Указания по эксплуатации, техническому обслуживанию и ремонту станка 3Л722В
Станки предназначены для эксплуатации в условиях УХЛ4 по ГОСТ 15150-69.
Шлифовальный круг перед пуском в работу должен подвергаться правке. Условия, режим и инструмент согласно требованиям РТМ2 И77-9-79.
Шлифовальный круг должен балансироваться до и после правки.
Назначение режимов резания следует производить, исходя из характеристики круга, материала изделия, технических требований на обработку.
При черновом шлифовании рекомендуется работать с наивысшей глубиной резания, допускаемой кругом, изделием, станком.
При чистовом шлифования глубина резания выбирается очень малой. Это повышает точность и уменьшает шероховатость обрабатываемой поверхности.
Скорость изделия назначается, исходя из того, что увеличение ее улучшает отвод тепла, увеличивает производительность, уменьшает образование прижогов. При повышенных требованиях к шероховатости поверхности следует принимать меньшие значения скорости.
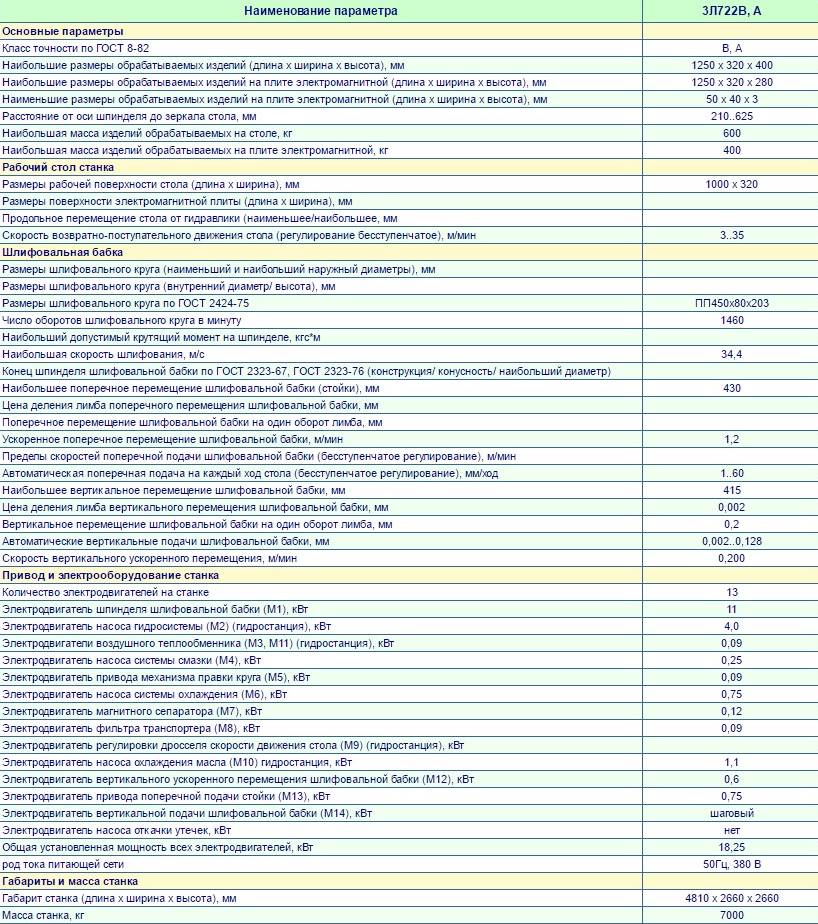
Шлифование с окружной скоростью круга выше 34,4 м/с на станке не допускается!
При эксплуатации станка и соблюдении профилактических мероприятий срок работы станка до первого капитального ремонта (период межремонтного цикла) равен II годам при двухсменной работе.
Категория ремонтной сложности станка:
- механической части – 24,
- электрической части – 46.
При демонтаже салазок необходимо открепить скобу гайки пары “винт-гайка” качения от салазок.
При замене электродвигателя привода шлифовального круга нужно произвести динамическую балансировку при помощи сухарей на диске и грузиков на вентиляторе электродвигателя.
Контроль балансировки и уровня вибрации следует производить в двух плоскостях (по задней и передней опоре ротора электродвигателя) по вертикальной, горизонтальной, продольной и поперечной осям.
Эффективные значения виброскорости не должны превышать 1,1 мм/с, двойная амплитуда 10 мкм.
При сборке полумуфты нужно ориентировать относительно друг друга по меткам.
Бабку шлифовальную в сборе с кругом необходимо динамически отбалансировать на стачке по вертикальной, горизонтальной, поперечной и продольной осям в плоскости передней опоры шпинделя с помощью грузиков на планшайбе шлифовального круга. Величина двойной амплитуды колебаний не должна превышать 5 мкм.
