Что такое метрическая и дюймовая резьба
Перед тем, как разобраться с определением шага резьбы при помощи резьбомера, нужно выяснить, чем отличается метрическая резьба от дюймовой и наоборот? Резьбы по системе мер подразделяются на два основных вида:
- Метрические — используется на следующих видах крепежных деталей: болтах, винтах, гайках, шпильках и прочих. Метрический тип нарезки возник еще в Советском Союзе, и активно используется сегодня
- Дюймовые — это американский стандарт нарезки, с которым домашние мастера сталкиваются при работе с сантехническими изделиями. Однако дюймовая нарезка встречается не только на сантехнических приборах, но и крепежных элементах
Разберемся более детально в вопросе о том, чем отличается метрическая резьба от дюймовой, и где они применяются чаще всего.
Отличительная особенность метрической резьбы (ГОСТ 24705-91) в соответствующей форме профиля, имеющего вид равностороннего треугольника. Угол между вершинами этого треугольника равен 60 градусов, о чем уже упоминалось выше. Вершины или пики имеют тупую форму, то есть, выступы для сопряжения с винтом или гайкой срезаны. Для обозначения диаметра винта и шага резьбы используется единица измерения — миллиметры. Резьба такого типа может иметь крупный и мелкий шаг, что зависит от сферы применения соответствующих деталей. Детали с маленьким шагом используются преимущественно для регулировки, а также в устройствах, на которые воздействуют динамические нагрузки. Для обозначений крупной резьбы используется маркировка в виде буквы М и соответствующая цифра, например, 20. Это означает, что на заготовке нарезана метрическая резьба с диаметром 20 мм. Мелкая резьба на заготовке имеет аналогичное обозначение, только добавляется цифровое значение. Это значение указывает шаг резьбы, например, 1,5 мм. Ниже на фото представлена схема устройства метрической резьбы.
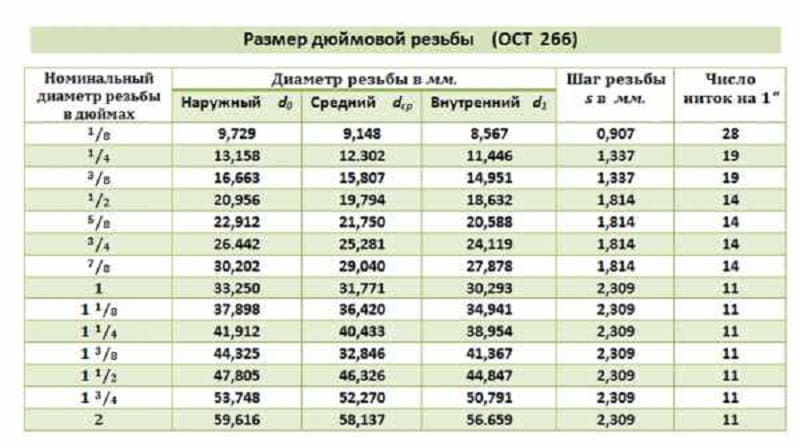
Кроме метрической, часто используется дюймовая резьба (ГОСТ 6111-52). Новички, которые не знают о существовании этих двух видов нарезки, сталкиваются с некоторыми трудностями. Чтобы понять, что это за трудности, рассмотрим конструктивные особенности дюймовой резьбы. В профиле она имеет аналогичную форму, как и метрическая, но ее основное отличие в измененном углу между вершинами. Этот угол равен 55 градусам, что и отличает ее по конструкции от метрической нарезки. Для обозначения размеров дюймовой резьбы используется единица измерения — дюймы. В 1 дюйме 25,4 мм, а для обозначения дюймов используется два штриха. Дюймовая резьба может также быть крупной и мелкой, и характеризуется количеством ниток на один дюйм. Закрутить гайку с метрической резьбой на деталь с дюймовой нарезкой не получится, как и наоборот.
