, и 5х400 и 5х500 мм — для остальных зубил. ______________ * На территории Российской Федерации документ не действует. Действует ГОСТ 380-2005, здесь и далее по тексту. — Примечание изготовителя базы данных.
Критерием предельного состояния является появление расклепанных участков на ударной части зубила или появление радиуса затупления на рабочей части более 0,4 мм.
2.11. На державке каждого зубила должны быть четко нанесены: товарный знак предприятия-изготовителя; ширина режущей кромки; марка стали (для зубил, изготовленных из хромванадиевой стали); цена (для розничной продажи).
2.12. Консервация зубил — по ГОСТ 9.014 для категорий условий хранения 2.
Внутренняя упаковка зубил — ВУ-1, ВУ-5, ВУ-7 по ГОСТ 9.014.
2.13. Каждое зубило, предназначенное для розничной продажи, должно быть уложено в индивидуальную потребительскую тару.
2.14. Остальные требования к маркировке и и упаковке транспортной и потребительской тары — по ГОСТ 18088.
2.10-2.14. (Введены дополнительно, Изм. N 1).
Что учесть в выборе зубила?
Назначение является основным критерием выбора. Форма сечения, наличие рукоятки и протектора – эти и другие особенности конструкции в дальнейшем определят и эргономику модели, и ее эффективность в выполнении тех или иных рабочих действий. Вместе с этим следует учитывать ресурс изделия. Как определяет ГОСТ, зубило слесарное по радиусу затупления в рабочей части должно иметь не более 0,4 мм.
Чтобы не прогадать в выборе по этому параметру, желательно ориентироваться на версии из высокопрочных инструментальных сталей. Что касается наборных комплектов, то их стоит приобретать с расчетом на выполнение разных слесарных и плотницких задач.
Для узкоспециализированного применения есть смысл приобретать целенаправленно модель с подходящими свойствами. Опять же, в таком выборе учитывается сечение, ширина рабочей основы, возможности для защиты рук и другие характеристики.
Зубило — это… Что такое Зубило?
Эта статья об инструменте; об автомобиле с таким прозвищем см.: LADA Samara. Зубила с непригодным затыльником Зуби́ло — ударно-режущий инструмент для обработки металла или камня. При сообщении зубилу ударного усилия со стороны бойковой части (затыльника) с помощью молотка, кувалды, бойка отбойного молотка, рубильного молотка, бетонолома или перфоратора режущая кромка зубила воздействует на обрабатываемый материал, разрезая его или раскалывая.
Устройство зубила и применение
На рисунке показана режущая кромка с углом заострения α. Угол α выбирается из ряда 35°, 45°, 60°, 70° в зависимости от условий работы инструмента Зубило представляет собой, в большинстве случаев, продолговатый стержень, в сечении имеющий прямоугольную, круглую, овальную или многогранную форму. Зубило затачивается с одного конца (рабочая часть), а другой конец его тела (затыльник) предназначен для ударов молотком. Для обеспечения безопасной работы и защиты рук от случайных ударов молотка, на тело зубила может надеваться «грибок» — полая рукоятка с бортиком, выполненная из резины, дерева, пластмассы или металла. Рабочая часть зубила имеет двухстороннюю заточку с главным и вспомогательным углами резания; для повышения стойкости режущая кромка слегка затуплена. Хвостовик и рабочая часть зубила обязательно подвергается термоулучшению.
В зависимости от условий работы для изготовления зубил применяют следующие материалы:
- Углеродистые инструментальные стали (У7, У8, У9, У7А, У8А, 6ХС, 9ХС): для рубки металлов.
- Конструкционные стали (45, 50, 40Х, 60С2) оснащённые твердосплавными пластинами (ВК15, ВК20, ВК25, ВК30, ВК8В): для рубки камня.
Кроме того, зубило возможно использовать как импровизированный ключ: на грани гайки делается насечка, и, установив зубило под углом к грани гайки, несильными ударами молотка гайка откручивается/закручивается. Метод позволяет откручивать/закручивать гайки со «слизанными» гранями, но требует определённого навыка.