При монтаже и демонтаже стола необходимо обратить внимание на положение рейки и зубчатое колесо сельсина стола. Если при монтаже стола положение рейки и зубчатого колеса изменится, то наладку устройства дистанционного управления ходом стола следует производить в следующей последовательности:
- снять нижнюю панель пульта управления;
- проверить правильность соединения фаз сельсина-датчика и сельсина-приемника;
- предварительно немного отвернув пальцы на дисках, снять с сельсинов-приемников ограничители;
- ослабить винты крепления упора и передвинуть его вверх;
- нажать кнопку “Стол влево” и держать ее нажатой, пока стол не выйдет в крайнее левое положение. После этого, не отпуская кнопку “Стол влево”, нажать кнопку “Стол стоп”. Кнопку “Стол влево” отпустить;
- вращая ротор сельсина-приемника убедиться, что за полный оборот лампа 15 (см.рис.5) половину времени горит, а половину времени погашена. После этого нужно вывести ротор сельсина-приемника в зону, где лампа погашена, и, вращая его по часовой стрелке, добиться загорания лампы. Это положение ротора сельсина-приемника “соответствует команде на реверс “Вправо”;
- аналогично провести операцию при настройке реверса стола “Влево”;
Проверить правильность настройки устройства.
Для этого установить с помощью переключателя дросселя минимальную скорость стола и нажать кнопку “Стол влево”.
При правильной настройке должен совершаться автоматический реверс стола в настроенных точках;
Остановить стол. Удерживая роторы сельсинов от поворота, одеть диски в положении, когда пальцы касаются упора.
Ввертывая пальцы, застопорить диски. Упор опустить вниз и затянуть винты. Пустить стол. Реверс должен совершаться с выходом шлифовального круга из зоны зеркала стола.
Установить переключателем дросселя максимальную скорость стола.
При монтаже и демонтаже узлов поперечной подачи стойки необходимо провести наладку аналогично предыдущему пункту 10.10.
Для обеспечения параллельности оси шпинделя рабочей поверхности стола произвести регулировку при помощи клиньев 7 (см.рис.7). Момент затяжки клина не более 160 кгс.м.
Указания по эксплуатации, техническому обслуживанию и ремонту станка 3Л722В
Станки предназначены для эксплуатации в условиях УХЛ4 по ГОСТ 15150-69.
Шлифовальный круг перед пуском в работу должен подвергаться правке. Условия, режим и инструмент согласно требованиям РТМ2 И77-9-79.
Шлифовальный круг должен балансироваться до и после правки.
Назначение режимов резания следует производить, исходя из характеристики круга, материала изделия, технических требований на обработку.
При черновом шлифовании рекомендуется работать с наивысшей глубиной резания, допускаемой кругом, изделием, станком.
При чистовом шлифования глубина резания выбирается очень малой. Это повышает точность и уменьшает шероховатость обрабатываемой поверхности.
Скорость изделия назначается, исходя из того, что увеличение ее улучшает отвод тепла, увеличивает производительность, уменьшает образование прижогов. При повышенных требованиях к шероховатости поверхности следует принимать меньшие значения скорости.
Шлифование с окружной скоростью круга выше 34,4 м/с на станке не допускается!
При эксплуатации станка и соблюдении профилактических мероприятий срок работы станка до первого капитального ремонта (период межремонтного цикла) равен II годам при двухсменной работе.
Категория ремонтной сложности станка:
- механической части – 24,
- электрической части – 46.
При демонтаже салазок необходимо открепить скобу гайки пары “винт-гайка” качения от салазок.
При замене электродвигателя привода шлифовального круга нужно произвести динамическую балансировку при помощи сухарей на диске и грузиков на вентиляторе электродвигателя.
Контроль балансировки и уровня вибрации следует производить в двух плоскостях (по задней и передней опоре ротора электродвигателя) по вертикальной, горизонтальной, продольной и поперечной осям.
Эффективные значения виброскорости не должны превышать 1,1 мм/с, двойная амплитуда 10 мкм.
При сборке полумуфты нужно ориентировать относительно друг друга по меткам.
Бабку шлифовальную в сборе с кругом необходимо динамически отбалансировать на стачке по вертикальной, горизонтальной, поперечной и продольной осям в плоскости передней опоры шпинделя с помощью грузиков на планшайбе шлифовального круга. Величина двойной амплитуды колебаний не должна превышать 5 мкм.







При монтаже и демонтаже стола необходимо обратить внимание на положение рейки и зубчатое колесо сельсина стола. Если при монтаже стола положение рейки и зубчатого колеса изменится, то наладку устройства дистанционного управления ходом стола следует производить в следующей последовательности:
- снять нижнюю панель пульта управления;
- проверить правильность соединения фаз сельсина-датчика и сельсина-приемника;
- предварительно немного отвернув пальцы на дисках, снять с сельсинов-приемников ограничители;
- ослабить винты крепления упора и передвинуть его вверх;
- нажать кнопку “Стол влево” и держать ее нажатой, пока стол не выйдет в крайнее левое положение. После этого, не отпуская кнопку “Стол влево”, нажать кнопку “Стол стоп”. Кнопку “Стол влево” отпустить;
- вращая ротор сельсина-приемника убедиться, что за полный оборот лампа 15 (см.рис.5) половину времени горит, а половину времени погашена. После этого нужно вывести ротор сельсина-приемника в зону, где лампа погашена, и, вращая его по часовой стрелке, добиться загорания лампы. Это положение ротора сельсина-приемника “соответствует команде на реверс “Вправо”;
- аналогично провести операцию при настройке реверса стола “Влево”;
Проверить правильность настройки устройства.
