Определение шага резьбы гайки:
Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
Если вы сами занимаетесь нарезкой резьбы, причем не важно, пользуйтесь ли вы метчиком либо леркой для наружной или внутренней нарезки резьбы, вам в любом случае необходим резьбомер, который позволит не только избежать сложностей при создании второго элемента в соединении, но и подскажет, как грамотно подобрать параметры профиля резьбы. В сегодняшнем материале мы разберем особенности и виды данного инструмента
Как определяется шаг резьбы без резьбомера линейкой
Если под рукой не оказывается специального инструмента, то вовсе не обязательно спешить в магазин для его приобретения. Если нужно узнать значение шага резьбы, то сделать это можно без резьбомера. Для этого можно воспользоваться линейкой (лучше конечно взять в руки штангенциркуль). Надо отметить, что определение шага нарезки линейкой позволяет получить менее точный результат, чем при использовании резьбомера или штангенциркуля
Это важно учитывать, и если нужно получить точные показания, то лучше воспользоваться специализированным прибором
В этом разделе рассмотрим, как можно узнать шаг резьбы, имея под рукой только линейку. Многие наверняка догадались, как это сделать, но все же рассмотрим особенности процедуры подробно.
Для начала нужно отметить, что метрические и дюймовые нарезки изготавливаются с соблюдением соответствующих стандартов. Это позволяет определить расстояние между витками нарезки, не имея специального инструмента. Сделать это можно следующим образом:
- Расположить деталь (болт с резьбой) рядом с линейкой
- Внимательно посмотреть на вершины витков. Если они совпадают с миллиметровыми делениями линейки, то это значит, что шаг резьбы составляет 1 мм
- Если витки не совпадают с делениями шкалы линейки, тогда следует воспользоваться другим способом. Для этого нужно посчитать количество витков на детали в определенном диапазоне (на 1 или 2 см)
- Чтобы узнать шаг, нужно взять диапазон в миллиметрах и разделить на полученное количество витков, например, на диапазоне 20 мм было насчитано 17 витков. Если разделить 20 мм на 17 витков, то получим значение 1,17, что соответствует ближайшему стандартному шагу в 1,25 мм. Для проведения более точных подсчетов необходимо отнять один виток, так как отчет нужно проводить не с одного, а с нуля, поэтому получим 20/16=1,25 мм
- Чтобы не проводить расчеты, можно воспользоваться табличными значениями. Таблица для определения шага нарезки представлена ниже
Таблица определения шага метрической резьбы
Выше описана инструкция, как определить шаг для метрической резьбы. По аналогичному принципу осуществляется измерение для дюймовой нарезки
Для этого важно знать, что 1 дюйм равен 25,4 мм. Для определения шага дюймовой нарезки необходимо:
- Посчитать количество витков на расстоянии 25,4 мм, приложив к заготовке линейку
- Соответствующее количество витков указывает на шаг нарезки
- На расстоянии 25,4 мм или 1 дюйма может присутствовать от 4 до 28 витков
- Если изделие имеет короткую длину (меньше 25,4 мм), тогда измерения проводятся на участке в 2 раза меньшем, то есть, на 12,7 мм. Полученное значение количества витков нужно умножить на 2, получив при этом соответствующее количество витков на 1 дюйм
Чтобы убедиться в правильности проведенных действий, сверяем полученные значения с табличными.
Таблица для определения шага дюймовой резьбы
Надо понимать, что для получения максимально-точных результатов, рекомендуется воспользоваться резьбомером.
