Где применяются?
Главная отличительная особенность угольных расходников – их универсальность. Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Природа металлов также допускается практически любая:
Сталь
Могут быть сплавы любого направления: нержавеющая сталь, сплавы с низким содержанием углерода, низколегированные или высоколегированнее марки и т.д.
Цветные металлы
Здесь тоже нужна заточка кончика расходника, угол в данном случае 30°. Понимающие и опытные сварщики предпочитают для сварки капризных цветных металлов угольные модели, а не традиционную пайку. Делается это из-за более высокого качества соединения – его прочности прежде всего.
Дополнительным преимуществом является экономия времени: сварка угольным электродом требует намного меньше, чем на манипуляции паяльником и припоем с кислотой.
Угольный электрод чаще применятся в промышленных сварочных работах на автоматическом оборудовании. Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Если процесс идет на промышленном производстве, там применяются специальные соленоиды мощного калибра для формирования магнитного поля для компенсации. Если же сварка ручная, соленоиды применить невозможно.
Частичная стабилизация дуги может быть достигнута разве что флюсовыми пастами, нанесёнными вдоль линии шва или реза.
Главный источник питания – постоянный ток с подключением прямой полярности, когда плюсовой полюс приходится на заготовке, а минусовой – на угольном стержне. Сила тока нужна не бог весть какая, чтобы сформировать дугу длиной, к примеру, в пять сантиметров, вполне хватит 5 А.
Сварка с помощью угольного электрода.
Если же полярность подключена неправильно – по обратному типу, электрод сразу же целиком перегреется – по всей длине, в результате чего угольная масса выгорает и снижается качество сварочного процесса.
Значительным преимуществом угольных расходников – отсутствие весьма неприятного явления в сварке – прилипания стержня к свариваемой поверхности заготовки. Это происходит благодаря низкой скорости выгорания массы расходника.
Прилипание не происходит даже при нарушениях технологии сварки, что при других методах мгновенно приводит к этой беде. Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Научившись работе с данными электродами, можно приступить к методам сварки посложнее, чтобы освоить навыки избегания прилипания электродов.
Устройство и принцип действия прокаливающей печи
В качестве примера рассматривается процесс прокаливающей сушки флюса и электродов в электропечи ЭПСФ 120/400 муфельного типа.
Подлежащий прокалке материал помещается в рабочее пространство печи, которое предварительно прогрето до температур 120 … 150 °C. Время выдержки определяется типом электрода, и может составлять до 6…8 часов. Менее продолжительный прогрев может привести к образованию трещин, вызванных присутствием водорода, особенно при сварке сталей, имеющих предел текучести от 550 МПа и выше.
Если электроды хранились в термопенале, и требуется лишь их повторная сушка, то длительность выдержки сокращается до одного часа, а температура прокалки может быть снижена с 300…400°С до 170…200°С.

