Об особенностях конструкции
Для достижения необходимого результата в промышленности используют станки исключительно с ЧПУ. Поэтому процессом практически полностью управляет электроника. В состав профессионального станка входят различные системы. К примеру, управление оптимальным зазором. Такая система обеспечивает лучшее расстояние между режущей головкой и обрабатываемым металлом для наибольшей точности в месте среза. Используется и датчик сканирования материала. Он нужен для того, чтобы просканировать металл на наличие неровностей. Показания передаются на ЧПУ, в результате чего изменяется зазор.
Для автоматизации процесса в систему внедряют датчик контроля подачи абразива. Он регулирует количество гранатового песка. Кроме того, такая система останавливает работу в случае попадания в насос высокого давления сторонних элементов (мешковина, крупная фракция). Все это должно работать как одно целое, и только при таком раскладе можно добиться оптимальных результатов. Современный промышленный станок стоит больших денег, поэтому требует регулярного обслуживания. Если его не выполнять, то он может полностью выйти из строя.

За счет чего выполняется резка
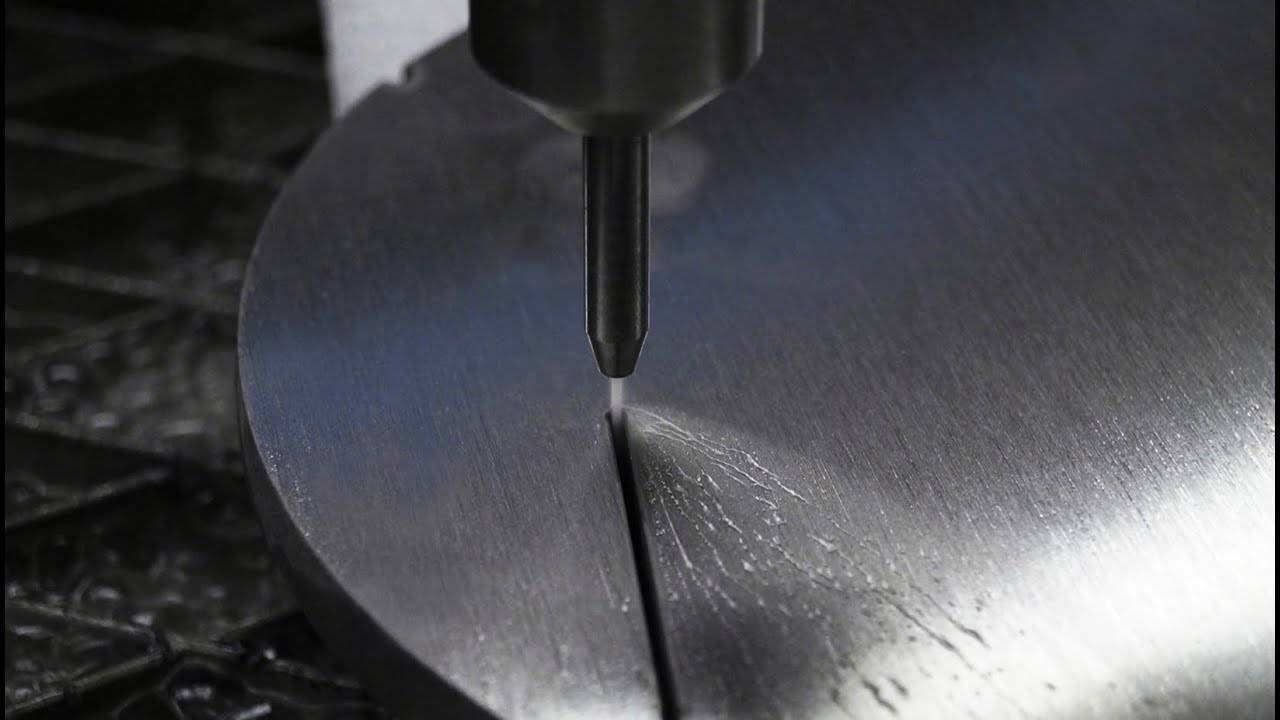
В специальных аппаратах давление воды нагнетается до показателей в несколько тысяч атмосфер. Затем, жидкость подается через ультра тонкое сопло, благодаря чему ударная сила струи возрастает. Таким тонким потоком можно разделять дерево, кожу, пластик. Называется это гидрорезка.
В сочетании с этой технологией, используется более длинное сопло, имеющее внутри смесительную камеру и дополнительный подвод для подачи абразивного материала. Жидкость под давлением здесь играет второстепенную роль, являясь переносчиком твердых частиц. Последние, врезаясь на высокой скорости в основной материал, пронизывают его насквозь, рассекая элементы изделия под углом, заданным соплом. Это называется гидроабразивная резка. Количество и масса абразива зависит от толщины и вида обрабатываемого материала, и настраивается индивидуально для каждой работы.