Для этого установить с помощью переключателя дросселя минимальную скорость стола и нажать кнопку “Стол влево”.
При правильной настройке должен совершаться автоматический реверс стола в настроенных точках;
Остановить стол. Удерживая роторы сельсинов от поворота, одеть диски в положении, когда пальцы касаются упора.
Ввертывая пальцы, застопорить диски. Упор опустить вниз и затянуть винты. Пустить стол. Реверс должен совершаться с выходом шлифовального круга из зоны зеркала стола.
Установить переключателем дросселя максимальную скорость стола.
При монтаже и демонтаже узлов поперечной подачи стойки необходимо провести наладку аналогично предыдущему пункту 10.10.
Для обеспечения параллельности оси шпинделя рабочей поверхности стола произвести регулировку при помощи клиньев 7 (см.рис.7). Момент затяжки клина не более 160 кгс.м.
Расположение органов управления шлифовальным станком 3Б722
Расположение органов управления шлифовальным станком 3Б722

Пульт управления плоскошлифовальным станком 3Б722
Перечень органов управления шлифовальным станком 3Б722
- Передвижные упоры стола
- Рычаг реверса стола от упоров
- Рукоятка реверса гидравлического поперечного перемещения шлифовальной бабки
- Упоры реверса гидравлического перемещения шлифовальной бабки
- Рукоятка включения ручного поперечного перемещения шлифовальной бабки
- Маховик ручного поперечного перемещения шлифовальной бабки
- Упор
- Кран системы охлаждения
- Маховик ручной вертикальной подачи шлифовальной бабки
- Рукоятка изменения характера поперечной подачи
- Рукоятка дросселя для регулирования величины непрерывной поперечной подачи
- Рукоятка дросселя для регулирования прерывистой поперечной подачи
- Рукоятка установки величины автоматической вертикальной подачи
- Рукоятка подготовки включения ускоренного вертикального перемещения шлифовальной бабки
- Рукоятка установки жесткого упора
- Кнопка для разъединения лимба с маховиком
- Рукоятка дросселя для регулирования скорости стола
- Рукоятка ручного реверса стола
- Рукоятка «Пуск», «Стоп», «Разгрузка» стола
- Выключатель освещения «Включено», «Отключено»