Устройство штангенциркуля

| Диаметр по виткам резьбы (мм) | ШТУЦЕР (Наружная резьба) | ГАЙКА (Внутренняя резьба) | Диаметр по виткам резьбы (мм) | ШТУЦЕР (Наружная резьба) | ГАЙКА (Внутренняя резьба) |
| 8,7 | BSP 1/8 | 25 | JIC 1 1/16 | ||
| 9 | 10X1 | 25,2 | ORFS 1 | ||
| 9,6 | BSP 1/8 | 25,85 | 26X1,5 | ||
| 9,9 | JIC 7/16 | 26,3 | BSP 3/4 | ||
| 10,5 | 12X1,5 | 26,9 | JIC 1 1/16 | ||
| 11 | JIC 7/16 | 28 | 30X2 | ||
| 11,5 | JIC 1/2 | 28,5 | |||
| 11,7 | BSP 1/4 | 29,8 | |||
| 11,85 | 12X1,5 | 29,9 | |||
| 12,4 | 14X1,5 | 30 | JIC 1 3/16 ORFS 1 3/16 М30X2 | ||
| 12,55 | JIC 1/2 | 30,6 | BSP 1 | ||
| 12,67 | 31,3 | JIC 1 5/16 | |||
| 12,9 | JIC 9/16 ORFS 9/16 | 32,85 | 33X2 33X1,5 | ||
| 13 | BSP 1/4 | 33,1 | BSP 1 | ||
| 13,9 | 14X1,5 | 33,2 | JIC 1 5/16 | ||
| 14,1 | JIC 9/16 ORFS 9/16 | 33,3 | |||
| 14,2 | 34 | 36X2 | |||
| 14,4 | 34,5 | ORFS 1 7/16 | |||
| 14,5 | 16X1,5 | 35,8 | 36X2 36X1,5 | ||
| 15,2 | BSP 3/8 | 36,3 | ORFS 1 7/16 | ||
| 15,7 | 36,5 | ||||
| 15,85 | 16X1,5 | 37,85 | |||
| 15,9 | ORFS 11/16 | 38,8 | JIC 1 5/8 | ||
| 16,4 | 39,2 | BSP 1 1/4 | |||
| 16,5 | BSP 3/8 | 18X1,5 | 40 | 42X2 | |
| 17,3 | ORFS 11/16 | 40,9 | ORFS 1 11/16 | ||
| 17,5 | JIC 3/4 | 41,1 | JIC 1 5/8 | ||
| 17,85 | 18X1,5 | 41,8 | BSP 1 1/4 | ||
| 18,5 | 20X1,5 | 42,7 | ORFS 1 11/16 | ||
| 18,9 | JIC 3/4 | BSP 1/2 | 43 | 45X2 | |
| 19 | ORFS 13/16 | 43,5 | |||
| 19,85 | 20X1,5 | 44,85 | |||
| 20,5 | ORFS 13/16 | JIC 7/8 22X1,5 | 45 | BSP 1 1/2 | |
| 20,8 | BSP 1/2 | 45,4 | JIC 1 7/8 | ||
| 20,9 | BSP 5/8 | 47,3 | BSP 1 1/2 | ||
| 21,85 | 22X1,5 | 47,9 | JIC 1 7/8 | ||
| 22,1 | JIC 7/8 | 48,7 | ORFS 2 | ||
| 22,18 | 50 | 52X2 | |||
| 22,5 | 24X1,5 | 50,6 | ORFS 2 | ||
| 22,8 | BSP 5/8 | 51,8 | 52X2 | ||
| 23,25 | ORFS 1 | 56,7 | BSP 2 | ||
| 23,85 | 24X1,5 | 59,3 | BSP 2 | ||
| 24,4 | BSP 3/4 | 61,2 | JIC 2 1/2 | ||
| 24,5 | 26X1,5 | 63,5 | JIC 2 1/2 |
2011-2018 ООО «СеверГидро» Все права защищены
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
- Использование обычной линейки.
- Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.
- Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.

Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Нюансы измерения
При применении штангенциркуля следует учитывать несколько рекомендаций. Примером назовем нижеприведенную информацию:
- Если между головкой и торцевой частью изделия есть плита, то в этом случае рекомендуется использовать основную измерительную шкалу и глубиномер. При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента. Подобные данные позволяют рассчитать основные параметры резьбового соединения.
