Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
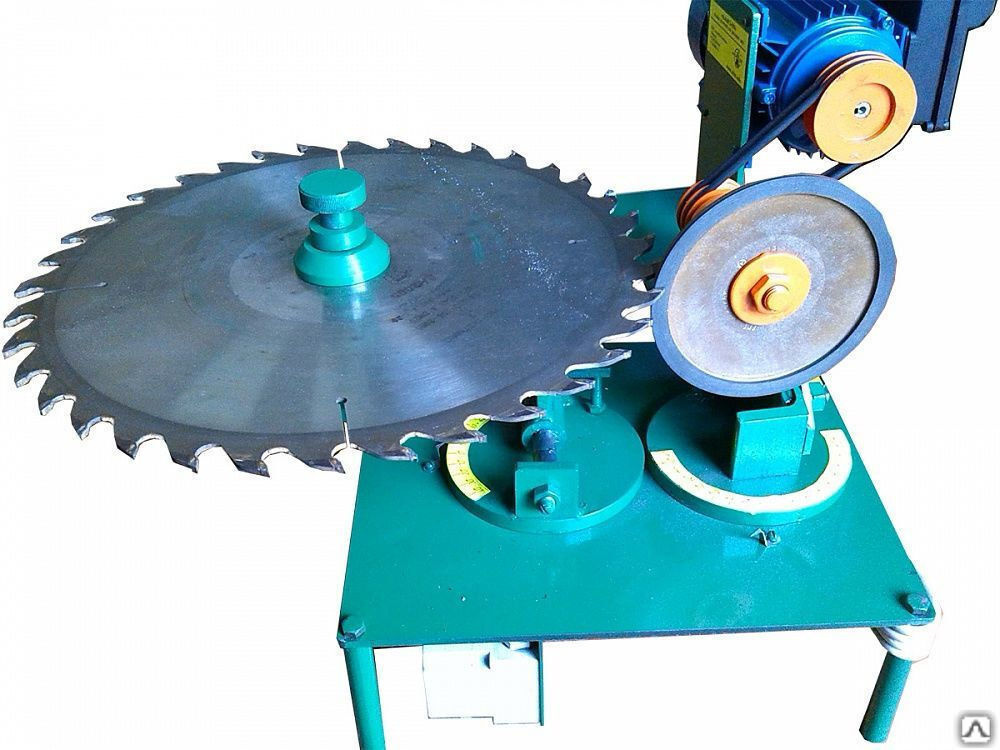
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
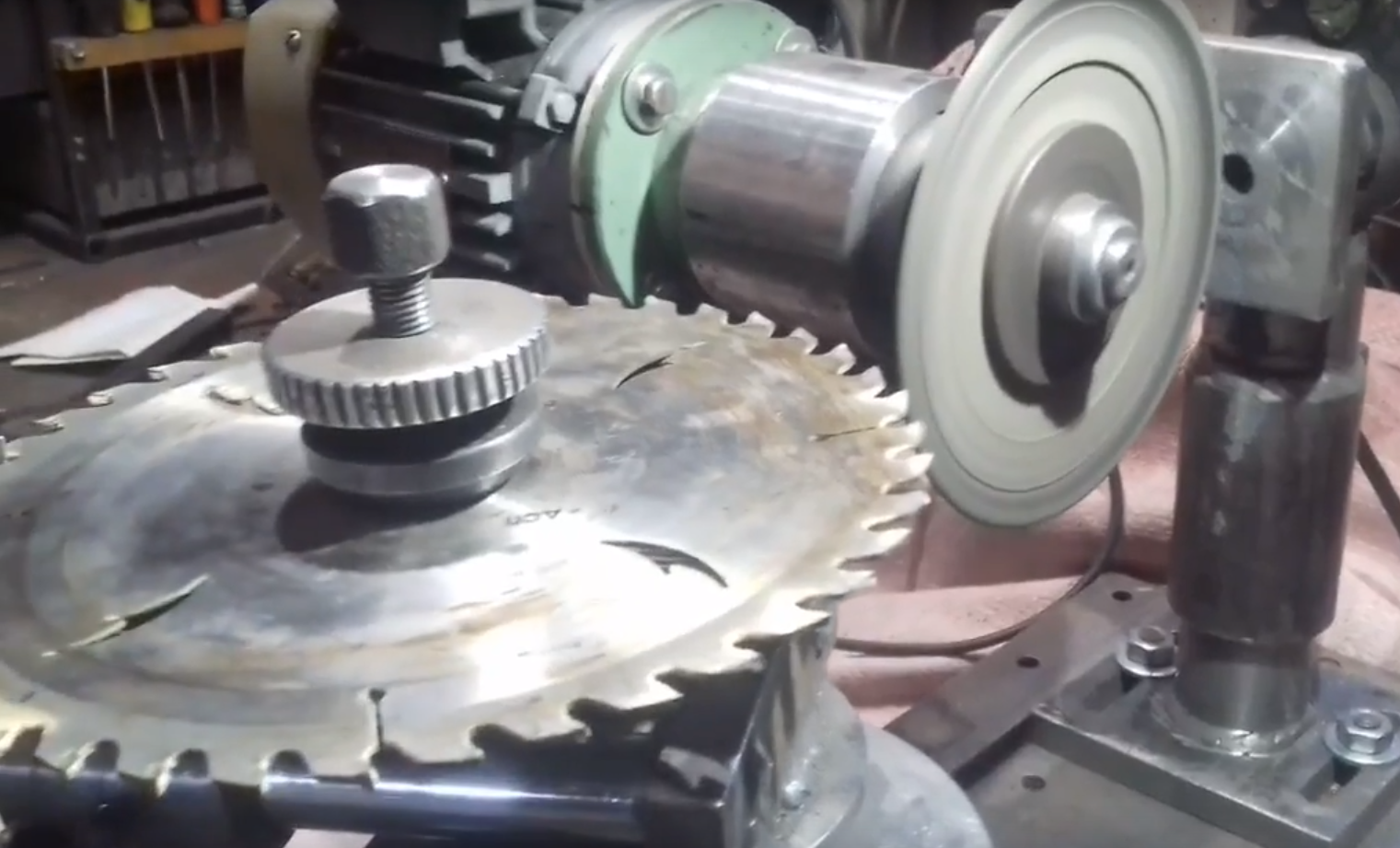
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Обзор самых популярных устройств
Моделей станков для точения дисковых пил очень много, поэтому имеет смысл рассмотреть самые популярные модели.
