Основная информация и сферы применения
Чаще всего резьбовое соединение изготавливается в метрической системе. Размеры резьбы могут быть абсолютно разными. Витки наносятся на наружные или внутренние поверхности какого-либо элемента цилиндрической формы. Именно такой вид имеют наиболее распространённые крепёжные детали:
- Гайки.
- Шпильки.
- Болты.
- Винты (в том числе с потайной гайкой, требующей специальных отверстий, подготовленных зенкерованием).
- и так далее.
Изделия с конической формой с метрическим типом резьбы нужны в тех случаях, когда соединению требуется высокая герметичность. Профиль под углом позволяет не использовать дополнительные уплотнители. Такой вид с успехом себя зарекомендовал во время монтажа трубопроводов, по которым движутся жидкости и газы. Трубная резьба при невысоком давлении среды отлично справляется с задачей без прокладок. Также конический тип применяется при создании крышек для различных ёмкостей для герметизации отверстия.
Существует и менее распространённый тип резьбы. Он называется ленточным (прямоугольным). Такой вид применяется в основном в машиностроении.
Метрический тип соединений имеет ряд таких параметров:
- Диаметр.
- Шаг резьбы.
- Толщина и расположение.
- Высота.
- Направление витков.
Чтобы понять, что такое шаг резьбы, достаточно взглянуть на обычный болт (неважно, шестигранная головка или стандартная). Это расстояние между отдельными витками
Есть и другие параметры, благодаря которым метрические соединения подразделяются на виды, имеющие свои условные обозначения из букв и цифр.
Резьбовые соединения получили огромную популярность из-за большого количества преимуществ, среди которых:
- Надёжность и длительный эксплуатационный срок.
- Возможность регулировать степень сжатия.
- Простота конструкции.
- Фиксация в закрученном положении.