Станки для гидроабразивной резки с числовым программным управлением
Станок для гидроабразивной резки, оснащенный числовым программным управлением (ЧПУ), позволяет эффективно решать задачи по резке различной степени сложности. Высокая точность, с которой выполняет резку такой станок, позволяет изготавливать даже самые сложные детали и значительно минимизировать расход материала. Технологический процесс выполнения резки с помощью этого аппарата выглядит следующим образом.
- Для каждой детали на станок устанавливается специальное ПО, которое контролирует все параметры резки: состав рабочей смеси, ее давление и др.
- Станок для гидроабразивной резки с программным управлением обеспечивает постоянный контроль качества реза и корректирует режимы работы, если это необходимо. Именно такие опции подобного оборудования способствуют тому, что никакая дополнительная обработка готовых изделий, в том числе и шлифовка, после него не требуется.
- Станки с ЧПУ могут высверливать отверстия, а также выполнять еще целый перечень специфических операций.

Станок гидроабразивной резки — OMAX 60120
Достоинства гидроабразивной очистки:

- Сохранение начального уровня шероховатости и формы поверхности.
- Возможность обрабатывать ажурные и тонкие устройства.
- Отсутствие съема основной поверхности металла.
- Невозможность попадания абразива во внутреннюю структуру поверхности.
- Ликвидация места образования коррозии.
- Возможность проведения последующей дефектоскопии.
- Возможность добавления в процессе очистки специальных средств, предотвращающих повторное появление коррозийных центров.
- Экологичность метода: все абразивы имеют гигиенические сертификаты.
- Отсутствие пыли при обработке.
- Совместимость с имеющимися производственными процессами.
- Применение недорогого и доступного сырья, возможность повторного использования абразива, что приводит к снижению стоимости всего процесса.
- Отсутствие требований по подготовке воды.
- Взрыво- и пожаробезопасность
Гидроабразивная очистка
В настоящее время существует несколько способов очистки металлических поверхностей. Каждый из них имеет ряд преимуществ, а также недостатков. При использовании некоторых из них возникает вопрос об экологичности процесса и о том, как утилизировать оставшиеся отходы. Многие применяют абразивоструйную, дробеструйную, ультразвуковую обработку, чистку водой под высоким давлением, кислотное травление, но, ни один из вышеперечисленных методов не объединяет три главных требования – производительность, экология, качество. Как правило, преимущество отдается производительности, а не экологичности процесса.
Метод гидроабразивной очистки известен довольно давно. Впервые он был применен в 60-е годы, но долгое время не получал должной поддержки так, как его было трудно реализовать в металле. Широкое распространение метода гидроабразивной обработки началось несколько лет назад. В последнее время он активно используется в европейских странах, США, а также и в России. Его применяют там, где необходима скорость, качество, экологичность и безопасность.
Гидроабразивная обработка применяется для очистки поверхностей лопаток беспилотных аппаратов, турбин, авиадвигателей от ржавчины, краски и окалины. Метод гидроабразивной очистки позволяет добиться наивысшей степени Sa3. Согласно нормам Шведской ассоциации стандартов – это обработка до чистой поверхности. В результате чего металл не должен содержать любых видов загрязнений и иметь характерный серо-белый оттенок, небольшую рельефность.
Перед тем как приступить к работе специалисты оценивают степень загрязнения поверхности: А – значительная часть поверхности покрыта окалиной, однако отсутствует ржавчина или присутствует в небольших количествах. B – металлическая поверхность ржавая, в некоторых местах начала отслаиваться. C – металлическая поверхность полностью покрыта ржавчиной, но её можно соскрести. При этом на ней расположены небольшие углубления. D – металлическая поверхность полностью ржавая, невооруженным взглядом можно увидеть небольшие отверстия.
Согласно существующим схемам гидроабразивной обработки выделяют:
- Гидроабразивную обработку с высоким давлением воды. Очистка таким способом обеспечивается наличием установки, которая подает водную струю под давлением до 3000 Бар и пескоструйный аппарат с компрессором, создающим давление до 12 Бар. При этом абразив должен быть сухой, однородной фракции. Смешивание воды с абразивом проходит в специальном резервуаре совмещенного сопла. В результате этого получается водная струя с абразивом под очень высоким давлением. В настоящий момент подобных установок на территории России немного, но в арсенале она есть.
- Гидроабразивная обработка с низким давлением воды. Подобный метод очистки обеспечивается водной струей с абразивом под давлением 12 Бар. Вода подается в специальный отдел распылителя, который закреплен на пескоструйном сопле. В процессе работы вода инжектируется, смешивание абразива и воды происходит на выходе из установки.