JMY8-70
Предназначен для деревообрабатывающих компаний, где детали и заготовки выпиливают дисковыми пилами. Благодаря этому станку можно поддерживать в идеальном состоянии диск пилы, что повысит производительность и качество обработки древесины.
Основные характеристики:
- напряжение питающей сети – 220 V;
- мощность электродвигателя – 250 Вт;
- скорость вращения точильного круга – 2850 об/мин;
- тип электромотора – асинхронный;
- диаметр шлифовального круга – 125 мм;
- диаметр затачиваемых дисков пил – 80-700 мм;
- угол поворота заточного диска (вправо-влево) – 45/30°;
- масса – 30 кг.
Преимущества:
- использование алмазного диска позволяет длительно эксплуатировать станок без техобслуживания;
- довольно прочное литое основание позволяет добиться высокой точности заточки;
- за счет резиновых вставок под основанием, эффективно гасится вибрация и шум;
- легко регулируется.
Недостатки:
- ручная настройка;
- отсутствует система охлаждения.
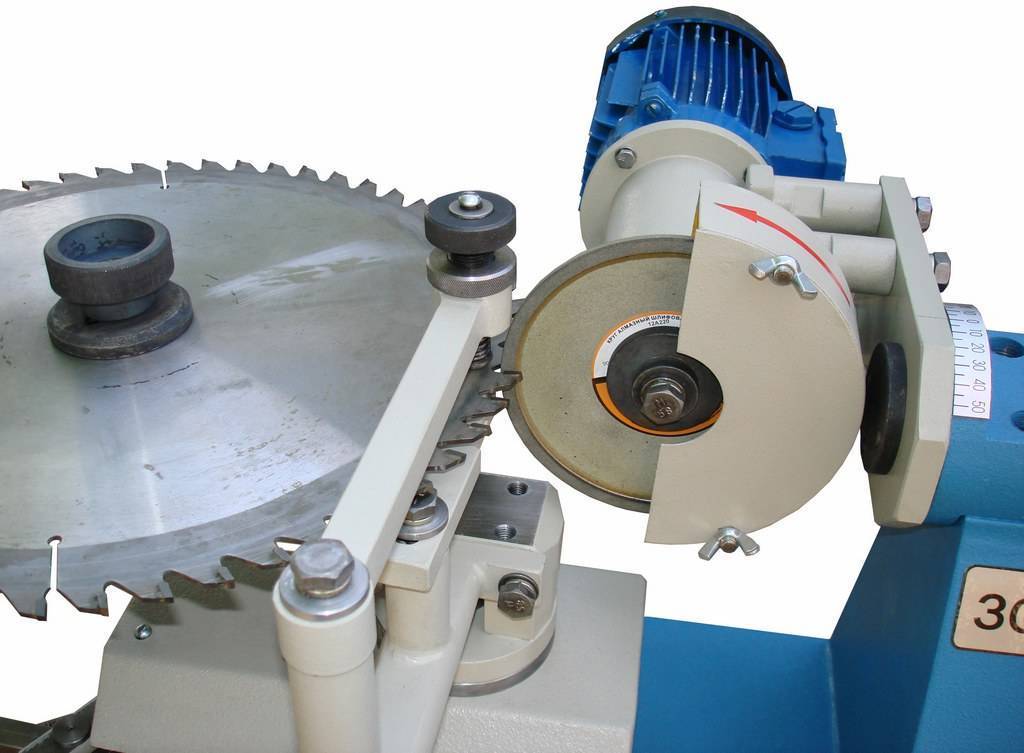
КРАТОН SBS-600
Подходит для деревообрабатывающих предприятий, так как позволяет затачивать пильные диски диаметром 160-600 мм. Оснащен удобным поворотным механизмом и специальной шкалой.
Основные характеристики:
- напряжение – 220 V;
- потребляемая мощность – 370 Вт;
- скорость вращения абразивного круга – 2800 об/мин;
- тип электромотора – асинхронный;
- диаметр абразивного круга – 100 мм;
- диаметры затачиваемых дисков – 160 — 600 мм;
- посадочный диаметр диска – 20 мм;
- передний угол заточки – 0-30°;
- задний угол заточки – 0-30°;
- размеры без упаковки – 480х900х205 мм;
- масса – 45 кг.