Из недостатков можно выделить неравномерность распределения номинальной нагрузки по всей ширине и длине витков. Если часто разбирать и собирать конструкцию, то это ускоряет износ элементов. Чтобы продлить срок службы, желательно каждый раз снимать фаску на глубину повреждения, но это применимо не во всех случаях. Также детали с разным шагом не подойдут друг к другу.
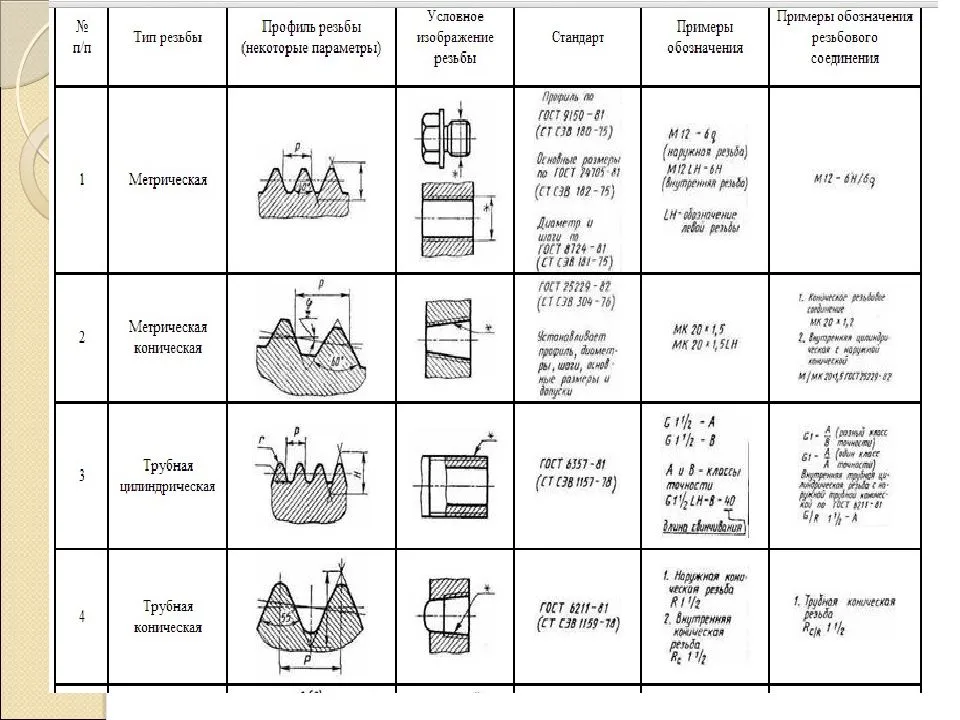
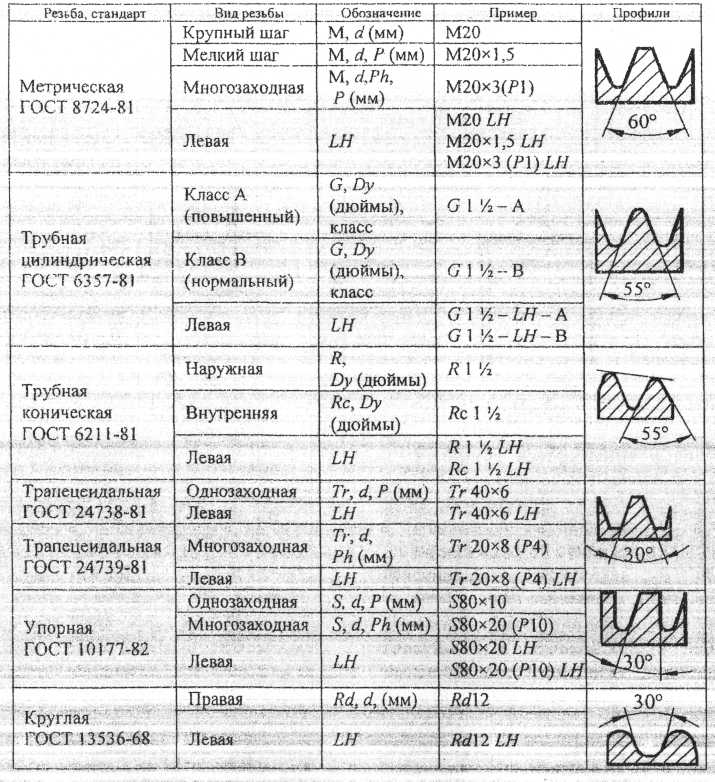
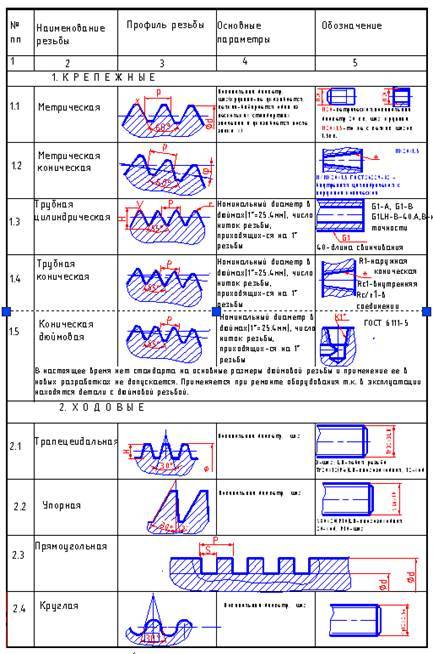
Классификация резьб, обозначение резьбы на чертеже
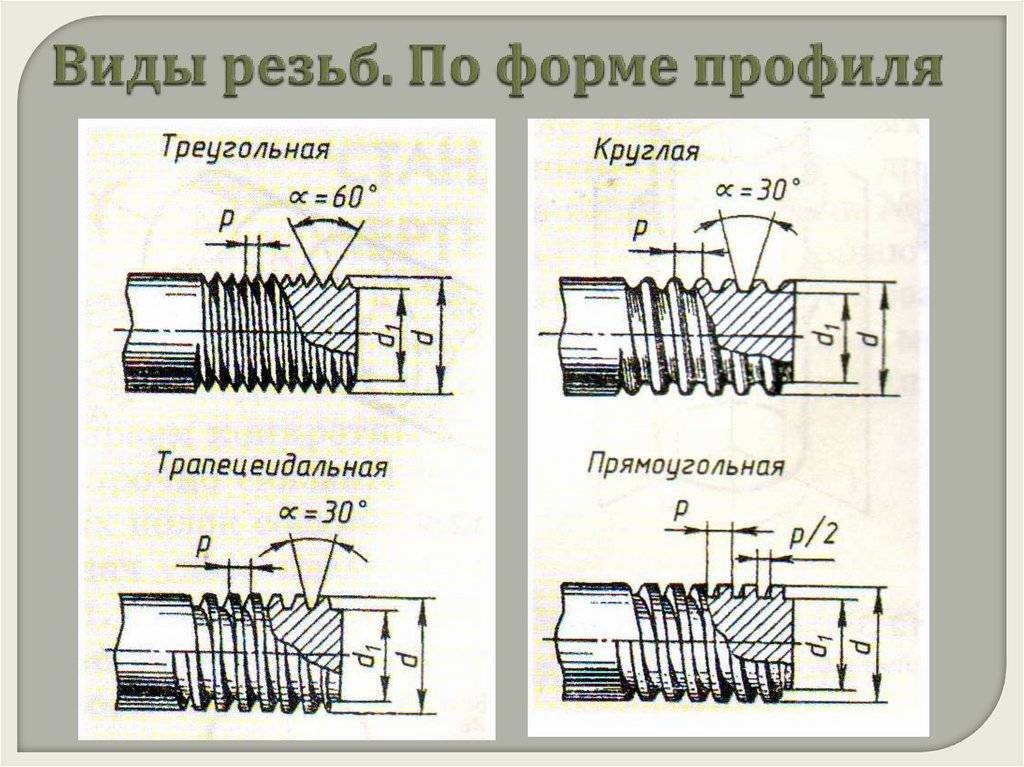
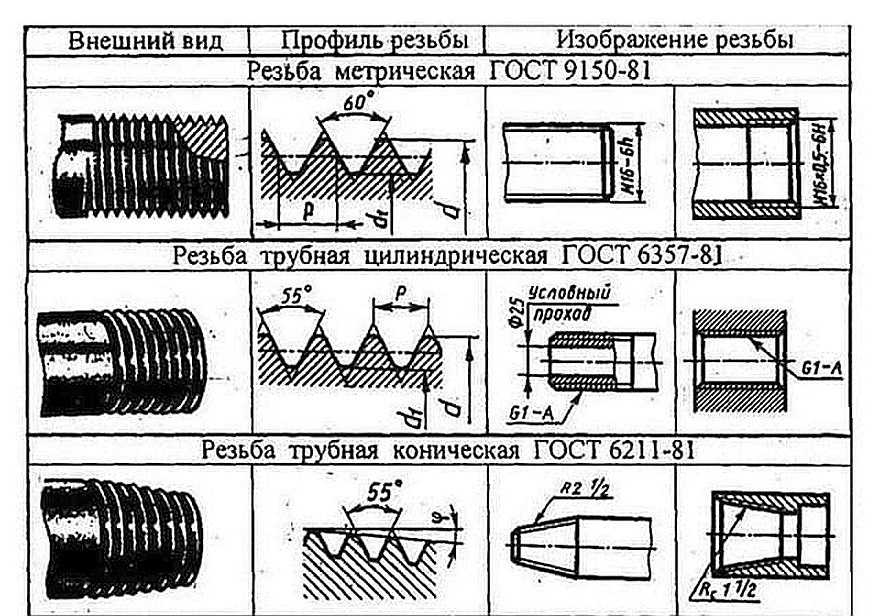
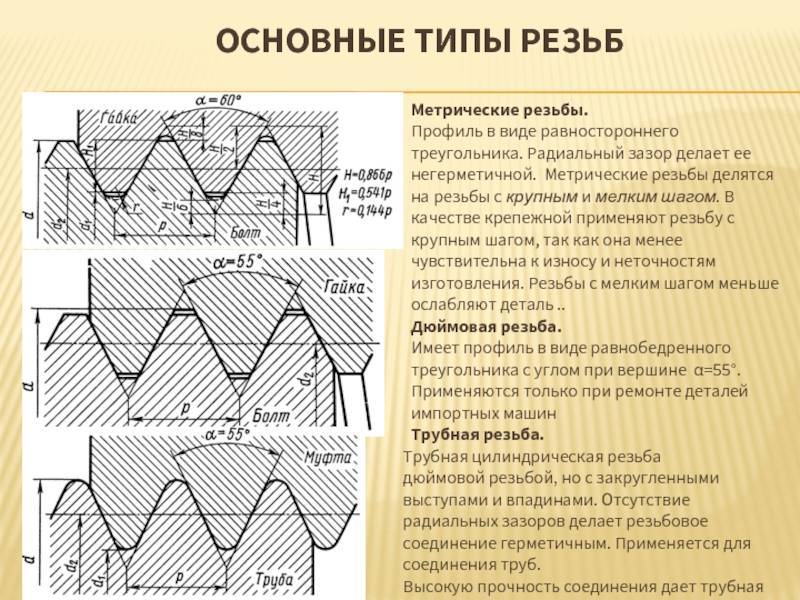
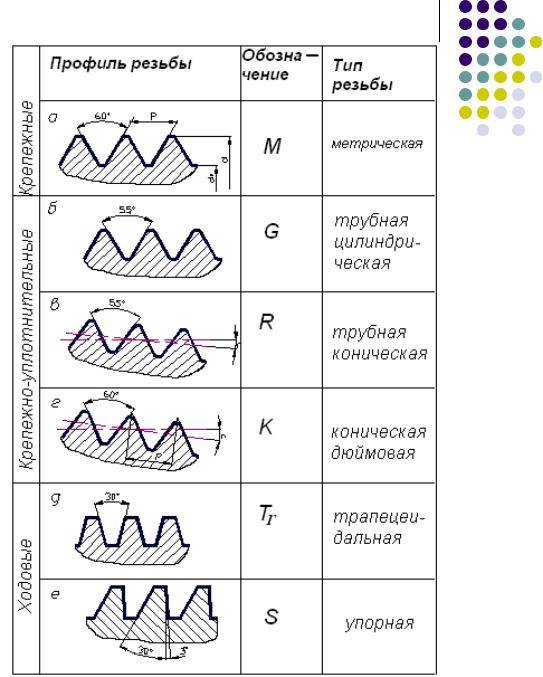
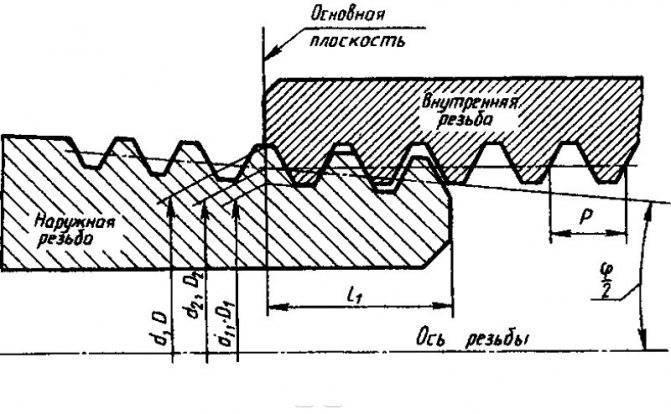
В машиностроении применяются стандартные цилиндрические и конические резьбы разных типов, отличающихся друг от друга назначением и параметрами. Основным элементом резьбы является её профиль (рисунок 14.1).
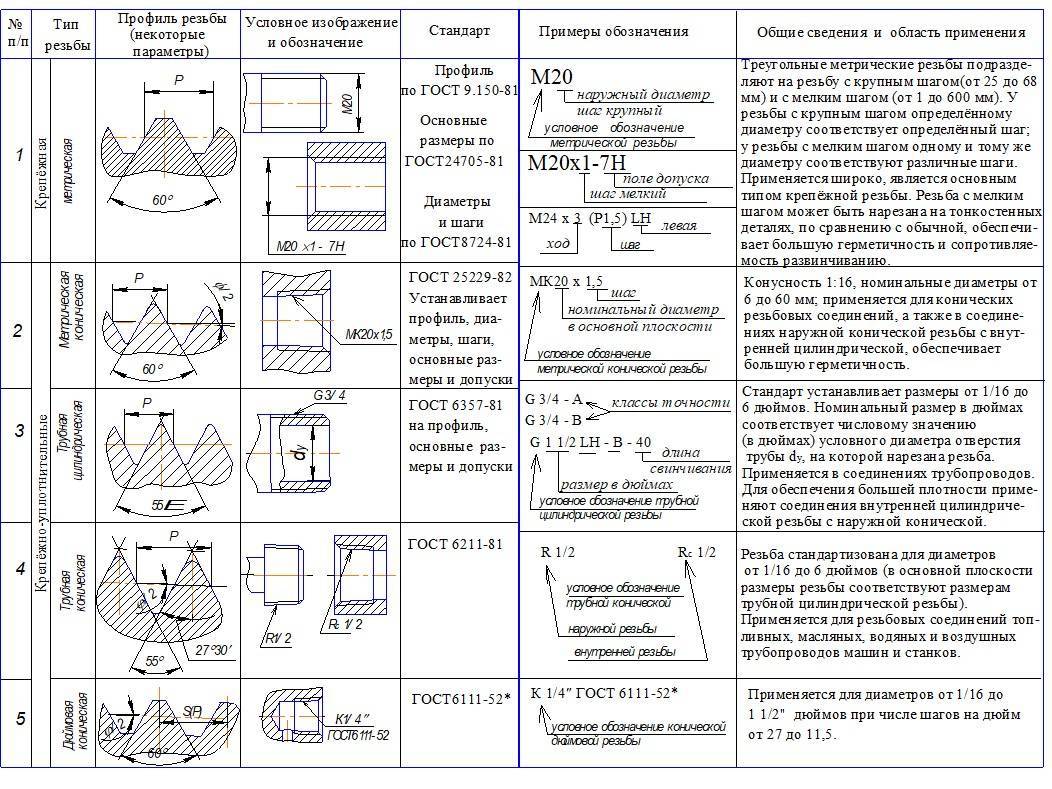
Обозначение резьбы включает в себя буквенное обозначение типа резьбы и параметры резьбы. При обозначении резьбы указывается её наружный диаметр (больший по размеру).
Для всех резьб, кроме конической и трубной цилиндрической, обозначения наносят к наружному (большему) диаметру и проставляют над размерной линией, на ее продолжении или на полке (рисунок 2).
Заказать чертежи
Винтовая линия. Основные параметры резьбы. Изображение резьбы
В технике широко применяются изделия с винтовыми поверхностями. Это крепежные изделия, применяемые для соединения деталей машин и механизмов (болты, гайки, винты, шпильки, детали с резьбой для соединения двух деталей), детали с винтовыми поверхностями, применяемые для преобразования вращательного движения в поступательное (червяк в паре с червячным колесом).
- Винтовую линию получают при помощи резца.
- Резьбу получают при помощи резца или метчика и плашки.
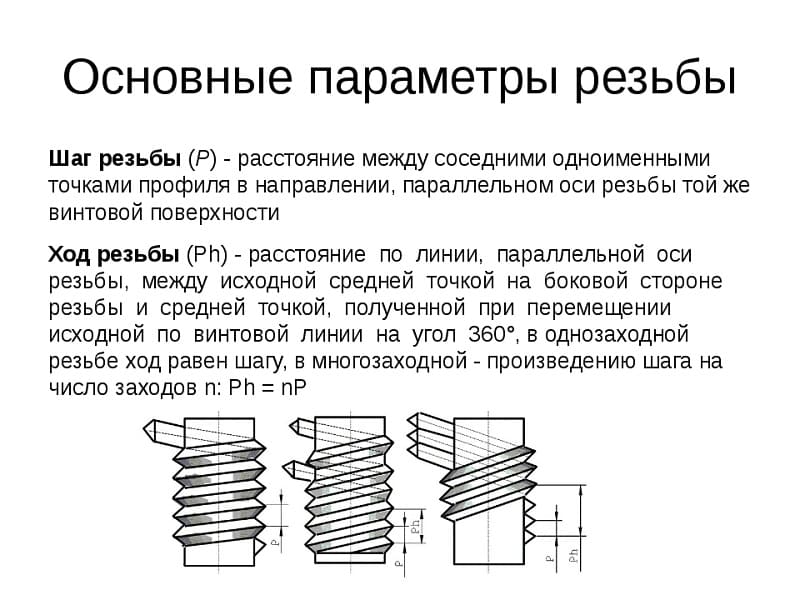
- Резьба характеризуется шагом и ходом .
- Различают правые и левые винтовые поверхности.
