Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
- Первый — способ крепления режущей пластины.
- Второй — ее форма.
- Третий — тип резца.
- Четвертый — задний угол режущей пластины.
- Пятый — направление резания.
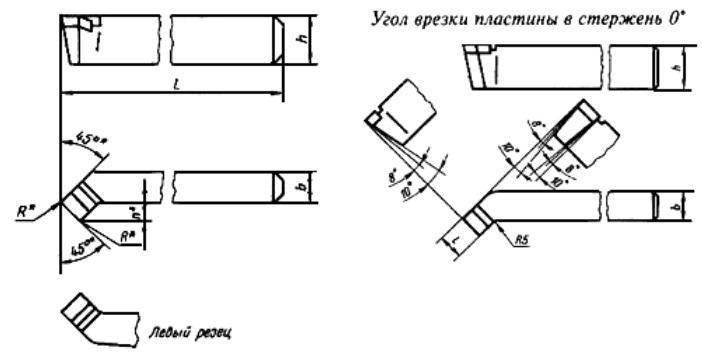
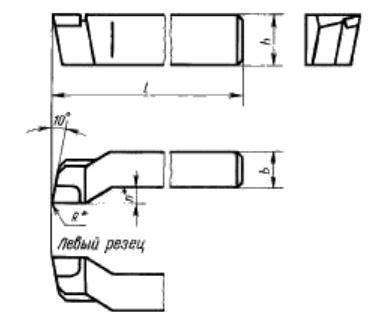
Изображение №6: возможные значения параметров 1–5
- Шестой — высота державки.
- Седьмой — ширина ее хвостовой части.
- Восьмой — общая длина резца.
- Девятый — размер режущей пластины.
Изображение №7: возможные значения параметров 6–9
- Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
Изображение №8: возможные значения параметра 10
Маркировки расточных резцов согласно ГОСТу
Маркировка расточных резцов отечественного производства должна соответствовать ГОСТу.
- Для обрабатывающих отверстия глухого типа ГОСТ 18883-73.
- Для обрабатывающих отверстия сквозного типа ГОСТ 18062-72.
Согласно этой технической документации маркировка состоит из кода, где присутствует цифровое и буквенное обозначение. На примере обозначения резца 2145-0013 1 ВК6М принцип кодировки следующий:
- первые четыре цифры определяют тип (в данном случае это резец для сквозных отверстий);
- две последние цифры второго четырехзначного числа скрывают геометрические параметры инструмента;
- единичная цифра указывает на геометрическое исполнение;
- следующий блок из буквенно-цифрового кода указывает на тип стали, из которой он изготовлен.
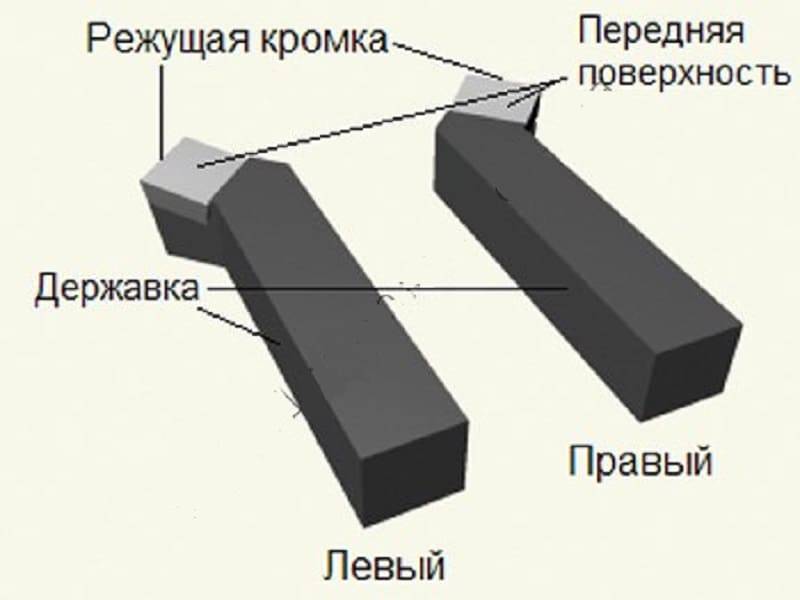
Параметры режущего инструмента
Для закрепления резца в любом токарном станке используется державка, а обеспечивает процесс разрезания металлических заготовок рабочая головка. На режущей части инструмента токарного оборудования различают три типа поверхности:
- передняя, которая служит для схода стружечных отходов в процессе обработки;
- основная задняя;
- вторичная задняя.
Обе последние поверхности развернуты лицевой стороной к болванке, которая обрабатывается на оборудовании. Основные поверхности между собой так ж пересекаются с образованием режущей кромки инструмента. Есть аналогичная вспомогательная кромка, которая образована на пересечении передней поверхности и вспомогательной задней.
https://youtube.com/watch?v=j3Jgyxaeoj8
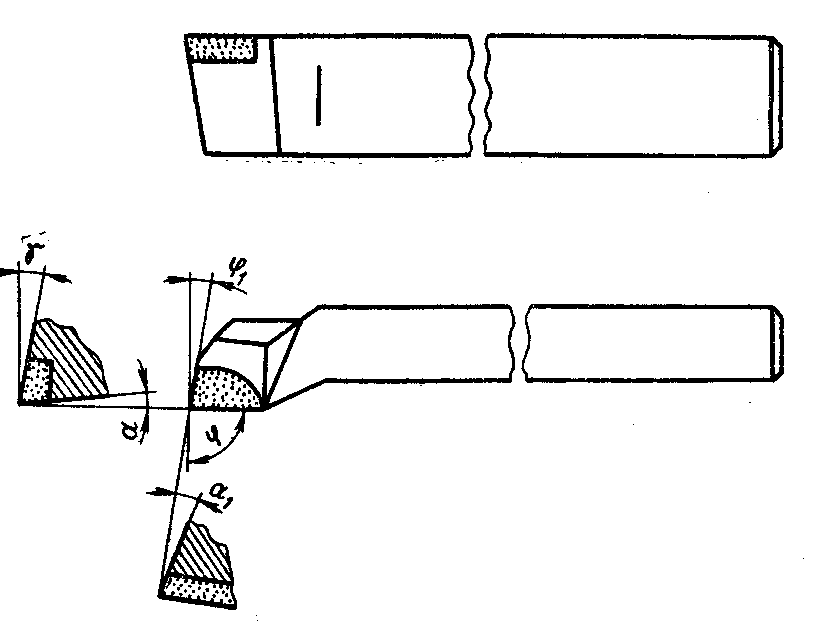
Наиболее важными параметрами резцов для токарной работы являются их углы. Именно они определяют расположение непосредственно остальных поверхностей инструмента. Параметры углов зависят от:
- условия работы резца;
- материалов, из которых он изготовлен;
- разных характеристик того материала, который подвергается обработке.
