Индукционная установка
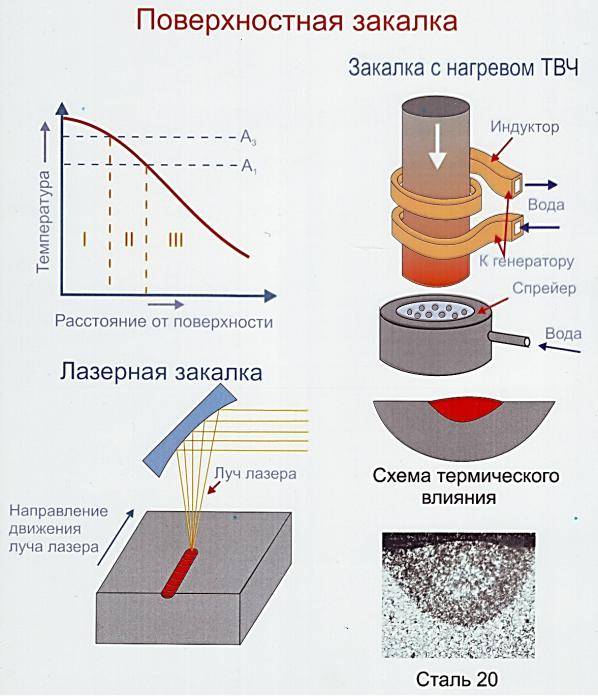
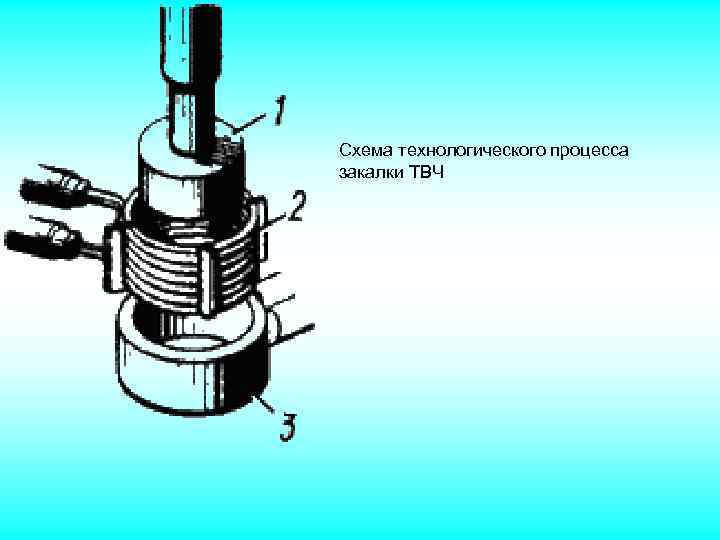
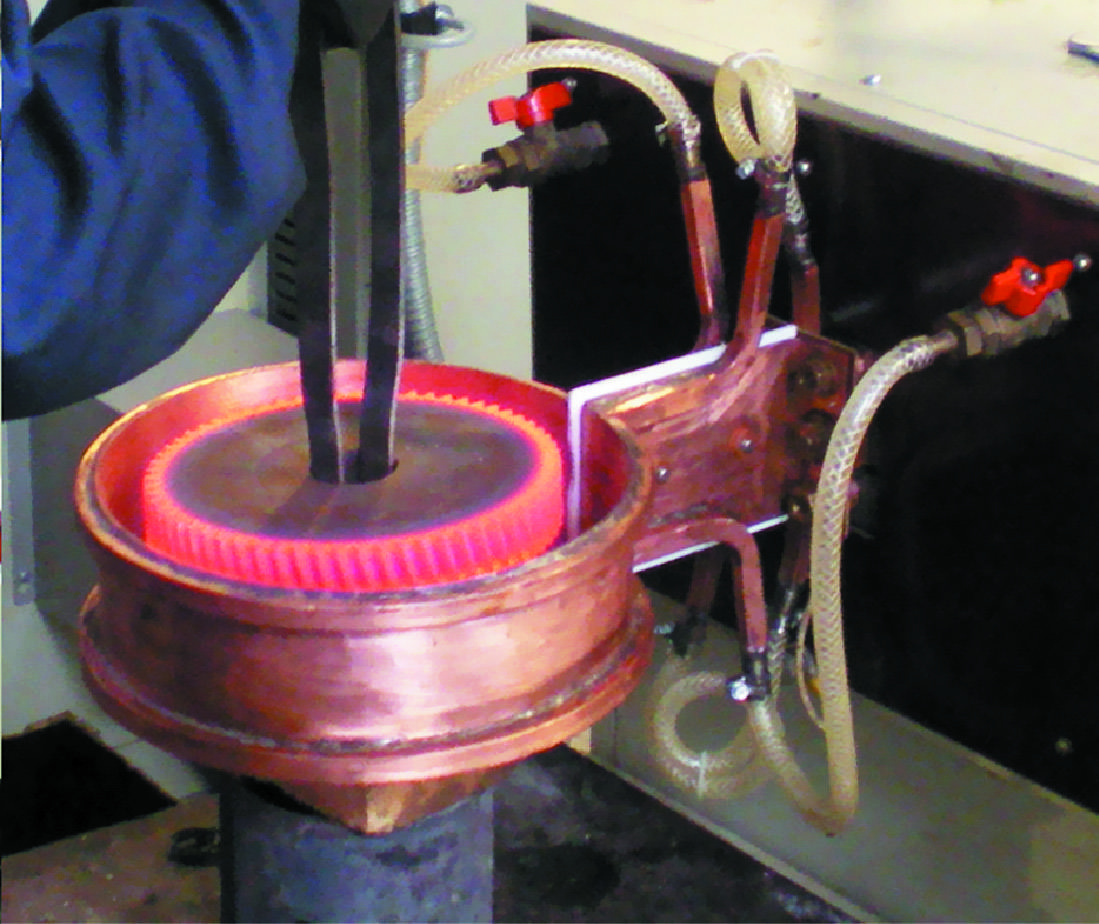
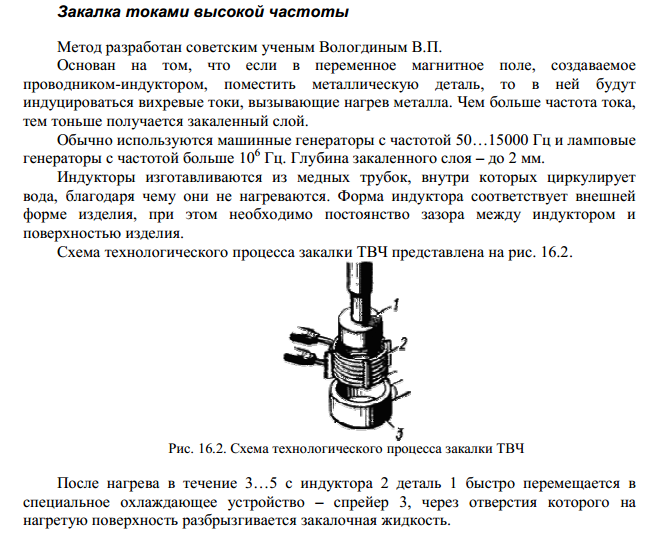
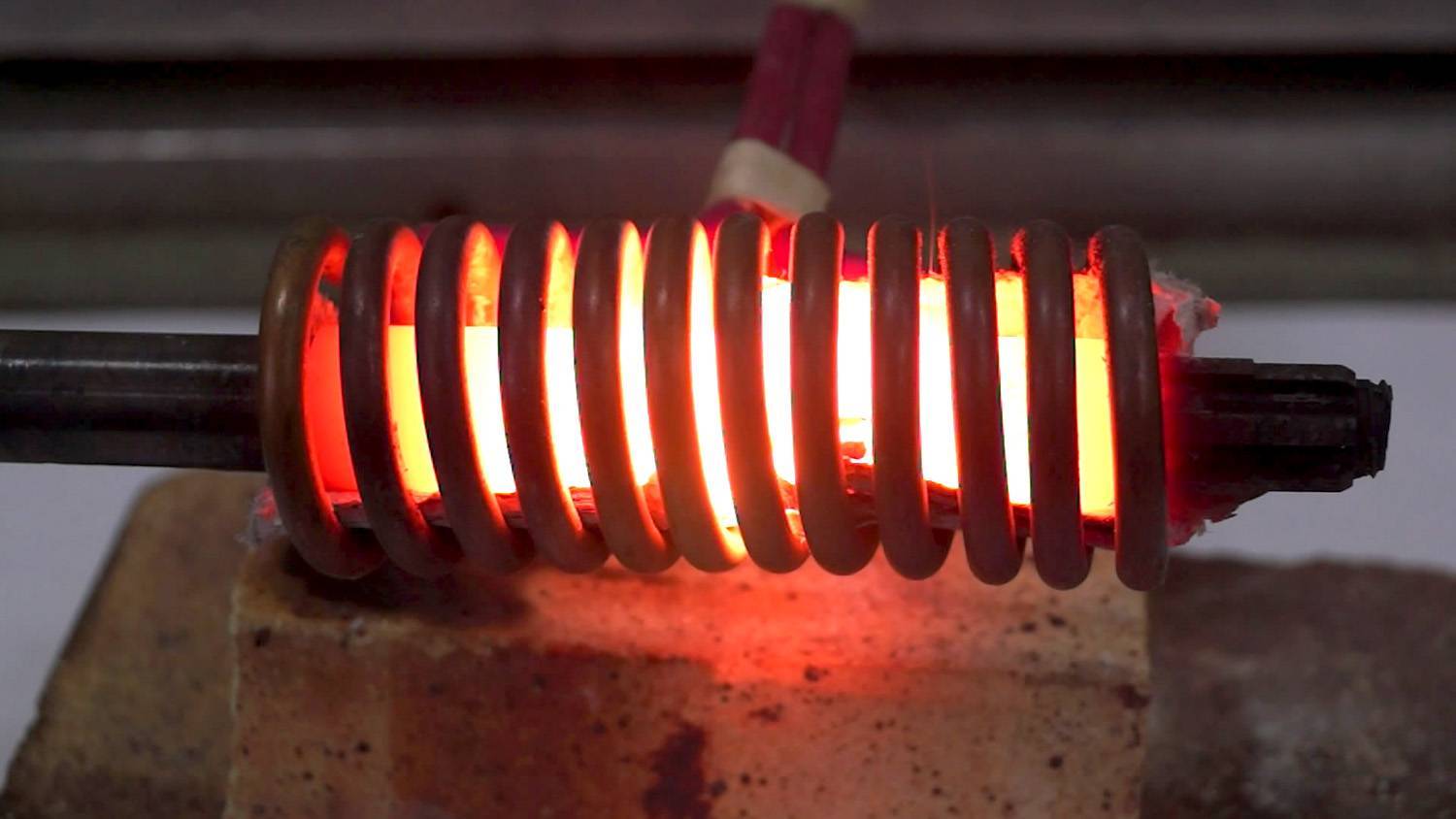
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
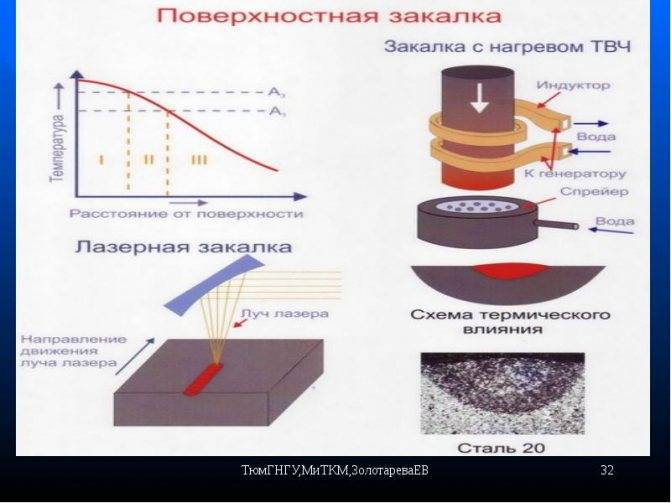
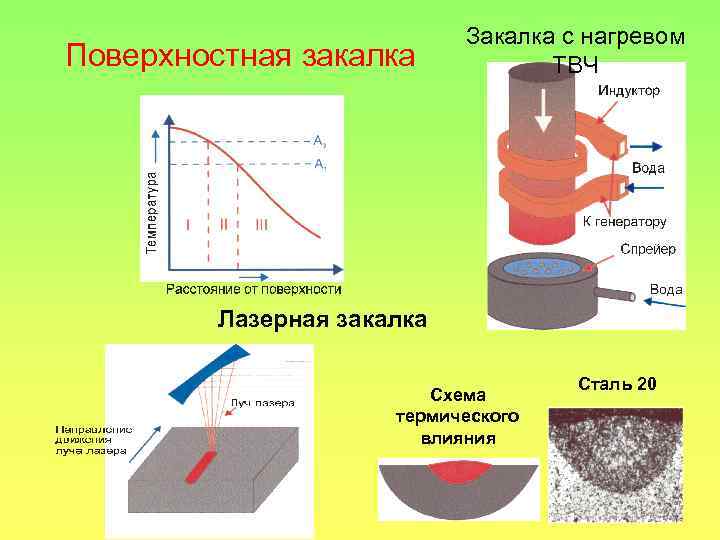
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
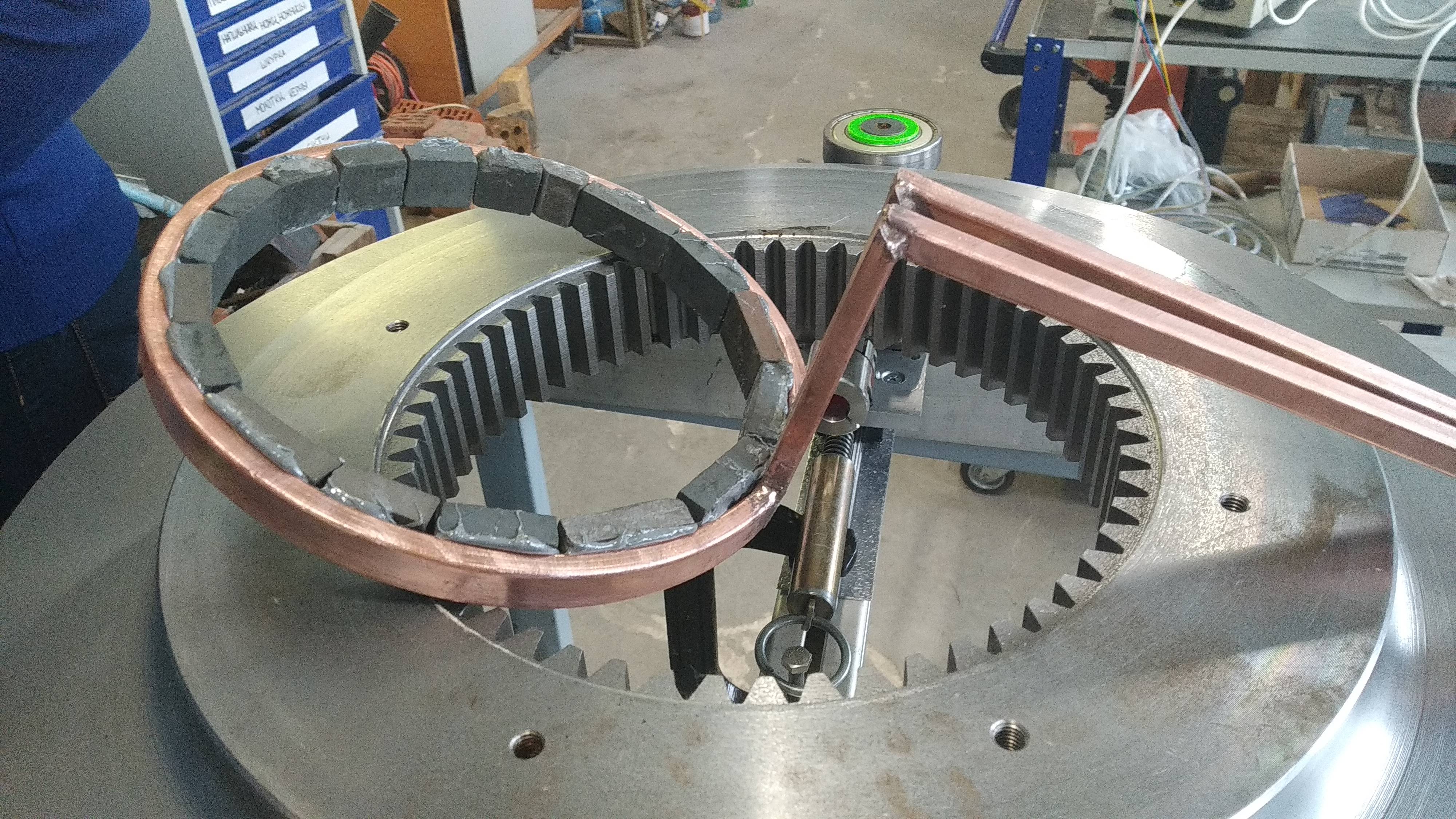
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
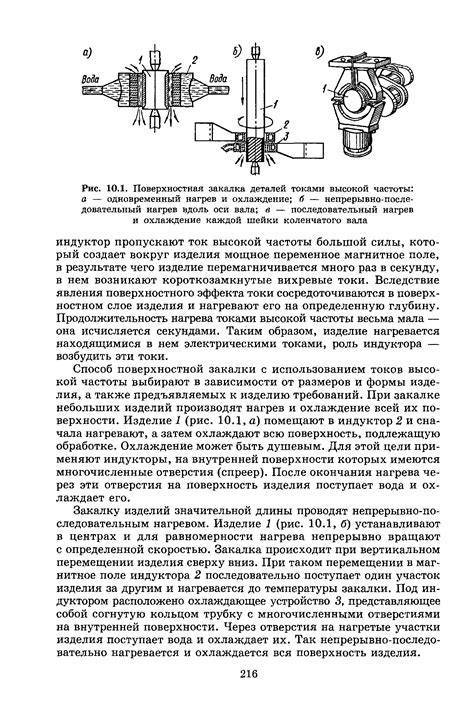
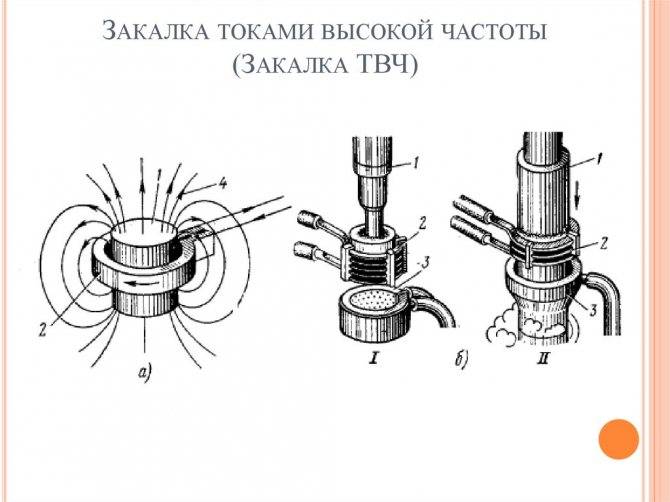
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
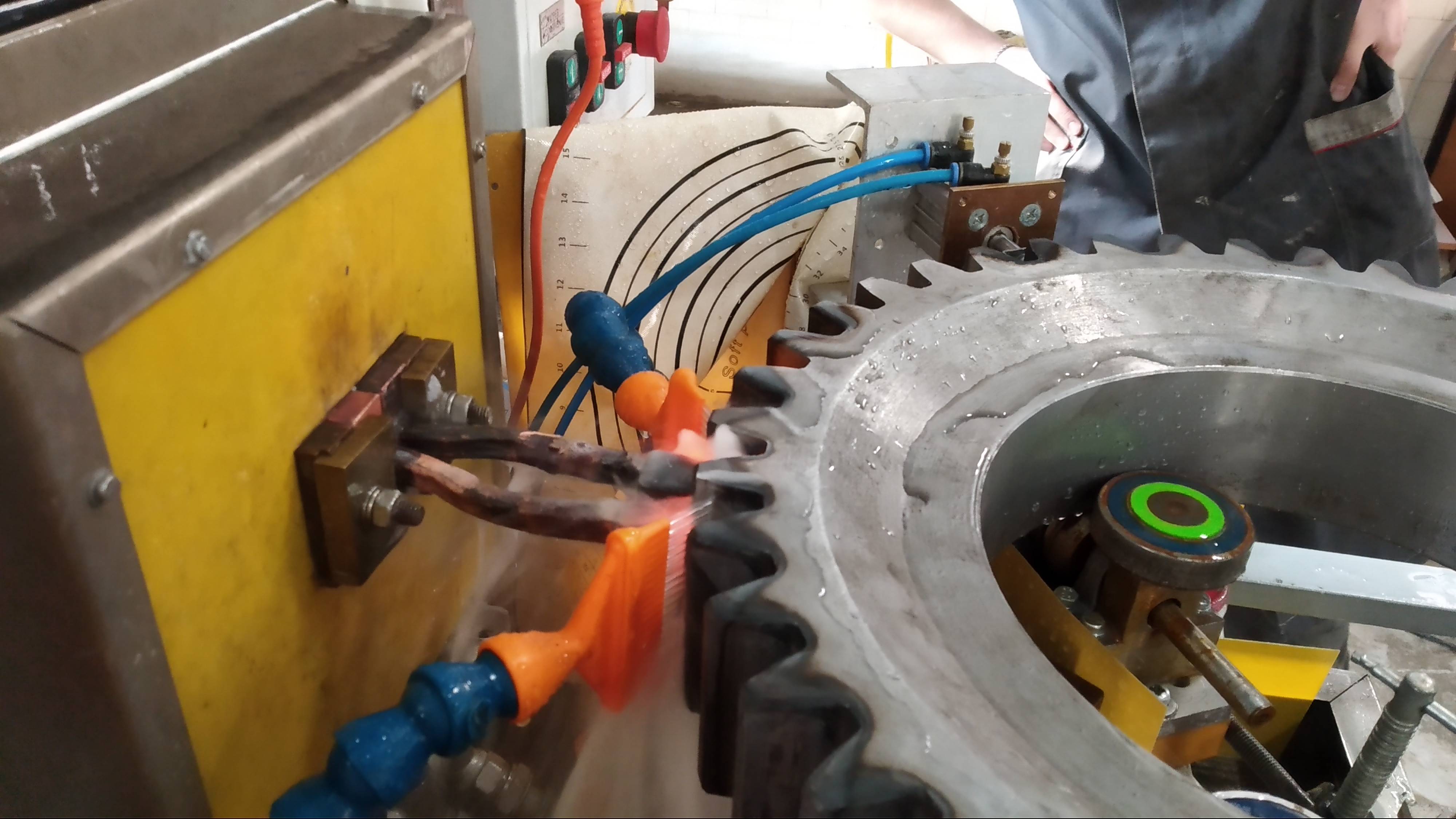
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Сущность технологии