WAZER: первый в мире настольный водяной резак
3D-принтеры становятся все более распространенными и доступными. Устройства такого типа могут купить уже не только богатые компании, но и студенты или даже школьники. При помощи 3D-принтеров можно создавать массу полезных для работы или дома вещей. Кроме них, развиваются и лазерные резаки, среди которых есть миниатюрные настольные системы, которые можно устанавливать дома или в небольших мастерских.
Но 3D-принтеры и лазерные резаки могут работать с ограниченным числом материалов. Например, далеко не все настольные резаки справятся с толстым металлом. А если для работы нужны стекло или керамика, то лазер в этом случае не подходит вообще. Что делать? Сейчас появилась возможность обрабатывать и эти материалы. С ними может справиться Wazer — первый водяной резак, который умещается на столе.
Разработчики системы — экс-однокурсники Пенсильванского университета, основавшие компанию по производству портативных водяных резаков. Разработчики поставили перед собой цель создать портативную, производительную и не слишком дорогую систему, которая могла бы справиться с теми материалами, которые недоступны лазеру.
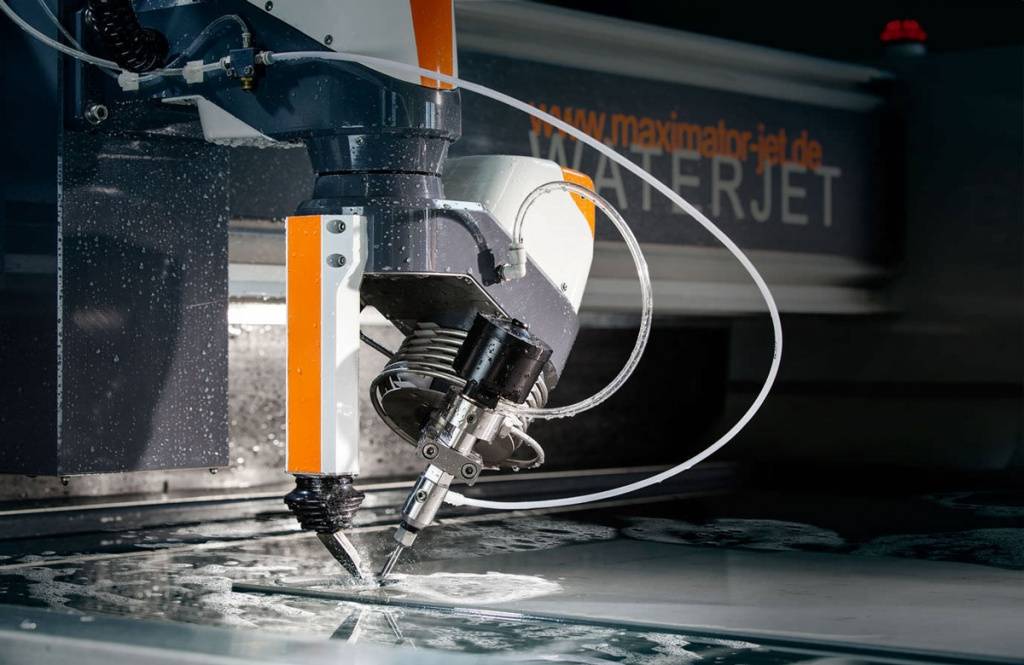
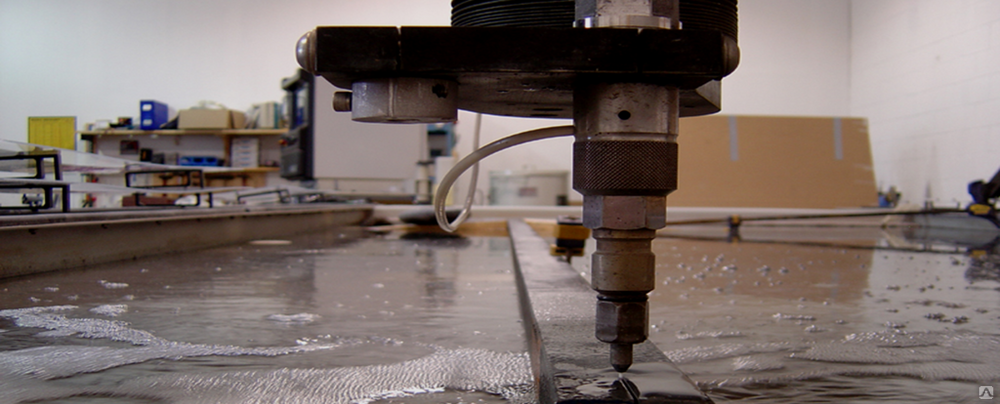
Водяной резак — это аппарат, который обрабатывает твердые виды материалов, используя тонкую струю воды, подаваемую под очень большим давлением. В воду добавляются еще и абразивные частички. Обычно такие устройства занимают целую комнату, а их стоимость составляет несколько десятков тысяч долларов США. Вот один из примеров таких систем.