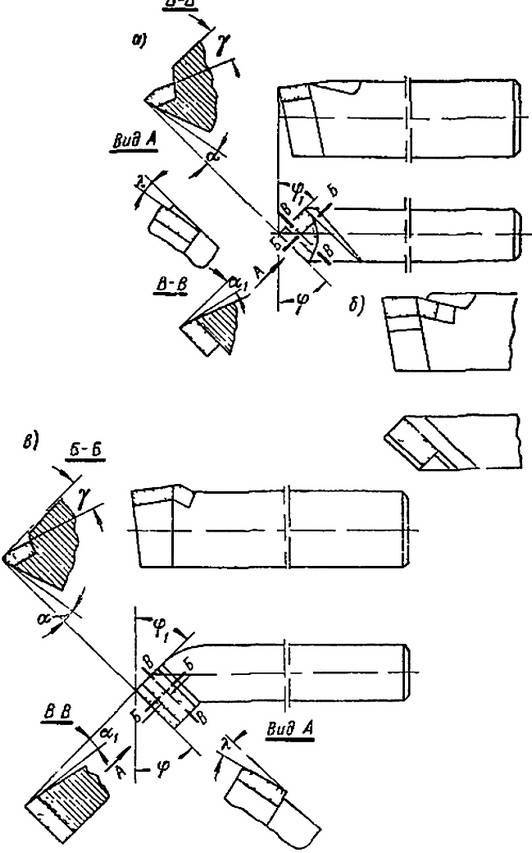
Геометрия резца
Главной рабочей поверхностью в резце станет его головка, которая располагается на самом стержне прибора. Она вставляется в резцедержатель для совершения последующей работы. На передней поверхности головки будет преобладать поверхность, которая обеспечит качественный сход стружки. Также есть две задние кромки — основная и вспомогательная. Ими следует именовать те поверхности, которые будут обращены к детали, подвергающейся процессу обработки.
Главная работа будет проходить при помощи главной режущей кромки. Она создаётся на пересечении главной задней и передней поверхности в инструменте. В самой конструкции устройства есть и вспомогательная режущая кромка, которая образовывается в месте пересечения главной, задней и передней конструкции. Пересечение вспомогательного типа и основной режущей кромки будет создавать особую вершину в резце. В любой модели будет создан собственный угол, который сделает изделие наиболее подходящим для тех или иных целей применения. Например, для процесса обработки детали ступенчатого вида стоит использовать резец с общим углом около 90 градусов.
Особенности выбора
Выбор фасонных резцов определяется тремя основными критериями:
- Передний угол определяют на основе целевых материалов. В большинстве случаев он составляет 0-25°. Причем величина угла должна быть напрямую связана с твердостью.
- Задний угол зависит от типа и конфигурации резца. Его величина имеет обратную зависимость от прочности режущей кромки. Следовательно, фасонные инструменты с большим задним углом не подходят для обработки толстых заготовок. Для круглых моделей в целях безопасности его величину не делают более 10-15°. Для прочих видов фасонных резцов он составляет до 30°.
- Материалы обычно выбирают твердосплавные наибольшей плотности. Это обусловлено высокой температурой кромок при одновременном взаимодействии с несколькими точками ввиду значительного сопротивления.
Критерии по выбору
Несмотря на то, что токарные резцы относят к расходным элементам токарного станка, к их выбору, как и к выбору любого другого инструмента, следует подходить с ответственностью. Правильно выбранный токарный резец позволит более длительную эксплуатацию и более качественную обработку изделий. Прежде всего, стоит учесть то, какие работы будут выполняться.
Если круг работ достаточно широк, и включает в себя обработку разных типов деталей, то стоит запастись не одни типом резца, а сразу несколькими. Предпочтительнее приобрести набор резцов. Так вы будете максимально спокойны в том случае, если у вас не окажется под рукой необходимого вам резца.
Также, следует учесть размер обрабатываемой заготовки. От размера заготовки зависит и выбор размера резца. Чаще всего приобретают резец среднего размера. Они более универсальны и позволяют работать с различными изделиями, не требуя при этом замены.
Ещё одни критерием выбора должен стать материал изготовления инструмента. Когда обрабатываемое изделие выполнено из мягкого и незакаленного металла, выбирают резцы, материалом для изготовления которых служит быстрорежущая сталь.

В случае, когда обработка будет идти по жёстким материалам, использую резцы из твердосплавных материалов. Такие резцы устойчивы к вибрационным колебаниям и температурным перепадам, а длительность их службы значительно выше.
Классификация изделий
Все резцы различаются по общему направлению, в котором и происходит подавляющее движение.
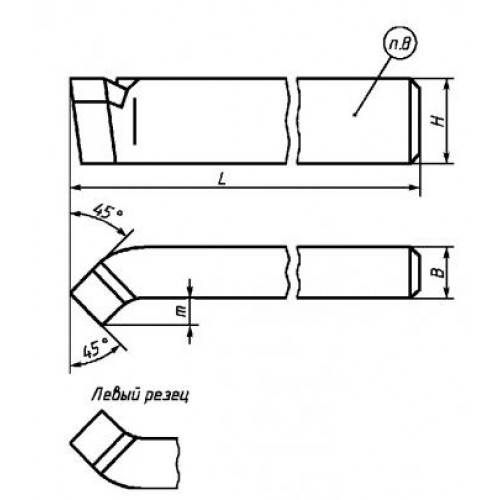
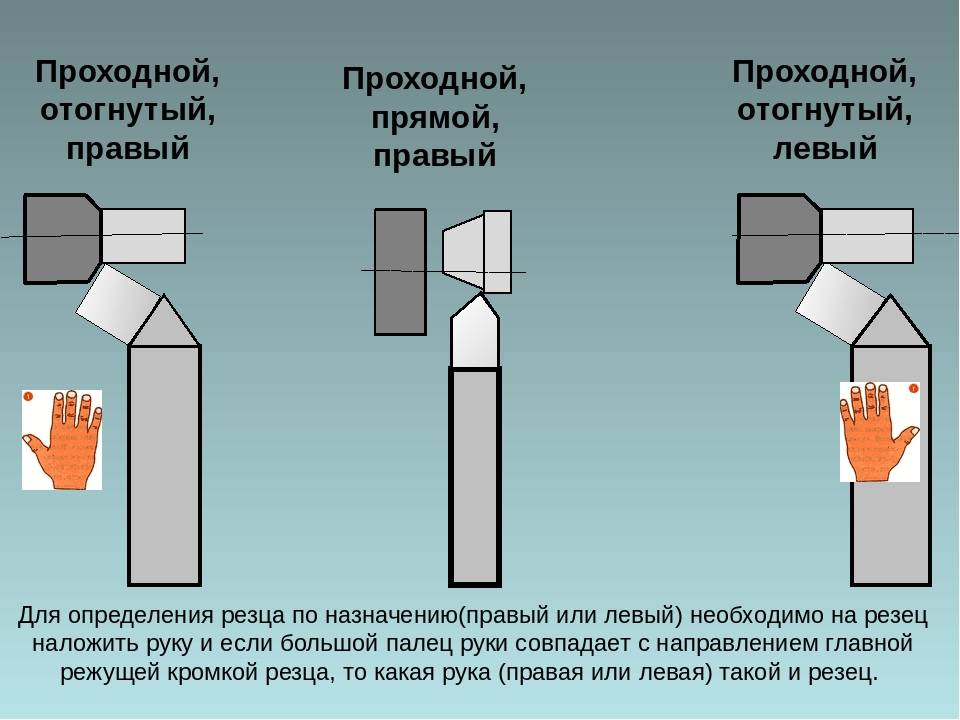
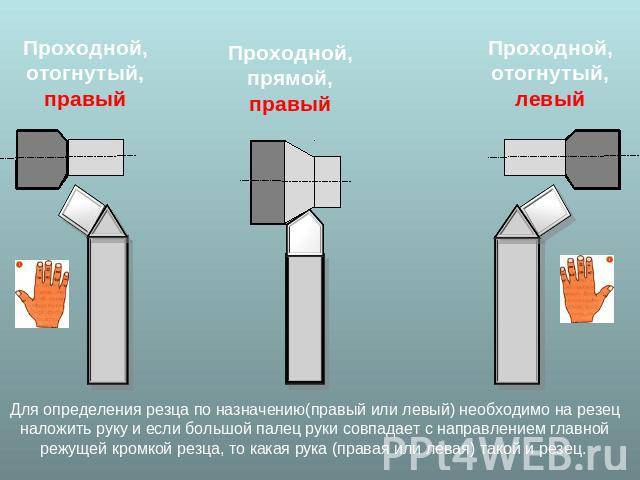
- Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.