- Точность полученных результатов можно существенно повысить путем очистки поверхности от различных загрязняющих веществ. Для этого можно использовать абразивный материал или специальные жидкости для удаления коррозии.
Провести рассматриваемую процедуру можно самостоятельно. Как правило, проблем при этом не возникает.
В заключение отметим, что производители указывают шаг и многие другие важные показатели. Как правило, они наносятся на головке или другом элементе.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Что такое метрическая и дюймовая резьба
Перед тем, как разобраться с определением шага резьбы при помощи резьбомера, нужно выяснить, чем отличается метрическая резьба от дюймовой и наоборот? Резьбы по системе мер подразделяются на два основных вида:
- Метрические — используется на следующих видах крепежных деталей: болтах, винтах, гайках, шпильках и прочих. Метрический тип нарезки возник еще в Советском Союзе, и активно используется сегодня
- Дюймовые — это американский стандарт нарезки, с которым домашние мастера сталкиваются при работе с сантехническими изделиями. Однако дюймовая нарезка встречается не только на сантехнических приборах, но и крепежных элементах
Разберемся более детально в вопросе о том, чем отличается метрическая резьба от дюймовой, и где они применяются чаще всего.
Отличительная особенность метрической резьбы (ГОСТ 24705-91) в соответствующей форме профиля, имеющего вид равностороннего треугольника. Угол между вершинами этого треугольника равен 60 градусов, о чем уже упоминалось выше. Вершины или пики имеют тупую форму, то есть, выступы для сопряжения с винтом или гайкой срезаны. Для обозначения диаметра винта и шага резьбы используется единица измерения — миллиметры. Резьба такого типа может иметь крупный и мелкий шаг, что зависит от сферы применения соответствующих деталей. Детали с маленьким шагом используются преимущественно для регулировки, а также в устройствах, на которые воздействуют динамические нагрузки. Для обозначений крупной резьбы используется маркировка в виде буквы М и соответствующая цифра, например, 20. Это означает, что на заготовке нарезана метрическая резьба с диаметром 20 мм. Мелкая резьба на заготовке имеет аналогичное обозначение, только добавляется цифровое значение. Это значение указывает шаг резьбы, например, 1,5 мм. Ниже на фото представлена схема устройства метрической резьбы.










Кроме метрической, часто используется дюймовая резьба (ГОСТ 6111-52). Новички, которые не знают о существовании этих двух видов нарезки, сталкиваются с некоторыми трудностями. Чтобы понять, что это за трудности, рассмотрим конструктивные особенности дюймовой резьбы. В профиле она имеет аналогичную форму, как и метрическая, но ее основное отличие в измененном углу между вершинами. Этот угол равен 55 градусам, что и отличает ее по конструкции от метрической нарезки. Для обозначения размеров дюймовой резьбы используется единица измерения — дюймы. В 1 дюйме 25,4 мм, а для обозначения дюймов используется два штриха. Дюймовая резьба может также быть крупной и мелкой, и характеризуется количеством ниток на один дюйм. Закрутить гайку с метрической резьбой на деталь с дюймовой нарезкой не получится, как и наоборот.
Резьба дюймовая и метрическая бывают наружными и внутренними, а основными их техническими параметрами являются:
- Шаг — это расстояние между двумя вершинами витков
- Глубина — расстояние от вершины до основания
- Угол профиля — это расстояние в градусах между боковыми частями профиля в плоскости оси
- Наружный диаметр — размер заготовки в области наличия нарезки, измеряемый по вершинам витков
- Внутренний диаметр — это расстояние, которое соответствует размеру цилиндра с присутствующими витками
Параметры резьбы
Когда известно отличие метрической резьбы от дюймовой нарезки, можно приступать к рассмотрению вопроса о том, как научиться пользоваться резьбомером. Хотя этот прибор имеет простую конструкцию, но далеко не каждый способен правильно произвести соответствующие измерения (к тому же многие не знают о том, что существует специальный инструмент). От правильности выполненных действий зависит эффективность соединения.