Технические характеристики печи:
- Потребляемая мощность, кВА – 8,5.
- Напряжение, В – 380.
- Наибольшая температура в зоне прокалки, °С – 400.
- Масса одновременно прокаливаемых материалов, кг – до 120.
- Габаритные размеры печи, мм — 730×620×1360.
Печь имеет вертикальную компоновку, но выпускаются также аналогичные устройства горизонтального исполнения (например, печь ЭПСЭ 10/400).
Калибр-пробка. Гладкая и резьбовая
Как правильно насадить колун на топорище?
Прокалить или просушить — в чем разница
Процедуры прокаливания и сушки практически во всех отношениях схожи. Однако есть небольшие отличия. Прокаливание проводится строго по инструкции, представленной на упаковке (как на фото выше). Основная цель сушки — удаление влаги
Поэтому для этой процедуры не так важно внимательно и серьезно следовать рекомендациям
Поэтому в некоторых случаях можно использовать «народные» средства для проведения термической обработки. Но для этого необходимо иметь информацию о том, как сушить электроды в домашних условиях. Информацию следует брать из надежных источников и полагаться только на мнение экспертов. Ниже приведены основные объяснения того, как сушить электроды в домашних условиях.
Прокалка сварочных стержней
Процесс сушки (прокаливание) — это обработка с использованием температуры, при которой влага удаляется с поверхностей. Избыточное присутствие воды в отложениях электродов приводит к их падению со стержня.
с таким электродом невозможно работать, трудно воспламеняется, качество работы оставляет желать лучшего.
Придется покупать новый пакет, который стоит недешево. Перед сваркой рекомендуется проверить электроды и при необходимости подготовить их. Начинающих сварщиков интересует: зачем при приготовлении использовать сушку и известкование?
Есть несколько ситуаций, в которых необходима сушка:
- Палочки для еды давно не упаковывались в вакууме.
- Место хранения отличается повышенной влажностью.
- Электроды мокрые.
Запомнить! Сушка сварочных стержней перед сваркой — важный процесс, который, если его не сделать, повлияет на результат вашей работы.
При этом помните, что такую работу нельзя делать более двух раз, иначе напыление стержня полностью развалится.
Интересный факт, отжиг сварочных стержней увеличивает тепловой режим расхода материала перед работой. Некоторое сырье из-за большой разницы температур искажает ванну припоя, что делает припой слабым.
Во избежание дефектов прибегают к предварительной сушке.
Агрегаты для прокаливания
Сушка сварочных стержней в домашних условиях возможна с помощью специальных инструментов.
Рекомендуется использовать:
- Электрический духовой шкаф с регулятором температуры. Аппарат имеет небольшие размеры и его легко переносить с одного места на другое. В основе работы лежат нагревательные элементы, управление которыми осуществляется автоматически с помощью регуляторов. Такая печь работает в штатной сети десять двадцать вольт. Мощность этого типа механизма варьируется от одного до трех киловатт. Максимальная нагрузка — пятьдесят килограмм.
- Электрический духовой шкаф с функцией осушения. В современные модели встроен микропроцессор, с помощью которого можно настроить всю операцию. Теплоизоляция — особенность этого агрегата. Равномерное нагревание сварочных стержней достигается за счет использования встроенных тепловых экранов. Обычная сеть не подходит, для такого оборудования необходимо иметь три фазы по 380 Вт. Максимальная мощность 8,5 кВт и мощность до 160 кг.
- Термопенал. Так называемая «сушилка» для сварочных стержней. Теплоизолированная герметичная конструкция, которую можно использовать как контейнер для хранения. Аппарат оптимальных размеров, что позволяет хранить сварщиков на рабочем месте. Основное умение этой техники — возможность нагревать сварочные прутки от трансформатора или от обычной сети 220. Вместимость таких ящиков — 10 кг прутков.
Принцип дегидратации
Для разных типов электродов необходимо правильно определять температуру и время высыхания. Для этого перед началом отжига ознакомьтесь с инструкциями на упаковке для правильного определения параметров сушки.
Обращаем ваше внимание, что зарубежные производители часто не предоставляют запрашиваемую информацию. Поэтому рекомендуем вам посетить их сайт, там вы обязательно найдете интересующие параметры. Запомнить! Сварочные прутки из целлюлозы не подвергаются отжигу
Кроме того, в них должно быть минимум воды в спрее, для этого они продаются в стальных баллончиках. Опыт показывает, что такие электроды можно прокаливать, пока температура не должна превышать 70 градусов, иначе покрытие будет повреждено
Запомнить! Сварочные прутки из целлюлозы не подвергаются отжигу. Кроме того, в них должно быть минимум воды в спрее, для этого они продаются в стальных баллончиках. Опыт показывает, что такие электроды можно прокаливать, пока температура не должна превышать 70 градусов, иначе покрытие будет повреждено.
Просушка своими руками
Как уже упоминалось, основная цель прокаливания — уменьшить количество влаги, попавшей при распылении металлического стержня. Процесс прост и не требует времени.
Типы печей для просушки электродов
В зависимости от сложности поставленной задачи, а также от уровня ответственности при выполнении работы, для сварочных электродов может использоваться два вида печей:
- С электронным управлением. Предусматривает наличие цифровых индикаторов времени работы и выставления температурного режима. Применяется при постройках любых несущих конструкций, трубопроводов, мостов, переездов, жилых домов.
- С механическими переключателями. Модели печей для сушки электродов оснащаются термометрами и таймерами, параметры на которых задаются вручную. Такие устройства используются тогда, когда не обязательно достигать высших показателей качества сварки.
Печь с механическим регулятором подходят для бытового использования, где не нужно соблюдать высокой точности настроек
Это интересно: Взаимосвязь деформации и напряжения при сварке — выкладываем по полочкам
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разработано и широко применяется несколько основных методов сварки меди. Современные технологии позволяют избежать появления горячих трещин, пор и другого вида брака. Сварка меди и ее сплавов производится при помощи аргона, инвертора, проволокой и электродами. Рассмотрев основные методы можно выбрать наиболее подходящий и избежать многих проблем.
Устройство
Конструктивно печи под прокалку выполняются шахтного типа с герметичным муфелем.
Камера нагрева формируется внутри стального каркаса, в форме шестигранной вертикальной шахты. В каркасе есть проёмом в подине для размещения сыпной воронки.
Сверху корпус перекрывает опорный лист для фиксации муфеля. В листе имеется прорезь для выхода трубки отвода паров.