- Переключатель электромагнитной плиты «Включено», «Отключено», «Размагничено»
- Переключатель «Работа с плитой», «Работа без плиты»
- Лампа сигнальная «Плита включена»
- Лампа сигнальная «Наличие смазки в подшипниках шпинделя»
- Кнопка «Общий стоп»
- Кнопка «Пуск» гидравлики
- Кнопка «Стоп» гидравлики
- Кнопка ускоренного перемещения шлифовальной бабки «Вверх»
- Кнопка ускоренного перемещения шлифовальной бабки «Вниз»
- Кнопка «Пуск» шлифовального круга
- Кнопка «Стоп» шлифовального круга
- Переключатель включения охлаждения «Включено», «Отключено»
- Выключатель автоматической вертикальной подачи «Включено», «Отключено»
Станки плоскошлифовальные с прямоугольным столом и горизонтальным шпинделем 3Л722А, 3Л722В
- Подробности
- Категория: Шлифовальные станки
Станки плоскошлифовальные с прямоугольным столом и горизонтальным шпинделем ЗЛ722А, ЗЛ722В предназначены для шлифования периферией шлифовального круга плоских поверхностей и могут быть использованы в различных отраслях народного хозяйства. Обслуживание станков следует осуществлять с учетом специфики их эксплуатации.Станки имеют унифицированную конструкцию.
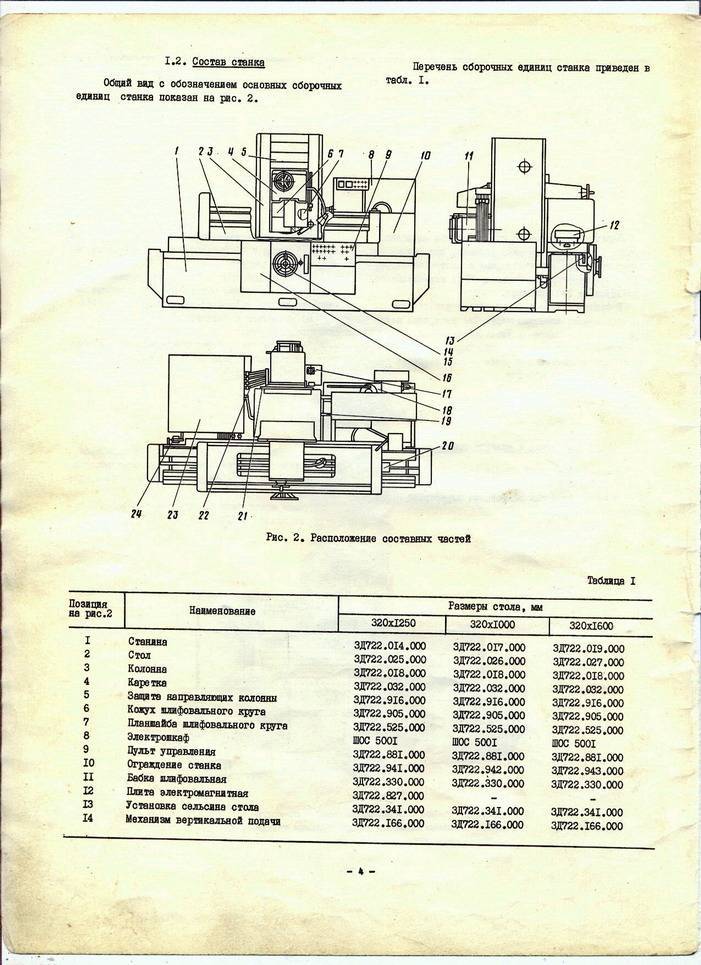
Состав станка
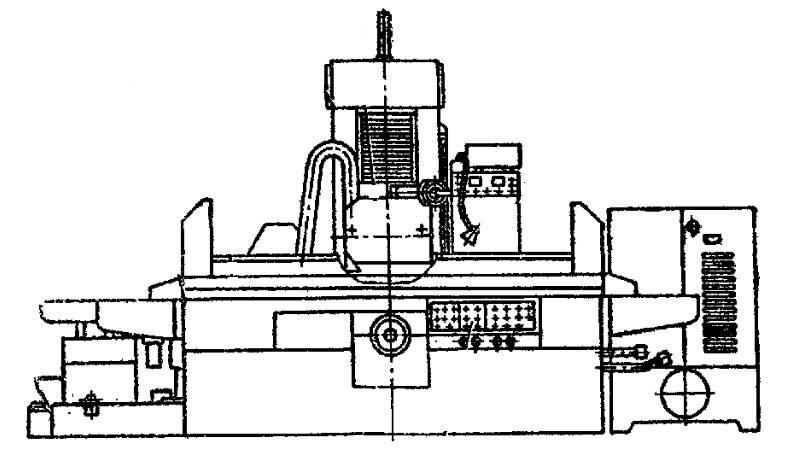
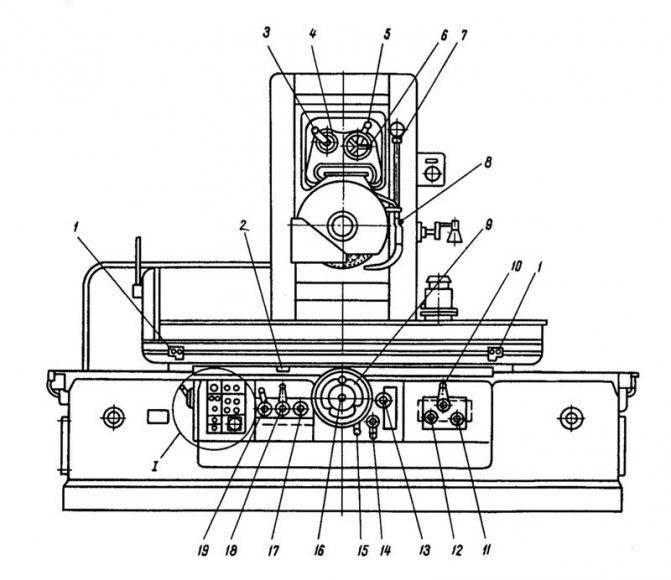
Общий вид с обозначением составных частей станка (рис.4).По направляющим станины I возвратно-поступательно перемещается стол 2. На лицевой части станины располагается пульт управления 3, редуктор поперечной подачи 9.К задней стенке станины стола, по центру, крепится станина стойки 7, в которой размещается привод поперечных подач.По направляющим станины стойки перемещаются салазки, на которых жестко закреплена стойка 3.Вертикальной перемещение шлифовальной бабки 4 осуществляется по направляющим качения стойки механизмом вертикальных подач.Станок комплектуется гидроагрегатом 6 и электрошкафом 5, агрегатом охлаждения 10.Перемещение шлифовальной бабки по направляющим стойки должно быть плавным, без заеданий и рывков. Оно обеспечивается регулировкой клина шлифовальной бабки.