ТВЧ закалка – это улучшение прочностных характеристик детали за счет способности электрического тока (с переменной амплитудой) проникать в поверхность детали, подвергая ее нагреву. Глубина проникновения благодаря магнитному полю может быть различной. Одновременно с поверхностным нагревом и закаливанием сердцевина узла может быть не прогретой вовсе или лишь незначительно повысить свою температуру. Поверхностный слой обрабатываемого изделия образовывает необходимую толщину, достаточную для прохождения электрического тока. Данный слой представляет собой глубину проникновения электротока.
Эксперименты доказали, что увеличение частоты тока способствует уменьшению глубины проникновения. Данный факт открывает возможности для регулирования и получения деталей с минимальным закаленным слоем.
Термообработка ТВЧ осуществляется в специальных установках – генераторах, умножителях, преобразователях частоты, позволяющих осуществлять регулировку в необходимом диапазоне. Помимо частотных характеристик на конечную закалку оказывают влияние габариты и форма детали, материал изготовления и используемый индуктор.
Выявлена также следующая закономерность – чем меньше изделие и чем более простая у него форма, тем лучше проходит процесс закаливания. При этом также снижается общий расход электроэнергии установки.
Индуктор медный. На внутренней поверхности часто имеются дополнительные отверстия, предназначенные для подачи воды при охлаждении. В этом случае процесс сопровождается первичным нагревом и последующем охлаждении без подачи тока. Конфигурации индукторов различны. Выбираемое устройство непосредственно зависит от обрабатываемой заготовки. В некоторых аппаратах отсутствуют отверстия. В такой ситуации охлаждается деталь в особом закалочном баке.