Резьба дюймовая и метрическая бывают наружными и внутренними, а основными их техническими параметрами являются:
- Шаг — это расстояние между двумя вершинами витков
- Глубина — расстояние от вершины до основания
- Угол профиля — это расстояние в градусах между боковыми частями профиля в плоскости оси
- Наружный диаметр — размер заготовки в области наличия нарезки, измеряемый по вершинам витков
- Внутренний диаметр — это расстояние, которое соответствует размеру цилиндра с присутствующими витками
Параметры резьбы
Когда известно отличие метрической резьбы от дюймовой нарезки, можно приступать к рассмотрению вопроса о том, как научиться пользоваться резьбомером. Хотя этот прибор имеет простую конструкцию, но далеко не каждый способен правильно произвести соответствующие измерения (к тому же многие не знают о том, что существует специальный инструмент). От правильности выполненных действий зависит эффективность соединения.
Устройство и функционал
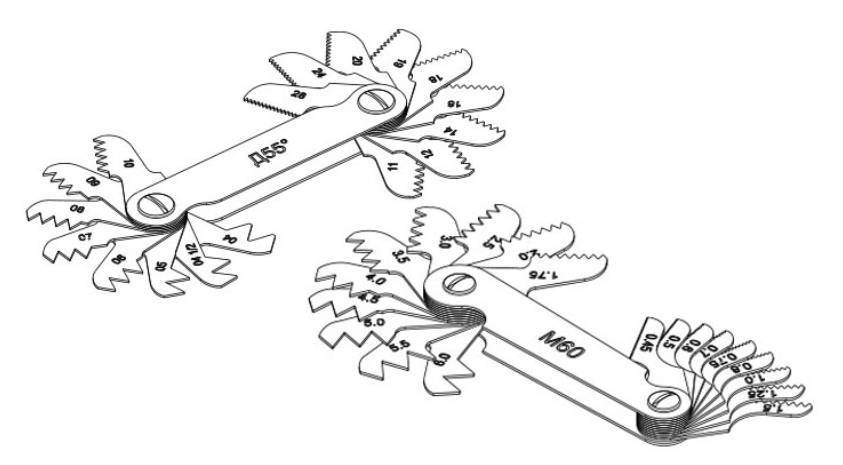
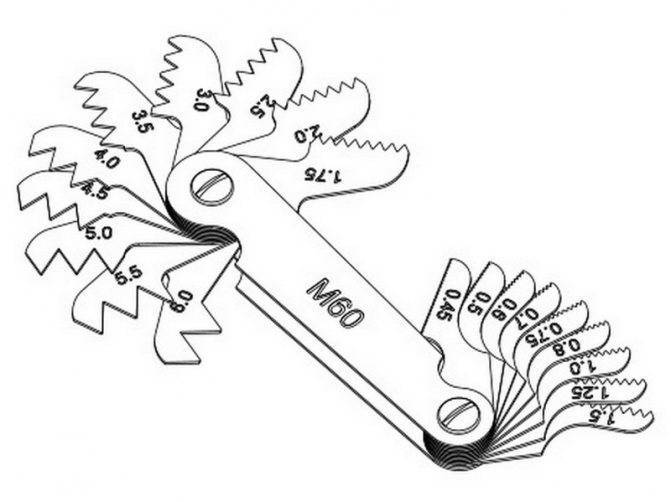
Резьбомер – это набор шаблонов, изготовленных из прочных металлических пластин. Их толщина около 1 мм. Один конец пластин имеет вырезы, калибром сопоставимые с измеряемой резьбой – шагом и профилем. Такие пластинки с зубчиками мастера называют гребенками. Метрические гребенки имеют обозначение шага резьбы, дюймовые — количество ниток помещающихся в одном дюйме.
Основной функционал приспособления – достаточно точно установить:
- Износ резьбы.
- Шаг резьбы.
- Число ниток резьбы на единицу расстояния.
- Изготовление резьбы по ГОСТу.
Прежде, чем начать работу с устройством, необходимо убедиться в его исправности. Повреждения и деформация должны исключаться. Исследуемый участок резьбы освобождается от масла и иных грязных компонентов. Заусеницы и дефекты устраняются. Из всей массы выбирается одна гребенка, которая плотно совпадет с профилем изучаемой резьбы. При этом никаких просветов быть не должно. Замеры невозможно сделать без штангенциркуля. Он определяет диаметр резьбы.