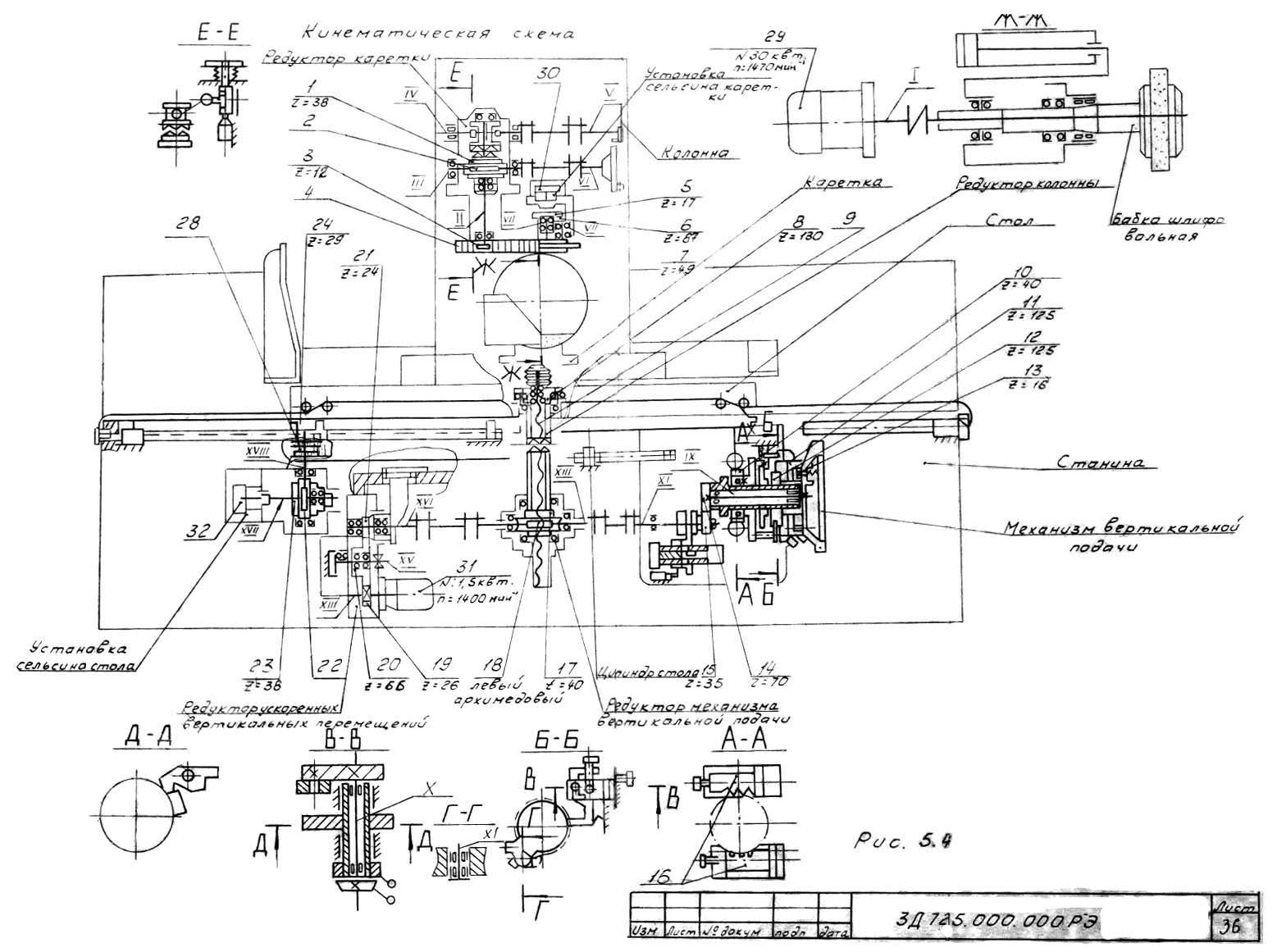
Кинематическая схема
Гидравлическая и смазочная система станка
Гидравлическая система станка осуществляет возвратно-поступательное перемещение стола с бесступенчатым регулированием скорости перемещения.Описание работы гидросистемы см.’в руководстве по эксплуатации комплектного гидропривода , прилагаемого к станку.Для подключения комплектного гидропривода к станку следует использовать трубопроводы 5, 6 и 20 для дренажного слива из-под крышек цилиндра согласно схеме гидравлической принципиальной (рис.12).На рис,12 цифрами обозначены трубопроводы.Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности.Смазку необходимо производить смазочными материалами, указанными в карте смазки (см.табл.I) или их заменителями, приведенными в перечне рекомендуемых смазочных материалов (см.табл.2).В станке применена централизованная система смазки горизонтальных направляющих станка и стола от смазочной станции.ВНИМАНИЕ!Первую смену фильтроэлемента следует производить по мере засорения, но не позднее одного месяца со дня пуска станка в эксплуатацию, вторую – через три месяца, а далее – руководствуясь указаниями карты смазки.Ежедневно необходимо следить за указателем засоренности фильтра, расположенного на его крышке
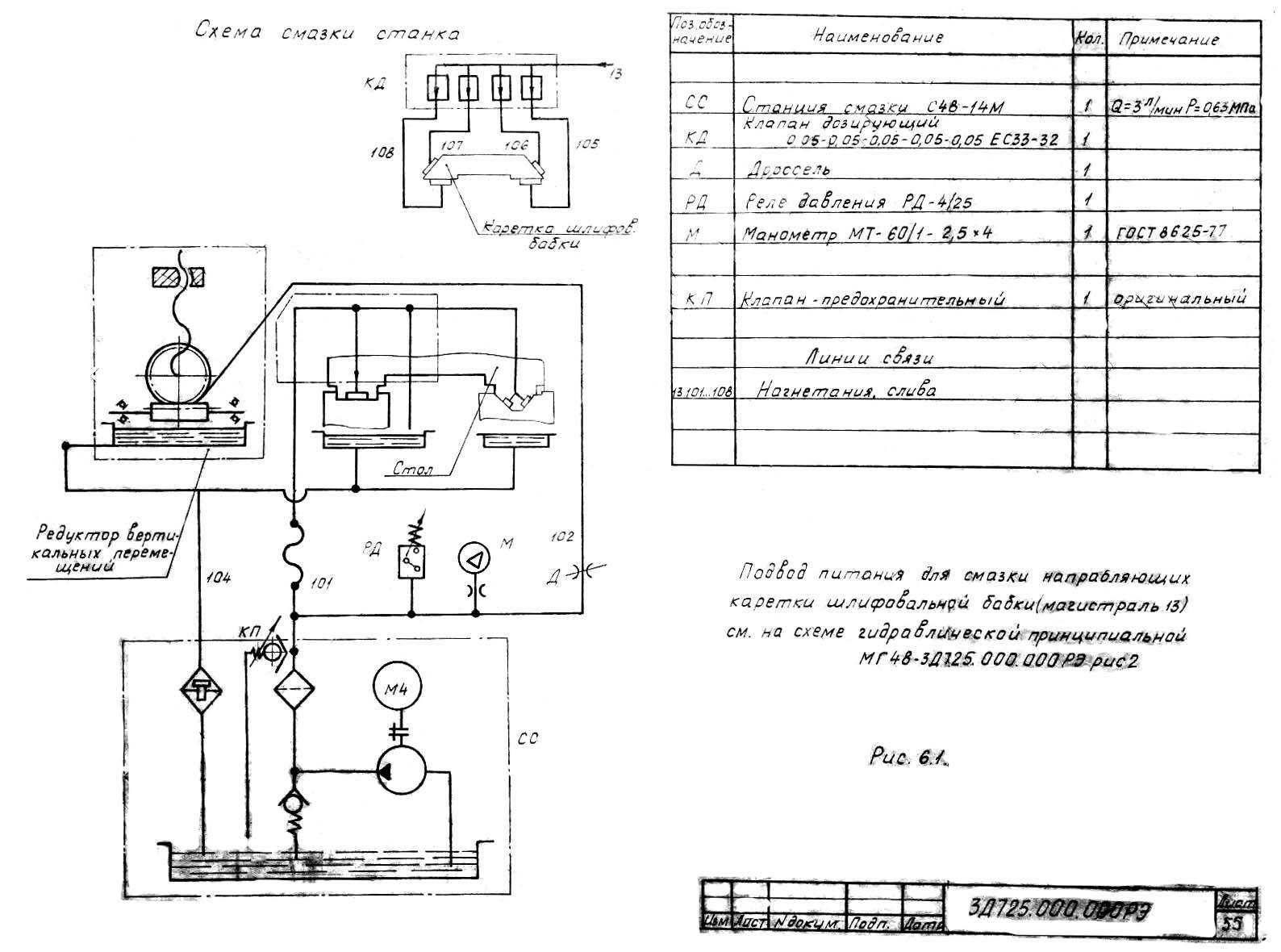
Описание работы централизованной системы смазки.Схема смазки принципиальная (рис.13).В целях улучшения теплового режима работы станции гидропривода передние дверцы, задний и верхний щиты допускается не устанавливать.
На рис.14 приведено расположение мест смазки.Смазка направляющих осуществляется от индивидуальной смазочной станции (рис.15), в резервуар 4 которой заливается отфильтрованное масло Т22 ГОСТ 32-74 или ВНИИ НП-403 ГОСТ 16728-78 в количестве, указанном в табличке на установке смазки.