- Правые резцы — это тип инструмента, который приобрёл наибольшее распространение и использование, а его подача происходит справа налево. Для того чтобы найти такой резец, на него стоит положить именно правую руку — его режущая кромка будет находиться, соответственно, со стороны отогнутого большого пальца.
В определённой зависимости от того, какие работы стоит выполнять на станке, резцы можно разделить на такие виды, как:
- Для выполнения чистовой работы по поверхности металла.
- Для получистовых работ.
- Для создания более тонких технологических изделий.
- Для осуществления черновой работы, которую можно также назвать обдирочной.
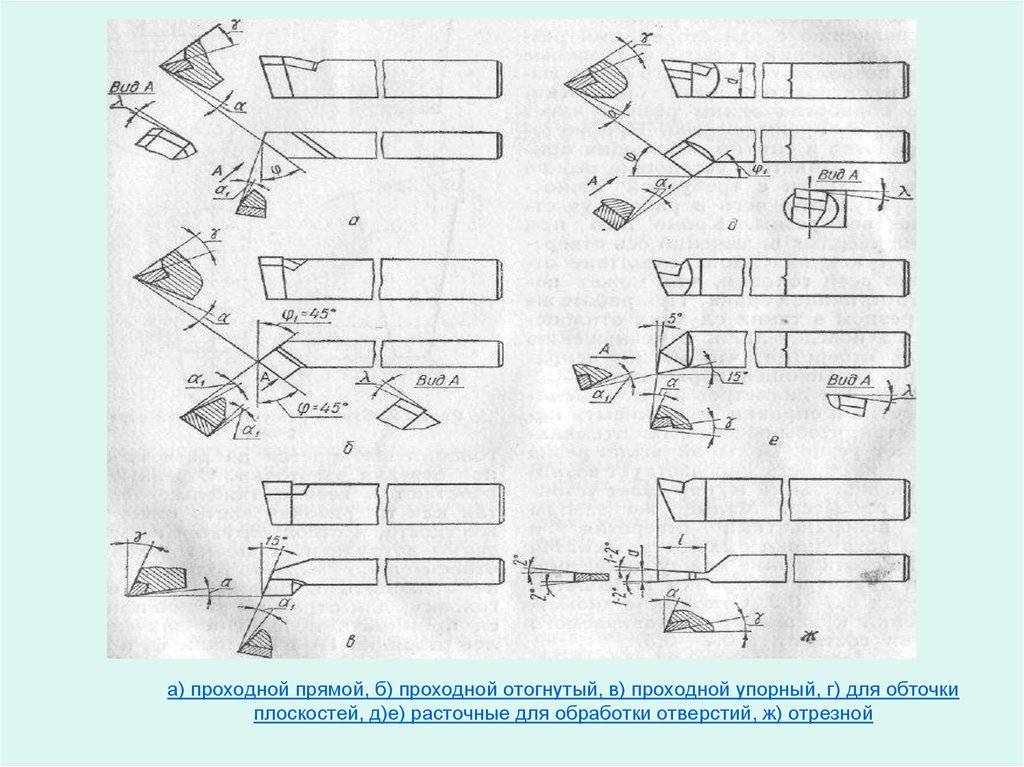
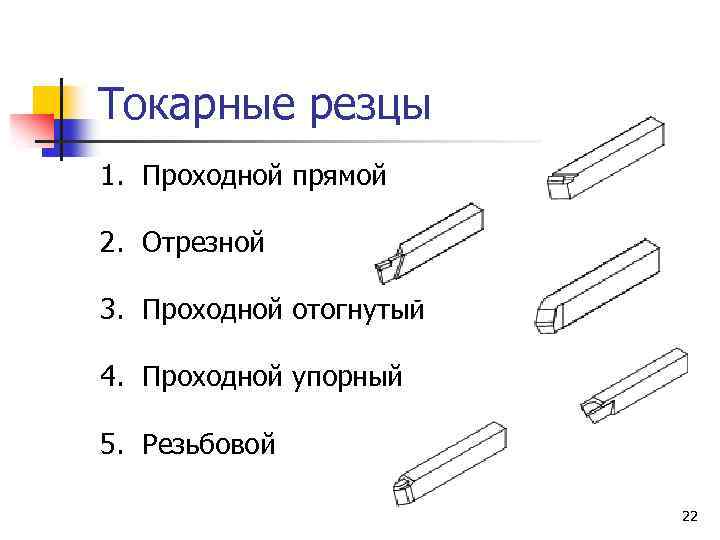
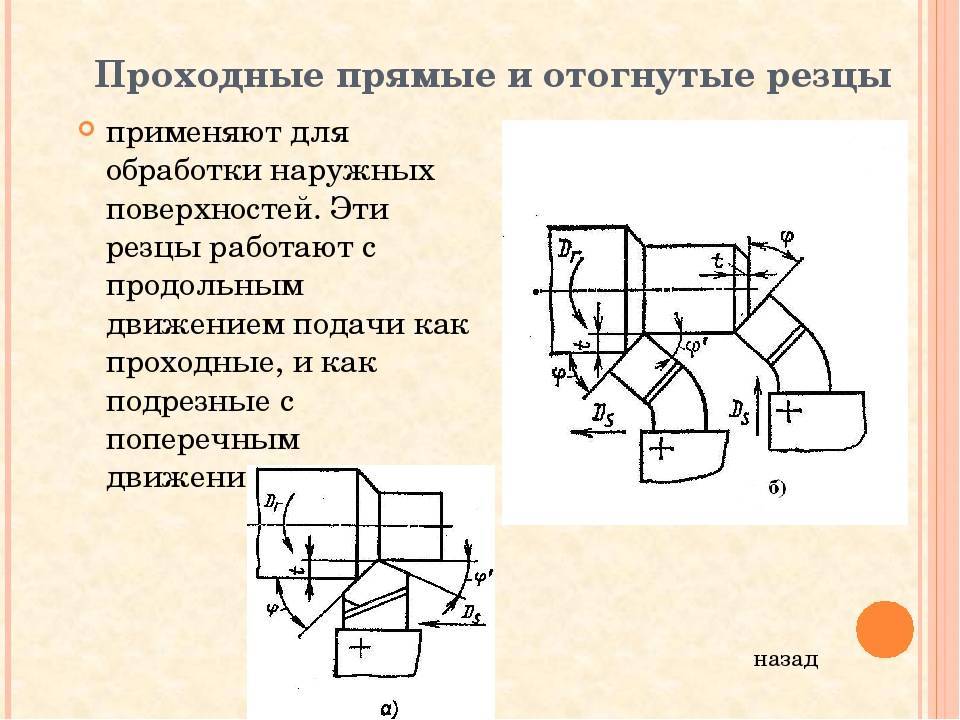
Проходные прямые
Применяется такой инструмент совместно с прямой рабочей поверхностью для таких же работ, как и резцы отогнутой формы, но он будет особо неудобным для снятия фасок.
Державки такой формы резцов для станка должны осуществляться в двух главных типоразмерах:
- Квадратная форма — 25*25 мм (такие типы изделия с державками применяются для выполнения особых работ).
- Прямоугольная форма резца — 25 на 16 мм.
