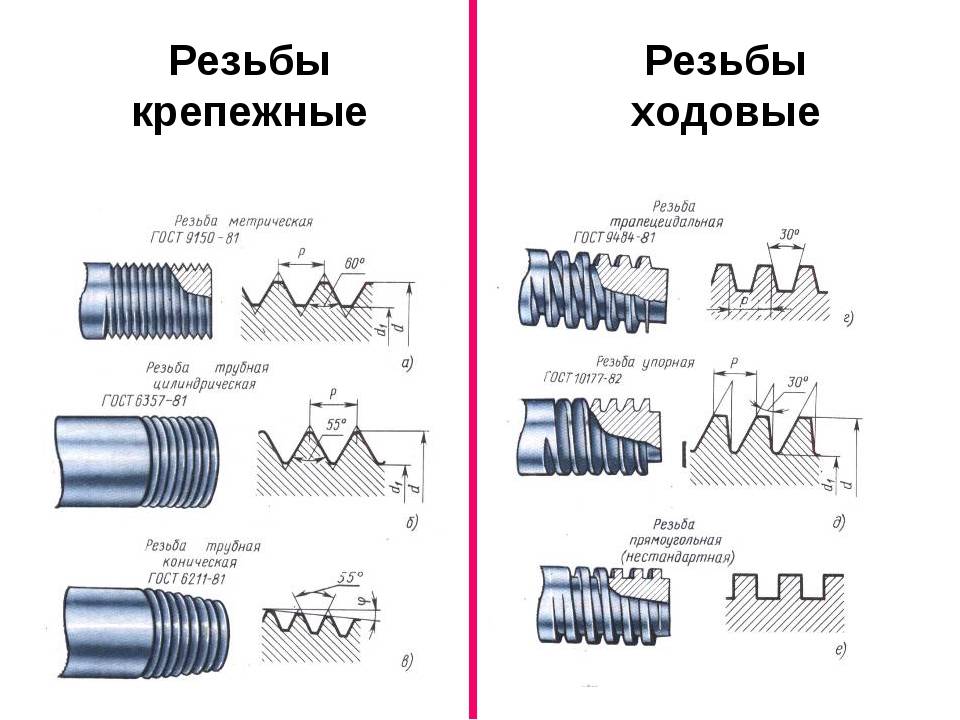
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Виды дюймовой резьбы
Среди резьбовых соединений дюймовой размерности выделяют несколько видов, которые отличаются своими техническими характеристиками:
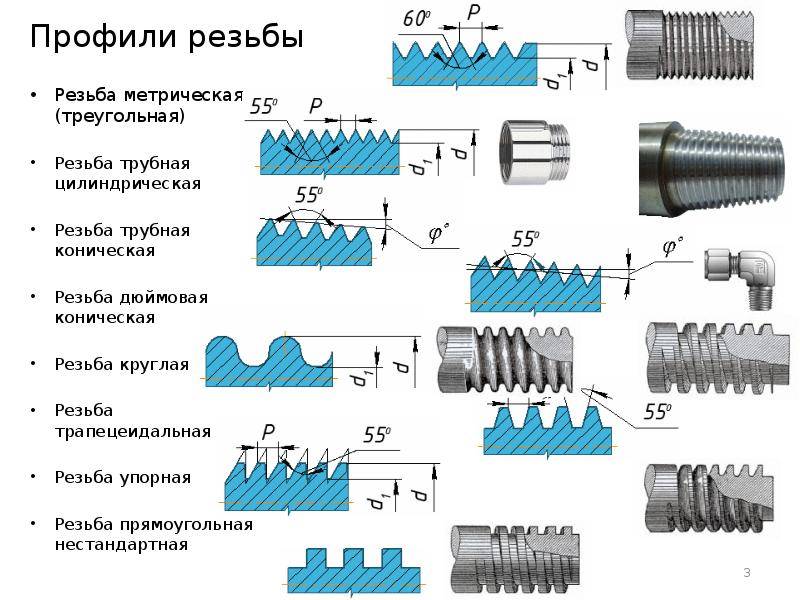
- Цилиндрическая резьба американского стандарта UTS. Изначально она использовалась в США и Канаде, но затем распространилась по всему миру. Среди нескольких типов наибольшей популярностью пользуется UNC – резьба с укрупненным шагом и UNF – мелкая резьба. Имеет угол в 55 градусов при вершине.
- Британская цилиндрическая резьба стандарта BSW или вариант с уменьшенным шагом резьбы BSF. Данный стандарт характеризуется углом при вершине в 55 градусов.