Основным требованием к процессу ТВЧ закалки является сохранение постоянного зазора между индуктором и изделием. При сохранении заданного промежутка качество закаливания становится наиболее высоким.
Упрочнение может производится одним из способов:
- Непрерывно-последовательный: деталь неподвижна, а индуктор движется вдоль ее оси.
- Одновременный: изделие движется, а индуктор – наоборот.
- Последовательный: происходит поочередная обработка различных частей.
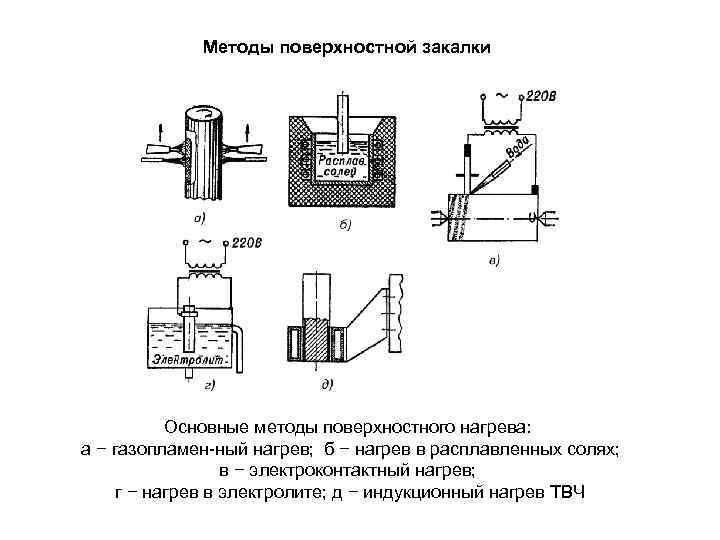
Методы нагрева швов
Сварочные швы и соединения могут нагреваться несколькими способами. Среди наиболее распространенных можно выделить специальные гибкие нагревательные изделия, муфельные печи, индукционные и газопламенные приспособления.