Величина настройки давления 0,5…0,8 кгс/см2 контролируется манометром 2. Для предотвращения включения движения стойки и стола при отсутствии смазки на направляющих в системе смазки установлено реле давления I типа РД8/Ю-000-03. Регулировка и визуальный контроль смазки на направляющих осуществляются дроссельным блоком смазки 8 (см.рис.13). При заворачивании регулировочных винтов блока изменяется зазор, а значит и величина расхода масла. Необходимое количество смазки, поступающей на направляющие, обеспечивается в том случае, когда поплавки дроссельного блока смазки 8 находятся между двумя красными линиями.Масло к направляющим поступает через фильтр тонкой очистки 3 по трубопроводам 13, 14, *15, 16, 17 (см.рис.13). Слив масла с направляющих осуществляется самотеком по трубопроводам 9, 10, II, 12 в полость направляющей частя станины стойки, а оттуда – по трубопроводу 18 в резервуар станции смазки.Фильтр 7 служит для очистки масла при заливании его через заливную горловину. Б установку смазки входит насос б с электродвигателем .
Электрическая схема
3Л722В-80 Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
Шлифовальная бабка станка со шпинделем на опорах качения перемещается вертикально по направляющим стойки. Дистанционное управление скоростью и местом хода стола и стойки, использование для вертикального и поперечного перемещения винтовых пар качения, централизованной замкнутой системы смазки улучшают условия эксплуатации станка. Стойка перемещается в поперечном направлении вместе с салазками, имеющими развитые направляющие по длине и направляющие станины стойки.
Применение в станке направляющих из фторопластовой ленты с низким коэффициентом трения позволяет исключить зазоры в системе СПИД, повысить демпфирующие способности конструкции станка и получить малые скорости перемещения рабочих органов.
В станке применены шаговый электродвигатель в цепи вертикальных подач, вынесенный комплектный гидропривод с насосом объемного регулирования и система стабилизации температуры масла.
Станина имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.



Данная конструкция обеспечивает высокую точность и надежность станка в процессе эксплуатации. В станке имеется устройство цифровой индикации, позволяющее контролировать величину вертикального перемещения шлифовальной бабки в процессе обработки.
Детали устанавливают вручную на столе или электромагнитной плите.