Промышленный водяной резак работает со струей, оказывающей давление в 414-621 тыс. килопаскаль на квадратный дюйм. Создателям настольного «домашнего» резака пришлось снизить давление, но это особо ни на что не повлияло, система по-прежнему работает с большим количеством материалов без всяких проблем. В число материалов, которые может обработать Wazer входят стекло и металл. Максимальная толщина металла, с которым работает Wazer — 4 мм. Обрезанные края получаются гладкими.
Размер рабочей платформы — всего 30*46 см. Подаваемое напряжение — 110 вольт. Платформа полостью закрыта, так что ни брызг, ни пыли на рабочем столе вне аппарата во время его работы не будет. Достоинством такой системы является то, что она может работать практически с любым материалом, обработанные частички собираются в емкость, а не разлетаются вокруг. Никакой вентиляции не требуется, в отличие от лазерных резаков. Плюс ко всему, Wazer может работать с любым материалом, боящимся высокой температуры.
WAZER поставляется с собственным программным обеспечением. Для работы с ним нужна уже готовая модель, созданная в таких пакетах, как Solidworks, Adobe Illustrator или Google SketchUp. После того, как модель загружена и задан тип материала, софт покажет, сколько времени требуется на обработку.
Водяной резак состоит из двух частей. Собственно, резак и водяной насос, который можно разместить в любом месте. При желании можно менять вертикальное расположение двух элементов WAZER, чтобы сделать их еще компактнее. Основной рабочий элемент резака — сопло. Сюда подается вода и абразивный материал. В качестве абразивного материала используется гранат. Этот порошок разработан специально для водяных резаков. Его нужно использовать постоянно, иначе резак не будет работать. Такой абразивный материал можно купить как у разработчиков, так и у сторонних компаний. Абразив нетоксичен.
По словам разработчиков, работает портативный водяной резак несколько медленнее, чем промышленные системы. Но в домашних условиях или условиях небольшой мастерской это ни на что не влияет.
Что можно делать таким резаком:
Нож. Время обработки ножа составило 118 минут Ожерелье из монеток. Время обработки составило 60 минут Стойка для выпечки. Время обработки составляет 95 минут Шкив для ременной передачи. Время обработки 168 минут Фигурка из стекла. Время обработки 43 минуты
А сколько стоит?
Сейчас разработчики Wazer собирают средства на Kickstarter. Здесь сделать предзаказ пока ее можно всего за $3599. В рознице стоимость водяного резака составит около $4500. Заказчики получат свою систему не ранее августа 2020 года. Причем отправка идет не по всему миру, нужно проверять список стран, куда разработчики могут отправить заказ. Сейчас разработчики собрали уже $823264 вместо запланированной суммы в $100000, так что проект, скорее всего, будет реализован.
Технология гидроабразивной резки материалов
Столь широко распространённые процессы плазменно-дугового разделения материалов имеют свои ограничения. Например, электрическая дуга весьма нестабильна: при работе с металлами повышенной электропроводности (меди, латуни) операция во многих случаях характеризуется оплавлением боковых краёв. Наличие газов – побочных продуктов плазменной резки – вынуждает проводить дополнительные мероприятия по экологической защите участка такой резки. Плазменный раскрой материалов – диэлектриков (стекла, камня и т.д.) вообще невозможен. В подобных ситуациях нет альтернативы процессам гидрорезки. Наибольшую популярность среди такой группы методов получила гидроабразивная резка.