Преимущества:
- ременная передача. Благодаря ей удается защитить электродвигатель от перегрузок и уменьшить шумность станка;
- жесткая и прочная конструкция;
- предусмотрена регулировка под требуемые углы заточки;
- имеет защиту от травм;
- небольшие размеры. Благодаря компактным размерам станок удобно монтировать и обслуживать в процессе эксплуатации.
Недостатки:
большой вес.
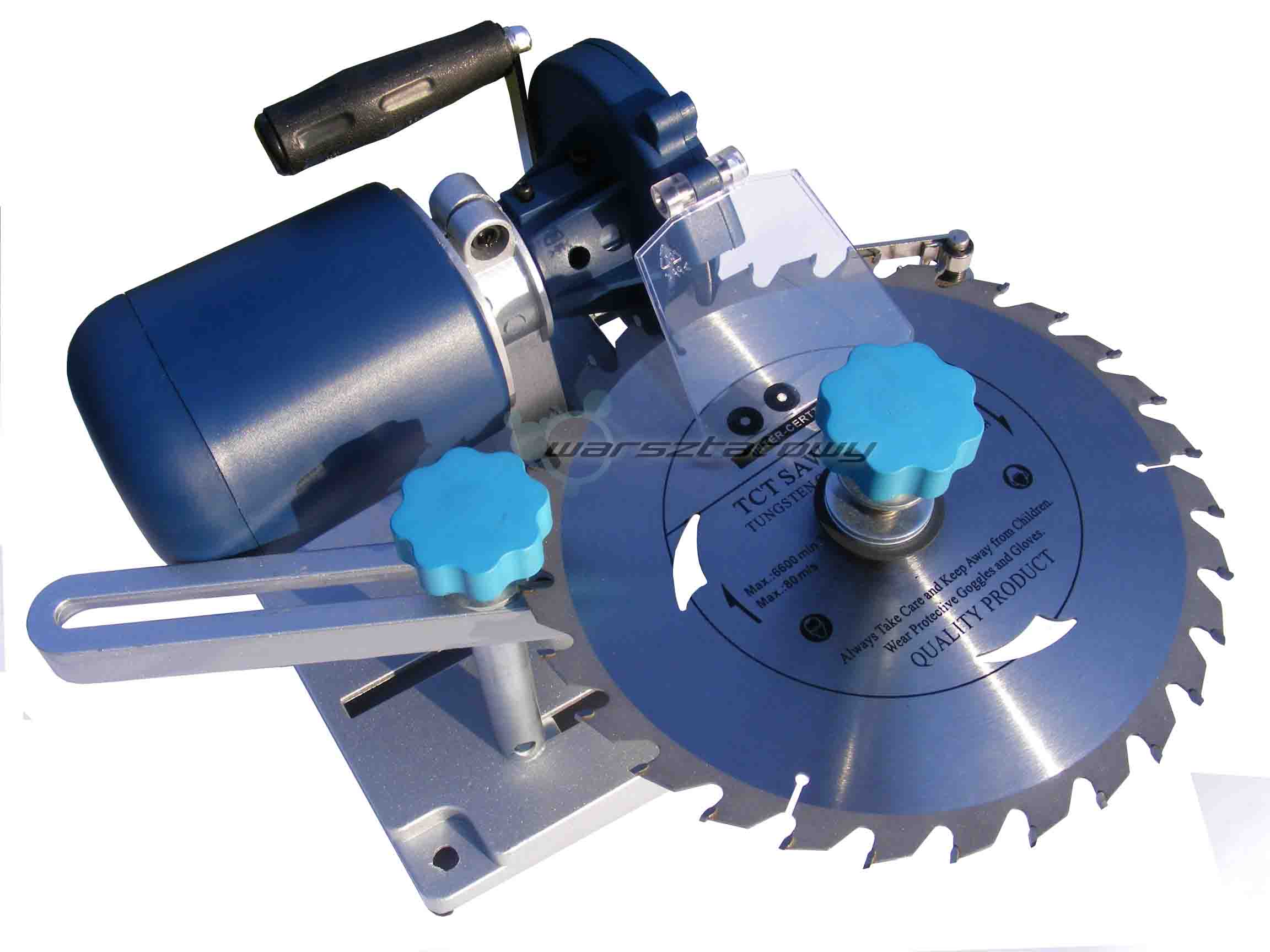
Калибр ЭЗС-65МФ 11512
Это многофункциональный точильный станок рассчитан на бытовое использование, так как предназначен для точения лезвий ножей, пил и сверл.
Большая скорость вращения рабочего органа позволяет быстро и качественно заточить любой режущий инструмент.
Основные характеристики:
- напряжение – 220 V;
- потребляемая мощность – 65 Вт;
- скорость вращения абразивного круга – 6000 об/мин;
- диаметр абразивного круга – 49.3 мм;
- посадочный диаметр пильного диска – 7.5 мм;
- размеры в упаковке (ДхШхВ) – 218х200х172 мм;
- масса – 1,6 кг.
Преимущества:
- предусмотрен прозрачный экран для защиты работника от пыли, искр, металлической и абразивной крошки;
- в станине станка имеются отверстия для надежного крепления двигателя и других узлов;
- не требуется сервисное техобслуживание;
- небольшая цена.
Недостатки:
не предусмотрена регулировка угла заточки.