- Подъём винтовой линии вправо даёт правую резьбу (рисунок а). б) – левая резьба
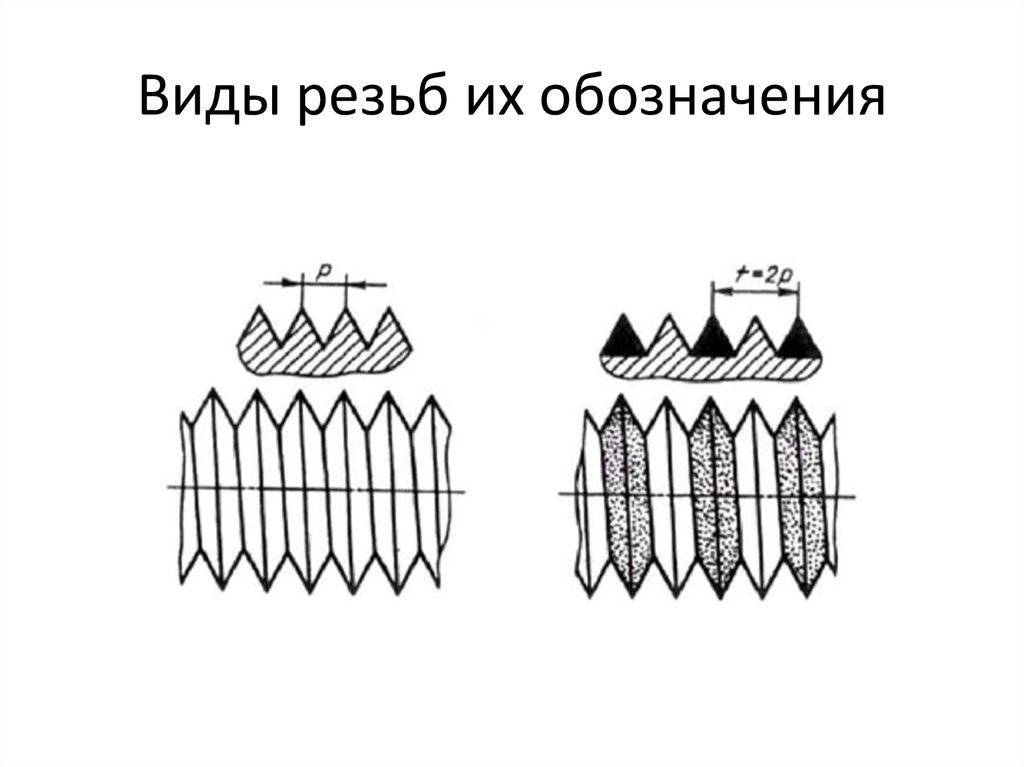
В зависимости от числа винтовых линий резьбы делятся на одно – и многозаходные.
На рисунке в) представлена двухзаходная резьба (n = 2)
Шаг резьбы – это расстояние между двумя соседними винтовыми выступами.
Ход резьбы — расстояние между двумя соседними винтовыми выступами одной и той же винтовой линии.
, где – число заходов
Вычерчивание проекции винтовой поверхности является весьма трудоемким процессом. Поэтому на чертежах резьба изображается условно – сплошной тонкой линией (впадины резьбы), причём на видах, где стержень или отверстие проецируются в виде окружности, резьбу изображают дугой окружности, приблизительно равной окружности, разомкнутой в любом месте, но не на центровых линиях.
Расстояние между сплошными основной и тонкой линиями – не менее 0,8 мм и не более шага резьбы.
Границу резьбы проводят до линии наружного диаметра резьбы сплошной основной толстой линией.
Невидимую резьбу показывают штриховыми линиями одной толщины по наружному и по внутреннему диаметру
Обозначение конических резьб и трубной цилиндрической относят к контуру резьбы (основная сплошная линия) и наносят только на полке линии-выноски (рисунок 15.3).
Прямоугольная резьба с нестандартным профилем изображается, как показано на рисунке 15.4, с нанесением всех размеров. Дополнительные сведения – число заходов, направление резьбы и т. д. – наносят на полке линии-выноски с добавлением слова «Резьба».
Элементы и параметры прямоугольной резьбы можно показывать и на выносном элементе (рисунок 15.5).
Следует твердо запомнить правило: в резьбовых соединениях, изображенных в разрезе, резьба стержня закрывает резьбу отверстия (рисунок 15.6 а,б)
Обратить внимание на то, что на разрезах штриховка доводится до сплошных основных линий.
Сбег резьбы – это длина участка неполного профиля в зоне перехода от резьбы к гладкой части детали. Обычно его не изображают (рисунок 15.7)
Фаска – Скошенная часть поверхности детали у торца или в местах перехода, облегчающая её сборку с другими деталями (скошенная кромка стержня или отверстия).
На стержне меньший диаметр фаски меньше внутреннего диаметра резьбы. В отверстии больший диаметр фаски больше наружного диаметра резьбы.
Линия резьбы должна пересекать линию фаски.
Фаски на стержне и в отверстии с резьбой на плоскости, перпендикулярной к оси стержня или отверстия, не изображают (рисунок 15.8 а и б).
Если фаска не под углом 45° , то обозначение фаски указывается величиной угла как приведено на рисунке 15.9
Наружные и внутренние проточки выполняются для выхода резьбонарезающего инструмента, чтобы резьба получалась полного профиля – без сбегов.
Размеры проточек наносят на выносных элементах в соответствии с ГОСТ 10549-80 в зависимости от шага резьбы
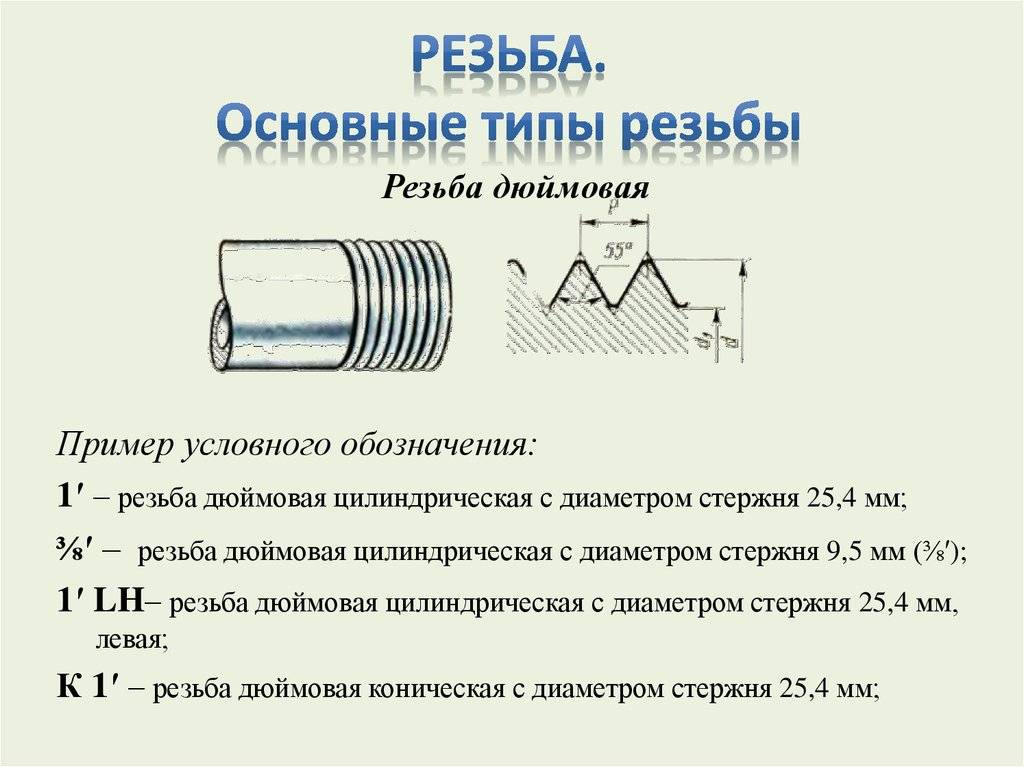
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.

Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰.
Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер.