Шлам со стола удаляется вместе с СОЖ с помощью лотка коробчатой формы. СОЖ очищается от шлама с помощью магнитного сепаратора и фильтров тонкой очистки. СОЖ подается в зону шлифования с помощью насоса П-90.
Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Шлифуемые детали, в зависимости от материала, формы и размеров, могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола, или в специальных приспособлениях.
Конструктивная особенность станка — поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стоики. Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.
Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
3Л722В-70 Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
Шлифовальная бабка станка со шпинделем на опорах качения перемещается вертикально по направляющим стойки. Дистанционное управление скоростью и местом хода стола и стойки, использование для вертикального и поперечного перемещения винтовых пар качения, централизованной замкнутой системы смазки улучшают условия эксплуатации станка. Стойка перемещается в поперечном направлении вместе с салазками, имеющими развитые направляющие по длине и направляющие станины стойки.
Применение в станке направляющих из фторопластовой ленты с низким коэффициентом трения позволяет исключить зазоры в системе СПИД, повысить демпфирующие способности конструкции станка и получить малые скорости перемещения рабочих органов.
В станке применены шаговый электродвигатель в цепи вертикальных подач, вынесенный комплектный гидропривод с насосом объемного регулирования и система стабилизации температуры масла.
Станина имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Данная конструкция обеспечивает высокую точность и надежность станка в процессе эксплуатации. В станке имеется устройство цифровой индикации, позволяющее контролировать величину вертикального перемещения шлифовальной бабки в процессе обработки.
Детали устанавливают вручную на столе или электромагнитной плите.
Шлам со стола удаляется вместе с СОЖ с помощью лотка коробчатой формы. СОЖ очищается от шлама с помощью магнитного сепаратора и фильтров тонкой очистки. СОЖ подается в зону шлифования с помощью насоса П-90.
Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Шлифуемые детали, в зависимости от материала, формы и размеров, могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола, или в специальных приспособлениях.
Конструктивная особенность станка — поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стоики. Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.
Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
3Е711В станок плоскошлифовальный с горизонтальным шпинделем высокой точности. Общие сведения
Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и крестовым столом 3Е711В предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Плоскошлифовальный станок 3Е711В предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок 3Е711В используется в единичном, мелкосерийном и серийном производстве.
Станок комплектуется стандартной электромагнитной плитой.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Конструктивные особенности плоскошлифовального станка 3Е711В
На станке возможна работа по циклу, включающему черновые и чистовые подачи, выход на размер, выхаживание. Все переключения сопровождаются световой сигнализацией. Настройка осуществляется двухпредельным датчиком.
Возможно многостаночное обслуживание.
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.
Устройство и работа станка модели 3Е711В и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
ОБСЛУЖИВАНИЕ, НАЛАДКА
2.1. Рекомендами по обслуживанию оборудования
Периодически проверять качестно заземленая станка внешним осмотром и измерением сопротивления между доступными для касания металлическими частями станка и электрооборудования и зажимом для заземления на вводе станка, которое должно быть не более 0,1 Ом.
Периодически проверять состояние электрооборудования. Детали электроапаратов должны быть очищены от пыли и грязи. Образующийся нагар на контактах должен быть удален при помощи бархатного напильника или стеклянной бумаги






При осмотре контактной аnаратуры одращать внимание на надежность замыкания и размыкания контактов. Ослабленные клеммные соединения при необходимости зачистить и подогнуть
7.2. Сигнализация замыкания цепей управления 110 В на землю
В нормальном режиме лампа Н10 не горит. При замыкании цепи управления на землю лампа Н10 горит полным накалом. В этом случае нужно закончить цикл обработки детали, отключить станок и устранить неисправность.
7.3. Наладка
Наладку устройства дистанционного управления столом производить в следующей последовательности:
- открыть панель пульта управления;
- проверить правильность соединения фаз сельсина-датчика BС1 и сельсинов ВЕ2 и ВЕ3;
- отвернув пальцы за дисках сельсинов ВЕ2 и ВЕ3, снять диски с сельсинов;
- -вывести стол в крайнее левое положение;
- вращая ротор сельсина ВЕ2, убедиться, что за полный оборот ротора лампа HI половину оборота горит, а половину — погашена; после этого вывести ротор сельсина BE2 в зону, где лампа погашена, и, вращая его по часовой стрелке, дождаться зажигания лампы HI; это положение ротора сельсана В2 соответствует команде на реверс стола «вправо»;
- вывести стол в крайнее правое положение;
- вращая ротор сельсина ВЕЗ. убедиться, что за полный оборот ротора половину оборота лампа Н2 горит, а половину — погашена, после этого вывести ротор сельсина ВЕ3 з зону, где лампа погашена, и, вращая его против часовой стрелки, добиться зажигания лампы Н2; это положение ротора сельсина ВАЗ соответствует команде на реверс стола «влево»;
- установив минимальную скорость стола, проверить правильность его хода;
- остановить стол; удерживая роторы сельсинов от проворота , установить диски в положение, когда пальцы касаются упора; ввертывая пальцы, застопорить диски.