Какие бывают приспособления
На что нужно обратить внимание, чтобы не допустить ошибки при выборе продукции? Лучшие производители выпускают два типа популярных моделей:
| Вид | Описание |
|---|---|
| Метрические | Применяется при работе с заготовками, которые обладают метрической градацией. Приспособление используется для измерения шага и профиля нарезки с диаметром от 1 до 600 мм. Количество пластин в наборе – 20 штук. Представляют собой зубчатые гребенки, изготовленные из прочной стали. Главная их функция – выяснить коэффициент нарезки от 0,4 до 7 мм. Правильное название инструмента – метрический прибор. В состоянии дать оценку правильности креплений (гаек, болтов, шпилек и так далее). Несмотря на простоту конструкции, она достаточно прочная. На корпусе нанесена соответствующая маркировка «М60». Входит в перечень основных инструментов в приборостроении, машиностроении и иных аналогичных направлениях деятельности. |
| Дюймовые | Рассчитан на работу с дюймовыми нарезками. Незаменимая вещь в сантехнике, авиастроении, радиоэлектронике, станкостроении. Вне зависимости от того, продукция от отечественного или иностранного производителя, в наборе имеется 17 зубчатых пластин. От метрического приспособления отличаются углом расположения. У наименьшей гребенки количество витков – 28. Наибольшая обладает 4 гранями. Шаг определяется исходя из количества нитей в расчете на 1 дюйм. На корпус нанесена маркировка «Д55». Выпускаются устройства для профессионального и бытового применения. Незаменимый помощник при починке сантехнических приборов в домашних условиях. |
Какой лучше купить товар, зависит от многих факторов. В продаже можно встретить, помимо основных, и другие варианты популярных моделей:
- Универсальные. По мнению покупателей, самый идеальный прибор для тех, кто постоянно сталкивается с необходимостью измерения резьбы и выяснения ее состояния. Набор состоит из пластин для калибровки метрической и дюймовой шкалой. Предназначен для работы с любым типом нарезки. Изготавливается из прочного и износостойкого материала. Пользуется большой популярностью у слесарей.
- Трапецеидальные. Устройство создано специально для работы с трапецеидальными нарезками. Носят название «Т-резьбомеры».
Характеристики устройств
Резьба, вне зависимости от того, метрическая она или дюймовая, бывает наружной или внутренней. Основными параметрами принято считать:
- Глубину. Расстояние между вершиной и основанием.
- Шаг. Представляет собой расстояние между вершинами соседних витков.
- Внутренний диаметр. Размер цилиндра с имеющимися витками.
- Наружный диаметр. Измеряется по вершинам витка. Параметр заготовки в месте нарезки.
- Угол профиля. Расстояние между боковыми частями профиля в осевой плоскости. Измерение осуществляется в градусах.
Процесс измерения витков
При рассмотрении того, как определить шаг резьбы следует учитывать особенности выбранного метода. При использовании линейки достаточно:
- Замерить протяженность стержня, на который нанесли профиль. Стоит учитывать, что при замере всей длины стержня, а не только части можно определить более точный результат.
- Подсчитать количество витков.
- Провести замер глубины для определения основных параметров резьбового соединения.
Подобным образом можно определить лишь средний показатель. Если в процессе нарезания витков были допущены ошибки, то расстояние между ними может несколько отличаться.
Пример проведения замеров выглядит следующим образом:
- Отсчитывается 20 витков.
- Проводим замер протяженности стержня, к примеру, показатель составил 127 мм.
- Проводим деление 20 витков на протяженность стержня, в результате получаем показатель 6,35 мм. Он соответствует шагу расположения нитей в миллиметрах.
Для перевода в дюймы достаточно поделить вычисленное значение в миллиметрах на 25,4. В итоге получится результат 0,25 или ¼ дюйма. При самостоятельном замере может быть погрешность, поэтому результат округляется к приближенному стандартному значению.
В продаже можно встретить и специальные шаблоны, которые можно использовать для проверки особенностей резьбы. Подобная процедура достаточно проста в исполнении:
- Подбирается наиболее подходящий шаблон. В продаже можно встретить просто огромное количество специальных шаблонов, которые представлены пластиной с определенным профилем. Стоит подобный элемент не дорого, приобрести его можно в различных специализированных магазинах.