Плашка дюймовая коническая
В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
Поля допусков наружной резьбы
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя. Это интересно: Электроды МР-3 – характеристики и особенности использования
Это интересно: Электроды МР-3 – характеристики и особенности использования
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp – внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Основные параметры и свойства
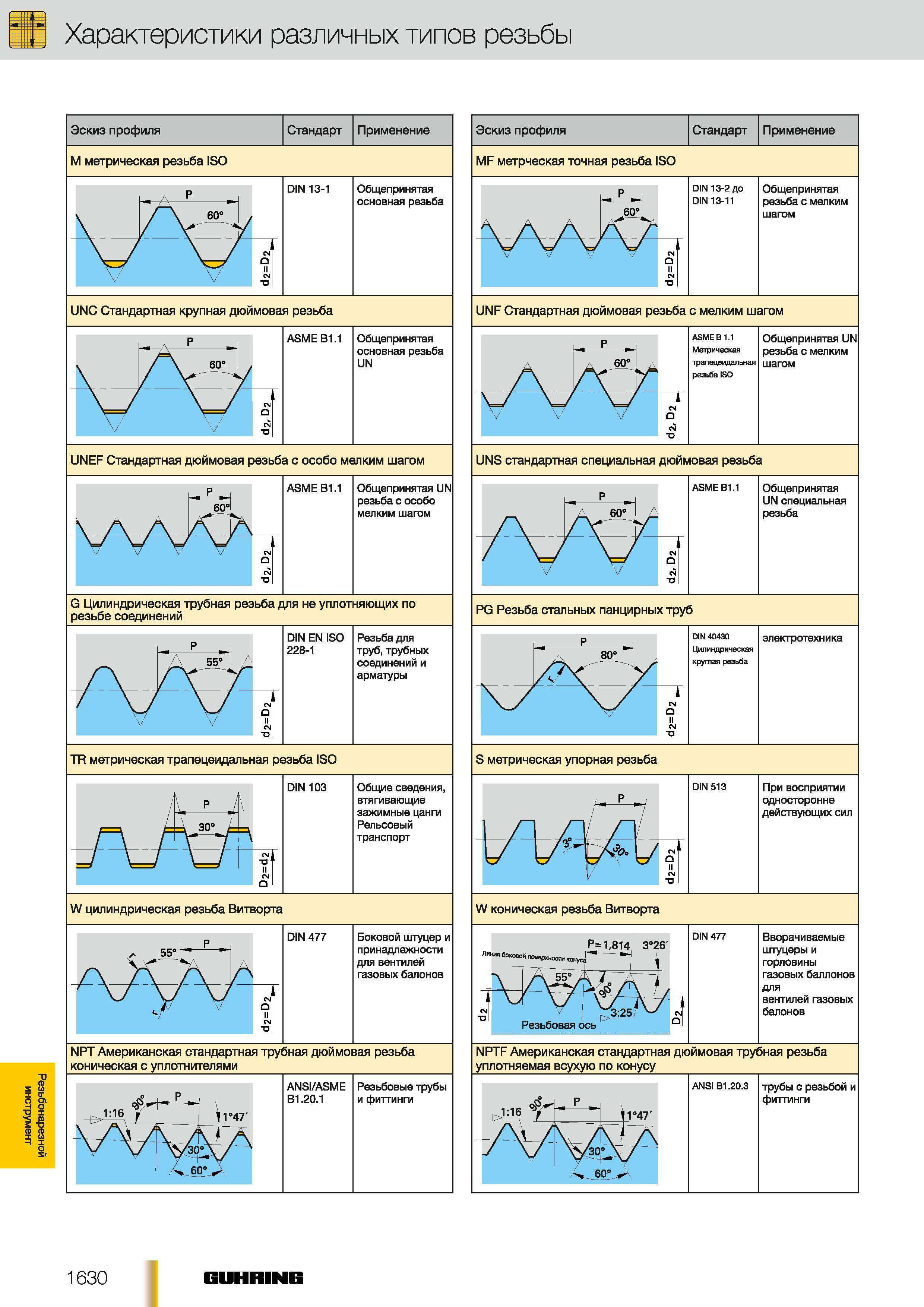
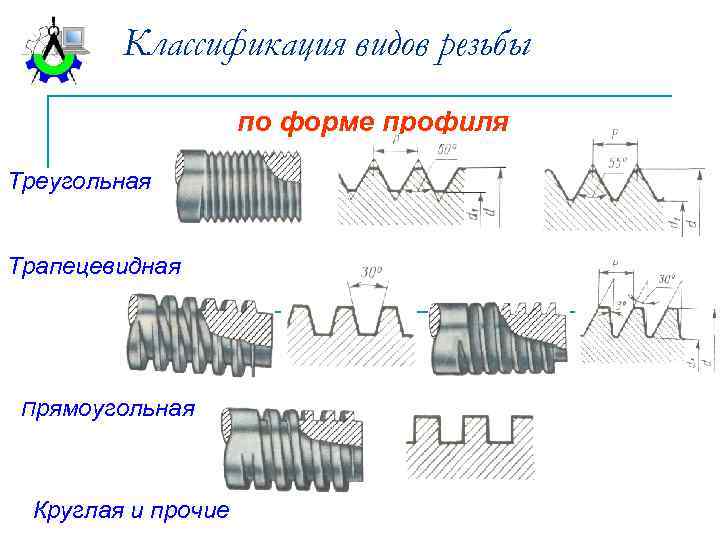
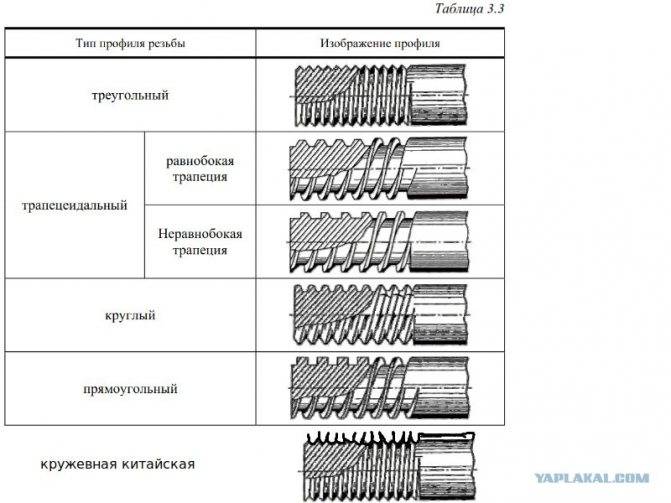
Профиль резьбы различного материала представляет собой сечение плоскости, проходящей вдоль оси заготовки. К основным характеристикам относят:
- Внешний диаметр представляет собой размеры по вершинам у цилиндра, а также впадин у внутренних поверхностей. У трубной резьбы диаметр обозначается условно в дюймах.
- Внутренний диаметр — это параметр резьбы, указывающий размеры вписываемого цилиндра по вершинам внутренних резьбовых профилей, либо по впадинам внешних соединений.