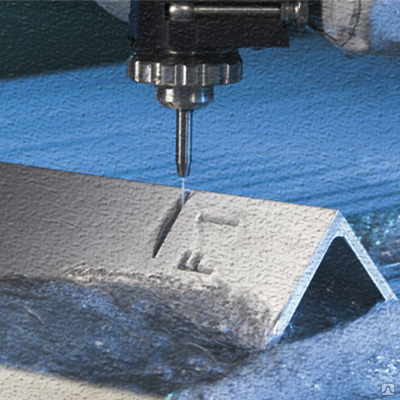
Гидроабразивная резка металла
Преимущества гидроабразивной установки
Сейчас это один из наиболее эффективных и востребованных методов, благодаря своим достоинствам:
- вода быстро нормализует температуру, это самый «холодный» способ металлообработки, что позволяет работать даже с веществами, чьи физические и химические свойства меняются от жара;
- малые потери материала – стружки фактически нет, срез ровный и узкий;
- хорошо для тонких листов, но можно и с более плотными – до 3 см;
- нет необходимости финальной шлифовки, края очень ровные;
- самая большая точность – 0,5 мм;
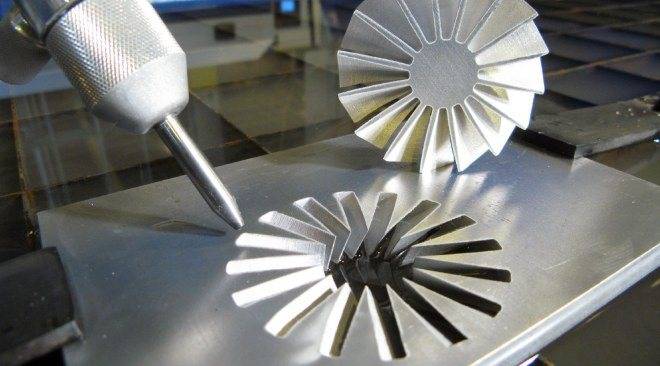
- можно вырезать любые трудные детали;
- есть возможность резать «пакетом», то есть в несколько слоев сразу, если заготовки достаточно тонкие;
- очень высокая чистота работы – нет пыли, шума, газов;
- пожарная безопасность полная;
- отсутствие острого режущего инструмента, то есть его не нужно менять, точить.
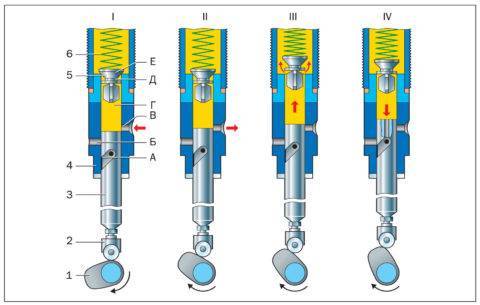
Конструкция и её сердце
Классическая установка, в которой применена технология — резка бетона гидроабразивная, состоит из:
Насоса высокого давления состоящего из прецизионных плунжерных пар, которые сжимают воду до высоких показателей и придают ей устойчивый динамический импульс. Необходимо отметить, что плунжерный насос бывает двух типов: прямого действия и редуцированный. В отличие от насоса прямого действия редуцированный имеет магистральный канал, меньшего сечения, чем рабочая камера, что дает увеличение показателей давления и скорости протока на 25% более высоких по сравнению с прямоточниками.
 Плунжерный насос высокого давления – сердце любой, даже самой бюджетной и простой системы гидроабразивной резки бетона
Плунжерный насос высокого давления – сердце любой, даже самой бюджетной и простой системы гидроабразивной резки бетона
- Миксерная магистраль, состоящая из высокопрочных трубок диаметром до 10 мм и длинной до 100 мм, в которых происходит смешивание абразива с водой и разгон его до рабочих скоростей. При этом соотношение внешнего диаметра к внутреннему может колебаться в определенных пределах, в зависимости от модуля крупности зерна применяемого абразива. Миксерная труба является расходным материалом, и срок ее службы составляет от нескольких часов до двухсот.
- Подводящей арматуры и магистральной системой коммуникаторов.
- Емкости для абразива.
- Элементов группы безопасности.
- Рабочего сопла различного диаметра, напрямую зависящего от вида выполняемых работ.
 Принципиальная схема работы плунжерного насоса напоминает работу такового в бытовых аппаратах, предназначенных для мойки под высоким давлением
Принципиальная схема работы плунжерного насоса напоминает работу такового в бытовых аппаратах, предназначенных для мойки под высоким давлением
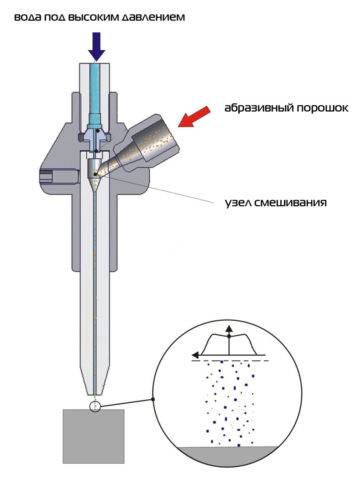 Принципиальная схема устройства рабочей части установки гидроабразивной резки
Принципиальная схема устройства рабочей части установки гидроабразивной резки
Достоинства гидроабразивных станков
Действенная работа со всеми материалами: непроницаемыми, хрупкими, вязкими, композитными, недоступность в зоне реза больших температур (максимум — 90ºС), вследствие этого сберегается конструкция материала, меньше отходов производства из-за точности раскроя при узкой части реза (всего 1 мм),кромка готового изделия гладкая, не нуждается в дальнейшей обработке, толщина разрезаемого листа достигает от 150 до 300 мм, не появляется пыль и ядовитые соединения, вредные для самочувствия человека, для увеличения производительности, возможно, резать сразу несколько листов в пачке, невысокое напряжение резания разрешает обойтись без зажима обрабатываемого листа, высочайшая скорость резки, быстрая по времени перенастройка оснащения под новую деталь.