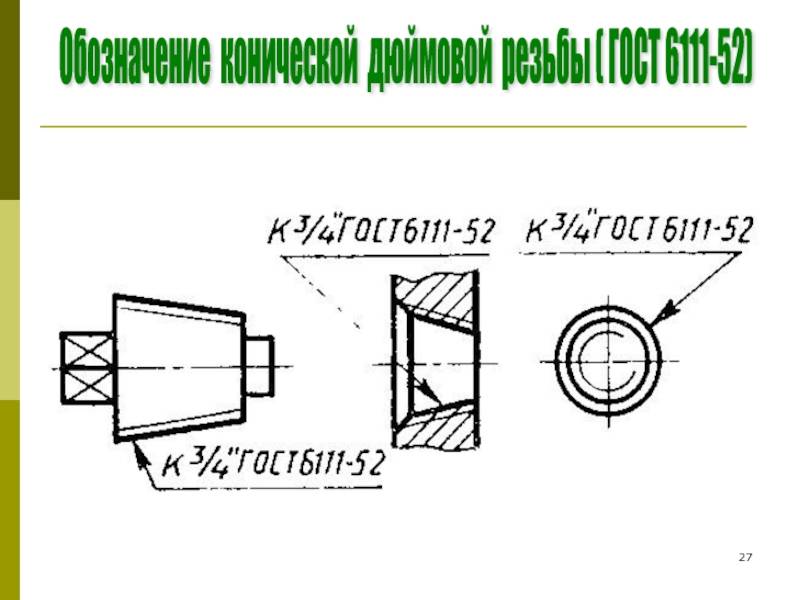
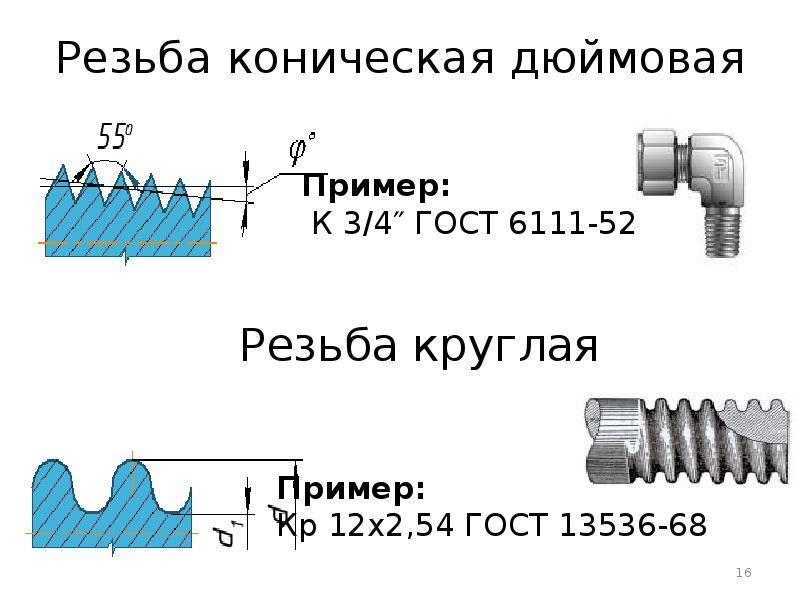
- Для трубных резьбовых соединений используется резьба конической формы NPT, а также цилиндрический вариант NPS со стандартным углом вершины в 55 градусов. В отечественном исполнении данный тип резьбы отвечает ГОСТ 6111-52.
Наибольшей популярностью пользуется резьба унифицированного типа UNC, который встречается на различной технике и оборудовании, производимом не только в США или Канаде, а также Китае и других азиатских странах
Важной особенностью дюймовых метизов является то, что номера ключей для их монтажа и демонтажа отличаются от метрического стандарта
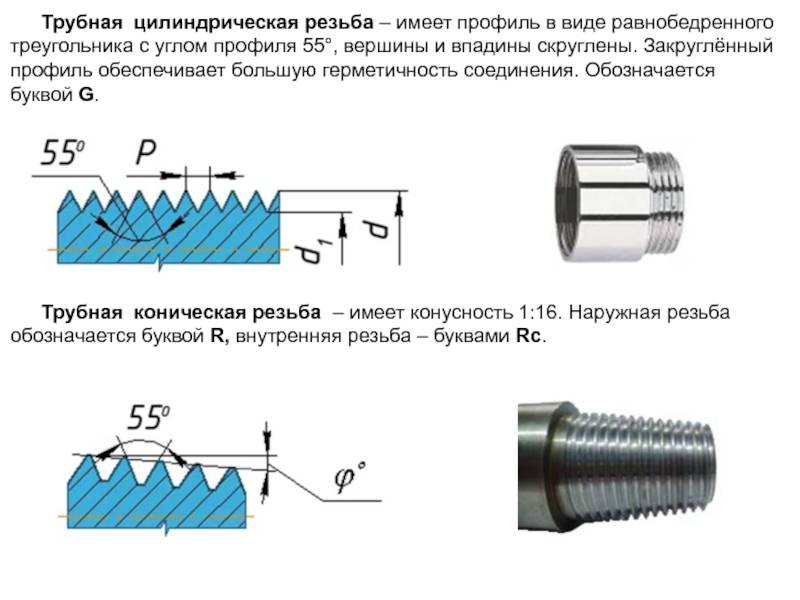
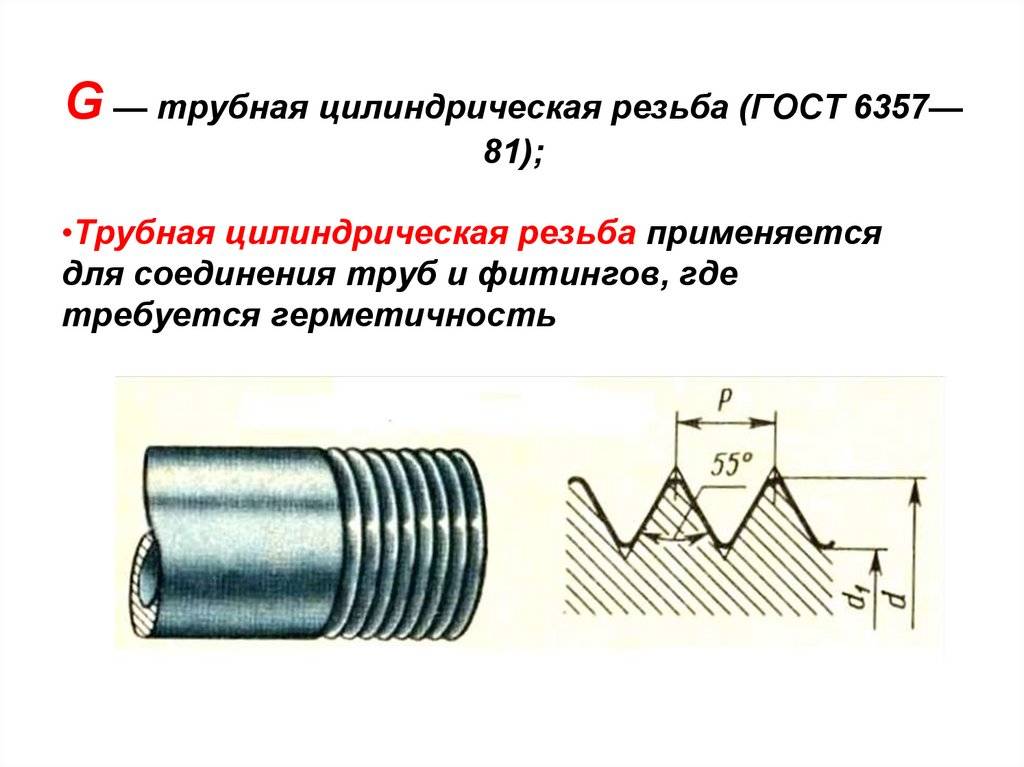
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).