Метод нагрева шва выбирается исходя из возможности установки дополнительного оборудования, доступа к трубам, диаметра детали и прочих субъективных факторов. Проще говоря, выбор метода нагрева не регламентируется нормами и правилами. Самое главное — нагревательные приспособления должны беспрепятственно монтироваться на деталь, весить немного и осуществлять равномерный нагрев, без перепадов температур. Такая обработка называется локальной или местной.
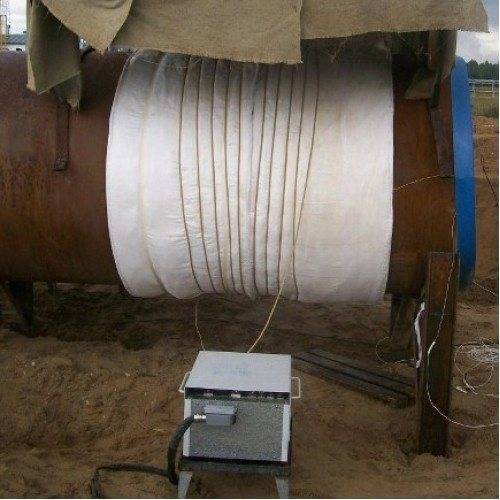
Локальная термообработка с помощью гибких нагревательных элементов — это самый простой и недорогой способ обработки шва. Ранее такие нагреватели выпускал , сейчас этим занимается «Корпорация Монтажспецстрой». Такие элементы легко подстраиваются под диаметр трубы и их монтаж не вызывает трудностей.
Также используются муфельные печи. Они вполне эффективны при работе с трубами небольшого диаметра. Но здесь есть один нюанс: чтобы прогрев был равномерным нужно устанавливать печь так, чтобы ее ось вращения не совпадала с геометрической осью.
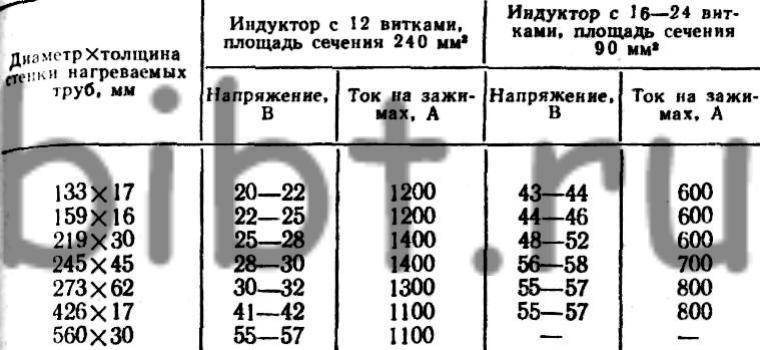
Индукционные приспособления также довольно распространены. Они недорогие и эффективные. Широко применяются при нагреве швов как раз на трубах. В качестве нагревательного элемента здесь выступают многожильные медные кабели, которые охлаждаются с помощью воздуха. При нагреве шва труб нужно оставить небольшой зазор между самой трубой и кабелями. Такая установка для термообработки сварных швов позволяет прогреть соединения равномерно и быстро. Ниже представлена таблица с характеристиками индукторов.
Газопламенный метод нагрева предполагает использование многопламенных газовых горелок. Принцип работы такой специальной горелки ничем не отличается от обычной бытовой зажигалки, разве что каналов выхода пламени в десять раз больше. Здесь пламя образуется при сгорании кислорода и горючего газа. Газопламенный метод хорош в труднодоступных местах, но может занимать больше времени.
Читать также: Хороший проточный водонагреватель электрический
Почему индукционная установка лучше подходит для закалки
Закалка ТВЧ металлических деталей производится для повышения устойчивости верхнего слоя изделия к механическим повреждениям, при этом центр заготовки имеет повышенную вязкость
Важно отметить, что сердцевина изделия при ТВЧ закалке остается полностью неизменной. Индукционная установка имеет немало очень важных преимуществ в сравнении с альтернативными видами нагрева: если раньше ТВЧ установки были более громоздкими и неудобными, то сейчас этот недостаток исправили, и оборудование стало универсальным для термообработки изделий из металла
Преимущества индукционного оборудования
Один из минусов индукционной установки для закалки – это невозможность обработки некоторых изделий, имеющих сложную форму.
Разновидности закалки металла
Закалка металла бывает нескольких типов. Для одних изделий достаточно нагреть металл и сразу же остудить, а для других необходима выдержка при определенной температуре. Существуют следующие виды закалки:
- Стационарная закалка: применяется, как правило, для деталей, имеющих небольшую плоскую поверхность. Положение детали и индуктора при использовании данного способа закалки остается неизменным.
- Непрерывно-последовательная закалка: применяется для закалки цилиндрических или плоских изделий. При непрерывно-последовательной закалке деталь может перемещаться под индуктором, либо сохраняет свою позицию неизменной.
- Тангенциальная закалка изделий: отлично подходит для обработки небольших деталей, имеющих цилиндрическую форму. Тангенциальная непрерывно-последовательная закалка прокручивает изделие единожды в течение всего процесса термообработки.
- Установка ТВЧ для закалки – это оборудование, способное произвести качественную закалку изделия и при этом сэкономить производственные ресурсы.
Параметры индукционного нагрева
Индукционный нагрев характеризуется тремя параметрами: удельной мощностью, продолжительностью нагрева и частотой тока. Удельная мощность — это мощность переходящая в теплоту на 1 см2 поверхности нагреваемого металла (кВт/см2). От величины удельной мощности зависит скорость нагрева изделия: чем она больше, тем быстрее осуществляется нагрев.
Продолжительность нагрева определяет общее количество передаваемой тепловой энергии, а соответственно и достигаемую температуру
Также важно учитывать частоту тока, так как от нее зависит глубина закаленного слоя. Частота тока и глубина нагреваемого слоя находятся в противоположной зависимости (вторая формула). Чем выше частота, тем меньше нагреваемый объем металла
Выбирая величину удельной мощности, продолжительность нагрева и частоту тока, можно в широких пределах изменять конечные параметры индукционного нагрева — твердость и глубину закаленного слоя при закалке или нагреваемый объем при нагреве под штамповку
Чем выше частота, тем меньше нагреваемый объем металла. Выбирая величину удельной мощности, продолжительность нагрева и частоту тока, можно в широких пределах изменять конечные параметры индукционного нагрева — твердость и глубину закаленного слоя при закалке или нагреваемый объем при нагреве под штамповку.