КАЛИБР ЭЗС — 110Дм
Профессиональный электрический заточной станок, позволяющий быстро и качественно точить зубья пильных дисков диаметром 90 — 400 мм. Электромотор станка закрыт кожухом, что защищает его от пыли, грязи и механических повреждений.
Основные характеристики:
- потребляемая мощность – 110 Вт;
- скорость вращения точильного диска – 5300 об/мин;
- размеры точильного круга – алмазный:100х2,5х20мм; керамический: 100х6,0х10 мм;
- допустимый диаметр пильного диска – 90-400 мм;
- угол поворота заточного блока (влево/вправо) – 25/25°;
- напряжение сети – 220 V;
- тип электромотора – однофазный коллекторный;
- размеры в упаковке (ДхШхВ) – 365х275х295 мм;
- масса – 2,4 кг.
Преимущества:
- низкая цена;
- просто настраивается;
- имеет простое управление;
- не требует сервисного обслуживания;
- большой срок эксплуатации.
Недостатки:
большие зазоры в сопряженных соединениях.
В общем, затачивать дисковые пилы несложно, нужно только знать, как это правильно делается и с помощью какого оборудования. Для затачивания в домашних условиях можно изготовить небольшой станок из болгарки или точильного станка, это позволит сэкономить семейный бюджет. Для небольших предприятий имеет смысл купить рассмотренные в статье популярные модели.






Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
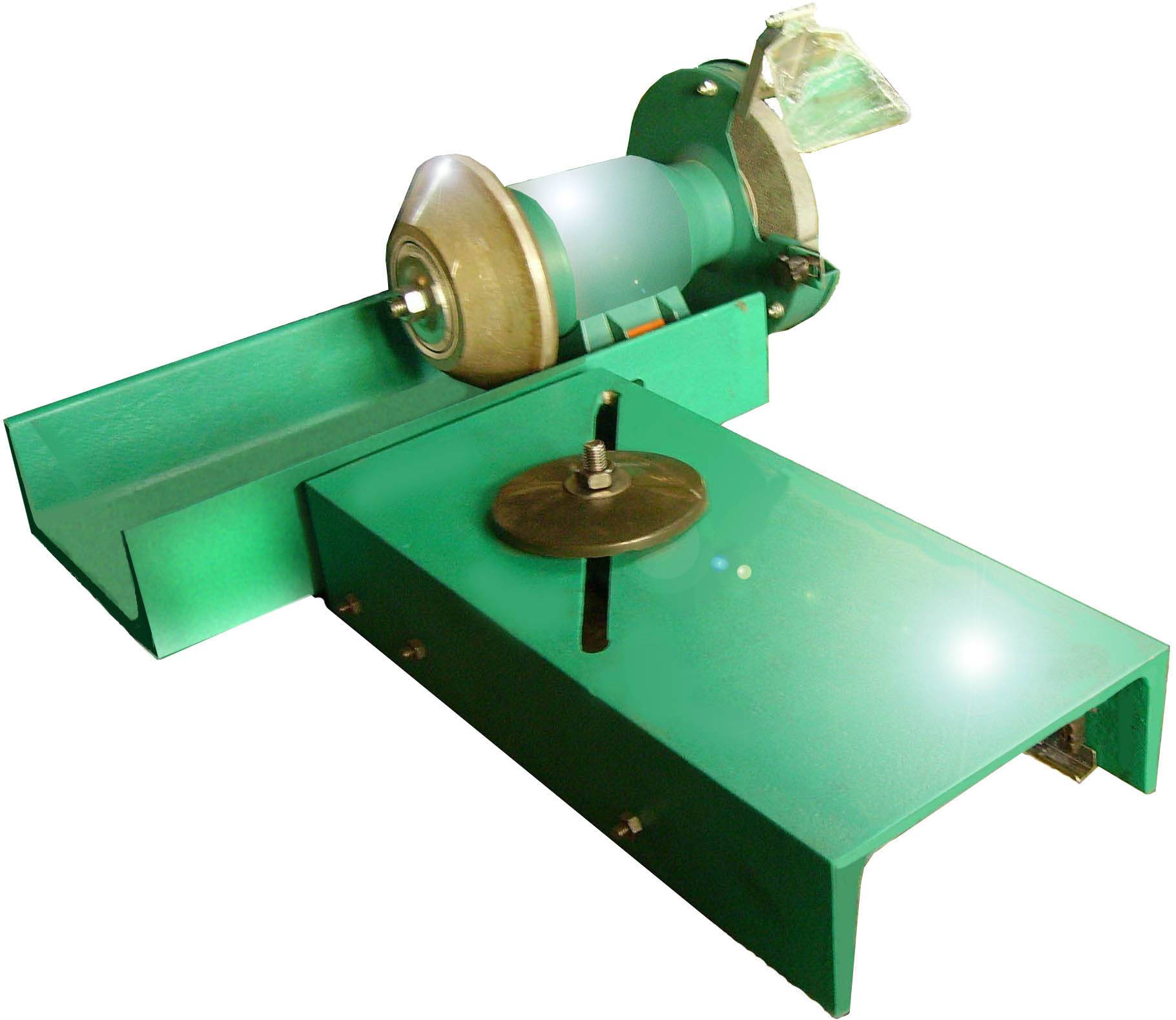
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Это интересно! Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.