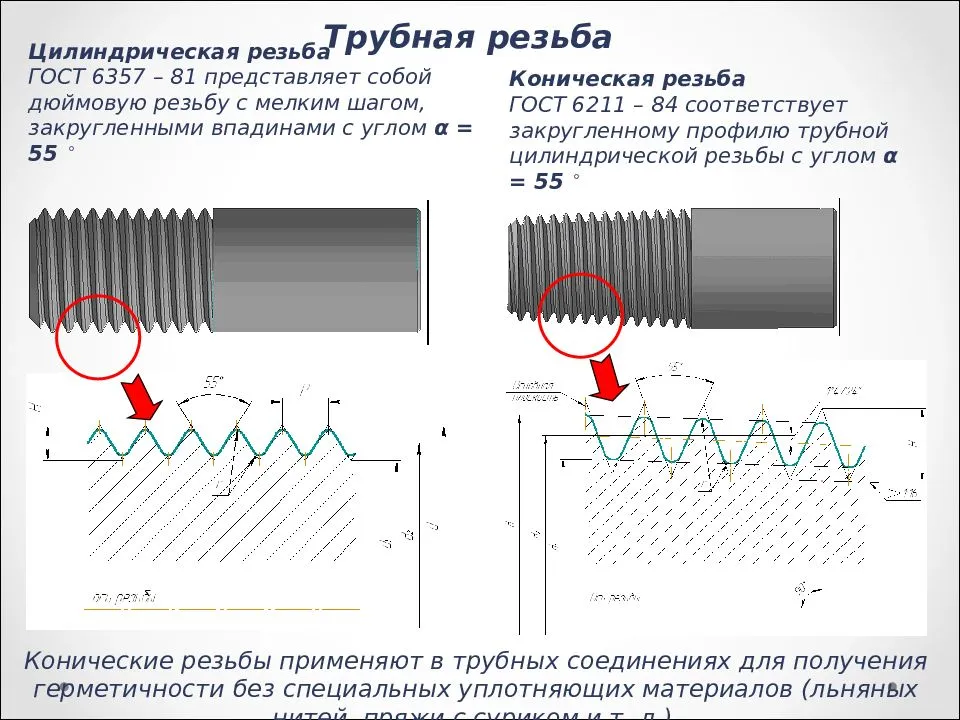
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
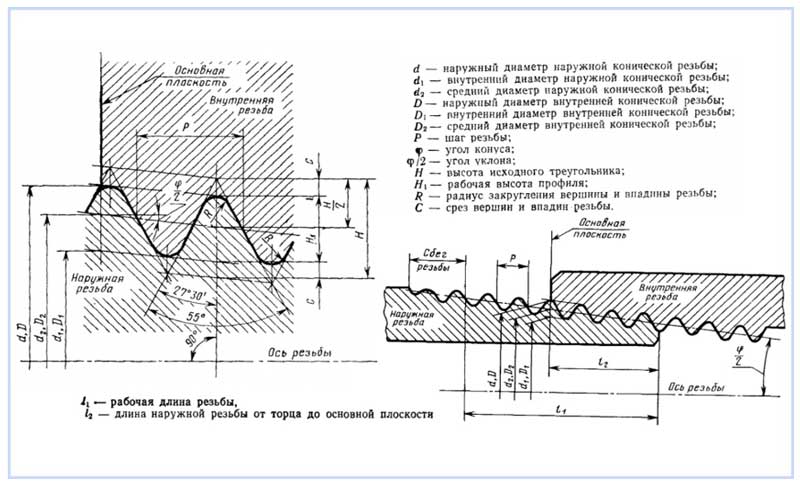
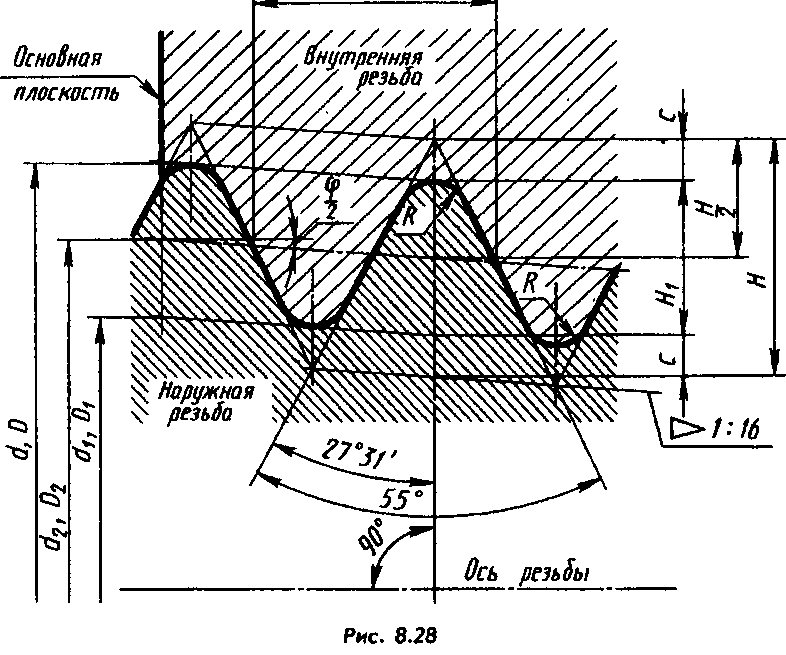
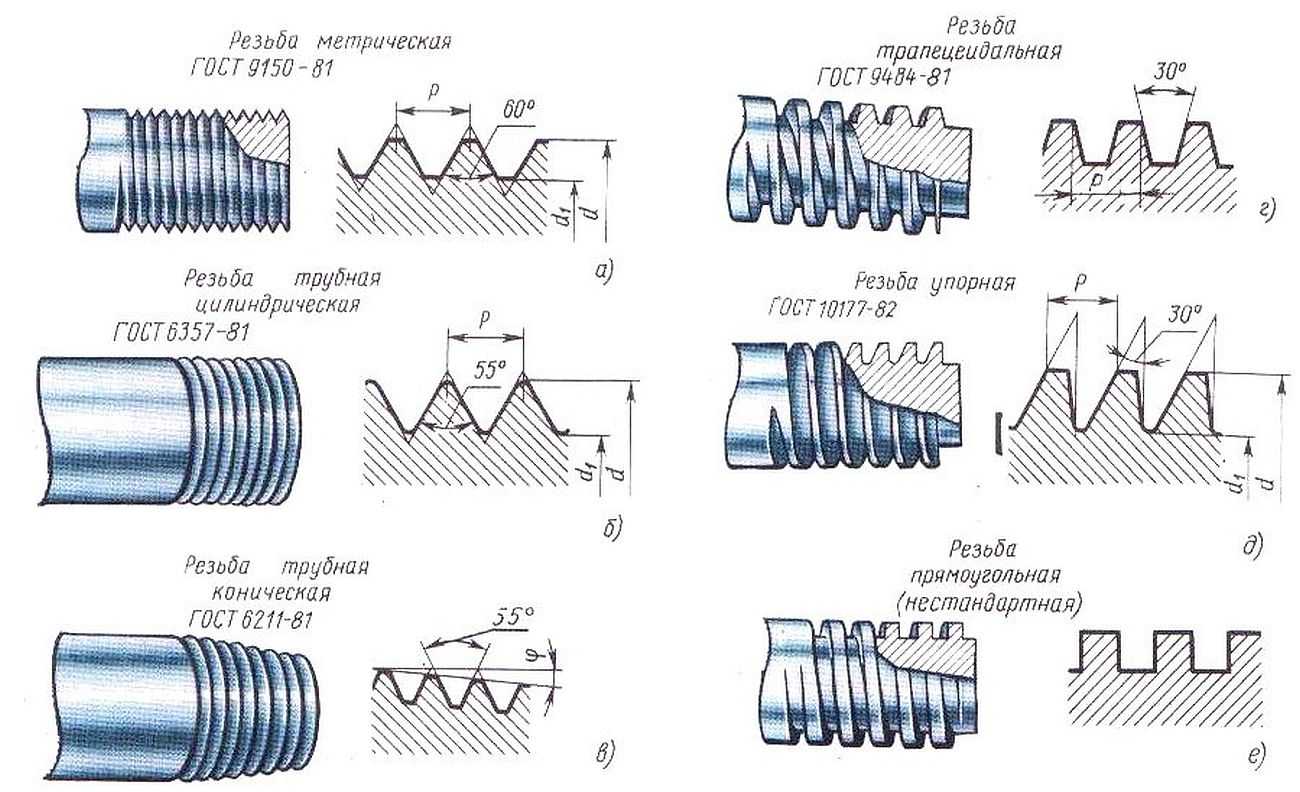
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
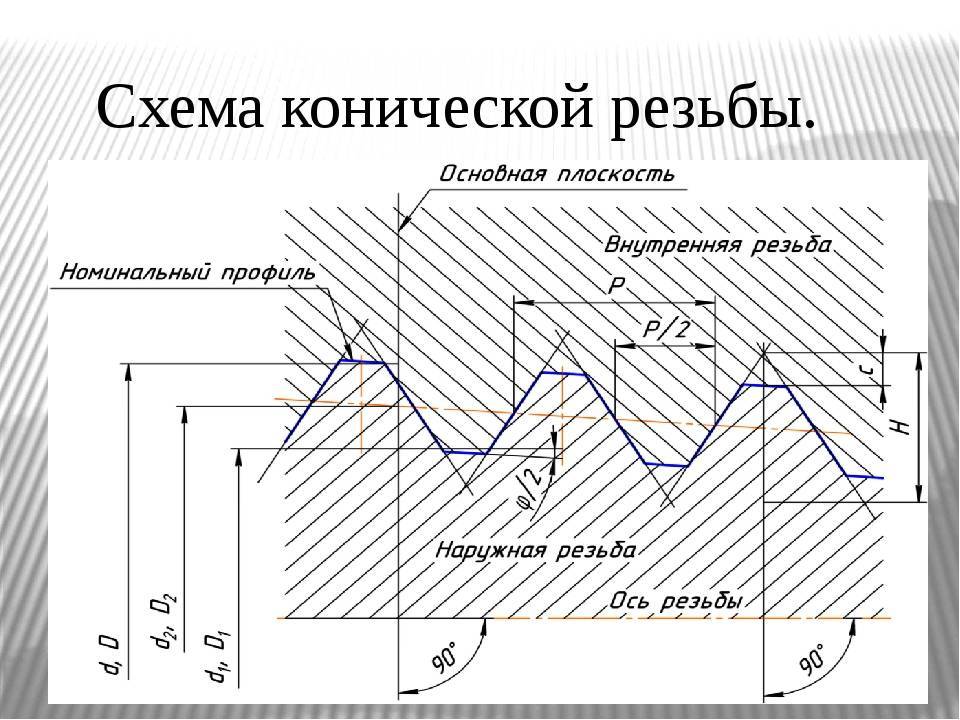
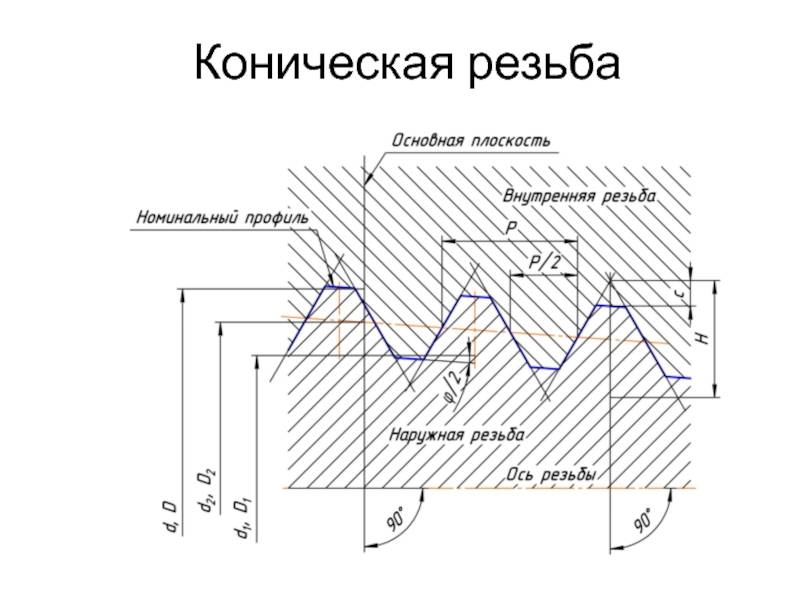
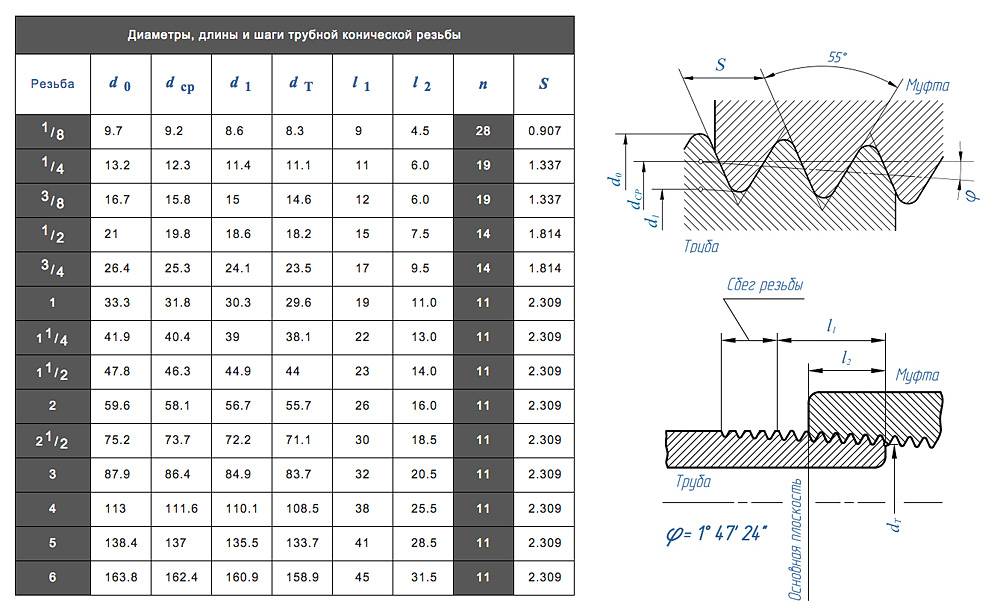
Технические характеристики
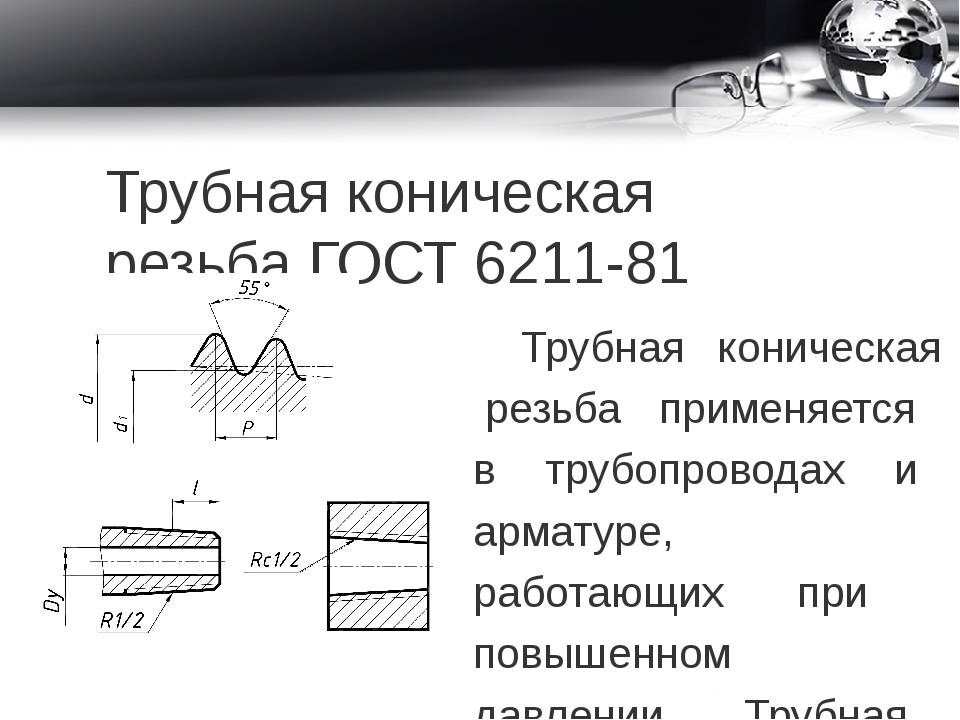
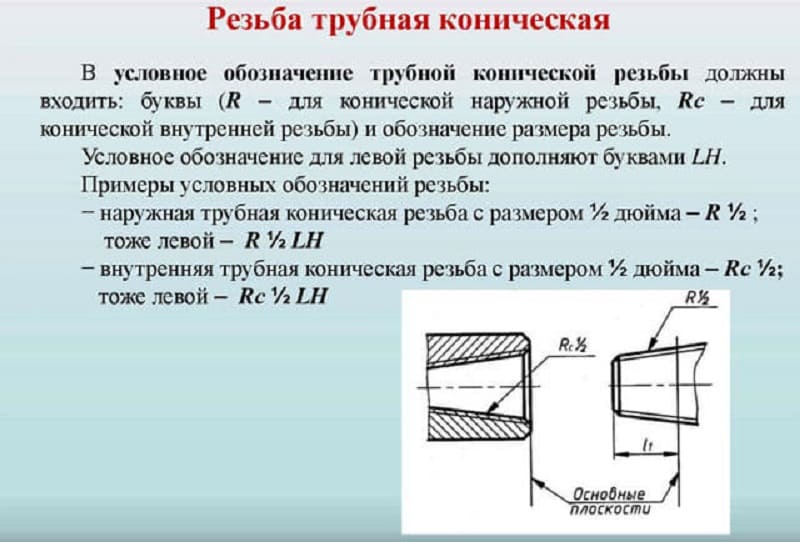
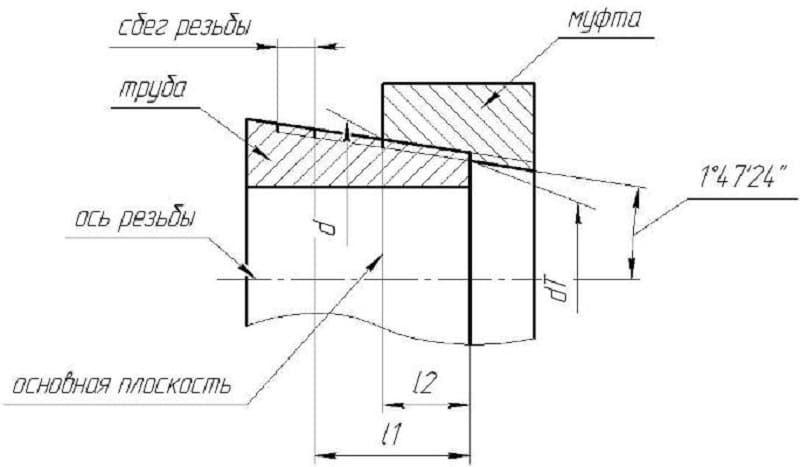
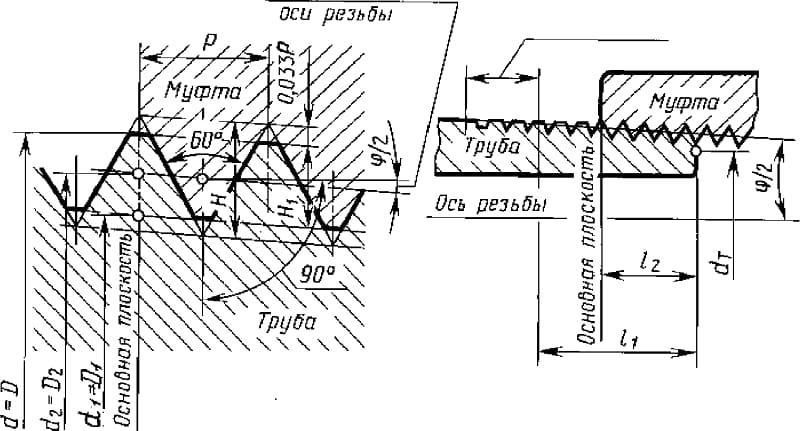
Согласно государственному стандарту трубная коническая резьба должна непосредственно отвечать таким требованиям, как:
- Профильный угол обязательно должен отвечать 55 градусам.
- К разным диаметрам используется свой шаг нарезки.
- Обязательное соблюдение угла отклонения конусной поверхности от самой оси трубы независимо от ее диаметра. Уклон выполняется в соотношении 1:16.
- Использование сварочной аппаратуры или соединительных фланцев прилагается только при больших диаметрах труб. Максимально возможный диаметр – 6 дюймов.
- Кроме этого, требуется соблюдать соотношение общей рабочей длины с рабочей нарезкой.