Разновидности зубил
Слесарное зубило — для рубки незакалённых металлов.
- Крейцмейсель — имеет зауженную режущую кромку, предназначен для вырубки пазов и канавок в металлах.
- Канавочник — разновидность крейцмейселя с фигурной режущей кромкой.
- Пика-зубило — зубило для оснастки пневматических бетоноломов, отбойных и рубильных молотков.
- Кузнечное зубило — насажено на длинную деревянную ручку подобно молотку. Это позволяет удалить держащую зубило руку от раскалённого металла, но может применяться и для холодной рубки. Кузнечные зубила могут быть и фасонными, с закруглённой режущей кромкой. Кузнечное зубило относится к накладному кузнечному инструменту.
Зубило в культуре
| Возможно, этот раздел содержит оригинальное исследование. Добавьте ссылки на источники, в противном случае он может быть удалён.Дополнительные сведения могут быть на странице обсуждения. |
- в советском фильме 1956 года «Старик Хоттабыч» — название одной из футбольных команд;
- шутливое название автомобилей семейства Лада Самара (ВАЗ-2108, ВАЗ-2109, ВАЗ-21099). Такое прозвище автомобили получили благодаря заострённой форме решётки радиатора на автомобилях первых годов выпуска. Впоследствии форма решётки была изменена, но прозвище осталось. По другой версии прозвище «зубило» досталось из-за крепкого бампера (с установленной внутри него металлической балкой), т.к. зачастую после ДТП с участием иномарки и Самары, бампер Самары оставался целый несмотря на то, что кузов иномарки (поглощающий удар) при этом был сильно изувечен, зачастую бампер Самары остаётся не сильно повреждённым даже в тех случаях когда он сильно вдавлен в кузов Самары смяв собой радиатор и другие элементы конструкции.
Литература
- Шмаков В. Г. Кузница в современном хозяйстве. — М.: Машиностроение, 1990. — 288 с. — 58 800 экз. — ISBN 5-217-00854-7
- Иванов В. Н. Словарь-справочник по литейному производству. — М.: Машиностроение, 1990. — 384 с. — 25 000 экз. — ISBN 5-217-00241-7
Ссылки
Слесарные инструменты Измерительные приборы Сельскохозяйственный (садовый) инструмент Метеорологические приборы и инструменты dic.academic.ru
Устройство и принцип действия
Конструкция инструмента довольно проста – металлический стержень с заточенной кромкой на одном конце и деревянная рукоятка на другом. Для столярного инструмента существуют стандарты – долото ГОСТ 1185-80 определяет как ручной инструмент ударного типа.
Конструкция, несмотря на простоту, имеет свои особенности, а детали свои собственные названия. Металлический клинок называется полотном, деревянная часть именуется рукояткой.
Инструмент используется для долбления отверстий в продольном и поперечном направлении волокон древесины. При работе молотком или киянкой наносятся удары по рукоятке. Для того чтобы рукоятка не растрескивалась в верхней ее части допускается установка металлического кольца.
В работе долото используется следующим образом:
- На заготовке расчерчивается место, которое необходимо выдолбить;
- Острым краем лезвия ставится на линии перпендикулярной, направлению волокон и легким ударом киянки делает насечка;
- Аналогичным образом делаются насечки по всему периметру выемки;
- После того как будет сделана насечка по всему периметру делается выемка 3-4 мм древесины из отверстия;
- Следующим действием идет выемка слоя в 2-3 мм;
- После этого снова делается насечка по периметру;
- Далее операция повторяется до достижения нужной глубины выемки.
Типы хвостовика
Для плотницкого и столярного типа инструмента допускается использование двух видов хвостовиков. Для столярного, чаще используется хвостовик в виде заостренной пики. Плотницкий вид может использовать и пикообразный хвостовик и хвостовик в виде чаши.
Такие типы хвостовиков используются в зависимости от назначения – чаша изготавливается для стержней в 18-25 мм, который используется в плотницком деле и способен выдерживать большие нагрузки.