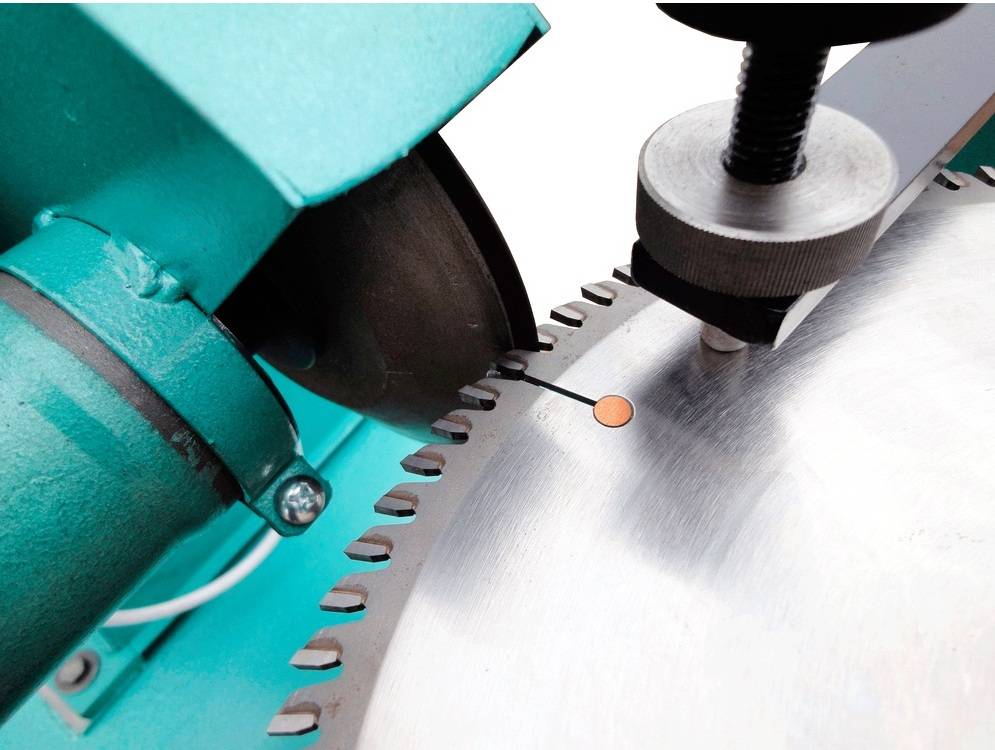
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.
Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Это интересно! Выполнять работы по затачиванию автоматизированным способом намного быстрее и проще, однако для этого понадобится специальное оборудование. Ручной способ в этом плане не требует никакого оборудования, кроме напильника.
Общие правила заточки циркулярной пилы
Заточка дисков производится ограниченное количество раз. При каждой процедуре, размер зуба уменьшается. Рано или поздно зуб стачивается до критической величины, после которой использование диска станет невозможным.
ВАЖНО! Недопустимо работать на затупленном диске. Помимо ухудшения качества распила, для заточки чрезмерно затупленных зубьев потребуется снять большее количество металла
В целях продления ресурса, заточку производят по двум рабочим поверхностям режущей кромки. При этом толщина снимаемой поверхности уменьшается вдвое.
Схематическое изображение правильной заточки зубьев
Если не нарушать правила обработки, заточку можно производить до 25 раз. Перед заточкой диск необходимо очистить от загрязнений. Механическая обработка нежелательна, лучше использовать моющие жидкости, содержащие в своем составе растворители. Стандартная величина съема поверхности зуба 0,05-0,15 мм. Углы заточки индивидуальны для каждого диска, и указаны в паспорте или непосредственно на боковине.
Маркировка пильного диска с указанием углов заточки
Для заточки дисков существуют специальные , которые механически контролируют выбранные углы для каждого зуба. В зависимости от интенсивности применения, точильный станок может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот диска на следующий зуб и контроль толщины стачиваемого металла осуществляется вручную.
В таких приспособлениях диск фиксируется перпендикулярно точильному камню, устанавливается угол и шаг зуба. Мастер проводит затачиваемой поверхностью по точильному камню фиксированное количество раз и переходит к следующему зубу.
Точильные диски изготавливаются из эльбора, карбида кремния или используют алмазное напыление. Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Можно производить заточку вручную, при помощи качественного напильника. Диск при этом лучше оставить в станке. Первый зуб помечается маркером, диск фиксируется при помощи деревянных брусков, струбцины или тисков. По каждой поверхности зуба необходимо выполнить фиксированное количество проходов напильника. Затем выполнить поворот диска на один зуб и повторить процедуру.
Как заточить дисковую пилу своими руками видео
Основные правила заточки диска циркулярной пилы
Прежде чем приступать к заточке, точильный круг необходимо очистить от загрязнений и остатков снятого материала. Для этого лучше воспользоваться моющими жидкостями с растворителями в составе
Важно также заранее выставить оптимальный угол наклона точильного круга. Информацию об этом можно посмотреть на самой циркулярке или в паспорте изделия
Процесс затачивания следует начинать с передней части зубьев. Толщина снимаемого слоя металла не должна превышать 0,2 мм.