Поэтому очень важно, чтобы черчение полностью соответствовало установленным государственным стандартам, поскольку такие соединительные детали применяются в точках с повышенным давлением и температурами, что, в свою очередь, дает возможность максимальной герметизации деталей трубопровода при необходимости
Разновидности дюймовой резьбы
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Особенности и отличия американской резьбы
Самая популярная резьба на территории США и Канады – дюймовая цилиндрическая резьба UNF/UTS (Unified Thread Standard). Ее еще называют американской резьбой. Ее угол при вершине 60˚ и высота профиля полностью соответствуют метрической резьбе, но все размеры резьбы основаны на дюймовой системе измерения. Они указаны в долях дюйма.
Исходя из шага американская дюймовая резьба бывает нескольких видов:
- с крупным шагом UNC (Unified Coarse);
- с мелким шагом UNF (Unified Fine);
- мелкая резьба для специальных областей применения UNEF (Unified Extra Fine);
- специализированная дюймовая цилиндрическая резьба UNS (Unified Special), которая является одним из типов резьбы UTS (Unified Thread Standard).
Маркировка и классы точности
В соответствии с ГОСТом 6111-52, дюймовая коническая резьба делится на 3 класса точности, обозначаемые цифрами от 1 до 3. После цифровых значений ставится буква, обозначающая тип нарезания (A – внешняя, B – внутренняя). К 1 классу относятся резьбы с низкой степенью точности нарезания. Представителями 2 категории являются резьбы средней степени точности. К 3 классу относятся варианты высокой точности, выполняемые по строгим нормативам.
Для определения качества изделия необходимо изучить его номенклатуру с обозначениями. Вид нарезки обозначается отдельной буквой. Например, символ R обозначает дюймовую конусную резьбу. После него следует значение диаметра, выраженное либо целым числом, либо дробью. Символы L (Left) и R (Right) указывают направление витков. В конце маркировки пишется длина свинчивания. В некоторых обозначениях дополнительно пишется класс.
Для правильной маркировки изделия нужно изучить его качества. Для измерений идеально подходят калибры, определяющие множество характеристик дюймовой резьбы. Но в большинстве случаев эти цифры являются табличными величинами. В редких случаях люди прибегают к использованию линеек. Стоит учитывать единицу измерения резьбы, чтобы правильно определить обозначение.
Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной данной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
- более 68 мм;
- до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
| Обозначение | Укрупненная спираль, мм |
| М1 | 0.25 |
| М1.2 | 0.25 |
| М1.4 | 0.3 |
| М1.6 | 0.35 |
| m1.8 | 0.35 |
| m2 | 0.4 |
| М2.2 | 0.45 |
| М2.5 | 0.45 |
| М3 | 0.5 |
| М3.5 | 0.6 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1.0 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14, 16 | 2.0 |
| М18, 20, 22 | 2.5 |
| М24, 27 | 3.0 |
| М30, 33 | 3.5 |
| М36, 39 | 4.0 |
| М42, 45 | 4.5 |
| М48, 52 | 5.0 |
| М56, 60 | 5.5 |
| М64, 68 | 6.0 |
Отличия от метрической
И так как все развитие резьбового инструмента пришлось преимущественно на Великобританию и ее колонии, то использовалась дюймовая система исчисления
Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это ни что иное как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные
История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению
Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению.


Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена.
Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами. Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал один готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других.
Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами.
Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской.
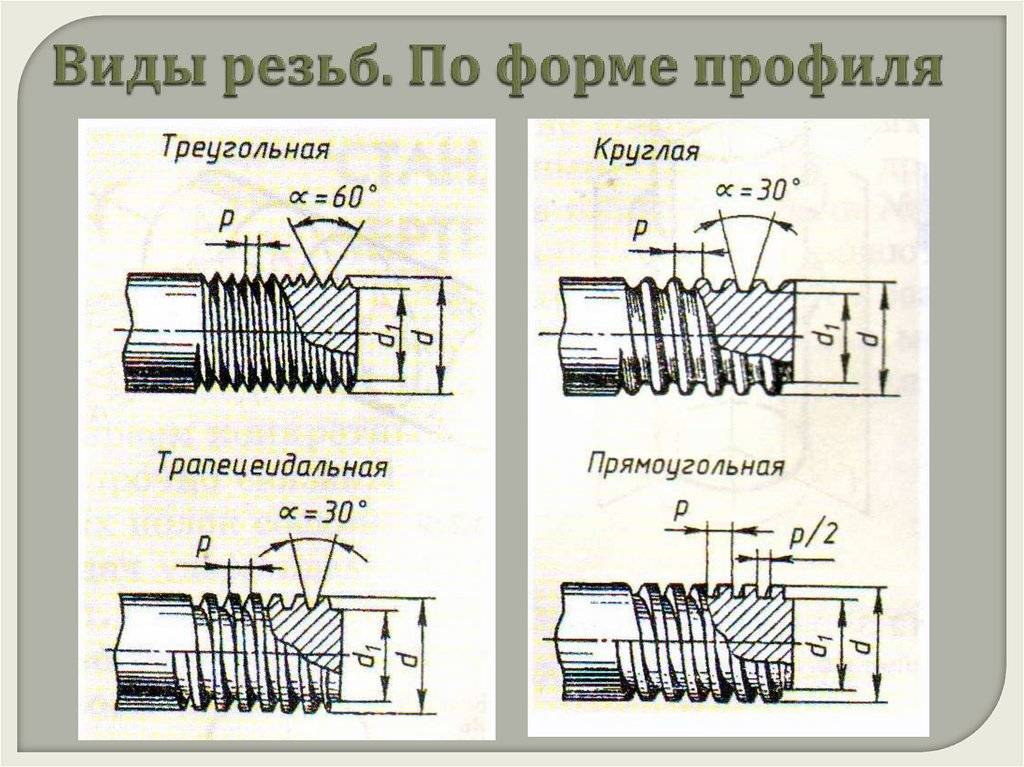
Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
- профиль;
- порядок вычисления шага и хода.
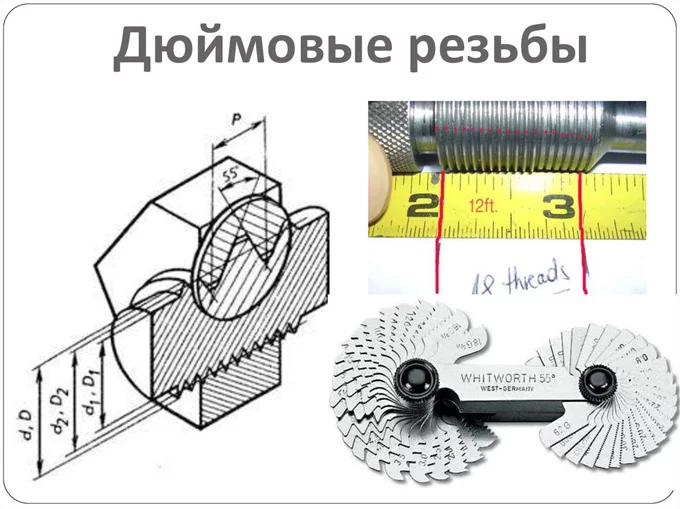
Также может меняться угол нарезки – он обычно составляет 55 градусов, а в более привычной нам метрической – все 60. На самом деле на уровне небольших гаек и болтов этот наклон фактически незначительный, но все же для крепкого стыка рекомендовано подбирать крепежную пару соответствующих координат.
Выше мы сказали, что с конвертацией из одного исчисления в другое математики уже определились, соотношение составляет 1 к 2,54 сантиметрам. Опять вдаваться в историю производства метизов не будем, а просто упомянем как факт, что при переделке маркировок с английской на французскую манеру используется не стандартный параметр, а специальный – трубный. Один такой дюйм (международное сокращение и то, как обозначается дюймовая резьба, – двойной апостроф – ?) равен 3,324 см. Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
| значение | наружный d, мм | внутренний d, мм |
| 3/16 | 4,762 | 3,408 |
| 1/4 | 6,35 | 4,724 |
| 3/8 | 9,525 | 7,492 |
| 1/2 | 12,7 | 9,989 |
| 3/5 | 19,05 | 15,798 |
| 1 | 22,225 | 21,334 |
| 1; 1/2 | 38,1 | 32,679 |
Хочется отметить, что такая маркировка смотрится лаконичнее.
Выбираем инструмент для нарезания резьбы
Чтобы вручную выполнить резьбу на металлических деталях, используют метчики – для внутренней резьбы, плашки и клуппы – для наружной. Нас интересуют последние: именно они нужны для работы с трубами. Оба эти инструмента хоть и выполняют одну функцию – образуют винтовую поверхность на внешней стороне цилиндрической детали, но все же имеют некоторые конструктивные различия.