- Он прикладывается к поверхности для контроля основных показателей. Шаблон должен заходить без препятствий, и между пластиной с рабочей поверхностью не должно образовываться свободного пространства.
Если шаблон легко заходит в бороздки, то можно определить основные параметры поверхности.
Измерение шага резьбы линейкой и резьбомером
Кроме этого, можно провести измерения при применении штангенциркуля. Этот инструмент получил широкое распространение. Пошаговые действия выглядят следующим образом:
- Глубиномером устанавливается высота стержня.
- Следующий шаг заключается в подсчете количества витков. Сделать это достаточно сложно, можно использовать маркер для обозначения уже подсчитанных нитей профиля.
- Полученная информация позволяет рассчитать тангенса угла наклона.
Есть возможность определить рассматриваемый показатель при непосредственном измерении между смежными вершинами. Рекомендуется провести очистку поверхности. В противном случае получить точный результат практически невозможно.
Применение английских стандартов
Цилиндрическая английская дюймовая нарезка выполняется с крупным шагом, предназначена для общего применения. Ее параметры, шаг, профиль и высота профиля раз и навсегда закреплены для болтов и гаек одного типа и размерности. В таком типе угол профиля между соседними сторонами витков равен 55º. Закругление вершин витков, а также основания впадин составляет 1/6 часть от высоты исходного размера профиля.
 унифицированную нарезку
унифицированную нарезку
Цилиндрическая несамоуплотняющаяся резьба имеет распространенное применение с прошлых лет и до настоящего времени во всем мире для деталей трубопроводов, сгонов, фитингов, переходников, двойников, муфт, тройников, стальных контргаек, кранов, смесителей, вентилей и др.
Цилиндрическая унифицированная крупная резьба стала международным стандартом после разработки национальным Американским институтом. В частности, неудобные 55º при вершине были заменены на 60º, конструкторы отказались от округлений у верха профиля. Теперь плоскость вершин стала плоской и содержит в своем размере 1/8 от шага граней. Для впадин допускается плоское выполнение или скругленное. Распространена в современном мире и является рекомендуемой для применения.
Цилиндрическая унифицированная мелкая резьба используется для прочных креплений и регулировочных соединений, наряду с другими современными типами является удобной и рекомендуемой к применению в случаях, когда применяется более мелкий шаг резьбы.
Дюймовая унифицированная особо мелкая цилиндрическая резьба используется для выполнения особо прочного крепления, для подгонки точных механизмов.
Существует много других стандартов на дюймовую резьбу, но они специальные и рекомендованы к применению в определенных условиях, для широкого использования они не применяются.
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней. Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1. Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия. Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P. Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот. Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
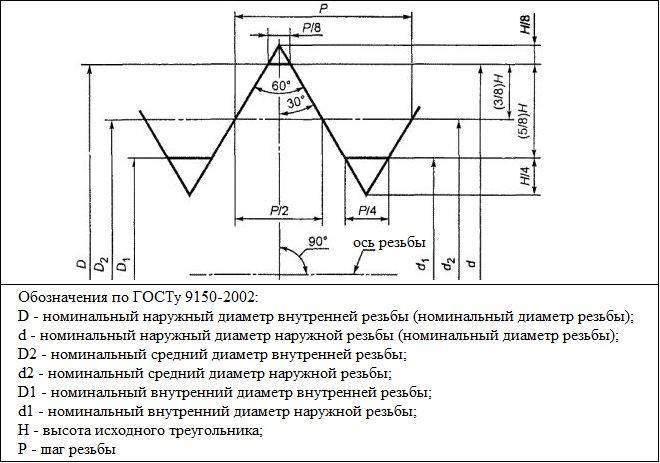
Геометрические параметры основного профиля метрической резьбы

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Технические параметры
В соответствии с техническим заданием, требуются различные параметры дюймовой резьбы, что должны учитывать производители. Для этого выделяются технические параметры, по которым подбираются крепежи. К основным параметрам резьбы, по требованиям ГОСТ относят:
- Наружный диаметр. Это наибольшее расстояние между резьбовыми гребнями, которые располагаются напротив. Как правило, для его измерения достаточно обычного штангенциркуля.