Изнутри каркас футеруется волокнистой теплоизоляцией с гребёнками под фиксацию нагревателей. Подина обкладывается плотными и
теплоизоляционными кирпичами с волокнистыми прослойками. Современная гибкая футеровка по минимуму аккумулирует тепло и весьма экономична
при циклических видах нагрузки, таких как нагрев и охлаждение.
Нагреватели продеваются через керамические трубки, которые по краям фиксируются в гребёнках и не касаются теплоизоляции.
Спирали выполнены из проволоки сплава «Суперфехраль» увеличенного сечения, для проведения длительных циклов выдержки при высокой
температуре за счёт снижения подводимого напряжения. Как правило, подобные исполнения выполняются с одной регулируемой зоной и коммутацией нагревателей в звезду.
В качестве опции допускается установить дополнительные термопары, чтобы соответствовать всем требованиям руководства РД 5.90.2346-85.
Непосредственно термообработка производится в герметичном муфеле, который снизу соединён с поворотной задвижной, которая размещена в камере нагрева,
а ниже со ссыпной воронкой. Сверху реторта имеет опорный фланец, он же служит и для уплотнения с крышкой. На уровне выше засыпки и ниже крышки приварена трубка
отвода паров и возгонов. Патрубок выводится в холодную зону для присоединения к вытяжной вентиляции. По периметру фланца фиксируется выступающее термостойкое
шнуровое уплотнение.
Крышка локализует температурное поле в зоне шахты и обеспечивает газовое уплотнение пространства муфеля. Состоит из сварного короба шестигранной
формы. Внутрь короба укладывается волокнистая теплоизоляция, а снизу шпильками крепятся несколько слоев плит ШВП, для захода в муфель. Выступающие вниз
плиты защищает диск из жаропрочной стали.
Подъём и откат крышки механизированы, она подвешивается цепями на специальной откатной раме.
Сначала поднимается, выше фланца, а затем откатывается в сторону, освобождая загрузочный проём. Подъём осуществляется мотор-редуктором по двум вертикальным направляющим до срабатывания конечного выключателя.
После подъёма откатная рама, вместе с крышкой, по рельсовым направляющим перемещается в сторону, противоположную от загрузочного устройства.
Система управления печью и загрузочным механизмом, а также силовая часть монтируется в электрическом шкафу, который соединён с потребителями электропроводами. На лицевой стороне шкафа отражена схема
размещения основных устройств и кнопок включения. В качестве опции, предлагается пульт беспроводного регулирования приводами. Местонахождение крышки и скипа, в конкретный момент, отображается световыми индикаторами положения.
На лицевую панель, выведен терморегулятор марки «Термодат 16Е6/F”, с USB разъёмом» для регулирования температуры. Предусмотрены цифровые индикаторы напряжения и тока, прибор регистрации графика термообработки.
Регулирование температурой обеспечивается тиристорными блоками с функцией ШИМ. Система обеспечивает, термообработку с необходимой сигнализацией и блокировками недопустимых (аварийных) ситуаций.
Возможные исполнения
Электропечи для прокалки флюса можно использовать под прокалку иных, схожих по плотности и сыпучести материалов например, песка.
Данные модели могут изготавливаться с максимальной температурой до 1000ºС.
В случае необходимости, возможно полностью автоматизировать процесс прокалки.
Основные технические характеристики
| Обозначение | Раб. размеры (d×h), мм. | Габ.размеры(A×B×H), мм | Мощность, кВт | Масса, кг | Масса загрузки |
|---|---|---|---|---|---|
| ЭПСФ-60/1000М | 550×1000 | 1400×3800×2800 | 15 | 1600 | 140 |
| ЭПСФ-80/1000М | 700×1200 | 1600×4380×3280 | 20 | 2200 | 200 |
| ЭПСФ-100/1000М | 900×1400 | 1900×5000×3700 | 75 | 1650 | 250 |
- «М» в обозначении указывает на механизацию загрузки.
- Габаритный размер указан без учёта механизма подачи.
- Высота высыпания материла из реторты составляет не менее 600мм.
Почему нужна прокалка?
Будучи гигроскопичными, сварочные электроды должны храниться при контролируемой влажности, этим предотвращается разрушение покрытия. В условиях повышенной влажности качество сварки ухудшается:
- происходит растрескивание сварного шва;
- возбуждаются параллельные дуги;
- имеют место избыточные брызги металла сварного шва;
- увеличивается количество грата.
Прокаливание заключается в нагреве флюса (или электрода) до высоких температур при ограничении в окружающей среде кислорода или воздуха. При этом происходит термическое разложение влаги.
Основные задачи печи для прокаливания флюса состоят в том, чтобы удалить воду, которая присутствует в виде поглощенной влаги, удалить летучие компоненты, например, диоксид углерода, а остаток влаги связать в нелетучие окислы.