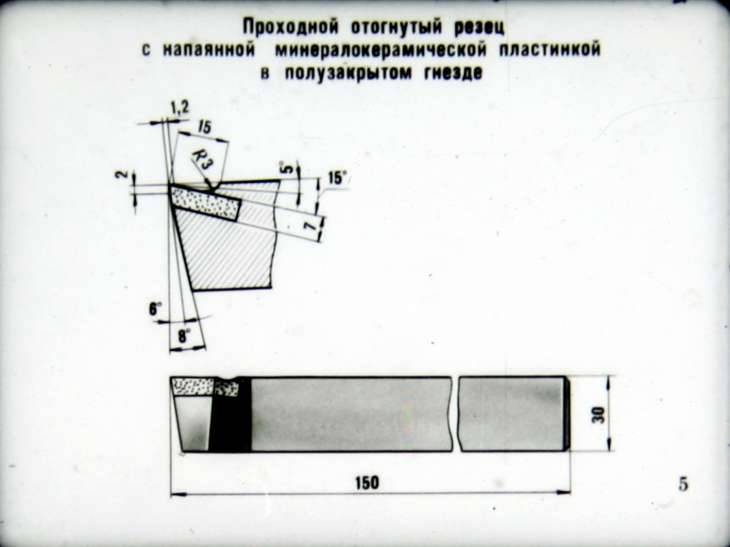
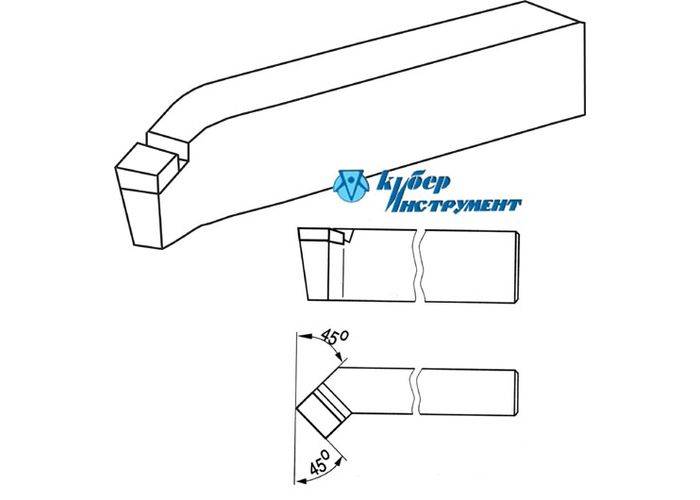
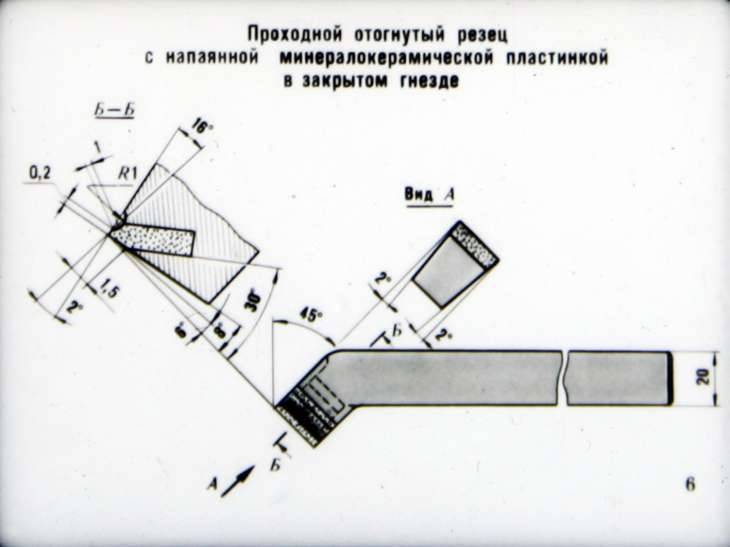
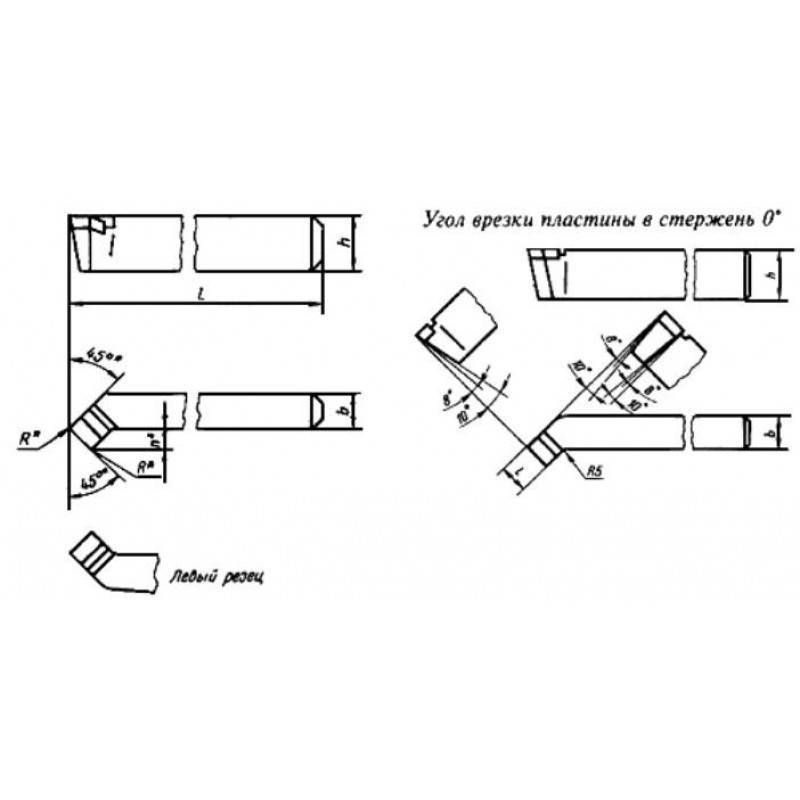
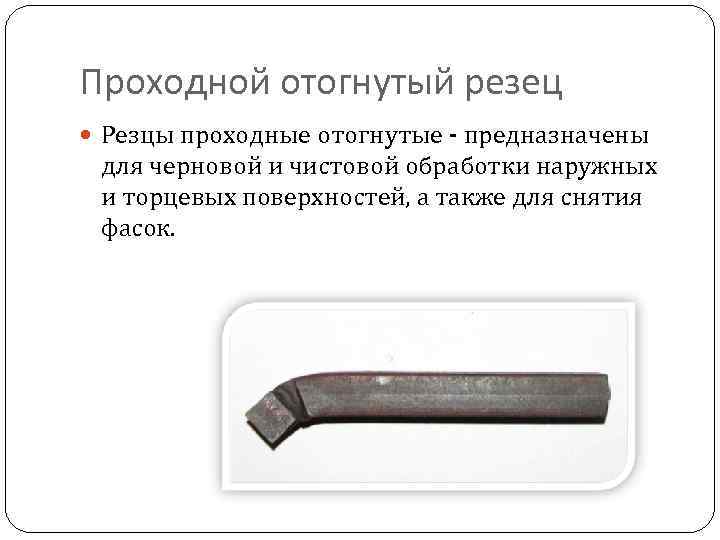
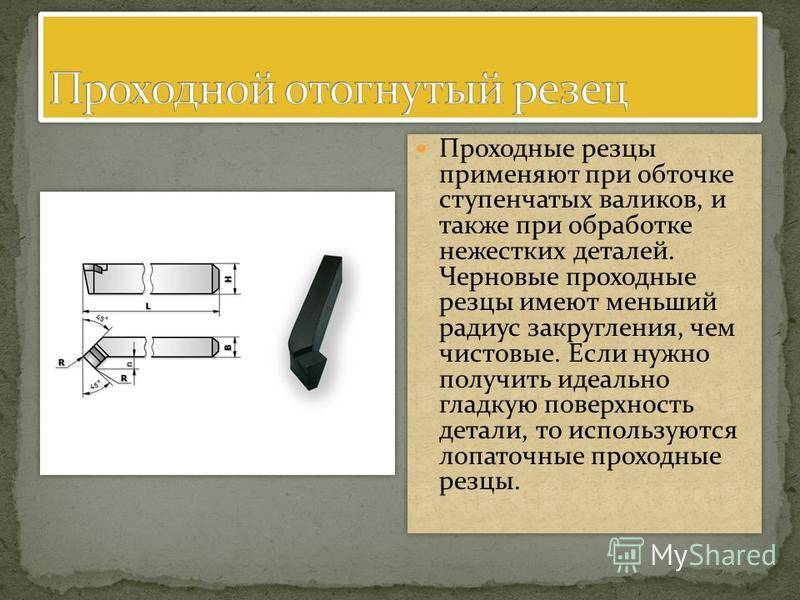
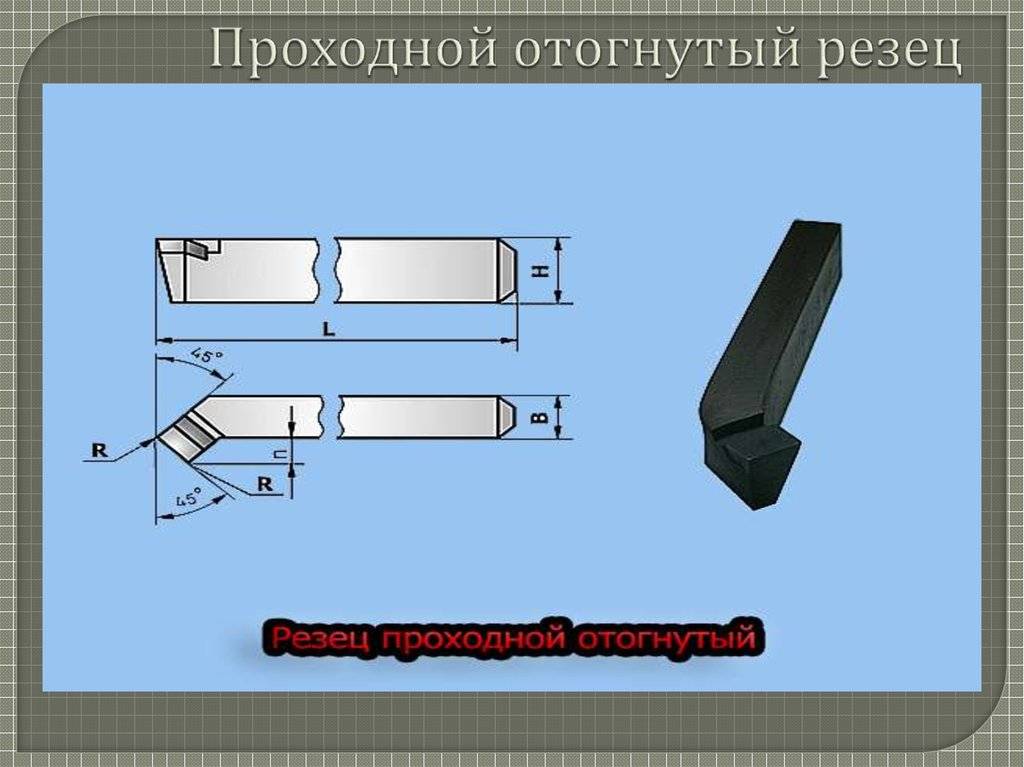
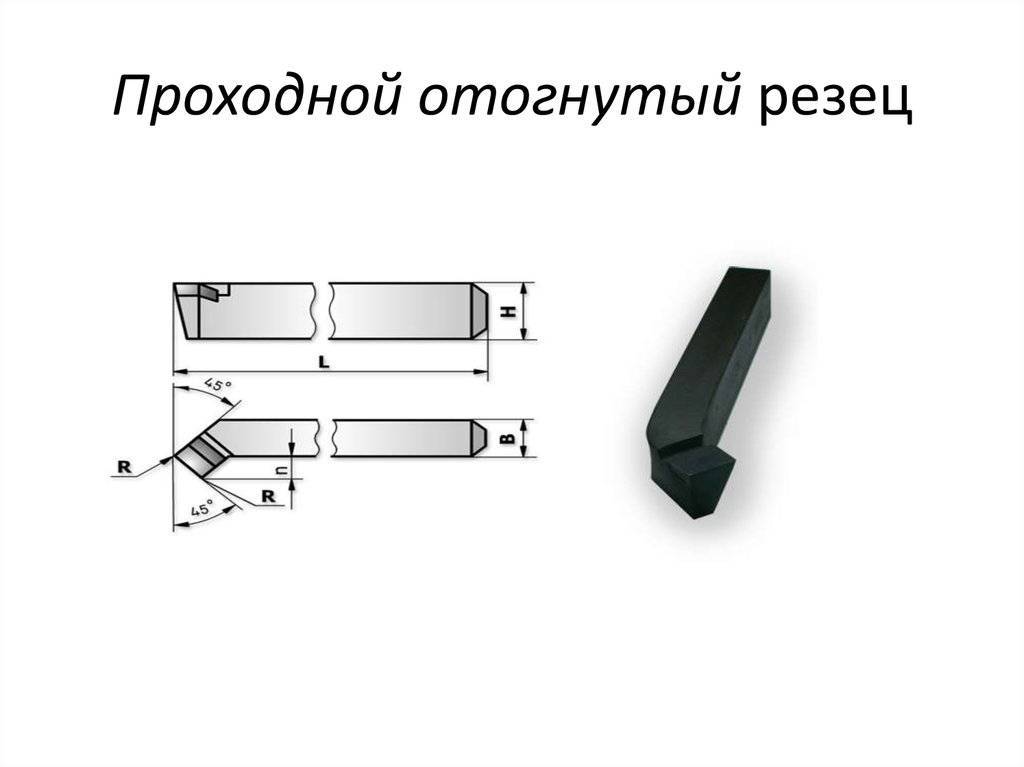
Проходные отогнутые
Такие разновидности резцов, рабочая часть в которых способна быть отогнутой в левую либо правую сторону, применяют для процесса обработки на токарном станке торцевой части в заготовки. С их помощью также стоит осуществлять снятие фасок.
Державки прибора такой формы могут выполняться в совершенно разной форме:
- 16*10 (для станков учебного типа).