Технологические возможности способа
Рассматриваемая технология наиболее эффективна в следующих случаях:
- Для материалов-диэлектриков, а также токопроводящих изделий, изготовленных из цветных металлов и сплавов на основе меди. Это объясняется тем, что параметры электропроводности медных сплавов не позволяют применять для резки электрическую дугу или лазер.
- При необходимости разъединения деталей весьма большой толщины – до 250…300 мм: в этом случае при плазменно-дуговой резке всегда происходит оплавление края.
- Для обеспечения должной точности поверхности раздела: при правильном подборе режима шероховатость кромки находится в пределах Ra 0,5…Ra 1,25, что заметно превышает возможности любого другого высокоэнергетического метода.
- При недопустимости коробления готового изделия, что неизбежно при любом из вариантов технологии термической резки.
Гидроабразивная резка металла имеет свои ограничения, поэтому технология разрабатывается с учётом следующих возможностей, в частности, по толщине:
- Для цветных металлов и сплавов, а также нержавеющей стали – не более 120…150 мм;
- Для углепластиков, композитных материалов – не более 150…200 мм;
- Для искусственного и природного камня (мрамора, гранита, базальта и т.п.) – не более 270…300 мм.
При разработке технологии следует учитывать, что токопроводящие материалы относительно небольшой толщины (до 5…10 мм) струя, вырабатываемая рабочей установкой, режет плохо: сказывается заметная энергоёмкость, при производительности, сравнимой с плазменно-дуговой или лазерной обработкой. Однако это не означает, что рассматриваемая технология неприменима для разделения тонких пластин или листов: в этом случае абразивный поток отключается, и отделение выполняется непосредственно водяной струёй. В результате поверхность не нагревается, что исключает окалинообразование, высокотемпературное оплавление лини раздела и прочие недостатки, характерные для всех технологий термического разделения материалов.








Ручная резка
В некоторых случаях станками может управлять квалифицированный оператор. В этом режиме все настройки приходится выставлять в ручном режиме, что не всегда особенно удобно. Но имеют ручные способы резки металла и немало преимуществ, к числу которых относятся следующее:
- Стоимость такой работы обходится примерно в полтора раза дешевле.
- Профильное образование оператора при этом, как ни странно, не имеет особого значения. Дело в том, что ручное управление такими станками довольно просто, и не имеет большого количества сложных функций. Это оборудование используется в тех случаях, когда необходимо вырезать детали, имеющие простую геометрическую форму.
- Функциональность станков при этом остается на прежнем уровне. Ровный срез, просверливание отверстий и прочие простые операции – все это можно делать и при ручном управлении. Кроме того, есть возможность обработки не только металлопроката, но и прочих материалов.
Надеемся, что вы поняли, как происходит резка металла водой. Данный метод чрезвычайно распространен в современной промышленности, с его помощью можно изготовлять детали практически любой формы и конфигурации.
Какое нужно оборудование?
Основное требование, которому должно отвечать оборудование для гидроабразивной резки – наличие давления, подающего воду, и формирующее струю и ее направленность.
В комплект оборудования (станка) входит:
- Насос для гидроабразивной резки, создающий высокое давление. Его действие заключается в аккумуляции жидкости с абразивным составляющим, и подачей ее на обрабатываемую поверхность. Мощность насоса определяет производительность.
- Мощностной регулятор. Станки, работающие на подаче гидроабразивной смеси, и оснащенные регулятором мощности, производят рез разными водно-абразивными составами под давлением. Разность составов позволяет производить обработку материалов разной толщины и структуры. Для сверхтвердых деталей, применяют смеси из трех компонентов, а для вязки –двухкомпонентные.
- Вариативность сопла. Возможность замены сопла расширяет возможности оборудования с учетом состава, толщины, плотности.
- Применение смесителей – важный фактор в функциональности станка. Он обеспечивает равномерность, однородность состава, что в результате дает качество реза, скорость вне зависимости от толщины.
- Автоматическая коррекция. Инерционность струи состава – причина появления конусной кромки на обрабатываемой поверхности. Наличие системы автоматической коррекции учитывает плотность материала и позволяет минимизировать данный эффект при помощи изменения соплового угла наклона.