Устройство и принцип действия прокаливающей печи
В качестве примера рассматривается процесс прокаливающей сушки флюса и электродов в электропечи ЭПСФ 120/400 муфельного типа.
Подлежащий прокалке материал помещается в рабочее пространство печи, которое предварительно прогрето до температур 120 … 150 °C. Время выдержки определяется типом электрода, и может составлять до 6…8 часов. Менее продолжительный прогрев может привести к образованию трещин, вызванных присутствием водорода, особенно при сварке сталей, имеющих предел текучести от 550 МПа и выше.
Если электроды хранились в термопенале, и требуется лишь их повторная сушка, то длительность выдержки сокращается до одного часа, а температура прокалки может быть снижена с 300…400°С до 170…200°С.

Технические характеристики печи:
- Потребляемая мощность, кВА – 8,5.
- Напряжение, В – 380.
- Наибольшая температура в зоне прокалки, °С – 400.
- Масса одновременно прокаливаемых материалов, кг – до 120.
- Габаритные размеры печи, мм — 730×620×1360.
Печь имеет вертикальную компоновку, но выпускаются также аналогичные устройства горизонтального исполнения (например, печь ЭПСЭ 10/400).
Калибр-пробка. Гладкая и резьбовая
Как правильно насадить колун на топорище?
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
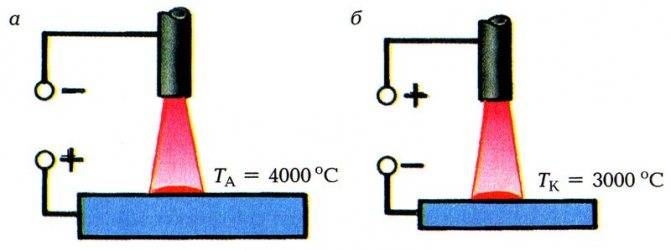
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Сушка и прокалка — различия и особенности
Помимо прокалки, имеется такое понятие как сушка электродов. Оно означает непосредственную подготовку изделия к работе. В свою очередь прокалка электродов выполняется для ликвидации лишней влаги и устранения последствий неправильного или долгого хранения.
Сушка подразумевает сокращение уровня влаги в стержнях до минимально-приемлемого. Она производится при небольших температурах и не оказывает серьезного влияния на покрытие.
Прокалка может выполняться для улучшения качеств электродов и приведения их в “рабочее состояние”. Особенностью этой процедуры является продолжительное время воздействия и высокая температура.
Устройство и назначение
Прокалку сварочного флюса производят для удаления влаги, что способствует улучшению сварочного шва.
Для прокалки флюса предлагается специализированная шахтная муфельная электропечь с механизмом загрузки и дозированной разгрузки.
Подача материала производится сверху, а разгрузка снизу, что удобно при поточном производстве. Серийно, в качестве устройства загрузки,
предлагается скиповый подъёмник. Разгрузка выполняется в цеховую тару
поворотом шиберной задвижки. Объём допустимого заполнения реторты выбирают пропорционально производительности сварочного производства.
Для термообработки возможно задать, практически любую, интенсивность нагрева, время выдержки и скорость охлаждения.
Особенности конструкции
По своим характеристикам и устройству различают несколько типов печей для электродной сушки и их прокаливания:
- Электрические печи стационарные (обычные). Стационарная электродная печка представляет собой электротехническую установку, состоящую из нагревательного элемента, корпуса, рабочей камеры с решетками, дверцы и изолирующего термостойкого материала.