Что такое резьбомер
Конструкция резьбомера состоит из набора зубчатых щупов, закрепленных на корпусе инструмента. Они представляют собой небольшие пластины или шаблоны, выполненные из стальных сплавов. Щуп определяет величину зазоров между двумя изделиями. Если значение зазора слишком велико, применяются несколько пластин одновременно. Каждый щуп обладает уникальными параметрами шага, толщины и вращается вдоль оси. Во время использования инструмента шаг щупа должен соответствовать шагу измеряемой резьбы. Благодаря отшлифованной поверхности, пластины могут использоваться для оценки точности как внутренней, так и наружной нарезки.
Для определения характеристик нарезания используются резьбовые шаблоны ГОСТ 519-77. Они определяют для метрической и трубной резьбы уникальные значение шага и количества витков на 1 дюйм нарезки. При определении точности также используются метрики или штангенциркули.
Все элементы резьбомера производятся в соответствии с ГОСТ 5950-85. Государственный стандарт регламентирует использование стальных сплавов ХВ4, У7 и 8ХФ. Эти металлы не подвержены воздействию сильных перепадов температур. Они обладают повышенной прочностью и не подвергаются коррозии. Благодаря этим свойствам инструмент может эксплуатироваться в течение длительного времени без износа конструкции.
Резьбомеры являются универсальными инструментами и широко применяются в промышленном секторе. Они используются в металлообрабатывающем и машиностроительном комплексе, строительстве и индустрии по производству электроники. Эти инструменты также используются в бытовых условиях для измерения резьбовых соединений в радиоэлектронной аппаратуре и металлических изделиях.
Технология измерения размеров шпилек
Шпильки, как и другие метизы, отличаются наличием метрической резьбы, поэтому имеют соответствующую аббревиатуру MDxPxL. Расшифровка тоже не отличается от предыдущих крепежных элементов:
- M — буквой обозначается метрическая резьба метиза;
- D — применяется для указания диаметра;
- P — разновидность шага, показатель в миллиметрах;
- L — данные о длине рабочей части конструкции.
Вид измерения выбирается в соответствии с подходящим нормативом ГОСТ, а также типом шпильки. Всего существует 2 больших группы для определения принадлежности метиза:
- конструкции, которые используются для монтажа в гладкие отверстия;
- крепежные элементы с концом, который завинчивается в отверстие.
ГОСТ и необходимость унификации
Долгое время производители выполняли теоретический расчет шага резьбы по своим методикам и изготавливали крепеж по собственным технологиям. При таком подходе соединительные элементы разных брендов часто оказывались несовместимыми или не обеспечивали подходящее качество стыка, из-за чего у пользователей часто возникали проблемы.
Особенные сложности появлялись при сборке машин, аппаратов и другого составного оборудования. Буквально каждый элемент приходилось отдельно маркировать, чтобы потом его можно было правильно разместить. Банальная профилактическая чистка орудий или станков, части которых поставлялись двумя заводами и больше, превращалась в настоящую пытку.
Поэтому с начала XX века всерьез озаботились вопросом стандартизации
К делу подошли с максимальной серьезностью, принимая во внимание даже опыт XII столетия, а точнее проверенную практикой формулу, гласящую, что расстояние между соседними витками должно равняться 20% диаметра стержня. Естественно, при этом учитывали, что в те далекие времена крепеж выполняли из дерева, и только через 20 лет стали стягивать наиболее нагруженные его точки шпильками и защищать гайками, выточенными из цельного куска особо прочной породы
Сегодня же актуальны совсем другие материалы, к которым предъявляются совершенно иные требования.