На практике контролируемыми параметрами нагрева, являются электрические параметры генератора тока (мощность, сила тока, напряжение) и продолжительность нагрева. При помощи пирометров также может фиксироваться температура нагрева металла. Но чаще не возникает необходимости в постоянном контроле температуры, так как подбирается оптимальный режим нагрева, который обеспечивает постоянное качество закалки или нагрева ТВЧ. Оптимальный режим закалки подбирается изменением электрических параметров. Таким образом осуществляют закалку нескольких деталей. Далее детали подвергаются лабораторному анализу с фиксированием твёрдости, микроструктуры, распределения закалённого слоя по глубине и плоскости. При недогреве в структуре доэвтектоидных сталей наблюдается остаточный феррит; при перегреве возникает крупноигольчатый мартенсит. Признаки брака при нагреве ТВЧ такие же, как и при классических технологиях термообработки.
При поверхностной закалке ТВЧ нагрев проводится до более высокой температуры, чем при обычной объемной закалке. Это обусловлено двумя причинами. Во-первых, при очень большой скорости нагрева температуры критических точек, при которых происходит переход перлита в аустенит, повышаются, а во-вторых, нужно, чтобы это превращение успело завершиться за очень короткое время нагрева и выдержки.
Несмотря на то, что нагрев при высокочастотной закалке проводится до более высокой температуры, чем при обычной, перегрева металла не происходит. Так происходит из-за того, что зерно в стали попросту не успевает вырасти за очень короткий промежуток времени. При этом также стоит отметить, что по сравнению с объемной закалкой, твердость после закалки ТВЧ получается выше примерно на 2- 3 единицы HRC. Это обеспечивает более высокую износостойкость и твердость поверхности детали.
Преимущества закалки токами высокой частоты
- высокая производительность процесса
- легкость регулирования толщины закаленного слоя
- минимальное коробление
- почти полное отсутствие окалины
- возможность полной автоматизации всего процесса
- возможность размещения закалочной установки в потоке механической обработки.
Наиболее часто поверхностной высокочастотной закалке подвергают детали, изготовленные из углеродистой стали с содержанием 0,4-0,5% С. Эти стали после закалки имеют поверхностную твердость HRC 55-60. При более высоком содержании углерода возникает опасность появления трещин из-за резкого охлаждения. Наряду с углеродистыми применяются также низколегированные хромистые, хромоникелевые, хромокремнистые и другие стали.
Установка для индукционного нагрева ТВЧ
 Первая установка индукционного нагрева появилась в 19 веке. Тогда ученым удалось, основываясь на законах Джоуля-Ленца и Фарадея-Максвелла, создать первую плавильную печь, которая могла плавить металл под воздействием токов высокой частоты. Позже нагрев ТВЧ получил более активное распространение и его стали изучать, создавая все новые и новые установки, которые могли бы не только плавить металл при помощи токов высокой частоты, но производили бы и другие виды термообработки, например, закалку ТВЧ, пайку, сварку, ковку, деформацию и т.п. И в ХХ веке удалось получить первые образцы разнообразных установок. Современная установка индукционного нагрева — ТВЧ установка — способна осуществлять практически все виды высокотемпературной обработки металла.
Первая установка индукционного нагрева появилась в 19 веке. Тогда ученым удалось, основываясь на законах Джоуля-Ленца и Фарадея-Максвелла, создать первую плавильную печь, которая могла плавить металл под воздействием токов высокой частоты. Позже нагрев ТВЧ получил более активное распространение и его стали изучать, создавая все новые и новые установки, которые могли бы не только плавить металл при помощи токов высокой частоты, но производили бы и другие виды термообработки, например, закалку ТВЧ, пайку, сварку, ковку, деформацию и т.п. И в ХХ веке удалось получить первые образцы разнообразных установок. Современная установка индукционного нагрева — ТВЧ установка — способна осуществлять практически все виды высокотемпературной обработки металла.
Установка индукционного нагрева – виды обработки
Как уже было упомянуто выше, установка индукционного нагрева с легкостью справится со всеми видами высокотемпературной обработки металлических изделий. Основными задачами, с которыми справляется УИН, являются:
- Пайка ТВЧ. Производиться на предприятиях она стала гораздо чаще с появлением индукционного нагрева, потому что позволяет качественно обработать металл, не нарушая целостности его структуры.
- Плавка металла. Установка индукционного нагрева предназначена для работы со всеми видами металлов. Она отлично справится не только с черными, но и с цветными, и даже с драгоценными металлами.
- Закалка ТВЧ. Чаще всего закалка производится в отношении стальных изделий, которые постоянно подвержены механическому воздействию со стороны внешних факторов. Закалка ТВЧ неоспоримо является качественной и равномерной.
- Ковка, пластика, деформация и т.п. Производятся все эти операции в специальной индукционной установке, которая называется кузнечным нагревателем.
- Термообработка поверхности металла. Чаще всего производится в отношении сварных швов труб для разглаживания остаточного напряжения металла после вмешательства сварочного аппарата в его структуру.
Кроме вышеперечисленных операций установка индукционного нагрева хорошо справится и с другими видами термообработки. Если необходимо нагреть металл, произвести обжиг или отжиг или избавиться от каких-то вредных химических веществ, то установка ТВЧ станет незаменимым помощником.
Установка индукционного нагрева – виды
Установки индукционного нагрева подразделяются на три типа по частоте работе
При выборе частоты работы установки важно обратить внимание — для выполнения каких задач предназначена та или иная установка
- Среднечастотные установки индукционного нагрева – установки, работающие на наиболее низких частотах. Частота работы данного типа индукционных установок колеблется в пределах 0,5 – 20 КГц.
- Среднечастотные установки применяются в тех случаях, когда требуется произвести глубокую закалку детали; для пайки массивных изделий, которая также требует глубины проникновения тепла в деталь; для плавки всех видов металлов.
- Высокочастотные установки индукционного нагрева – это установки, работающие на более высокой частоте, чем среднечастотные, но на меньшей, чем сверхвысокочастотные. Частота работы данного типа индукционных установок 20-40 кГц, а в некоторых случаях доходит и до 30-100 кГц. При этом высокочастотная УИН обладает небольшой глубиной проникновения тепла в металл – не более 3 мм. Высокочастотная индукционная установка является наиболее универсальной, потому что позволяет справляться с большинством операций тепловой обработки металлов.