- Внутренний диаметр. Такое же расстояние между так же расположенными впадинами резьбовой насечки.
- Шаг резьбы. Измеряется между соседними гребнями или впадинами резьбового соединения, от чего зависит число витков на единицу длины. Он должен строго соответствовать стандартам, быть одинаковым на всем протяжении резьбового участка, иначе выполнить соединение будет невозможно.
- По форме дюймовые резьбы делятся коническую и цилиндрическую. В цилиндрических диаметры не меняются, а в конических постепенно уменьшаются к наружной части.
- Направление нарезки. Резьба может быть правосторонняя или левосторонняя.
- Профиль. Это высота резьбовых витков, определяется как разница между размерностями наружного и внутреннего диаметра.
Таблица размеров и соответствия основных параметрических характеристик дюймовых крепежей согласно стандартам UNC:
Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм mm | Число витков на дюйм | Шаг, мм |
N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Важно знать, что при выборе резьбового элемента, его параметры обязаны указываться в техническом задании, на чертежах и другой документации. Только это может гарантировать надежность при соединении конструктивных элементов.
Что такое резьба и ее виды
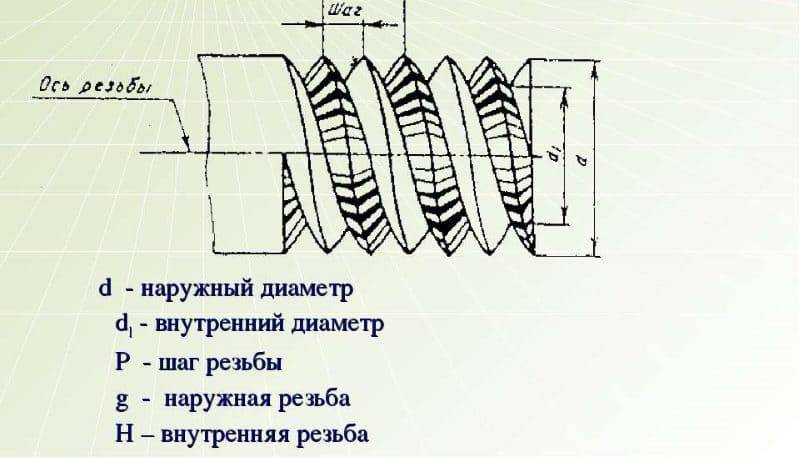
Резьба — это особой формы и размеров канавка, по спирали нанесенная на внутреннюю или наружную поверхность трубы или металлического стержня. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.









Вообще, резьбы делят на крепежные и ходовые. Ходовые применяются в элементах машин и обеспечивают движение. Нас больше интересуют те, которые применяются в быту и с которыми сталкиваемся в процессе ремонта и стройки. Это как раз крепежная резьба. О ней, собственно, и будем говорить.
Виды резьбы по направлению витков и поверхности
Еще стоит знать, что по направлению нанесения витков, резьбы бывают правые и левые, а по поверхности, на которые они наносятся — цилиндрические и конические.