Информация к размышлению

Первый путь к стандартизации начали прокладывать именно в России: на Тульском заводе стали работать по чертежам Никиты Демидова, а проверять результаты – по предложенным им же калибрам. Это позволяло контролировать точность отливки и исполнения отдельных деталей. Да, знаменитый промышленник не думал именно о шаге резьбы (как померить его или найти оптимальный), а стремился унифицировать производство в целом. И добился своего: в 1787 году комиссия при царской армии закупила 500 отечественных ружей и столько же английских. Проверяющие разобрали каждое из них, разложили элементы по их функциональному назначению и хорошенько перемешали каждую группу, после чего попробовали собрать. В случае с русскими моделями это удалось – пусть они и требовали притирки, но пристрелку в итоге прошли, – а вот гордость британских мастеров так и осталась грудой бесполезного железа.
Это послужило толчком к следующим событиям:
- В каждом полку создали взвод, отвечающий за обслуживание вооружения, и он регулярно получал помеченные насечками расходники для замены вышедших из строя мелких элементов.
- Во Франции в 1790 утвердили первую всеевропейскую основную систему мер, приняв в качестве единицы длины м и его «производные» – см и мм, которой пользуются и сегодня; Англия, кстати, осталась при своих дюймах и футах.
- В СССР в 1924 введен первый ГОСТ на рассматриваемые соединения.
Как определяется шаг резьбы без резьбомера линейкой
Если под рукой не оказывается специального инструмента, то вовсе не обязательно спешить в магазин для его приобретения. Если нужно узнать значение шага резьбы, то сделать это можно без резьбомера. Для этого можно воспользоваться линейкой (лучше конечно взять в руки штангенциркуль). Надо отметить, что определение шага нарезки линейкой позволяет получить менее точный результат, чем при использовании резьбомера или штангенциркуля
Это важно учитывать, и если нужно получить точные показания, то лучше воспользоваться специализированным прибором
В этом разделе рассмотрим, как можно узнать шаг резьбы, имея под рукой только линейку. Многие наверняка догадались, как это сделать, но все же рассмотрим особенности процедуры подробно.
Для начала нужно отметить, что метрические и дюймовые нарезки изготавливаются с соблюдением соответствующих стандартов. Это позволяет определить расстояние между витками нарезки, не имея специального инструмента. Сделать это можно следующим образом:
- Расположить деталь (болт с резьбой) рядом с линейкой
- Внимательно посмотреть на вершины витков. Если они совпадают с миллиметровыми делениями линейки, то это значит, что шаг резьбы составляет 1 мм
- Если витки не совпадают с делениями шкалы линейки, тогда следует воспользоваться другим способом. Для этого нужно посчитать количество витков на детали в определенном диапазоне (на 1 или 2 см)
- Чтобы узнать шаг, нужно взять диапазон в миллиметрах и разделить на полученное количество витков, например, на диапазоне 20 мм было насчитано 17 витков. Если разделить 20 мм на 17 витков, то получим значение 1,17, что соответствует ближайшему стандартному шагу в 1,25 мм. Для проведения более точных подсчетов необходимо отнять один виток, так как отчет нужно проводить не с одного, а с нуля, поэтому получим 20/16=1,25 мм
- Чтобы не проводить расчеты, можно воспользоваться табличными значениями. Таблица для определения шага нарезки представлена ниже
Выше описана инструкция, как определить шаг для метрической резьбы. По аналогичному принципу осуществляется измерение для дюймовой нарезки
Для этого важно знать, что 1 дюйм равен 25,4 мм. Для определения шага дюймовой нарезки необходимо:
- Посчитать количество витков на расстоянии 25,4 мм, приложив к заготовке линейку
- Соответствующее количество витков указывает на шаг нарезки
- На расстоянии 25,4 мм или 1 дюйма может присутствовать от 4 до 28 витков
- Если изделие имеет короткую длину (меньше 25,4 мм), тогда измерения проводятся на участке в 2 раза меньшем, то есть, на 12,7 мм. Полученное значение количества витков нужно умножить на 2, получив при этом соответствующее количество витков на 1 дюйм
Чтобы убедиться в правильности проведенных действий, сверяем полученные значения с табличными.