- Шаг — это расстояние между сторонами двух витков, лежащих рядом, которое измеряется вдоль оси детали.
- Угол профиля представляет собой значение между сторонами треугольника профиля резьбы, который измеряют в осевой плоскости.
- При продолжении сторон профиля получают высоту исходного треугольника.
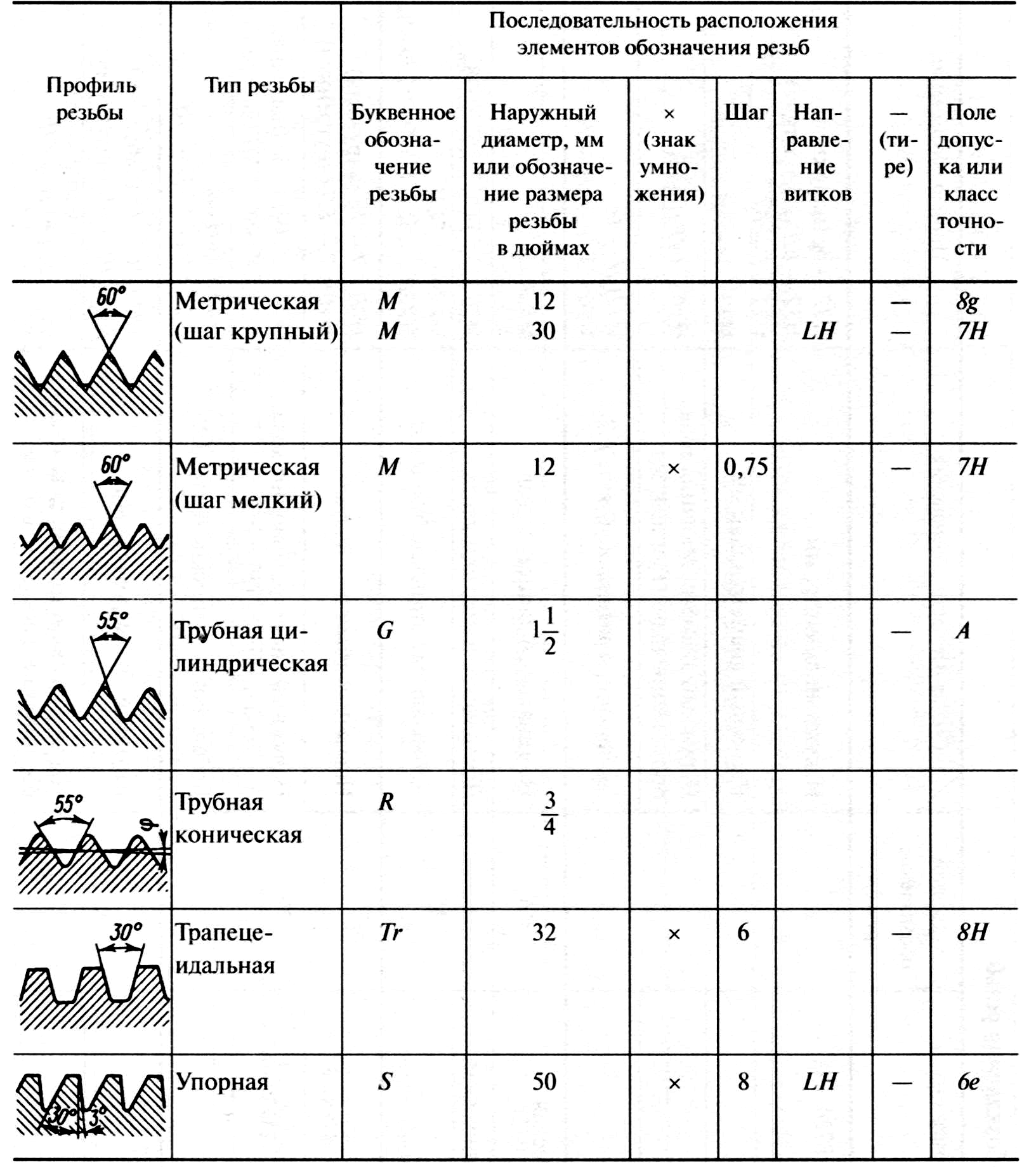
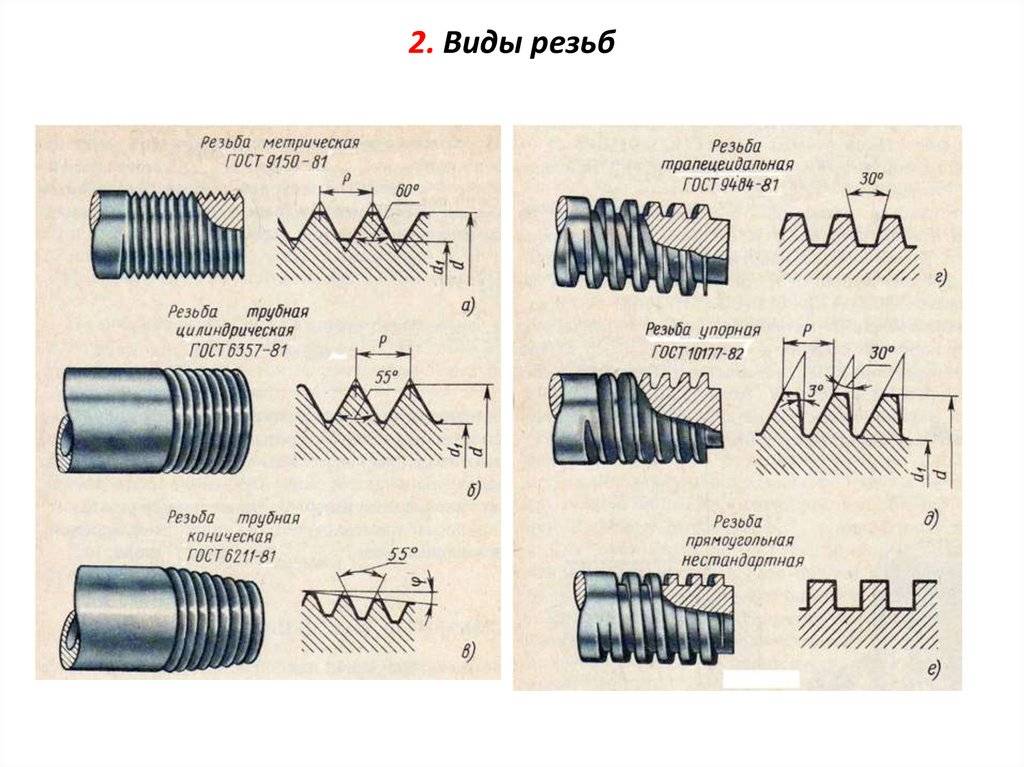
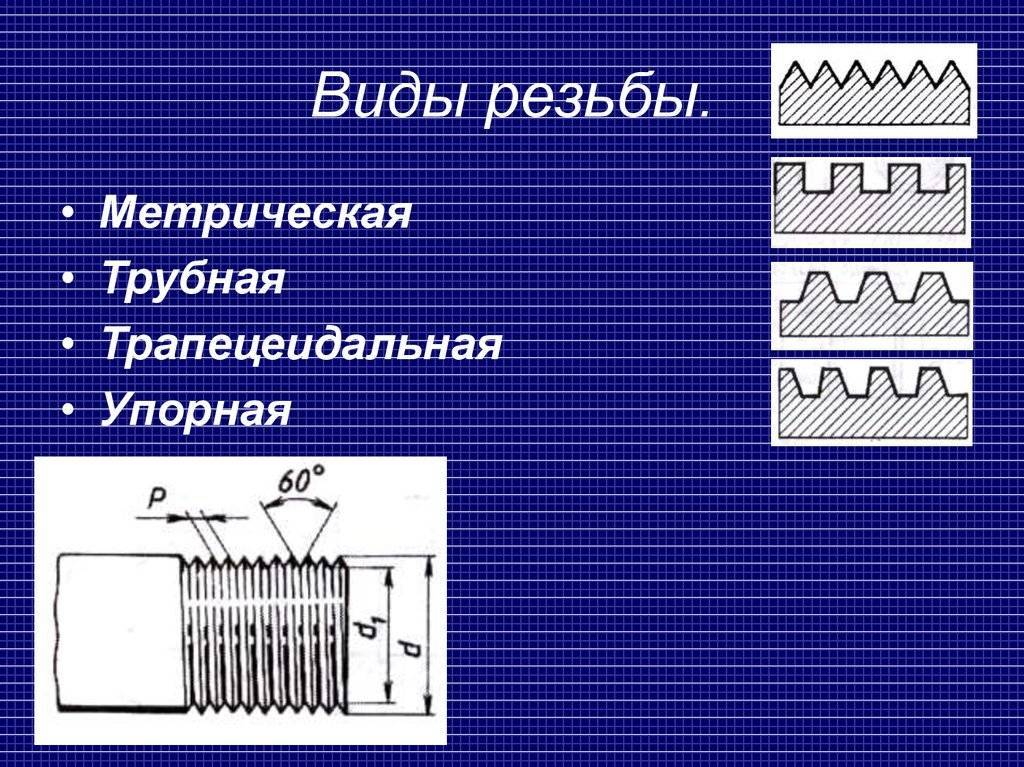
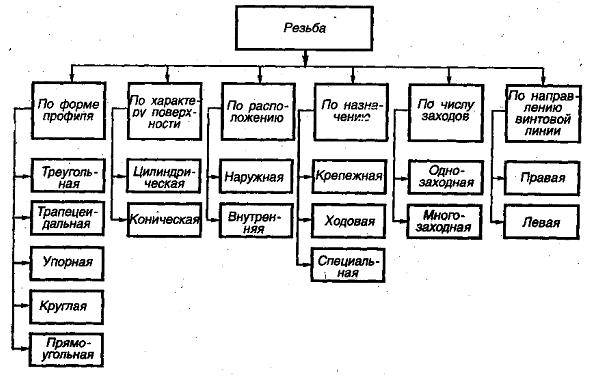
Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
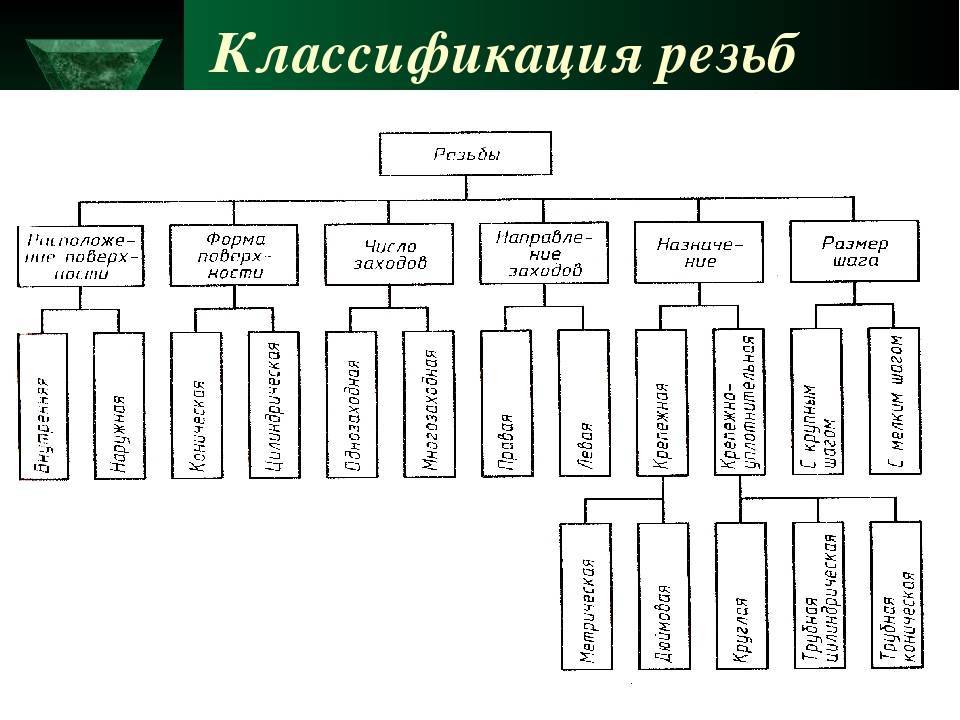
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
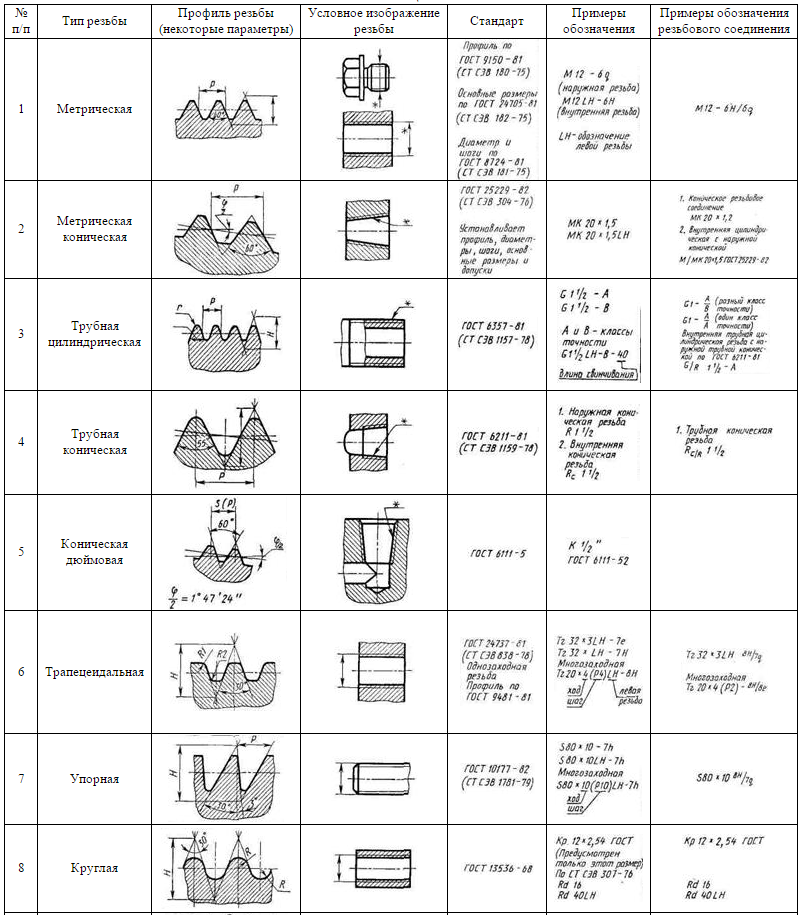
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
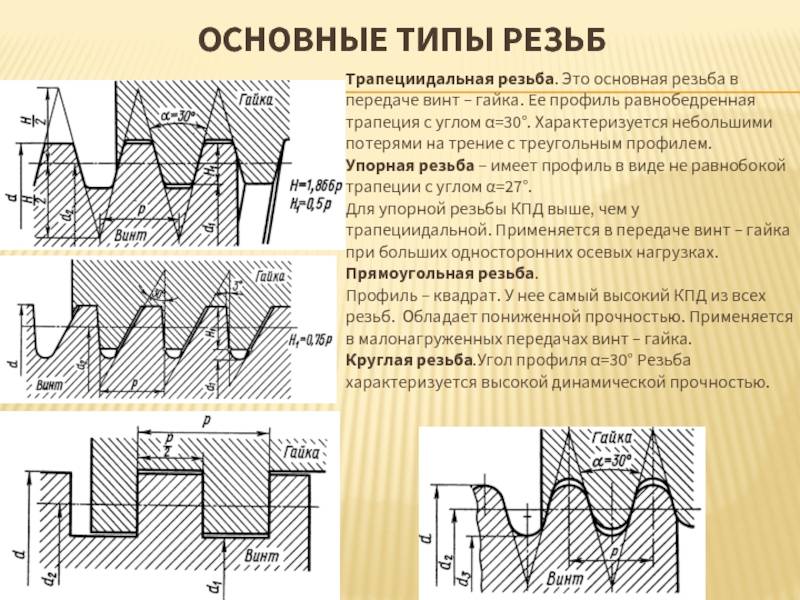
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.

Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.

Способы стопорения резьбовых соединений.
Существует большое число способов стопорения или предохранения против самоотвинчивания.