- Сверхвысокочастотные установки индукционного нагрева – это установки, обладающие самой высокой частотой работы. Частота работы от 100 кГц. Однако глубина проникновения тепла у СВЧ УИН не более 1 миллиметра. Сверхвысокочастотная установка индукционного нагрева чаще всего применяется для осуществления поверхностной закалки ТВЧ, для нагрева небольших заготовок и для пайки тонких и тонкостенных изделий.
Каждая установка индукционного нагрева имеет свою особенность. Если вы не знаете, как подобрать установку индукционного нагрева для своего предприятия, то подготовьте техзадание, исходя из которого, специалисты компании ЭЛСИТ помогут вам подобрать наиболее подходящее оборудование.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
Таблица №2
| параметры | GCK10400 | GCK10500 | GCK10600 | GCQ10800 | GCQ101000 |
| Макс. длина вала, мм | 4000 | 5000 | 6000 | 8000 | 10000 |
| Макс. ход движка, мм | 4100 | 5100 | 6100 | 8100 | 11000 |
| Макс. Диаметр заготовки, мм | 500-800 | 500-800 | 500-800 | 500-800 | 1500 |
| Макс. вес обрабатываемой детали, кг | 4000 | 6000 | 8000 | 10000 | 13000 |
| Скорость движения обрабатываемой детали, мм/с | 1-30 | 1-30 | 1-30 | 1-30 | 1-30 |
| Скорость спуска обрабатываемой детали, мм/с | 60-80 | 60-80 | 60-80 | 60-80 | 60-80 |
| Скорость вращения главного вала, обор./мин | 1-500 | 1-500 | 1-500 | 1-500 | 1-500 |
| Мощность эл. двигателя станка, кВт | 8 | 8 | 10 | 15 | 20 |
| Вес станка, кг | 5000 | 7000 | 15000 | 20000 | 25000 |
| Габариты , мм | 4200х1400х6500 | 4200х1400х7500 | 4200х1400х8500 | 5000х1400х10500 | 5000х1400х12500 |
Маркировка сплава
 Конструкционные углеродистые качественные стали, по стандарту маркируются двузначным числом: сталь 05, 08…80, 85, которое указывает на усредненное значение, содержания углерода выраженное в сотых долях процента. Три цифры маркировки указывает на то что в сплаве содержится более чем 1% углерода, буква Л на отсутствие легировки — 45л, буквы Ст на его обыкновенное качество — Ст5.
Конструкционные углеродистые качественные стали, по стандарту маркируются двузначным числом: сталь 05, 08…80, 85, которое указывает на усредненное значение, содержания углерода выраженное в сотых долях процента. Три цифры маркировки указывает на то что в сплаве содержится более чем 1% углерода, буква Л на отсутствие легировки — 45л, буквы Ст на его обыкновенное качество — Ст5.
Металлургическая промышленность производит стандартные стали марок от 05кп до 60, средний показатель углерода которых 0,05—0,60 процента, соответственно маркировки. Расшифровка марки стали 45 (фран. аналог С45) показывает содержание 0,45% С.
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла
Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты

Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.
Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Особенности эксплуатации индукционного оборудования
ТВЧ установки требуют постоянного ухода и квалифицированного обслуживания. Не верьте поставщикам, которые уверяют вас в том, что ТВЧ установки никогда не ломаются. Это может случиться не раз за весь период эксплуатации, который при грамотном обслуживании может длиться до 10 и более лет. Интенсивная эксплуатация в цехе с воздухом загрязненным парами металла, масел, кислот и пылью, возможна в течение 4–6 лет. За это время оборудование должно многократно окупиться. По отзывам большинства наших клиентов, индукционное оборудование окупается максимум за полгода.
Поставщики, продающие «Вечное оборудование европейского качества по бросовой цене» обманывают вас. При таких словах вы должны услышать следующее: «Это ТВЧ установки гаражной сборки и у нас некому их ремонтировать»!
Китайские производители не ремонтируют индукционное оборудование в России и СНГ. Оборудование должен обслуживать и ремонтировать российский поставщик.
Область применения
По степени свариваемости структуры она относится к 4 группе. Сварочный шов может стать причиной образования различных трещин. Именно поэтому материал 45Х перед выполнением сварочных работ предварительно разогревается, что позволяет избежать просто огромного количества проблем с эксплуатацией полученного изделия.




Кроме этого, требуется проводить предварительную подготовку кромок к выполнению дуговой сварки. При применении контактно-точечной технологии требуется термическая обработка.
Другие свойства рассматриваемого материала определяют его широкое применение. На производственные площадки поставляются заготовки следующего типа:
- Листы. Листвой металл получил широкое распространение, к примеру, при холодной или горячей штамповке. Кроме этого, листы металл используются при обшивке каркасных конструкций.
- Поковки используются в качестве основы при создании различных изделий.
- Трубы сегодня весьма распространены, к примеру, при создании отопительной системы или для транспортировки различной жидкости.
- Металлопрокат применяется в машиностроительной области в качестве заготовки для различных деталей.

После проведения термической обработки Сталь 45Х может применяться для получения насадок, разверток и корпусов метчиков. Аналог стали 45Х может использоваться для получения различных ответственных конструкций, к примеру, осей, валов, зубчатых колес, болтов или плунжеров. Аналоги зарубежные могут использоваться для изготовления деталей, которые будут эксплуатироваться на открытом воздухе при низкой температуре. Примером назовем элементы мостов и железнодорожных конструкций.
Для существенного увеличения эксплуатационных характеристик получаемых изделий проводится различная термическая обработка.
Закалка приводит к существенному повышению твердости поверхности, однако хрупкость снизить можно только при отпуске. Достигнуть требуемых показателей можно только при соблюдении особенностей технологии.
Индукционные закалочные установки
Индукционные нагревательные и закалочные установки В индукционных установках тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем.
Индукционный нагрев широко применяется для:
2) Термической обработки деталей
3) Сквозного нагрева детали либо заготовок перед пластической деформацией (ковка, штамповка, прессовка)
6) Химико-термической обработки изделий
В индукционных нагревательных установках индуктором создается электромагнитное поле, оно наводит в металлической детали вихревые токи, наибольшая плотность которых приходится на поверхностный слой детали, где и выделяется наибольшее количество тепла. Это тепло пропорционально мощности, подведенной к индуктору, и зависит от времени нагрева и частоты тока индуктора. Путем соответствующего выбора мощности, частоты и времени действия нагрев может быть произведен в поверхностном слое разной толщины либо по всему сечению детали.
Индукционные нагревательные установки по способу загрузки и характеру работы бывают периодического и непрерывного действия. Последние могут встраиваться в поточные и автоматические технологические линии.