- 20*12 (такой размер прибора можно назвать стандартным).
- 25*16 (самые распространённые разновидности размеров).
- 30*20.
- 40*25 (приборы с державкой такого типа создаются главным образом под особые заказы, их почти нельзя найти в свободной продаже на территории рынка).
Все требования к таким резцам будут проверяться по стандарту ГОСТа 18877−73.
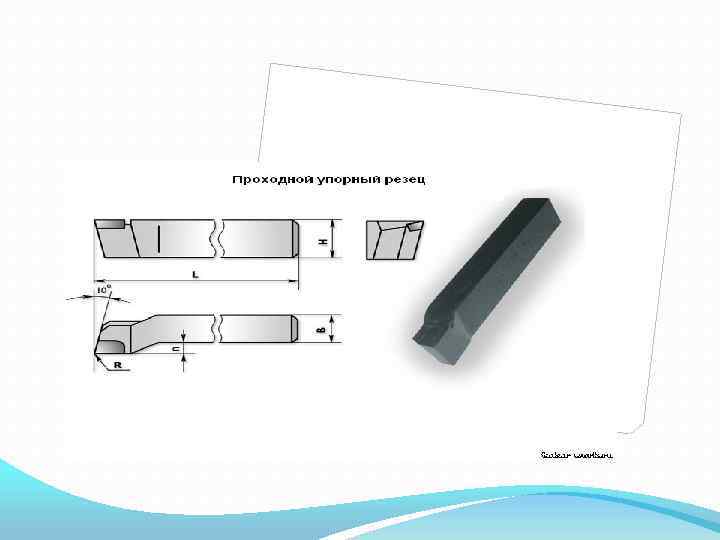
Проходные упорные
При помощи п роходного упорного резца на токарном станке становится возможным обрабатывать поверхности заготовок металла цилиндрической формы. Главные конструктивные особенности такого типа резца, которые проходят обработку вдоль оси вращения, помогают даже за один проход устранять большое количество лишнего металла.