- Водоподготовка. Какая-либо вода не годится для создания смеси. Некачественная вода – серьезное препятствие для качества. Чтобы исключить данное явление станки оборудуются системой водоочистки.
Данные элементы оборудования – основные для качественной работы станков. Но кроме них аппараты для водно-абразивной резки могут иметь дополнительные элементы, расширяющие возможности станка:
- фигурный рез;
- рез вне зависимости от угла;
- автоматический рез (ЧПУ) без участия пользователя;
- обрабатывать металл различной толщины: для стали до 2 см, для титана – 1,7 см, сверхпрочные сплавы – 1,2 см, сплавы на основе меди;
- резать трубы;
- кран-балки с тельфером, которые могут оснащаться захватами на вакууме или механике, подъемники на пневматике или гидравлике.

Достоинства и недостатки станков для гидрорезки

- Возможность обработки заготовок с толстыми стенками при очень точном резе. Именно поэтому гидрорезку используют при прокладке труб высокого давления.
- После резки остается исключительно ровная кромка. На линиях не будет заусенцев, окалин и грата.
- Долгая работа на гидравлике не заканчивается завесой из пыли. Остатки материала смываются водой.
- Не нужно следить за тем, чтобы режущий инструмент был острым, заменять его или затачивать.
- Высокая скорость обработки заготовок (в том числе толстостенных).
- Водой можно резать не только металл, но и стеклянные, резиновые, пластиковые и иные многослойные заготовки.
- Скорость работы слабо зависит от толщины материалов. Можно сложить несколько деталей слоями и провести их резку одновременно.
- Себестоимость станка для резки металлических деталей водой выходит дороже, чем стоимость сборки аналогов.
- Конусность. Может появляться в момент обработки тугоплавкого металла или толстостенной стали. При появлении конусности торец изделия выходит не ровным, а напоминает воронку. Убрать данный дефект можно при лишь помощи дополнительного устройства.
- Большой расход электроэнергии и воды.
3 Преимущества и недостатки гидроабразивной технологии
Оборудование для гидроабразивной резки предоставляет следующие достоинства, преимущества обработки:
- заготовка не подвергается термическому воздействию (в зоне реза 60–90 °С) – отсутствие температурной деформации, пригорания и оплавления материала на кромках и в прилегающей к разрезу области, легирующие элементы сплавов и сталей не выгорают;
- потери материала в процессе резки существенно меньшие, чем при других способах обработки;
- широкий спектр обрабатываемых материалов, толщин (до 150–300 мм и больше);
- высокое качество резки (шероховатость поверхности кромки Ra 1,6) – дополнительная обработка не требуется;
- высокая точность – минимальное расстояние от разреза до отверстия или края заготовки составляет 0,5 мм (рекорд в обработке резанием);
- контур обработки может быть любого уровня сложности;
- высокая эффективность раскроя листовых материалов, толщина которых более 8 мм;
- возможность пакетной (в несколько слоев) резки тонколистовых материалов, что значительно повышает производительность, в том числе, благодаря уменьшению общей протяженности холостых проходов режущей головки;
- обработка происходит без существенной механической нагрузки на изделие – отсутствие деформации, разрушения хрупких материалов и экономия на фиксирующих, крепежных узлах даже при резке тонкостенных деталей;
- экологическая чистота технологии, абсолютное отсутствие выделений вредных газов, а также стружки, пыли, окалины, дыма, тому подобного, обычно сопровождающих резку;
- полная взрыво- и пожаробезопасность процесса;
- отсутствие режущего инструмента (согласно традиционному толкованию) – нет необходимости в периодическом восстановлении остроты инструмента и его замене по мере износа;
- работоспособность “режущего” инструмента восстанавливается закачкой воды и пополнением абразива.

Недостатки, обусловленные особенностями технологии:
- ограниченный ресурс режущей головки, отдельных комплектующих;
- скорость обработки тонколистовой стали недостаточно высока;
- высокая стоимость расходного материала (абразива);
- создание условий для коррозии металла.
Установка гидроабразивной резки металла водой под давлением с ЧПУ
Резка металла водой под давлением — один из самых удобных и эффективных вариантов обработки изделий. При использовании гидроабразивного станка не нужна дополнительная шлифовка материалов после резки, но стоимость его очень высока.
Зачем нужен станок для гидроабразивной резки
Гидрорезка применяется в случаях, когда нет возможности штамповать или отливать детали, а также если данные методы невыгодны. С помощью станка материалы рассекаются водой без прямого механического воздействия. Обычно применяется в промышленных целях, когда требуется высокая скорость и точность обработки материалов.