Надо понимать, что для получения максимально-точных результатов, рекомендуется воспользоваться резьбомером.
Что такое резьбомер
Конструкция резьбомера состоит из набора зубчатых щупов, закрепленных на корпусе инструмента. Они представляют собой небольшие пластины или шаблоны, выполненные из стальных сплавов. Щуп определяет величину зазоров между двумя изделиями. Если значение зазора слишком велико, применяются несколько пластин одновременно. Каждый щуп обладает уникальными параметрами шага, толщины и вращается вдоль оси. Во время использования инструмента шаг щупа должен соответствовать шагу измеряемой резьбы. Благодаря отшлифованной поверхности, пластины могут использоваться для оценки точности как внутренней, так и наружной нарезки.
Для определения характеристик нарезания используются резьбовые шаблоны ГОСТ 519-77. Они определяют для метрической и трубной резьбы уникальные значение шага и количества витков на 1 дюйм нарезки. При определении точности также используются метрики или штангенциркули.










Все элементы резьбомера производятся в соответствии с ГОСТ 5950-85. Государственный стандарт регламентирует использование стальных сплавов ХВ4, У7 и 8ХФ. Эти металлы не подвержены воздействию сильных перепадов температур. Они обладают повышенной прочностью и не подвергаются коррозии. Благодаря этим свойствам инструмент может эксплуатироваться в течение длительного времени без износа конструкции.
Резьбомеры являются универсальными инструментами и широко применяются в промышленном секторе. Они используются в металлообрабатывающем и машиностроительном комплексе, строительстве и индустрии по производству электроники. Эти инструменты также используются в бытовых условиях для измерения резьбовых соединений в радиоэлектронной аппаратуре и металлических изделиях.
Измерение резьбомером
Оптимальным вариантом, как правильно измерить резьбу, будет использование резьбомера. Это специальный инструмент для проведения измерения шага нарезки. Резьбомер представляет собой корпус, к которому крепятся щупы в виде тонких пластин с гребенкой. Форма гребенки точно соответствует стандартной резьбе с определенным шагом.
Различают следующие виды резьбомеров:
- Метрические. Позволяют измерить шаг резьбы болта, гайки или другой детали с метрической нарезкой диаметром от 1 до 600 мм. Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.
- Дюймовые. Применяется, чтобы измерить дюймовую резьбу, которую обычно нарезают на трубах и деталях трубопроводов, а также иногда используют на крепежных элементах. Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
- Универсальные. Комплектуются измерительными пластинами для метрической и дюймовой нарезки. Такие резьбомеры широко применяются в мастерских, где приходится одновременно работать с деталями как с метрической, так и с дюймовой резьбой.
Перед определением шага нужно измерить диаметр резьбы штангенциркулем. Это необходимо потому, что диапазон шагов может зависеть от диаметра.
Процесс измерения шага при помощи резьбомера предельно прост. К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
Проще всего таким способом измерить наружную резьбу. Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
При измерении шага метрической резьбы искомый параметр получаем в миллиметрах. Если необходимо измерить шаг дюймовой резьбы, то его значение получаем в количестве витков на дюйм.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Резьба метрическая. Профиль.
Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на рисунке и в таблице.
d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутреннего резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта ; D1 — внутренний диаметр гайки ; Р — шаг резьбы; Н — высота исходного треугольника; R — номинальный радиус закругления впадины болта; Н1 — рабочая высота профиля.
Примечания:
- Форма впадины резьбы болта не регламентируется и может быть как закругленной, так и плоскосрезанной . Закругленная форма впадины является предпочтительной.
- Форма впадины резьбы гайки не регламентируется.
В таблице приведены размеры элементов профиля резьбы. Форма впадин резьбы винта стандартом не регламентируется; скругление впадин (радиусом R) уменьшает концентрацию напряжений и повышает прочность винта при циклическом нагружении.