Регулируя скорость вращения абразива заточного станка, можно предотвратить повышение температуры лезвия до экстремальных отметок. Не помешает смочить абразив водой перед началом работы. Если же вы имеете дело с алмазным напылением (такие используются для обработки дисковых пил с победитовой напайкой), то следует вместо воды взять специальную охлаждающую жидкость (СОЖ).
Заточку циркулярной пилы следует выполнять с известной аккуратностью. В противном случае на режущей кромке могут появиться зазубрины, сколы и прочие дефекты, нарушающие целостность.
Точить один диск можно ограниченное количество раз (как правило, ресурс диска равен 30–35 заточкам). И это вполне естественно, если учитывать, что после каждой процедуры размер зубьев уменьшается. Рано или поздно зубья будут сточены до критической отметки, и применение диска станет невозможным.
Наверняка кто-то спросит, а можно ли вообще обойтись без затачивания. Ответ на этот вопрос будет строго отрицательным. Применение затуплённых дисков ухудшает качество распила, резко снижает производительность труда и может привести к преждевременному выходу из строя циркулярки.
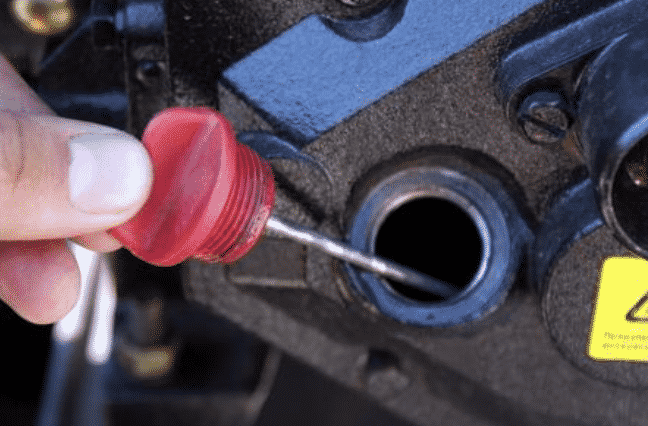
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.









Это интересно!Работать затупленным диском нерационально, так как помимо повышения нагрузки на электроинструмент, увеличивается время работы по распиливанию заготовок.
Изготовление самодельного станка
Самостоятельно сделать станок для заточки ножей вполне можно в домашних условиях. Основным требованием, при создании самодельного станка для заточки, является жесткое закрепление затачиваемого лезвия и абразивного элемента. Благодаря этому достигается главное требование ко всей процедуре: создание и сохранение угла заточки.
Элементарное вертикальное устройство
Устройство предназначено для быстрой ручной заточки ножей своими руками и представляет собой деревянную конструкцию, собранную в виде уголка. Точный сборочный чертеж здесь приводиться не будет, так как размеры зависят от размера применяемого точильного камня. Нужно подготовить:
- 4 бруска или дощечки шириной 5-7 см и толщиной 2-3 см. Длина дощечки определяется длиной камня;
- 4 болта М4-М6 с гайкой-«барашком». Длина болтов определяется по формуле: (толщина дощечки) х 2 + толщина точильного оселка + 1 см;
- 4 самореза «по дереву». Длина подбирается из расчета: толщина дощечки минус 0,2 см;
- Транспортир или другой углоизмерительный инструмент;
- Дрель со сверлом, размер которого равен размеру болта, или больше его на одну единицу размерного ряда;
- Ножовка по дереву;
- Стамеска или долото (можно мощный нож);
- Карандаш или маркер.
Изготовление приспособления заключается в сборке двух уголков из имеющихся дощечек. На одной из них, на расстоянии, равном ее ширине делается пропил ножовкой до середины. Затем, с торца доски, отпиленная часть скалывается прочным ножом или стамеской. Аналогичный скол делается на второй дощечке. Это делается для того, чтобы при соединении дощечек в уголок, у обеих сторон была общая плоскость. Затем дощечки, сколотыми частями соединяются в уголок. Так же собирается вторая половина устройства. Далее, в верхней и нижней частях приспособления просверливаются отверстия под соединительные болты. Отверстия размечаются с противоположных от места соединения торцов по 3-4 шт. на каждой дощечке. Отверстия размечаются так, чтобы от края доски до наружного болта было не менее 3 см, а расстояние между ним и другими отверстиями позволяло надежно зажать край точильного камня.
На внутренней или внешней стороне одной из дощечек наносится метка, соответствующая каждому из будущих углов заточки.
Преимуществом такого устройства является его простота, легкость сборки и дешевизна. Недостаток заключается в отсутствии жесткого закрепления затачиваемого лезвия.
Точилка из монтажных уголков
Предлагаемое устройство является более развитым по сравнению с предыдущим. В нем жестко закрепляется затачиваемое лезвие и фиксируется угол наклона наждака по отношению к лезвию. Еще одно отличие состоит в том, что в этом устройстве подвижной частью является камень, а не лезвие.
Устройство закрепляется непосредственно на лезвии ножа, в его верхней части. Приспособление состоит из двух, соединенных между собой, металлических уголков и подвижной части, опирающейся на одну из полок.
На представленной рисунке схематично обозначены:
- Основа конструкции – 2 уголка.
- Подвижный пруток или спица с нарезанной резьбой.
- Зажимные гайки с шайбами для закрепления наждака на прутке.
- Рукоятка.
- Отверстия для регулировки угла заточки и опирания подвижной части.
- Набор регулировочных шайб.
- Стяжные болты с гайками.