Они сводятся к следующему:
1. Повышение трения в резьбе или на торце гайки (контр-гайки, пружинные шайбы).
2. Жесткое соединение гайки со стержнем винта (корончатые гайки или применение проволоки)
Жесткое соединение гайки или головки винта с деталью (например, рис. 1.6.
Сообщить, что на очередном занятии контрольные вопросы будут по темам «Введение» и «Основы конструирования и расчета деталей машин», а решение задач – по теме «Резьбовые соединения».
Дата добавления: 2014-02-04; 9115; Опубликованный материал нарушает авторские права? | Защита персональных данных |
Не нашли то, что искали? Воспользуйтесь поиском:
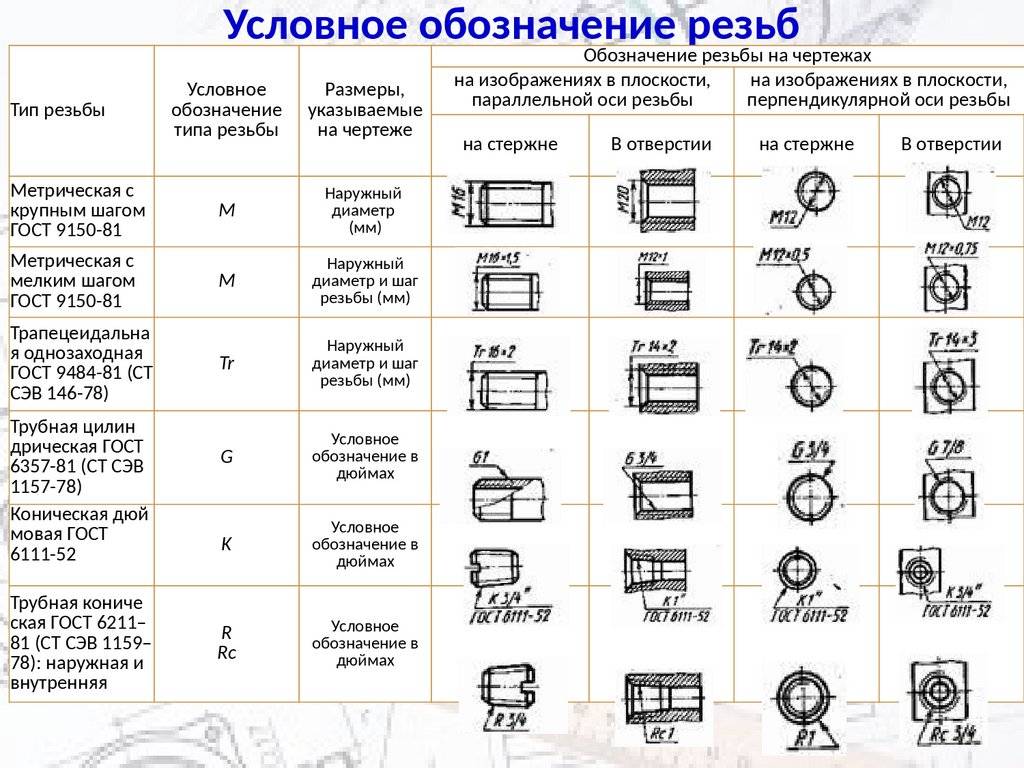
2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в
обозначение резьбы входят
1.буквенный
знак резьбы;
2.номинальный
размер в миллиметрах или дюймах;
3.размер
шага;
4.для многозаходной
резьбы – значение хода с указанием шага;
5.буквы LH для левой резьбы;
6.буквенно-цифровое
обозначение поля допуска или буквенное обозначение класса точности;
7.цифровое
значение или буквенное обозначение длины свинчивания, если она отличается от
нормальной.
Условное
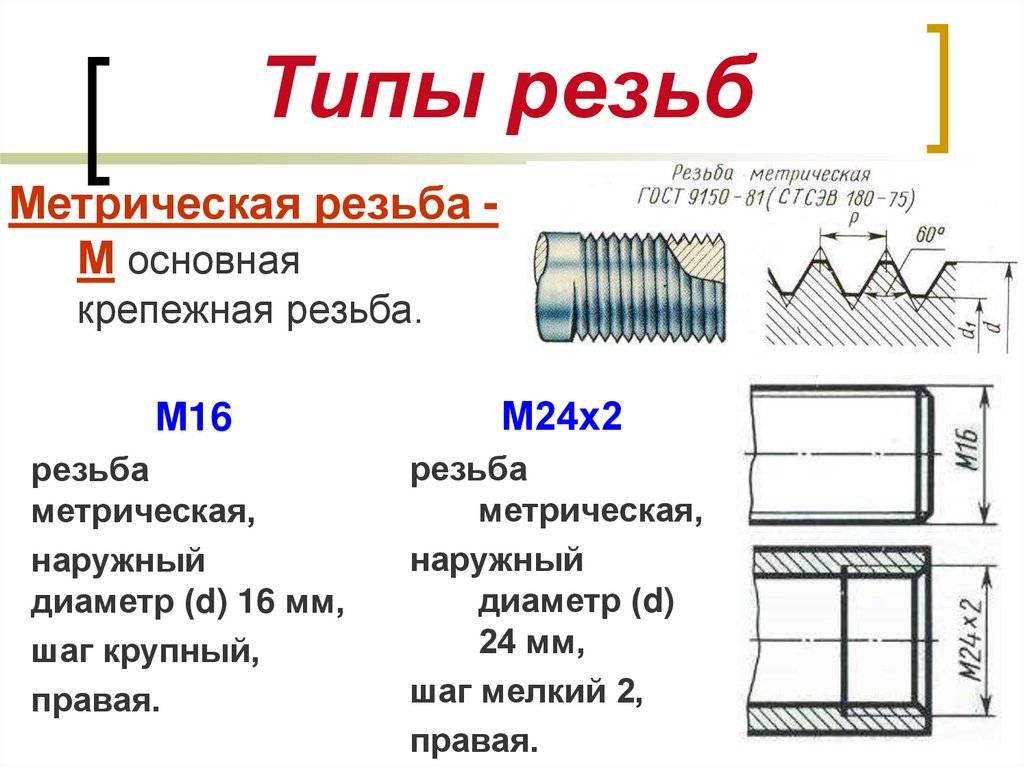
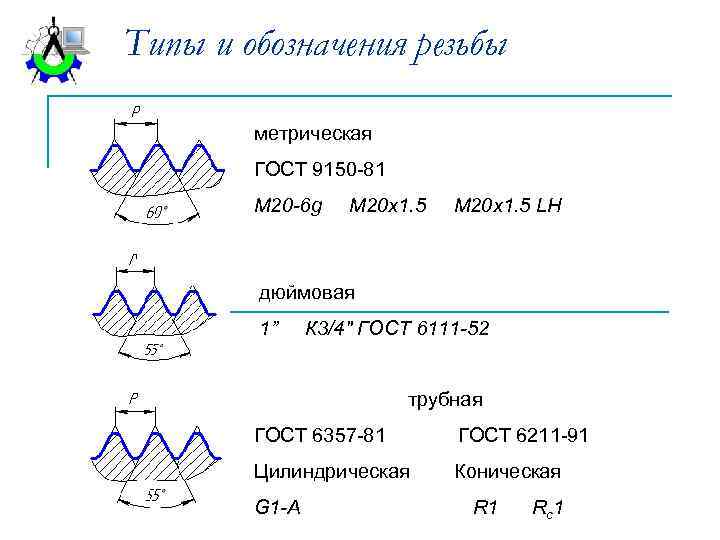
обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа
метрической резьбы), номинального диаметра резьбы, шага и направления резьбы
(если она левая). Многозаходные метрические резьбы обозначают (после
номинального диаметра) буквами Рh, значением хода резьбы, буквой Р и числовым значением шага. Пример
обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм:М24´Рh3Р1-LH.
Примеры обозначения
метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14.
Варианты нанесения обозначений на рис. 2.14, а и 2.14, в
предпочтительней.
Условное обозначения
метрической конической резьбы(ГОСТ 25229-82) включает
буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и
направление (если оно левое). Обозначение наносят, как показано на рис. 2.15,
2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а
предпочтительней.
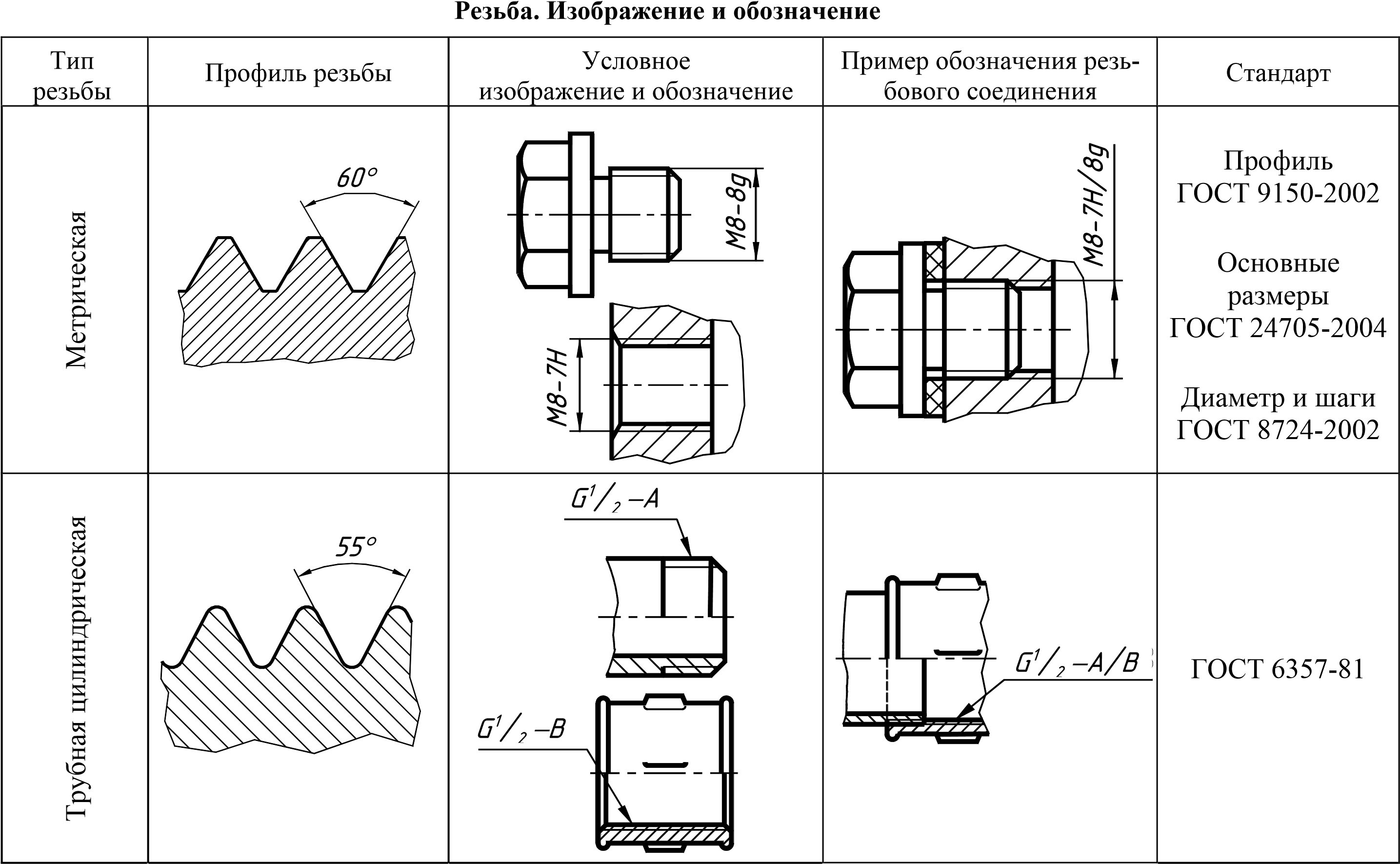
Условное обозначение
трубной цилиндрической резьбырегламентирует ГОСТ 6357-81. Оно состоит
из буквы G и условного размера – внутреннего диаметра трубы в дюймах.
Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты
нанесения обозначения на рис. 2.17, а
и 2.18, а предпочтительней.
Условное обозначение трубной
конической резьбы (ГОСТ
6211-81) состоит из буквенного обозначения R (наружная резьба) и Rс (внутренняя резьба), диаметра резьбы в основной плоскости
в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
Условное обозначение
трапецеидальной резьбы.
Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr, наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения
обозначения на рис. 2.21, а и 2.22, а предпочтительней.
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из
букв Tr, наружного диаметра, хода и шага (рис. 2.23 и
2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а
предпочтительней.
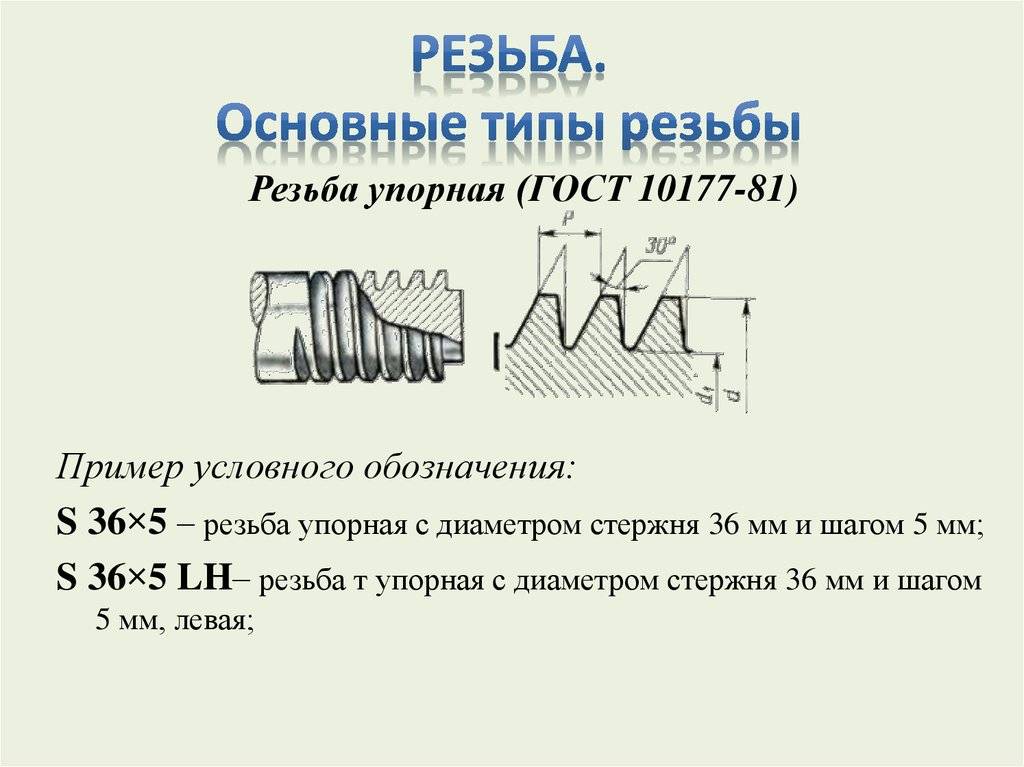
Условное обозначение упорной
резьбы(ГОСТ 10177-82) состоит из буквы S,
наружного диаметра и шага резьбы:S28×5. Для
многозаходной резьбыобозначение состоит
из буквы S, наружного диаметра, хода и шага: S28×10(Р5)LH. Варианты нанесения
обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ
28108-89 состоит из букв Е (серия) и
наружного диаметра, например, Е27 (рис. 2.27).
Резьба прямоугольная не
стандартизованная на чертежах задается всеми конструктивными размерами:
наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения
размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б,
в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы
и все ее размеры.
Сфера применения резьбовых соединений
Резьбовые элементы используют для:
- стыковки различных агрегатов (например, коробки передач с двигателем);
- сборки узлов (например, винты соединяют крышки с корпусом генератора);
- соединения металлоконструкций (наряду с заклепками и дуговой сваркой);
- сборки трубопроводов для подачи газа и воды (такое сопряжение имеет дюймовую резьбу);
- крепления технологического оборудования к фундаментам (например, металлорежущие станки устанавливают на залитые в бетон анкеры).
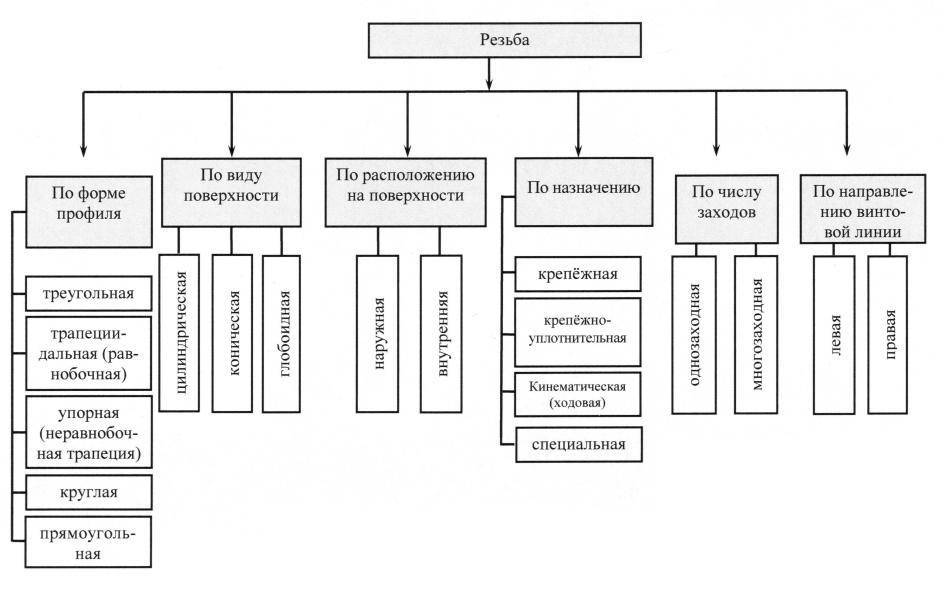
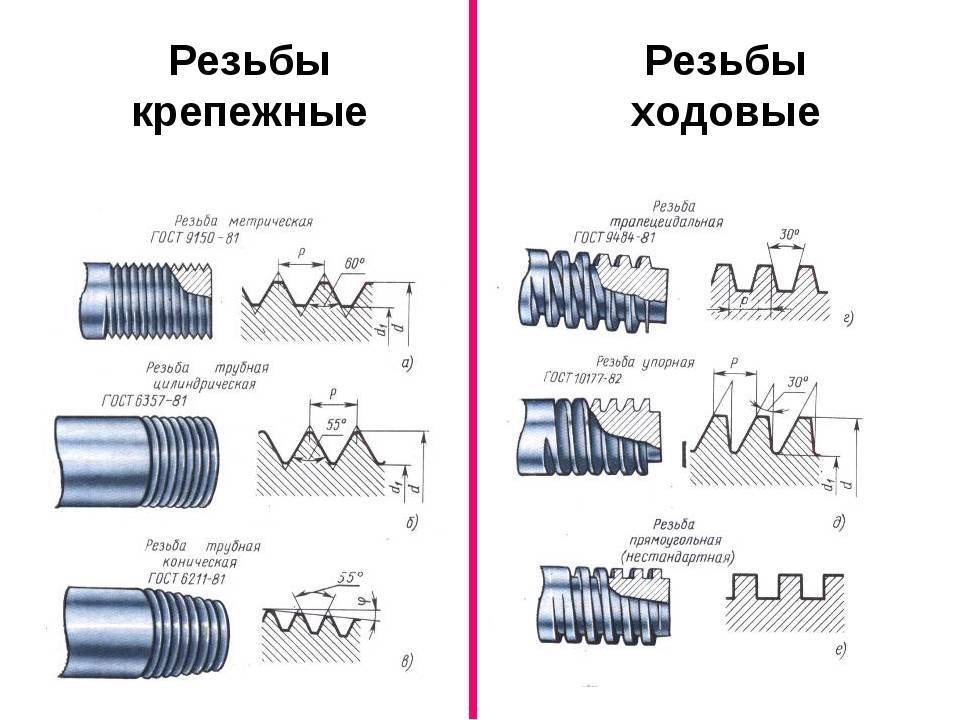
Резьбы принято разделять на категории по назначению:
- крепежные (например, метрические);
- крепежные с одновременной герметизацией (конические);
- грузоподъемные (например, упорные).
Как нарезают резьбу – резьбонарезное оборудование и инструмент
Выбор резьбонарезного оборудования зависит от типа и масштабов производства, материала и размеров труб, требований к точности резьбы и других факторов.