Как сделать станок гидроабразивной резки своими руками
Самодельный станок для гидроабразивной резки металла обычно изготавливают без применения числового программного управления (ЧПУ). Ответственность за направление деталей ложится на плечи мастера, управляющего процессом резки.
Для изготовления устройства пригодятся составляющие, которые нельзя собрать самостоятельно. Самым затратным будет приобретение приспособлений для высокого давления в устройстве для направления режущей струи.
Наиболее простым вариантом станет создание станка с ручным управлением. Однако, есть возможность установки гидроабразивной резки металла с ЧПУ, которое позволит расширить возможности обработки материалов.
Чтобы изготовить станок нам потребуются:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы, ответственные за перемещение режущей головки, а также за действие системы управления;
- механизм, подающий абразив;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Применяться устройство будет при высокой влажности, поэтому части агрегата должны быть выполнены из нержавейки, пластика и аллюминия. Это защитит гидроабразивный станок от коррозии.
Пошаговая инструкция по сборке и настройке
Чтобы сделать станок для гидроабразивной резки своими руками, пригодится схема и чертеж.
Для производства оборудования рекомендуется использовать насос прямого действия. Его стоимость меньше, а ремонт осуществлять гораздо проще.








- Необходимо соединить режущую головку с насосом, используя трубки высокого давления. Приобрести их можно в магазинах автозапчастей. К режущей головке следует взять в комплекте штурцеры (втулки) для замены. С помощью втулок легко будет менять насадки для резки.
- Между насосом и режущей головкой необходимо установить ресивер. Это поможет ликвидировать импульсы и повысить устойчивость водной струи.
- Изготовлением координатного стола можно заняться самостоятельно. Для его сборки используют нержавеющую сталь. Глубина ванны должна составлять минимум 1 метр. При недостаточной глубине струя воды может разрушить станину. Метровый слой воды помогает гасить давление до 600 атм. Стол для работы конструируют в виде сот или ребер, после чего устанавливают в ванну. Рабочий стол необходимо делать съемным, так как даже если глубина бассейна будет достаточной, стол со временем будет разрезан водой. Ребра изготавливаются из металла или пластмассы.Если станок съемный, станина при работе не перемещается, двигается только режущая головка, изменяя свое положение относительно заготовки.
- Чтобы обеспечить перемещение, следует создать платформу, которая сможет перемещаться (продольно и поперечно). Есть возможность дополнительной установки поворотного механизма, помогающего изменять угол режущей головки, и устройства, отвечающего за высоту режущей головки (это позволяет проводить резку деталей различной толщины). Устройство подачи абразива рекомендуется приобрести, так как он изготовлен из специальных материалов, а также оснащен регулятором подачи песка.
- В качестве бака для воды можно использовать любую емкость из пластика объемом примерно 2 куба. Выходящая жидкость при помощи насоса низкого давления подается на насос высокого давления.
- Рядом с баком устанавливают сепаратор, который отвечает за отделение песка от воды, и система фильтрации.
Для полноценной работы аппарата следует вовремя производить замену абразивных материалов и изношенных деталей (уплотнителей и элементов насоса высокого давления). Расход абразива зависит от того, какой материал разрезают. Например, при обработке металла максимальной толщины расход он составит примерно 500-600 г в минуту.
Ванна станка
Несущие части станка выполнены из сталей не подвергающихся коррозии и могут легко быть поменяны в случае их поломки и выхода из строя. Для базирования, обрабатываемого материала, на несущие опоры закрепляют быстросъемные ребра, это дает возможность максимально защищать детали станка от воздействия гидроабразива.
Для защиты от образующейся пыли и шума в рабочей зоне, ванна станка оборудована системой быстрого наполнения и удаления воды, что позволяет выполнять резание материала, полностью погружённого в воду. Пыль которая образуется в результате работы станка, оседает в жидкости, при этом уровень шума при резании составляет не более 70 Дб.
Выполнение гидроабразивной резки ручным способом
Ручные станки для гидроабразивной резки отличаются от автоматизированных тем, что все параметры обработки в них выставляются, контролируются и корректируются оператором. Несмотря на некоторые неудобства эксплуатации, по сравнению с оборудованием с ЧПУ, такие станки обладают целым рядом преимуществ.
- Для обслуживания таких станков, отличающихся простотой в управлении и минимумом функциональных возможностей, не требуется профильное образование.
- Функциональные возможности, которыми обладают ручные установки гидроабразивной резки, позволяют изготавливать качественные и точные детали простых геометрических форм.
- Ручной станок для гидроабразивной резки отличается доступной стоимостью (в среднем в 1,5 раза дешевле аппаратов с ЧПУ).
Резка сложных форм