Пика, используется для стержней небольшого размера. Такие типы хвостовиков кроме жесткой фиксации в массиве рукоятки дополнительно фиксируются металлическим колпачком со стороны лезвия. При использовании долота с таким типом рукоятки не стоит усердствовать молотком, лучше использовать деревянную киянку или колотушку.
Материал
В государственном стандарте определен и тип используемого материала для изготовления стержня. Для изготовления клинка используются 12 марок стали, для деревянной рукоятки используемый материал должен быть из твердых пород дерева.
Размеры и вес
Для инструмента определены и такие стандарты как размеры и вес. Столярные долота предназначены для чистовых работ и размеры их меньше. Так, при ширине клинка 6 мм максимальная масса должна быть 180 грамм. Самый большой вес столярного долота шириной стержня в 20 мм равняется 370 грамм.
Плотницкий инструмент мощнее и соответственно тяжелее – при ширине лезвия 16 мм вес должен быть не более 430 грамм, а для самого большого шириной 25 мм — масса должна равняться 630 грамм.
Плотницкий инструмент имеет и большую длину – общая длина с рукояткой составляет 345 мм. Длина полотна равна 150-157 мм. Столярный меньше — общая длина его составляет 315 мм, из которых рабочий стержень имеет длину 165 мм. Длина рукояти составляет 185 мм общая, а рабочая часть составляет 110 мм. Форма рукояти сложная – в срезе она составляет 40 на 36 мм.
Как использовать?
- Перед тем как начать работу с зубилом, необходимо убедиться в целостности его рабочей поверхности. Для этого достаточно осмотреть кромку лезвия на наличие трещин, сколов и тому подобных дефектов. В случае обнаружения таковых не рекомендуется работать инструментом во избежание травм.
- При работе обязательно используйте очки и перчатки. Можно дополнить приспособление защитной резиновой накладкой, которая повысит уровень безопасности мастера. Помните, что инструмент должен быть сухим, иначе он может выскользнуть из руки (это касается как молотка, так и самого зубила). При работе необходимо внимательно следить за тем, чтобы рядом не находились посторонние.
- Не забывайте делать разметку на материале. Тонкий, но крупногабаритный лист металла можно рубить на наковальне. Зубило стоит держать вертикально. Если заготовка невелика, но имеет большую толщину, лучше зажать ее в тиски. Губки должны сравняться с нанесенной разметкой. Если же толщина металла значительна, то линия разметки должна располагаться на 4 мм выше них. Молоток делает короткие и четкие удары по задней части зубила, расположенного под нужным углом.
При работе с металлическими листами учитывайте их вид и толщину (листы большой толщины следует рубить за несколько подходов). Если нужно отрубить с помощью зубила кусок проволоки, не старайтесь сделать это за один удар, потому что отрезанная часть может отлететь в случайном направлении, из-за чего вам придется тратить время на ее поиски. Лучше сделайте один легкий удар (надруб) небольшой величины и обломайте нужный вам кусок, который в итоге останется у вас в руках.
Не стоит забывать, что вес молотка должен быть больше, чем вес зубила минимум в несколько раз. В противном случае работа станет настоящей проблемой: молоток будет соскальзывать с поверхности ударной части зубила, а производительность будет близка к нулю
Также важно состояние молотка, в частности, надежность его крепления к рукоятке. Если при работе ударная часть инструмента выскочит из крепления, появится риск получить травму.
Помните, что зубило должно иметь правильный угол заточки. Чем тверже металл, с которым нужно работать, тем большим будет угол
Для чугуна, твердых видов стали и бронзы предполагается угол заточки 70 градусов. Для материалов средней мягкости и мягкой стали (латунь, цинк, медь) – 60 градусов. Для алюминия необходим инструмент с углом заточки 40 градусов.
Чем тверже металл, с которым нужно работать, тем большим будет угол. Для чугуна, твердых видов стали и бронзы предполагается угол заточки 70 градусов. Для материалов средней мягкости и мягкой стали (латунь, цинк, медь) – 60 градусов. Для алюминия необходим инструмент с углом заточки 40 градусов.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.
Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».
ГОСТ 23726-79 Инструмент металлорежущий. Правила приемки
1 файл 1,022.93 KB
В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.