Державки для изделий такого типа также могут выполняться с использованием различных замеров (в миллиметрах).
- 16*10
- 20*12
- 25*16
- 32*20
- 40*25.
Такой инструмент для работы на станке по металлу также может быть выполнен с правыми либо же левыми отгибами в рабочей части рубца.
Подрезные отогнутые
Внешне такой резец очень схож с проходным, но у него имеется совсем другая форма режущей пластины — она треугольная. Благодаря таким инструментам для токарного станка по металлу все заготовки обрабатываются в соответствующем направлении, перпендикулярно оси совершения вращения.



Резцы такого формата могут быть созданы с такими размерами держателей, как:
- 16*10
- 25*16
- 32*20.
Отрезные
Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Существуют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их можно также легко. Для этого стоит перевернуть резец режущей стороной пластины вверх и рассмотреть, с какой стороны расположена его ножка.
Правила работы с инструментом и способы заточки резцов
Надо ясно представлять, для каких резец целей, режимы его работы. Важна стоимость инструмента.
Главное — стойкость резца, зависящая от материала его лезвия и углов заточки. Резцы со сменными пластинами имеют лучшие характеристики, но при выходе из строя пластинки она снимается и меняется целиком.
Быстрорежущие и напаянные резцы удобнее, т. к. износ ведет только к переточке. Форму режущей кромки можно задать любую. Резец надо точно выставить по главной оси станка в перпендикулярном и параллельном направлениях.
Режущая кромка ставится напротив оси вращения. Для подстройки высоты нужны пластины из мягкой стали разной толщины, их подкладывают под основание резца. Важна жесткая фиксация резца прижимными болтами.
На наждаке ставятся круги из электрокорунда и карбида кремния. Первый — для стали, второй — для твердого сплава. Сначала точится задняя поверхность, потом передняя. Доводку делают в местах их прилегания к режущей кромке.
Доводка — на станке с малым биением. Круг применяют эльборовый или алмазный. Чем чище доведена режущая кромка, тем выше стойкость.
Проходные резцы — самый ходовой токарный инструмент.
Используемые маркировки
Существует три ГОСТ, в которых установлены правила маркировки отрезных резцов. Типоразмеры и кодировка инструмента из быстрорежущей стали регламентируются ГОСТ 18874-73, с твердосплавными пластинами — ГОСТ 18884-73, изогнутого («петушкового») с пластинами из твердого сплава — ГОСТ 18894-73. Определить вид и геометрию по маркировке без использования таблиц ГОСТ невозможно. Во всех трех стандартах каждому типу соответствуют свой код и группа параметров, расписанная в таблицах. Единственный информативный элемент маркировки — это обозначение твердого сплава режущей пластины. К примеру, правый резец из быстрореза сечением 16×16 мм, длиной 80 мм, с головкой 15 м и шириной лезвия 12 мм обозначается как 2120-0519 ГОСТ 18874- 73. Остальные два ГОСТ придерживаются такой же системы маркировки. Подобный по геометрии отрезной резец с твердосплавной пластиной обозначается 2130-0255 Т5К10 ГОСТ 18884- 73, где Т5К10 — это твердый сплав с карбидом титана и кобальтом (цифры — процентное содержание). Некоторые производители в соответствии с международными нормами маркируют вид материала пластины цветом (наносится на торец державки). К примеру, Т5К10 обозначается желтым.
Помимо ГОСТ существует универсальная международная система обозначения режущего инструмента ISO. Это объемный документ с множеством таблиц, содержащих характеристики сменных пластин, поэтому здесь уместно привести только пример маркировки отрезного резца со сменными пластинами, который относится к группе «Наружная отрезка и обработка канавок»: QFGD2525R2252H. Расшифровка позиций кода:
- Q – отрезная державка.
- F – обработка на торце.
- G – размер пластины.
- D – для двусторонних пластин.
- 25 – высота державки.
- 25 – ширина державки.
- R – правое, нейтральное, левое.
- 22 – максимальная глубина обработки.
- 52 – минимальный диаметр врезания.
- H – положение пластины при обработке торцевых канавок.
Выбор твердосплавных пластин
Твердосплавные пластины для токарных резцов производятся в большом разнообразии, поэтому, порой сложно сделать правильный выбор. В первую очередь следует сопоставить размеры резца, чтобы они совпадали с подбираемой деталью. В ином случае, могут возникнуть серьезные проблемы с закреплением. Далее следует определиться с тем, с какими материалами будет идти работа, так как от этого будет зависеть состав. Сменные твердосплавные пластины для токарных резцов изготавливаются в различных соотношениях металлов в своем составе.
В качестве основных, можно выделить два направления, это изделия у которых имеется повышенная сопротивляемость к ударам и вибрациям во время работы и те, у которых лучше переносят воздействие высоких температур, которые возникают во время длительной работы и трения металла. В первом случае актуальным будет выбор, когда идет много работы с различными заготовками с высокой скоростью обработки. Тогда неминуемо случаются удары, которые со временем портят изделие. Если работа идет со снятием большого количества металла, то жаростойкие пластины станут лучшим материалом для выбора.
Помимо этого, большое влияние имеет еще тип изделия. Для каждой операции требуются свои особенности, которые отображаются в геометрии и других параметрах. Специально для них разрабатываются типы для определенных резцов.
«Совет профессионалов! Для активной работы следует всегда иметь запас самых востребованных пластин, так как поломка может случиться любой момент.»
С учетом всего разнообразия желательно иметь набор из нескольких изделий и уже в процессе работы с опытом можно будет определиться с самым подходящим вариантом.
Маркировка
Маркировка отображает состав, который входит в изделия. Сменные твердосплавные пластины для резцов встречаются с маркировкой Т5К10 и Т15К6. На примере Т15К6 можно понять, что они относятся к изделиям титановольфрамовой группы. Содержание карбида титана в нем 15%, кобальта – 6%.
Производители
- BDS Machinen (Германия);
- Инструмент-Сервис (Украина);
- Ceratizit (Люксембург);
- Proxxon (Германия);
- Новомосковский трубный завод (Украина).
Основные размеры и материалы
Проходные токарные резцы
Резец токарный канавочный в общем случае не длиннее 270 мм, ширина рабочей головки варьируется от 2 до 10 мм, толщина и высота в случае с прямоугольным и квадратным сечением стержня достигает 50 мм. При работе на станках с низкими оборотами для изготовления резцов используется углеродистая инструментальная сталь, легированная позволяет ускорить выполнение операций. На больших скоростях может быть использована высоколегированная сталь, скорость возрастает до полутора раз, инструмент может выдерживать повышение температурного режима.
Пластины для точения канавок в составных резцах могут быть из различных материалов:
- твердосплавные напаянные;
- металлокерамические на базе соединений из кобальта с титаном и вольфрамом;
- минералокерамическими, применяются в основном для обработки деталей высокой прочности, устойчивы к высоким температурам, но хрупкие и дорогие;
- алмазные, очень прочные, но при высоких температурах выгорают;
- эльборовые, на базе нитрида бора, хорошо держат температуру, могут обрабатывать высокопрочные материалы.