- Стачиваемый край верхнего уголка.
- Затачиваемое лезвие или нож.
- Точильный камень (брусок).
Изготовление устройства начинается с подбора уголков основы. В вертикальной полке верхнего уголка просверливаются 3-4 отверстия размером, большим, чем размер прутка на 3 ступени. Например, для прутка диаметром 6 мм, необходимы отверстия на 9 мм. Наружный край верхней плоскости верхнего уголка стачивается «до низа» на расстоянии 10-12 см от торца, чтобы за него не задевал наждак при заточке. В горизонтальных полках обоих уголках соосно просверливают два отверстия под стяжные болты. Эти отверстия сверлят по принципу: первое – в месте окончания стачиваемой части верхнего уголка, второе – в 10-12 см от первого. Толщина набора регулировочных шайб должна быть равна толщине обрабатываемого лезвия. Диаметр зажимных шайб, расположенных на подвижном прутке должен быть равен толщине точильного бруска, умноженной на 2. В качестве рукоятки можно использовать отрезок ПВХ-трубки подходящего диаметра или намотать несколько слоев изоленты. Чтобы подвижная часть не соскакивала с лезвия, пруток, с наружной стороны верхней полки, необходимо согнуть в виде буквы «Г», либо закрепить законтренной гайкой при наличии резьбы.
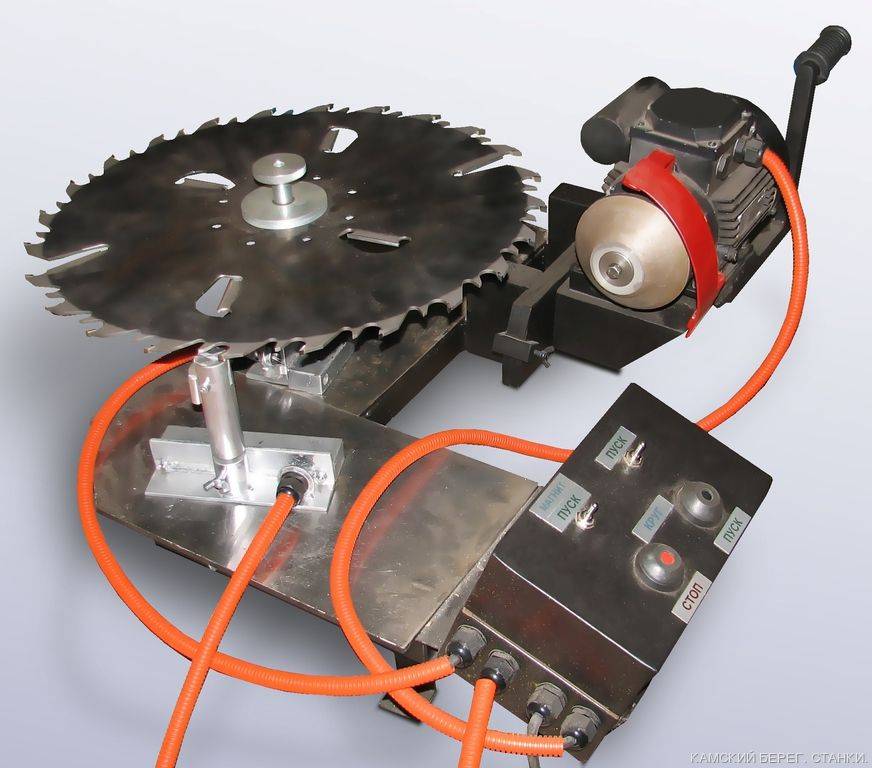
Виды оборудования для заточки дисковых пил
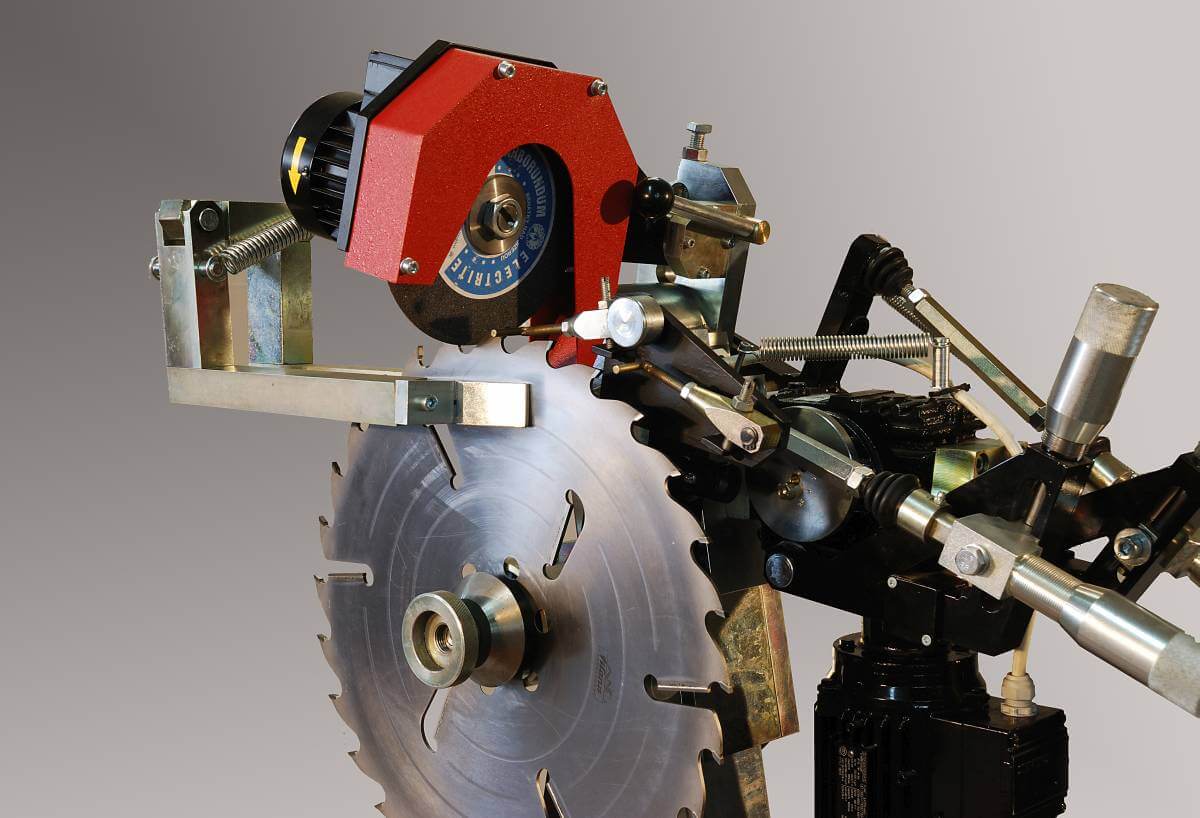
Автоматический комплекс по заточке пил
Оборудование для заточки дисковых пил условно разделяется на две категории – с ручным и автоматическим управлением. В первом случае конструкция станка максимально проста. Для максимальной автоматизации процесса заточные комплексы имеют ряд отличий от ручных.
Заточка дисковых пил на ручных станках может осуществляться только при наличии большой практики в выполнении этой процедуры. Перед этим анализируется фактическое состояние зубьев, составляется схема их обработки. Дальнейшая заточка выполняется методом смещения нужного профиля зуба к вращающемуся абразиву. На практике это может привести к неравномерной обработке и возникновению внутренних напряжений.