Виды резьб
Трубная резьба имеет свой профиль, который дает герметичность. Служит она для несварного соединения металлических труб в трубопроводах, установки разного рода арматуры, подключения устройств. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
Три вида трубной резьбы и их отличия
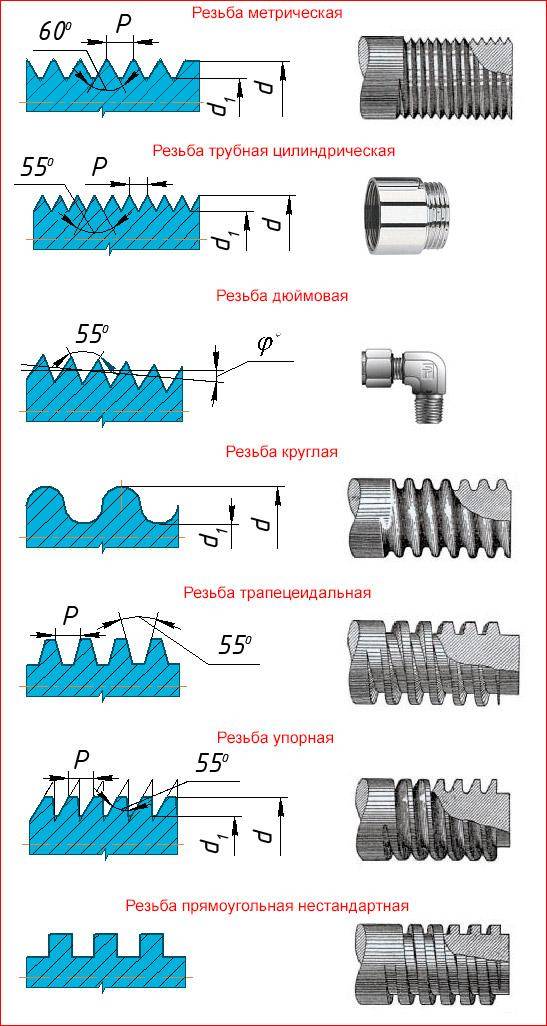
Есть три основных вида резьбы:
Метрическая. Отличить можно по острым вершинам витков и канавок. Форма — треугольник с углами 60°. Называется так, потому что ее параметры указываются в миллиметрах, а это единицы измерения метрической системы. Нормируется ГОСТом 9150-81.
Дюймовая. В ее основе тоже треугольник, но с вершиной 55°. Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах.
Трубная. От метрической отличается чуть меньшим углом — 55°, а с дюймовой имеет одинаковый угол. Основное отличие в том, что грани скругленные
И это принципиально важно. Может быть нанесена на цилиндр (трубу), и тогда в название добавляется слово «цилиндрическая»
Нормируется ГОСТом 6357-81. При нарезке на конусе называется трубной конической резьбой.
Какая бывает резьба. Это соединительные — для соединения деталей
Еще могут пригодиться виды резьб, которые могут быть на импортной арматуре и комплектующих. Это резьба Витворта, которая обозначается BSW, если она имеет крупный шаг и BSF — с мелким шагом. Именно этот стандарт взяли за основу при разработке трубных резьб в СССР. Так что резьбы Витворта и трубные резьбы, изготовленные по стандарту, совместимы.
Виды резьбы и области их применения
Есть и другие профили, но они относятся к ходовым и очень специфичны. В обычных условиях не нужны. Для общего развития скажем, что есть еще прямоугольная и трапециевидная формы.
Где какая используется
Теперь о том, где какой тип резьбы применяется. Метрическая наносится на анкеры, болты, шпильки, гайки и другие крепежные элементы. Нанесенная на цилиндрическую поверхность не обеспечивает герметичность, поэтому для трубопроводов является не лучшим выбором. Однако, ее используют, а для герметичности «садят» на подмотку — паклю или фум ленту. Кроме сантехники применяется при сборке каркасов из круглых труб на резьбовом соединении.
Какая бывает резьба: профили и стандарты
Картина меняется при нанесении метрической резьбы на коническую поверхность. Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Нетрудно догадаться, в трубопроводах применяется трубная резьба. Благодаря плавным линиям профиля, даже без дополнительного уплотнения, соединение герметично. Именно этот тип наносится на сгонах, уголках, тройниках, других устройствах, которые применяются при сборке водопровода, отопления и канализации.
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу. Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того, как ознакомитесь со статьей, можете прочитать про наши товары. уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Виды резьбомеров
Выделяют 2 основных вида резьбомеров для измерения параметров нарезки:
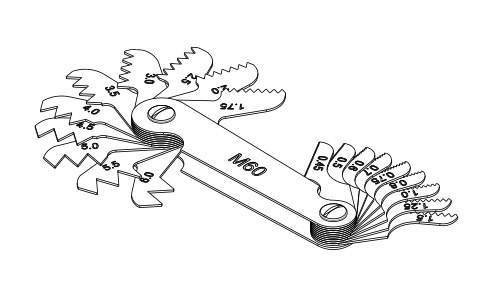
- Резьбомер метрический. Он измеряет шаг и профиль резьбы диаметром от 1 до 600 миллиметров. Профиль щупа метрического инструмента представляет собой треугольник с равными сторонами и острыми углами, равными 60°. Поэтому метрические резьбомеры обозначаются символами “М60”, где “М” обозначает метрический тип, а 60 – значение угла. Для проведения измерений используется набор метрических резьбовых шаблонов № 1 M60 ЧИЗ включает в себя 20 гребенок, представляющих собой тонкие стальные пластины. Приборы для калибровки метрической разновидности нарезки применяются при производстве машиностроительной конструкции, в сфере приборостроения. С их помощью оценивают правильность изготовления креплений (гаек, болтов, шпилек и гаек). Метрические резьбомеры отличаются простотой изготовления и высокой прочностью конструкции.