Для каждого из вышеперечисленных материалов характерны особенности применения, при выборе цена не является главным аргументом – можно купить много дешевых, которые не смогут заменить несколько дорогих, но оптимальных по параметрам. Токарные канавочные резцы – дорогой инструмент, его правильный подбор сэкономит финансы и не нарушит технологический цикл производства.
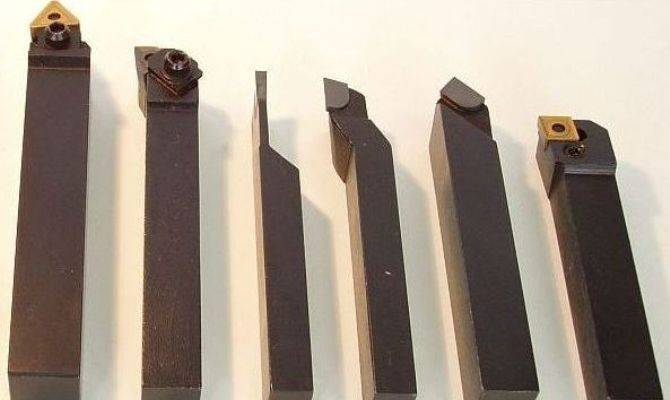
Какие бывают разновидности резцов
Механическая обработка резанием наружных цилиндрических/конических поверхностей предполагает использование одного из следующих видов инструмента:
- прямого резца;
- отогнутого;
- упорного.
Прямой проходной резец применяется для обточки материалов не только на станках токарной группы, но и долбежных, строгальных агрегатах. Изготавливается данное изделие из быстрорежущей стали (по ГОСТу 18868-73) либо комплектуется твердосплавной напайкой, которая впоследствии примыкает к металлической оправе (ГОСТ 18879-73). Если производство инструмента базируется на первом способе, то резец оправдано использовать для конструкций, которые работают с накаленными и нелегированными заготовками. Твердосплавные материалы больше рассчитаны на отделку плотных видов металла.

Размерный ряд прямого режущего изделия проходного типа довольно широк. Но есть резцы, параметры которых пользуются наибольшим спросом среди токарей.
| Высота, мм | Ширина, мм | Длина, мм |
| 16 | 10 | 100 |
| 16 | 12 | 120 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 20 | 140 |
| 25 | 16 | 140 |
| 32 | 20 | 170 |
| 32 | 25 | 170 |
| 32 | 45 | 240 |
Сечение корпуса проходного резца может иметь форму квадрата или прямоугольника. Отогнутые режущие инструменты на практике используются чаще, чем прямые, поскольку дают универсальные возможности в работе. Обладают большей жесткостью и за счет своей формы делают позволительным обтачивать детали даже на труднодоступных участках. Проходные отогнутые резцы предполагают обработку преимущественно высокопрочных видов металла, а потому изготавливаются обычно из твердосплавных материалов. Применяя в деле, с помощью них можно осуществлять как продольную, так и поперечную подачу. Ими позволительно подрезать торцы, снимать фаски, обтачивать верх заготовок, то есть выполнять все основные операции, которые присущи токарным агрегатам.
Будучи широкопрофильным инструментом, резец проходной отогнутого типа имеет различные вариации по размеру. Самые востребованные параметры представлены ниже.
| Высота, мм | Ширина, мм | Длина, мм |
| 16 | 10 | 100 |
| 16 | 10 | 110 |
| 16 | 12 | 100 |
| 20 | 12 | 100 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 20 | 125 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 25 | 25 | 140 |
| 32 | 20 | 170 |
| 40 | 25 | 200 |
| 50 | 50 | 240 |
Основной рабочей частью отогнутого проходного резца, как и в случае прямого изделия, является его головка. Она располагается на стержне, который впоследствии вставляется в держатель. В зависимости от стороны наклона отогнутый резец бывает левым и правым. Этим обуславливается возможность в процессе обработки огибать деталь с разных краев.



Каждой модели характерен свой уникальный угол. Благодаря этому изделие становится подходящим для достижения той или иной цели. Например, для придания заготовке ступенчатого вида понадобится режущий инструмент с углом в 90°.
Проходной упорный резец относится к токарным конструкциям, применяемым для обтачивания валиков, бортиков и прочих деталей цилиндрической формы. Наряду с иными изделиями подобного плана его активно задействуют в мастерских, машиностроительных цехах для черновой и/или чистовой отделки. Базовая спецификация инструмента – работа с телами вращения, имеющими уступы. Обычно это детали с небольшими габаритами. В силу последнего, упорным резцам присуща высокая точность.
Режущая кромка инструмента перпендикулярно направлена к оси заготовки. За счет такого соотношения минимизируется отрицательная вибрация, которая образуется в момент работы, а, следовательно, снижается вероятность возникновения повреждения или брака. Для изготовления проходного упорного резца используются: инструментальная сталь (из нее выполняется крепеж), быстрорежущий металл либо твердосплавный материал (для производства режущей части).
Данные модификации проходных упорных резцов дополнительно подразделяются на левые и правые, что определяется положением рабочей части инструмента. По размеру изделия бывают разными, в результате чего в сечении они могут иметь прямоугольную либо квадратную форму.
| Высота | Ширина | Длина |
| 6 | 6 | 80 |
| 8 | 8 | 80 |
| 16 | 10 | 100 |
| 16 | 12 | 100 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 16 | 140 |
| 20 | 20 | 125 |
| 25 | 16 | 140 |
| 25 | 20 | 140 |
| 30 | 20 | 150 |
| 32 | 20 | 170 |
| 40 | 40 | 200 |
| 45 | 30 | 240 |
| 50 | 50 | 240 |
Покупая резец проходной для токарного станка, стоит обращать внимание на материал изготовления и габариты, ведь данными факторами обуславливается не только цена изделия, но и целевая направленность. Что касательно конкретных стоимостных значений, то их назвать затруднительно
Ценовой диапазон резцов довольно широк и составляет 200-1500 рублей
Ценовой диапазон резцов довольно широк и составляет 200-1500 рублей.
Где взять 3D модель резцов для SolidWorks
3D модели резцов, представленных выше можно конечно построить в SolidWorks воспользовавшись уроками с этой страницы. Размеры можно взять с сайтов производителей резцов или каталогов.
Или же более простой способ – данные модели можно просто скачать!
Все наиболее популярные производители на своих сайтах выкладывают в открытом доступе 3D модели инструмента в основном в формате .stp.
Возьмём, например, такого производителя инструмента как «Sandvik coromant». Сайт этого производителя можно без труда найти в поисковике.
Заходим на него и в поиск вбиваем обозначения державки «SCLCR 2525M 12» (Он используется для черновой токарной обработки).
Открываем страницу данного инструмента и видим в разделе загрузки доступно скачивания данной державки.