Во избежание этого для заточки дисковых пил рекомендуется использовать автоматические комплексы, которые обладают следующими преимуществами:
- высокая точность обработки. Она достигается системой автоматического позиционирования абразива. Отсутствие человеческого фактора исключает возможность ошибки;
- расчет времени на выполнение процедуры. В особенности это актуально для больших производственных линий, где из-за затопления пильного диска может остановиться процесс обработки заготовок;
- применение охлаждающей жидкости. Она минимизирует вероятность нагрева поверхности изделия, тем самым снижая возможность изменения изначальных свойств материала.
Главным недостатком автоматических линий является их высокая стоимость. Поэтому их приобретают для дальнейшего предоставления услуги по заточке дисковых пил. Альтернативным способом применения автоматических станков является обслуживание собственного большого производства.
Самостоятельное изготовление станка для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
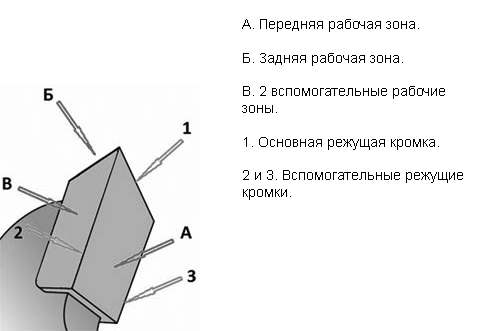
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).







Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:
- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.
Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
Тип обрабатываемого материала также определяет то, какие показатели должен иметь зуб. Как правило, чем тверже материал, тем он более труднообрабатываемый. Именно поэтому рекомендуется в меньшей степени заострять режущие зубья.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.
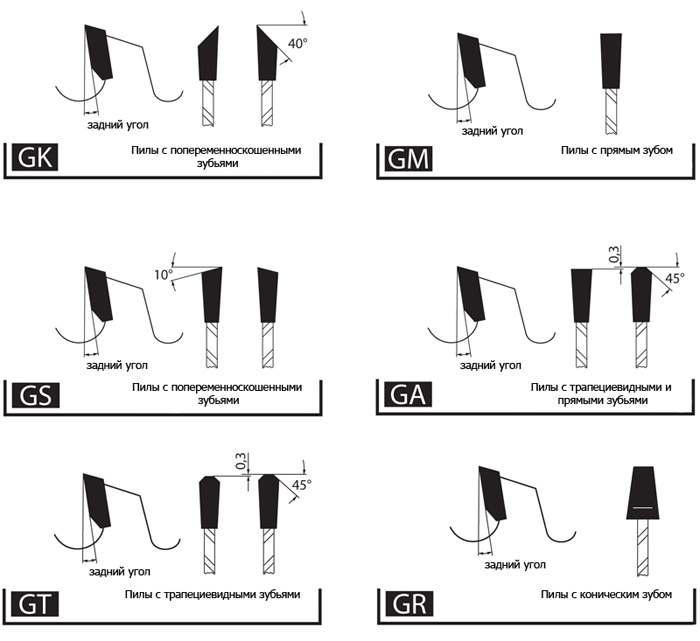
Типы зубьев дисковых пил
Выполнение заточки дисковых пил в домашних условиях
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.