Резьбу можно получить методом накатки или нарезки.
Резьбу методом накатки получают с помощью специальных резьбонарезных роликов. Для этого заготовку устанавливают между роликами с необходимым контуром резьбы и накатывают витки резьбы на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках. Благодаря плавному распределению волн напряжения между витками за счет деформации металла, такая резьбы отличается высокими механическими характеристиками и высокой производительностью.
Однако точность используемых роликов должна быть на очень высоком уровне, а материал изготовления обладать повышенными механическими свойствами – чаще всего используется высоколегированные штампованные стали.
Нарезанные резьбы более просты в изготовлении, однако по механическим свойствам и пределу выносливости уступают накатанным. Это связано с наличием более острых кромок профиля и более высокого значения коэффициента напряжения.
По способу нарезки резьбы подразделяется на ручную и с помощью специального станка.
При ручной нарезке используются специальные приспособления: метчик (для внутренней трубной резьбы) и плашки (для наружной трубной резьбы), или специальный резьбонарезной ручной инструмент – клупп, осуществляющий нарезку с помощью подвижных регулируемых гребенчатых резцов. Ручную нарезку рекомендуется производить при диаметрах труб до 1 дюйма, так как большие диаметры требуют значительно больших физических усилий.
Для больших нагрузок и объемов работ сегодня существует огромный выбор надежного резьбонарезного инструмента: от переносных электрорезьбонарезных инструментов до специальных станков, способных справиться с нарезкой резьбы любого типа на трубах всевозможных диаметров из любых материалов.
В нашей компании ITC (АйТиСи) представлен широкий ассортимент резьбонарезного инструмента Ridgid и Rex. Мы являемся официальным дилеров в России этих торговых марок, поэтому можем предложить не только лучшие цены, но и гарантийное и постгарантийное обслуживание.
Назначение и особенности зенкования
Основная сфера применения зенкования – в технологических процессах при изготовлении станков, механизмов и сборке металлоконструкций. С помощью этой операции добиваются решения следующих задач:
- В предварительно изготовленных отверстиях получают углубления в форме цилиндра или конуса.
- Формируют плоскости опорного значения в районе отверстий.
- Зенкование отверстий позволяет получить каналы со снятой в них фаской.
- Формирование углублений для сокрытия элементов резьбового крепежа.
Зенкование отверстий имеет свои особенности; они обусловлены типом металла, который подвергается обработке, конструкцией резца и конечной задачей операции:
- Если проводится обработка чугунных деталей или металлов на основе твердых сплавов, то в рабочую область следует подавать специальную эмульсию для охлаждения.
- Рабочие обороты вала двигателя должны соответствовать рабочим оборотам зенковки. Для инструмента из быстрорежущей стали обороты всегда меньше, чем для инструмента с напайками из твердого сплава.
- Для выборки под потайную шляпку винта используют конический резец с углом торцевых ножей, равным углу конуса шляпки.
Калибры для контроля резьбовых болтов и гаек
Калибры для контроля годности цилиндрических резьбовых соединений действуют как комплект жестких средств, осуществляющих контроль годности резьбы. Преимущество их состоит в том, что они обеспечивают полную взаимозаменяемость рези скручиваемых деталей. Все калибры делятся на две основные группы: для внешней и для внутренней резьбы. По принципу построения они делятся на непроходные и проходные, каждый из которых контролирует свою границу поля допуска, по форме поверхности – на нарезные и гладкие. Резьбовые соединения с полным профилем проходного калибра имеют контур номинального профиля и параметры, выполненные с высокой точностью.
Читать также: Где можно поточить ножницы
Ход и шаг
Важными резьбовыми элементами являются:
- Шаг. Этот параметр представляет собой расстояние, на котором расположены одноименные точки профиля в направлении, параллельном оси. Это участок, который разделяет одноименные точки на двух соседних витках. Обозначается буквой «Р». Исходя из размера диаметра изделия, используются соединения с шагами:
Для изделий диаметром менее 68 мм применяются резьбы с крупными и мелкими шагами. Только с мелкими шагами нарезаются резьбы на изделия диаметром более 68 мм.
Ход резьбы. Под этим определением следует понимать отрезок, длиной равной расстоянию по направлению, параллельному оси резьбы, между двумя одинаковыми точками на рядом расположенных витках одного захода. Обозначается Ph. Он равен у:
- однозаходной – шагу, т.е. Ph=P;
многозаходной – произведению количества заходов на длину шага, т.е. Ph=nP.
Шаг указывается на маркировке, также его можно определить из параметрических таблиц. Крупные шаги, они являются основными, на маркировке не указываются. Также шаг определяется путем:
- измерения резьбовыми калибрами (резьбомерами);
- сопоставления резьб различных деталей между собой;
- ввинчивания во внутреннюю резьбу наружной, при этом не должно быть сопротивления ввинчиванию;
- измерения с помощью штангенциркуля хода и деления полученного значения на число заходов.
Для измерения шага рекомендуется использовать болт, а не гайку, потому что есть возможность контролировать процесс измерений визуально. Цель определения шага – правильный выбор инструмента для нарезания или сверла под отверстие для резьбы.
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Метрическая коническая резьба
Отличие конического изделия от обыкновенного метрического заключается в том, то ее наносят на конусную внутреннюю или внешнюю поверхность. При этом угол конуса составляет 1:16.
Ее применяют в тех случаях, когда необходимо обеспечить герметичность соединения. Например, в трубопроводных системах, предназначенных для транспортировки жидкостей.
Производителю выпускающие изделия с таким видом, руководствуются требованиями ГОСТ 25229-85.
Метрическая коническая резьба
Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
Коническая, круглая и трапецеидальная резьба
Конические детали отличаются от обычных тем, что на их поверхность наносится конусная резьба. Угол равняется 1/16. Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
Круглый профиль используется при изготовлении различных трубопроводных кранов и другой запорной арматуры. Все нормативы для этого вида можно узнать из ГОСТ 13536–68 . В документации, на чертежах и схемах применяется обозначение из букв Кр. Угол возле вершины витков равняется 30 градусам.
Особенность трапецеидальных резьб заключается в том, что они являются самонарезающими. Во время перемещения гайки создаётся очень высокая сила трения. Благодаря этому не требуется дополнительная фиксация. Изделия такого типа производятся в размерах 8−640 мм. Шаг нанесения витков варьируется от 1,5 до 12 мм. Все требования к готовым деталям прописаны в ГОСТе 24738−81.
Резьбы трубные — разновидности и характеристики
Современные нормативные акты утверждают, что в категорию трубных резьб попадают лишь три типа спиралевидных нарезок, а именно:
- Цилиндрический вариант – образуемый спиралеобразной канавкой треугольного профиля с углом в 55 градусов при вершине.
- Конический вариант – образуемый спиралеобразной канавкой аналогичного типа, нарезанной на пологом участке с конусностью 1:16
- Дюймовый вариант – образуемый спиралеобразной канавкой треугольного профиля с углом в 60 градусов при вершине, нарезанной на конической поверхности.
Причем последний вариант – дюймовый — не используется в производстве новых трубопроводов с конца прошлого века. В современных конструкциях используется либо цилиндрический, либо конический вариант. Причем цилиндрический вариант (G-тип) используется для стыковки водогазопроводных трубопроводов, а конический вариант (R-тип) применяется для стыковки нагруженных узлов в гидроприводах, топливопроводах или маслопроводах станков, самолетов или автомобилей.
Подробное описание G-типа и R-типа – именно такое обозначение трубной резьбы на чертежах характерно для цилиндрического и конического вариантов — будет представлено ниже по тексту. Классический дюймовый вариант – коническая резьба NPT типа – регламентированный ГОСТ 6111-52, в данной статье рассматриваться не будет, по причине неактуальности подобной информации.
Обзор резьбы трубной цилиндрического типа
Трубная цилиндрическая резьба, регламентируемая по ГОСТ 6357-81, нарезается на (или в) трубах диаметром от 7,723 миллиметра (соответствует 1/16 дюйма) до 163,83 миллиметра (соответствует 6 дюймам ровно). Общее количество оригинальных разновидностей (по диаметру) трубной резьбы соответствует 16 типоразмерам.
Впрочем, помимо диаметра, очень важной характеристикой для любой резьбы является еще и шаг нарезки – расстояние между двумя соседними вершинами профиля. Причем, как утверждает основной документ, которым регламентируется цилиндрическая резьба для трубы (ГОСТ 6211-81), шаг резьбовой нарезки измеряется не в миллиметрах, а по количеству витков, нарезанных на дюймовом (25,4 миллиметра) сгоне. И согласно этому определению и вышеупомянутому ГОСТу существует четыре варианта резьбового шага на 11, 14, 19 и 28 витков
И согласно этому определению и вышеупомянутому ГОСТу существует четыре варианта резьбового шага на 11, 14, 19 и 28 витков.
Таким образом, общее число типоразмеров, которым соответствует стандартная трубная цилиндрическая резьба G типа (ординарная, дюймовая резьба Витворта) равняется 64 единицам (четыре типоразмера по шагу для каждого из 16 типоразмеров по диаметру).
Обзор резьбы трубной конического типа
Трубная коническая резьба R-типа регламентируется ГОСТ 6211-81, в котором указано, что данный тип нарезки встречается на (или в) торцах труб в конусностью 1:16 и диаметрами от 1/16 дюйма (7,723 миллиметра) и до 6 дюймов (163,83 миллиметра).
Общее количество оригинальных резьбовых типоразмеров равняется 64 единицам: ведь трубная коническая резьба делится на такое же количество разновидностей, что и цилиндрический вариант (шестнадцать типоразмеров по диаметру увеличенных четырьмя типоразмерами по шагу резьбы для каждого диаметра).
Причем, как утверждает документ, которым стандартизируется резьба трубная дюймовая коническая — ГОСТ 6211 от 1981 года – число резьбовых ниток на дюйме сгона, в данном случае совпадает с аналогичным параметром типовой цилиндрической резьбы.
Совместимость резьбы конической и цилиндрической
Каждый из описанных выше вариантов основан на нарезке дюймовой резьбы British Standard Whitworth (резьбы Витворта). Поэтому сгоны, на которых накатана стандартная, цилиндрическая резьба трубная – обозначение BSW / BSPT в международном формате или G в отечественном – вкручиваются в муфты, внутри которых нарезана коническая резьба – обозначение BSW / BSPР в международном формате или R в отечественном