Поверхностная индукционная закалка, в частности, заменяет такие дорогостоящие операции поверхностного упрочнения, как цементация, азотирование и др.
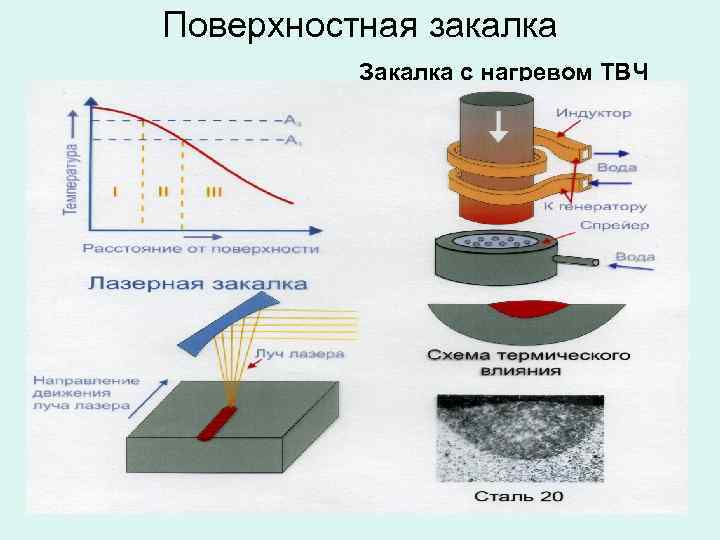
Цель индукционной поверхностной закалки: получение высокой твердости поверхностного слоя при сохранении вязкой середины детали. Для получения такой закалки производят быстрый нагрев детали на заданную глубину током, индуцированным поверхностным слоем металла с последующим охлаждением.
Глубина проникновения тока в металл зависит от частоты, то поверхностная закалка требует различных толщин закаливаемого слоя.
Различают следующие виды индукционной поверхностной закалки:
На практике идея индукционной поверхностной закалки реализуется в индукционных закалочных станках.
Различают специальные индукционные закалочные станки, предназначенные для обработки определенной детали или групп деталей, незначительно отличающихся размеров и универсальные индукционные закалочные станки – для обработки любых деталией.
Закалочные станки включают следующие элементы:
1) Понижающий трансформатор
4) Система водяного охлаждения
5) Элемент контроля и управления работы станка
Универсальные индукционные закалочные станки снабжаются устройствами для закрепления деталей, их передвижения, вращения, возможность для замены индуктора. Конструкция закалочного индуктора зависит от вида поверхностной закалки и от формы закаливаемой поверхности.
В зависимости от вида поверхностной закалки и конфигурации деталей используют различные конструкции закалочных индукторов.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения:Сдача сессии и защита диплома — страшная бессонница, которая потом кажется страшным сном. 9213 — | 7420 — или читать все. источник
Какой бывает закалка металла
О том, что воздействие высокой температуры на металл может изменить его структуру и свойства, знали еще древние кузнецы и активно использовали это на практике. В дальнейшем уже научно было установлено, что закалка изделий, изготовленных из стали, предполагающая нагрев и последующее охлаждение металла, позволяет значительно улучшать механические характеристики готовых изделий, значительно увеличивать срок их службы и даже в итоге уменьшать их вес за счет увеличения прочности детали. Что примечательно, закалка деталей из недорогих сортов стали позволяет придать им требуемые характеристики и успешно использовать вместо более дорогостоящих сплавов.
Смысл процесса, который называется закалка изделий из стальных сплавов, заключается в нагреве металла до критической температуры и его последующем охлаждении. Основная цель, которая преследуется такой технологией термообработки, заключается в повышении твердости и прочности металла с одновременным уменьшением его пластичности.
Существуют различные виды закалки и последующего отпуска, отличающиеся режимами проведения, которые и определяют конечный результат. К режимам закалки относятся температура нагрева, время и скорость его выполнения, время выдержки детали в нагретом до заданной температуры состоянии, скорость, с которой осуществляется охлаждение.
Наиболее важным параметром при закалке металлов является температура нагрева, при достижении которой происходит перестройка атомной решетки. Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
После выполнения закалки повышается как твердость, так и хрупкость стали, а на ее поверхности, потерявшей значительное количество углерода, появляется слой окалины. Толщину этого слоя обязательно следует учитывать для расчета припуска на дальнейшую обработку детали.
Диаграмма состояний железо-углерод
При выполнении закалки изделий из стальных сплавов, очень важно обеспечить заданную скорость охлаждения детали, в противном случае, уже перестроенная атомная структура металла может перейти в промежуточное состояние. Между тем, слишком быстрое охлаждение тоже нежелательно, так как оно может привести к появлению на детали трещин или к ее деформации
Для того, чтобы избежать образования таких дефектов, скорость охлаждения после падения температуры нагретого металла до 200 градусов Цельсия, несколько замедляют.
Для нагрева деталей, изготовленных из углеродистых сталей, используют камерные печи, которые могут прогреваться до 800 градусов Цельсия. Для закалки отдельных марок стали критическая температура может составлять 1250–1300 градусов Цельсия, поэтому детали из них нагреваются в печах другого типа. Удобство закалки сталей таких марок заключается в том, что изделия из них не подвержены растрескиванию при охлаждении, что исключает необходимость в их предварительном прогреве.




Нагрев стали при закалке токами высокой частоты
Для качественной закалки сталей важно обеспечить не только уровень нагрева, но и его равномерность. Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов
В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.
Микроструктура стали
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
https://youtube.com/watch?v=vUaDCaVcjac
Газопламенная закалка
Метод применяют при обработке крупных металлоконструкций: деталей станков, узлов электрических машин, прокатных роликов, валов, выполненных из чугуна, углеродистых, низколегированных сталей, материалов с низким содержанием углерода. Преимущества технологии — сохранение чистоты поверхности (на ней отсутствуют следы окислительных процессов) и сравнительно небольшая деформация с сохранением начальной геометрии заготовки.
Газопламенной закалкой могут обрабатываться все углеродистые стали.
Технология
Газоплазменная закалка выполняется в ацетилено-кислородном пламени. Во время нагрева специальной горелкой температура поверхности растет с высокой скоростью. За счет этого сердцевина детали не меняет своих свойств. Толщину поверхностной обработки регулируют изменением скорости перемещения факела и интенсивности подачи газовой смеси. Охлаждение металла производится погружением в быстроохлаждающую жидкость или обработкой под душем.
Параметры процесса
Технология предусматривает использование ацетилено-кислородного пламени температурой +2400…+3100 °С. Глубина закалки чаще всего составляет 2‑4 мм. Твердость сформированного после термической обработки слоя составляет 56 HRC.