- Электрические печи стационарные (программируемые). Программируемая печь снабжена еще блоком электроники для поддержания нужного температурного режима в течение всего времени обработки электродов.
- Электрические переносные печи-пеналы. Электрические переносные печи-пеналы используются при строительных работах. Они работают от электрической сети, снабжены специальной ручкой для переноски и компактны. Такое устройство легко можно подключить к переносному удлинителю непосредственно на месте проведения сварочных строительно-монтажных работ и провести сушку или прокаливание электродов перед процессом сварки.
Пеналы переносные термосного типа. Термосные пеналы не имеют подключения к электрической сети. Они способны автономно удерживать высокую температуру у предварительно нагретых электродов в течение нескольких часов. Такие «термосы» обладают малым весом и габаритами, их удобно транспортировать и переносить вручную.
- Самодельные электропечи. О них будет речь чуть ниже.
Сварка меди и ее сплавов: технология
Перед тем как начать сваривать медь и ее сплавы необходимо тщательно подготовить изделие. Мерные заготовки вырезаются при помощи шлифовальной машинки, токарного или фрезерного станка. У меди толщиной 6-18 миллиметров нужно подготовить кромки. Они должны быть V- или X-образными. (При больших объемах целесообразно будет приобрести кромкорез-фаскосниматель.)

Перед началом работы швы тщательно очищаются от загрязнения, окисления. Чтобы сварка меди прошла успешно необходимо защитить ванну от воздействия кислорода. Для это рекомендуется применить электродную проволоку, которая должна быть легирована алюминием, фосфором. В некоторых случаях требуется подогревать медь.
Она хорошо соединяется при ведении работ с помощью плавящихся электродов
Важно знать, что при этом длина дуги должна быть 4-5 миллиметров. Применяя технологию импульсно-дуговой сварки в аргоне можно выполнить любые виды швов, даже потолочный, сваривать очень тонкий металл
Под него рекомендуется подложить подкладные элементы.
Классификация и виды прокаливающих агрегатов
В зависимости от требований в качестве источника нагрева флюсов можно использовать электричество, газ или масло. Обычно используются три разновидности нагревательного оборудования:
- в реверберационных печах нагреваемое вещество или объект вступают в прямой контакт с горячими газами, исходящими от источника тепла, но само топливо, в рабочее пространство печи не поступает;
- в муфельных печах ни топливо, ни газы от источника тепла не вступают в прямой контакт с прокаливаемым материалом, что стабилизирует его химический состав;
- в печах шахтного типа образец вступает в непосредственный контакт с источником топлива, что может привести к некоторому загрязнению поверхности. Поэтому источник тепла помещается на отдельную решетку. Она обеспечивает доступ к прокаливаемому материалу только газа и пламени.

При подготовке расходуемых компонентов к сварке важно не только снизить содержание влаги, но и обеспечить постоянство этого показателя при хранении. Чтобы электроды не подвергались вторичному насыщению влагой, их хранят в специальных ёмкостях – термопеналах для электродов
Они поддерживают рабочие характеристики электродов на должном уровне.