Наладку устройства дистанционного управления стойкой производить в следующем порядке:
- открыть панель пульта управления;
- проверить правильность соединения фаз сельсина-датчика ВС2 и сельсинов BЕ2 и BE5;
- отвернув пальцы на дисках сельсинов BE4, BЕ5. снять диски с сельсинов;
- вывести стойку в крайнее переднее положение;
- вращая ротор сельсина ВЕ4, убедиться, что за полный оборот ротора лампа Н7 половину оборота горит, а половину — погашена; после этого вывести ротор сельсина ВЕ4 в зону, гда лампа погашена, и вращая его по часовой стрелке, добиться зажигания лампы H7; это положение ротора сольсина BE4 соответствует команде на реверс стойки «назад»;
- вывести стойку в крайнее заднее положение;
- вращая ротор сельсина ВЕ5, убедиться, что за полный оборот ротора лампа Н8 половину оборота горит, а половину — погашена; после этого вывести ротор сельсина ВЕ5 в зону, гда лампа погашена, и вращая его против часовой стрелки, добиться зажигания лампы H8; это положение ротора сольсина BE5 соответствует команде на реверс стойки «вперёд»;
- проверить правильность хода стойки;
- остановить стойку; удерживая роторы сельсинов от проворота , одеть диски в положение, когда пальцы касаются упора; ввертывая пальцы, застопорить диски.
Технические работы:
По договоренности мы можем предоставить следующие услуги:
- пусконаладочные работы и запуск станка в эксплуатацию;
- гарантию сроком в 12 месяцев.
Условия приобретения и заказ
Узнать дополнительную информацию про плоскошлифовальный станок ЗБ722, 3Л722В, 3Д722, характеристики плоскошлифовальных станков, или открыть заказ Вы можете, позвонив нам по телефону в Москве: +7 (499) 944-48-80, или по телефону в городе Ярославле: +7 (4852) 45-55-00. Также Вы можете отправить нам Вашу заявку по электронной почте на адрес: info@novator-grp.ru Мы с удовольствием поможем Вам с подобрать необходимое оборудование!
Паспорт 3Л722А Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
Наименование издания: Часть 1: Руководство по эксплуатации (3Л722А.000.000 РЭ) – 41 страницаЧасть 2: Электрооборудование станка – 21 страницаЧасть 3: Схемы электрические – 47 страницЧасть 4: РГ48-3Д722-02 Комплектный гидропривод (РГ48-3Д722-02.00.000 РЭ) – 46 страницВыпуск издания: —Год выпуска издания: 1990Кол-во книг (папок): 4Кол-во страниц: 155Стоимость: ДоговорнаяОписание: Полный комплект документации
Часть 2: Электрооборудование станка1. Краткая характеристика электрооборудования2. Сведения о системе питания электрооборудования 3. Первоначальный пуск станка4. Режимы работы станка5. Схема управления станком 6. Защита, сигнализация, блокировки 7. Обслуживание, наладкаПеречень элементов электрооборудования станка8. Перечень элементов электрооборудования станка9. Сведения о содержании драгоценных металлов в станке 10. Иллюстрации — Схема электрическая принципиальная управления поперечной подачей стойки — Схема электрическая принципиальная пускателя тиристорного (3Л722А.859.000) — Осциллограмма напряжений — Функциональная схема вертикальной подачи — Функциональная схема блока поперечной подачи — Схема электрическая принципиальная элемента Т-101 — Схема электрическая принципиальная элемента Т-102 — Схема электрическая принципиальная элемента Т-103— Схема электрическая принципиальная элемента Т-402 — Схема электрическая принципиальная элемента Т-403— Схема соединений проводов штепсельных разъёмов станка — Схема расположения элементов силового коммутатора (3Л722А.854.040)— Схема расположения элементов пускателя тиристорного (3Л722А.859.000)— Составные части станка и их соединения
Часть 3: Схемы электрические— Схема электрическая соединений комплектного гидропривода (РГ48-3Д722-02) — Схема электрическая соединений (3Л722А,В.850.000Э4) — Схема электрическая принципиальная силовая часть— Схема электрическая принципиальная— Схема электрическая принципиальная силового коммутатора управления шаговым двигателем — Схема электрическая принципиальная управления поперечной подачи стойки — Схема электрическая принципиальная блока реверса стола и стойки (3Л722А.858.000) — Пускатель тиристорный схема электрическая принципиальная (3Л722А.859.000)— Схема соединений проводов штепсельных разъёмов станка
Часть 4: РГ48-3Д722-02 Комплектный гидропривод (РГ48-3Д722-02.00.000 РЭ)1. Общие сведения об изделии2. Основные технические данные и характеристики — Габаритные и присоединительные размеры комплектного гидропривода РГ48-3Д722-023. Комплект поставки 4. Указания мер безопасности5. Состав, устройство и работа изделия и его составных частей — Схема электрическая соединений комплектного гидропривода РГ48-3Д722-02— Схема гидравлическая принципиальная комплектного гидропривода РГ48-3Д722-026. Порядок установки — Схема транспортирования комплектного гидропривода РГ48-3Д722-02— Схема гидравлическая принципиальная— Блок управления 7. Характерные неисправности и методы их устранения 8. Свидетельство о приёмке 9. Свидетельство о консервации 10. Свидетельство об упаковке 11. Указания по техническому обслуживанию эксплуатации и ремонту