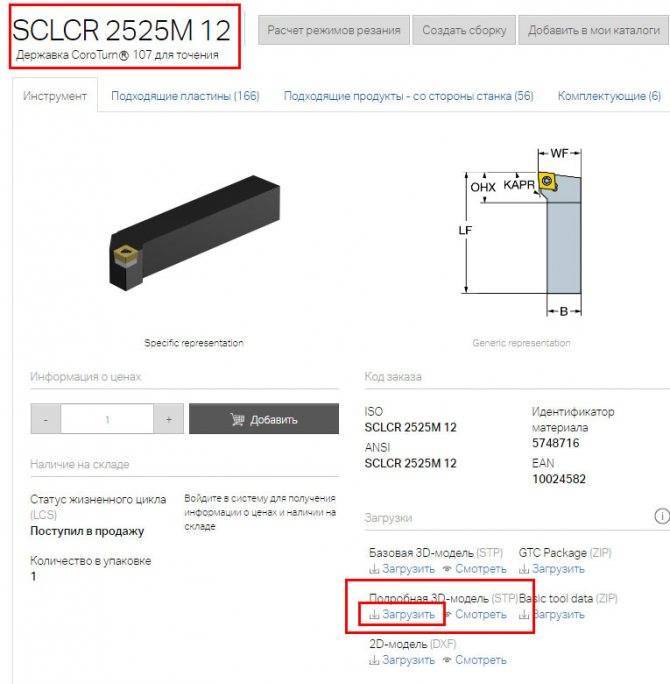
Ссылка на скачивания 3д модели инструмента на сайте Sandvik coromant
Скачиваем ее и открываем в SolidWorks.
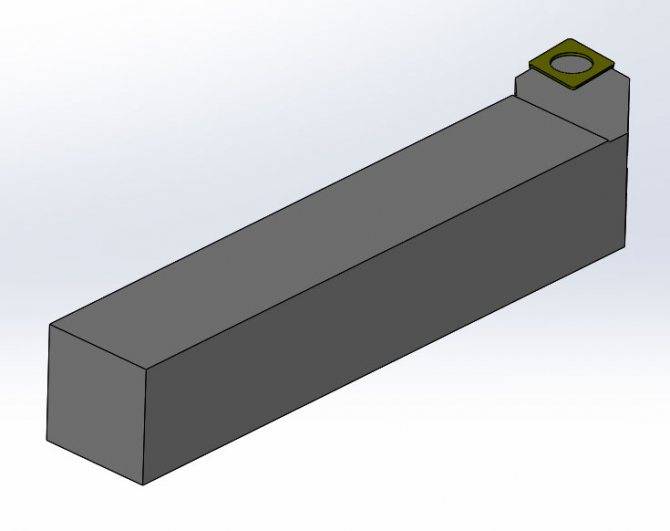
Проходной резец для станков с ЧПУ в SolidWorks.
Я рекомендую для дальнейшей работы пересохранить скаченные файлы в формат SolidWorks.
Далее таким же образом скачиваем резцы под обозначениями: SVJBL 2525M 16, SVJBR 2525M 16 (они в основном применяться для чистовой обработки). И также открываем их в SolidWorks и пересохраняем.
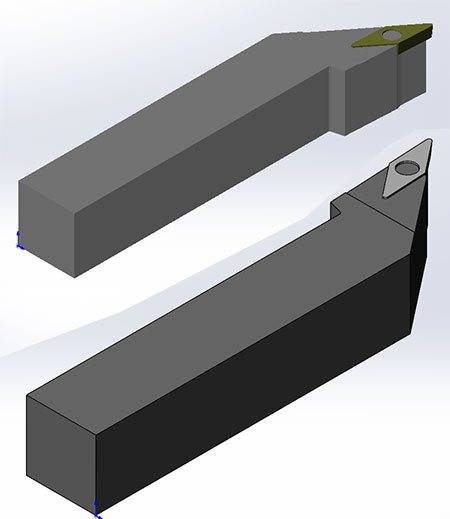
Резцы SVJBL 2525M 16, SVJBR 2525M 16 в SolidWorks
Как видим получить подробную 3д модель резца для Солидворкс достаточно просто и быстро.
В заключении статьи просмотрим видео анимацию обработки данных резцов.
2 Госстандарты на инструмент – важные особенности
Любой токарный металлорежущий проходной резец производится строго по положениям конкретного ГОСТ. Материалом для изготовления рассматриваемых инструментов является быстрорежущая сталь. Многие резцы оснащаются специальными напайками. Их делают из твердых сплавов. Проходной инструмент выпускается по следующим ГОСТам:
- 18869-73 – прямые резцы из быстрорежущих сплавов.
- 18868-73 и 18877-73 – отогнутые, оснащенные режущими элементами из быстрорежущих и твердых сплавов.
- 18878-73 – прямые с твердосплавными пластинами.
- 26611-85 – проходные разных типов со сменными пластинами, которые крепятся на инструмент по схеме верхнего прихвата.
- 29132-91 – инструмент с многогранными, заменяемыми после полной выработки, пластинами.
- 28980-91 – приспособления из сверхтвердых сплавов.
Самыми используемыми являются ПР по ГОСТ 18868, 18869,18877, 18878. Инструмент с многогранными режущими элементами применяется реже. Особенность таких резцов состоит в том, что их режущие части эксплуатируются без переточек в течение строго определенного периода времени. Когда одна грань изделия становится непригодной для работы (затупливается), пластинка монтируется на инструмент второй гранью, потом третьей и так далее. Восстановлению такие приспособления не подлежат. Полностью затупленные резцы утилизируются.
 Самыми используемыми являются резцы по ГОСТ 18868, 18869,18877, 18878
Самыми используемыми являются резцы по ГОСТ 18868, 18869,18877, 18878
Пластинки из твердых материалов на ПР фиксируются при помощи винта и клина. Эти элементы позволяют заклинивать многогранные приспособления между инструментом (его тыльной стороной) и дополнительным штифтом. Режущие пластины оснащаются упрочняющей фаской и особой выкружкой. Форма подобных резцов может быть 3–6-гранной.
Инструмент с напаиваемыми пластинками по своему эксплуатационному потенциалу хуже многогранных резцов. Но высокая стоимость производства последних (они обходятся на 25–35 % дороже) обуславливает востребованность ПР с напайками. Резцы из материалов повышенной твердости (ГОСТ 28980–91) обычно применяются для металлообработки на агрегатах с числовым программным управлением.
Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.
Функциональность резцов
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.
Разновидности резцов
Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.
Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Режимы резания
Процесс эксплуатации проходных резцов достаточно прост. В зависимости от формы заготовки и метода обработки выбирают направление движения: продольное или поперечное.

Обратите внимание на назначение инструмента: приспособления для черновой обработки запрещено использовать на чистовых работах и наоборот. Также запрещено менять установленный порядок работ:
Также запрещено менять установленный порядок работ:
- В первую очередь выполняют черновые работы, которые характеризуются глубокой степенью воздействия: при обработке допускается удаление до 5 миллиметров металла за несколько проходов.
- Чистовые работы выполняются с целью соблюдения точных параметров изделия. Толщина срезанного металла не должна превышать десятых долей миллиметра.
Проходные резцы – незаменимый инструмент для обработки металлической поверхности элементов вращения. Виды работ зависят от формы и структуры приспособлений. А вы наблюдали за процессом наружной обработки деталей? Некоторые токари считают, что отечественные производители резцов не уступают знаменитым зарубежным компаниям, включая немецкого производителя Optimum. А что по этому поводу думаете вы? Выразите свое мнение в блоке комментариев.
Советы по выбору
Проходные токарные отогнутые устройства могут создаваться в нескольких вариациях, в которых будут различны размеры, материал, а также некоторые другие параметры
Во время выбора резца стоит особое внимание уделить тому, с какими заготовками вам придётся иметь дело. Если в процессе производства применяется более широкий круг деталей, то нужно иметь не один изогнутый проходной резец , а настоящий набор для использования в различных случаях
Общий размер изделия должен быть подобран в соответствии с размером самой заготовки. Самым широко используемым вариантом станет средний, который не будет требовать постоянной замены для большого количества работ с различными типами изделий. Рекомендация от специалистов: регулярная замена резцов может привести к большим потерям времени в процессе создания работы и к развитию простоя оборудования, так что нужно заранее определиться с наиболее оптимальным вариантом.
https://youtube.com/watch?v=qaKkb0qj96Q