По ГОСТ 24705 (СТ СЭВ 182) резьба метрическая, основные значения диаметров резьбы определяются по формулам:
где d3 — внутренний диаметр болта.
Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно. Здесь показаны способы измерений шага резьбы:
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Использование резьбомера
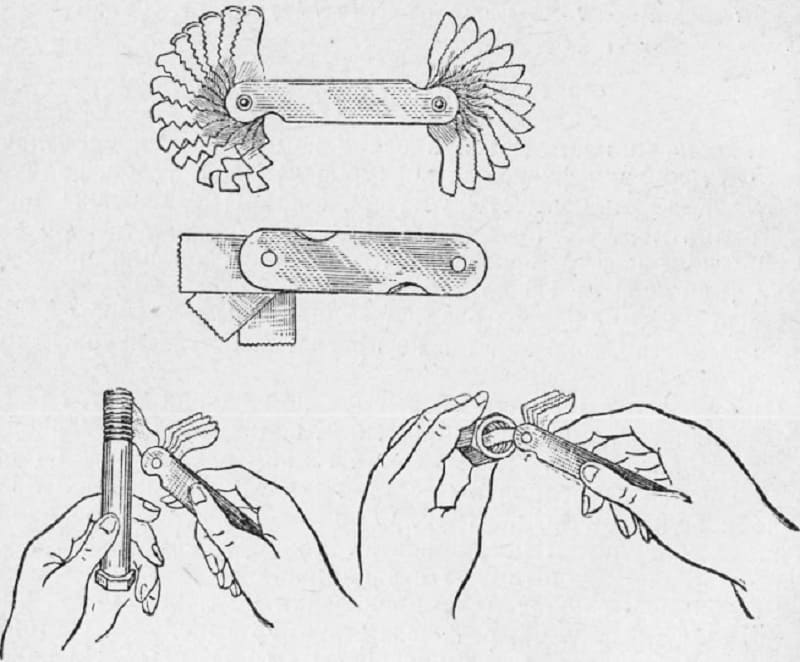
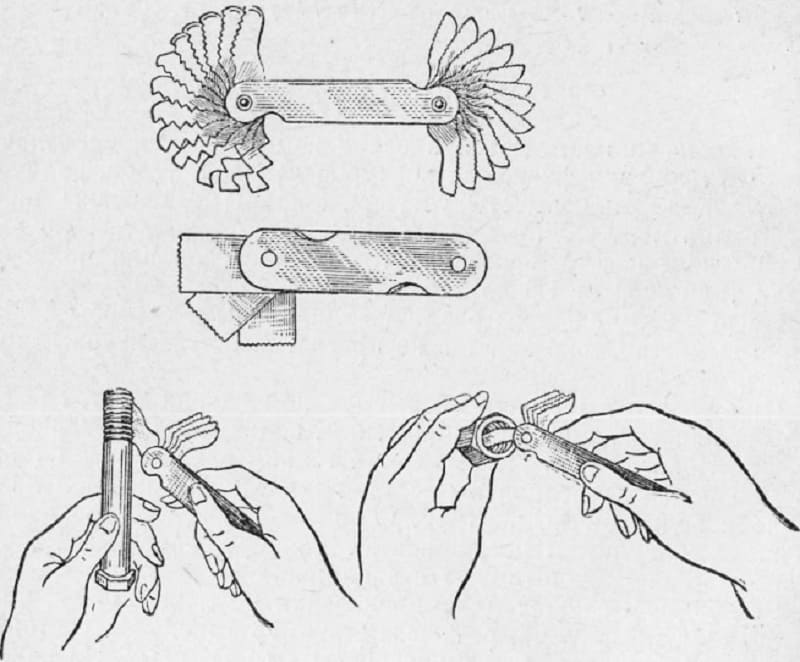
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.
Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
Пример определения размера шага резьбы резьбомером
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.