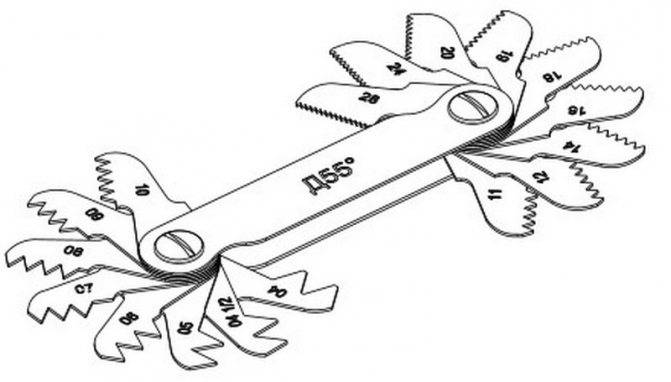
- Резьбомер дюймовый. Этот инструмент измеряет характеристики дюймовых нарезок. Он применяется в радиоэлектронной промышленности, авиастроении и производстве станков. Все расчеты производятся в дюймах (1 дюйм = 2,54 см или 25,4 мм). Стандартный набор гребенок дюймового резьбомера состоит из 17 пластин из стальных сплавов. Наименьшим размером обладает шаблон с 28 витками, наибольшим – шаблон с 4 витками. Угол профиля его гребенок составляет 55°, шаг определяется числом ниток на 1 дюйм. Поэтому данный вид резьбомеров изображается символами “Д55”, где “Д” – буква, указывающая на дюймовый вид, а 55 – значение угла.


В следующей таблице приведены шаблоны для определения шага с помощью метрического или дюймового резьбомера. Данные указаны для резьбы с габаритными размерами 75х15х15 мм:
| Условное обозначение набора | Набор № 1 M60 | Набор № 2 D55 | Набор № 3 M60-Д60 |
| Число пластинок или шаблонов в наборе | 20 | 17 | 20 |
| Шаг, мм | От 0.4 до 6.0 | – | От 0,5 до 2.0 |
| Количество ниток на 1 дюйм | – | От 28 до 4 | От 28 до 10 |
| Масса, кг | 0.03 | 0.025 | 0.035 |
При проверке точности нарезки необходимо учитывать основные характеристики метрической и дюймовой резьбы, указанные в ГОСТ 6357–1981:
- Диаметр: характеризует расстояние между противоположными точками различных вершин. Наружный диаметр определяет дистанцию между верхними точками гребней, внутренний – расстояние между точками впадин канавок метрической или дюймовой нарезки.
- Высота профиля: определяет разность между наибольшим и наименьшим диаметрами.
- Угол профиля: угол, располагающийся между профилем нарезки и плоскостью сечения, проходящего через ось детали.
- Ход резьбы: характеризует дистанцию между боковыми сторонами профиля, находящимися в единой винтовой поверхности.
- Форма профиля: треугольная, прямоугольная, круглая и трапецеидальная.
- Расположение: указывает место, в котором была образована метрическая или дюймовая резьба. Она может располагаться как на внешней, так и на внутренней поверхности.
- Форма поверхности: определяет, на какой поверхности была образована метрическая или дюймовая резьба. Различают цилиндрическую и коническую формы поверхности.
Метрические и дюймовые резьбомеры обладают рядом параметров, определяемых ГОСТ 6111-52. Но во время их использования мастер должен учитывать вероятность срезания нескольких витков нарезки в нетвердых металлических сплавах и длину свинчивания
Во время калибровки важно определить, справится ли резьба с нагрузкой, возникающей при использовании измерительного инструмента