Плашка представляет собой большую гайку с режущими кромками внутри для снятия материала с поверхности заготовки и отверстиями для отведения стружки. Она навинчивается на заготовку, тем самым нарезая резьбу. Для тех, кто впервые сталкивается с такой работой, использование данного инструмента может вызвать затруднения – малейший перекос приведет к дефекту, и изделие будет испорчено. Поэтому новичку лучше выбрать ручной клупп.
Это приспособление используется специально для выполнения трубной резьбы. По сути, оно представляет собой ту же плашку, только в металлическом цилиндрическом держателе. Внутри цилиндра установлены резцы из высокоуглеродистой стали, дополнительно в конструкции имеются прижимные кольца и болты для лучшей фиксации на заготовке – это исключает перекос в процессе работы и помогает добиться высокоточной резьбы. Для вращения клуппа нужна ручка. Она может поставляться в комплекте с ним или же вместо нее используют обычный газовый ключ. Выбирать ручной клупп следует под диаметр трубы, например, 3/8, 1/4, 1/2 или 1 дюйм. Есть инструменты со сменными резцами, которые можно использовать с трубами разного размера, например, 1/2 и 1 дюйм.
Нарезание резьбы метчиком как нарезать резьбу вручную
О том, как нарезать резьбу резьбонарезным устройством рассказывалось ранее. Резьбонарезное устройство от устройства метчика отличается сильно, но принцип нарезания резьб и тем и другим инструментом остаётся прежним.
Метчик, это слесарно-токарный инструмент, по своей форме чем-то напоминающий длинный стержень. Внутри этого самого стержня расположены режущие элементы, при помощи которых и происходит нарезание резьбы вручную.
Метчик можно использовать не только лишь для того, чтобы нарезать новую резьбу. При помощи этого инструмента можно также восстановить резьбу, сделав её как «новую».
По принципу работы, метчики бывают ручными и машинными. Машинные метчики закрепляются на токарный станок, а нарезание резьбы происходит в автоматическом режиме.
Как выбрать тип метчика?
Для нарезания резьбы вручную, сначала нужно правильно выбрать тип метчика. Выбор метчика для нарезания резьбы зависит, прежде всего, от:
- Шага резьбы;
- Профиля;
- Формы резьбового соединения;
- Допуска;
Кроме этого, на выбор конкретного метчика влияет и материал изготовления деталей, на которых будет нарезаться резьба. Основной же выбор метчика, в первую очередь зависит от диаметра нарезаемой резьбы.
Нарезание резьбы метчиком вручную
Нарезание резьбы метчиком происходит следующим образом. Деталь, на которой необходимо нарезать резьбу закрепляется в тиски или другое устройство. Главное чтобы деталь была надежно зафиксирована в устройстве, поскольку при нарезание резьбы метчиком нужно будет прикладывать большое усилие.
Затем в детали для нарезания резьбы метчиком высверливается отверстие в зависимости от типа резьбы — глухое или сквозное. По диаметру высверливаемое отверстие должно быть несколько меньше, чем диаметр режущих элементов метчика.
Обязательно на верхней кромке отверстия для нарезание резьбы метчиком нужно снять фаску. После этого, берется метчик и устанавливается в высверленное отверстие, которое должно располагаться в тисках фаской вверх.
Нарезание резьбы метчиком производится по часовой стрелки, всё время, вдавливая метчик в отверстие. Вдавливать метчик необходимо плавно, без лишних рывков, постепенно проворачивая его, таким образом, до получения чистой и ровной резьбы.

Сделав несколько поворотов метчиком по часовой стрелке, его возвращают в обратном направлении, тем самым, избавляясь от скопившейся металлической стружки.
Во время нарезания резьбы необходимо своевременно охлаждать метчик, в противном случае можно легко испортить инструмент. Если нарезается алюминиевая резьба, то метчик охлаждается керосином, если режется резьба на медной детали, то скипидаром, при нарезании же стальной резьбы, охлаждать метчик лучше всего эмульсией.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
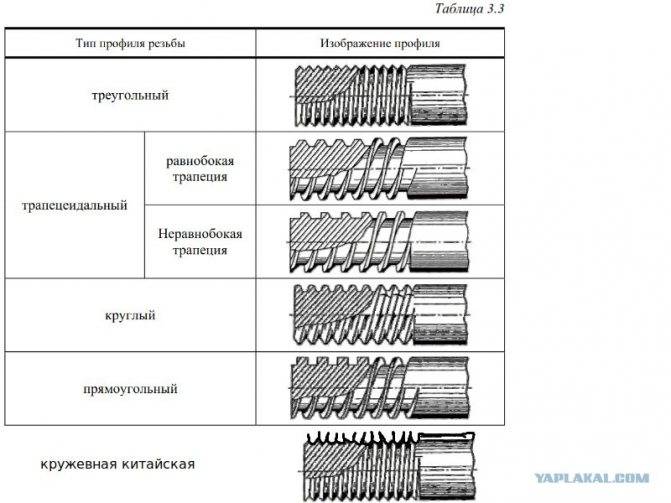
Виды резьбы
Токари различают четную и нечетную резьбу. В первом случае речь идет о нарезках, которые в итоге формируют целое четное число линий нарезки по шагам. Соответственно, нечетная нарезка оставляет нечетную резьбу. С точки зрения выполнения операции четное нарезание резьбы на токарном станке будет иметь свои преимущества. Например, оператор после каждого подхода может запускать в суппорте раздвижную гайку и быстро возвращать ее обратно с резцом вручную, не прекращая работу оборудования. Далее при каждом новом проходе раздвижной гайки инструмент автоматически будет направляться в изначальную впадину, что обеспечивает определенную точность операции.
В свою очередь, нечетное нарезание требует после каждого прохода возвращения суппорта в исходное положение вместе с резцом, что не обходится без запуска обратного хода.
В отдельные категории можно вынести многозаходную и вихревую нарезки. Так, в первом случае нарезание многозаходной резьбы на токарном станке потребует точного углового разделения заготовки при переходах от одной канавки к другой. Здесь важен изначальный расчет шага и параметров линии нарезки. Что касается вихревой резьбы, то она требует дополнительной установки на каретке суппорта вращающейся резцовой головки. На ней может фиксироваться несколько отдельных резцов, каждый из которых охватит свой участок работы.