Процесс изготовления – пошаговая инструкция
Итак, мы определились с материалами и можем приступать к изготовлению электродов своими руками
1. Первым делом нам нужно измельчить мел до состояния порошка. Сделать это можно с помощью тяжелого металлического предмета, но лучше использовать блендер. Так частицы будут иметь однородную структуру и иметь мелкую фракцию.

2. Берем сталью проволоку и режем на прутья. Можно ориентироваться на заводские размеры и сделать стержни длиной 250 мм.
3. Следующим этапом обмазываем стальные прутья жидким стеклом.

4. Измельченный мел аккуратно распределяем на плоской поверхности. Обмазанным в жидком стекле стальным стержнем раскатываем по этой поверхности, равномерно распределяя частицы мела по телу стальной заготовки.

5. Ждем пока электрод подсохнет, проверяем что жидкое стекло закристаллизовалось и оправляем прокаливаться в духовку на 100 °C на полчаса.

Сварочные характеристики такого электрода будут невысокими, он будет давать много искр, трудно гореть и залипать. Но при подборе правильных режимов сварки и необходимой подготовке свариваемой поверхности можно добиться неплохих результатов. Делитесь своими приемами изготовления электродов или других сварочных материалов.
Почему нужна прокалка?
Будучи гигроскопичными, сварочные электроды должны храниться при контролируемой влажности, этим предотвращается разрушение покрытия. В условиях повышенной влажности качество сварки ухудшается:
- происходит растрескивание сварного шва;
- возбуждаются параллельные дуги;
- имеют место избыточные брызги металла сварного шва;
- увеличивается количество грата.
Прокаливание заключается в нагреве флюса (или электрода) до высоких температур при ограничении в окружающей среде кислорода или воздуха. При этом происходит термическое разложение влаги.
Основные задачи печи для прокаливания флюса состоят в том, чтобы удалить воду, которая присутствует в виде поглощенной влаги, удалить летучие компоненты, например, диоксид углерода, а остаток влаги связать в нелетучие окислы.

Классификация и виды прокаливающих агрегатов
В зависимости от требований в качестве источника нагрева флюсов можно использовать электричество, газ или масло. Обычно используются три разновидности нагревательного оборудования:
- в реверберационных печах нагреваемое вещество или объект вступают в прямой контакт с горячими газами, исходящими от источника тепла, но само топливо, в рабочее пространство печи не поступает;
- в муфельных печах ни топливо, ни газы от источника тепла не вступают в прямой контакт с прокаливаемым материалом, что стабилизирует его химический состав;
- в печах шахтного типа образец вступает в непосредственный контакт с источником топлива, что может привести к некоторому загрязнению поверхности. Поэтому источник тепла помещается на отдельную решетку. Она обеспечивает доступ к прокаливаемому материалу только газа и пламени.

При подготовке расходуемых компонентов к сварке важно не только снизить содержание влаги, но и обеспечить постоянство этого показателя при хранении. Чтобы электроды не подвергались вторичному насыщению влагой, их хранят в специальных ёмкостях – термопеналах для электродов. Они поддерживают рабочие характеристики электродов на должном уровне
Они поддерживают рабочие характеристики электродов на должном уровне.

Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Печи для прокалки электродов – популярные модели
Электронагревательные печи ЭПСЭ предназначаются для прокаливания и просушки сварочных электродов при температурах от 100 до 400 градусов по Цельсию. Последние модели печей оборудованы электронными блоками управления с цифровыми индикаторами, которые позволяют отслеживать оставшееся время прокалки (сушки) и текущую температуру.Повышенный эксплуатационный ресурс, достигнут благодаря применению трубчатых электронагревателей (ТЭН) вместо нихромовой проволоки, которые обладают большим сроком службы и при ремонте легко меняются.
ЭПСЭ-10/400
Наиболее популярной моделью из серии электродных печей ЭПСЭ является модель ЭПСЭ-10/400. ЭПСЭ-10/400 – печка для электродов электронагревательного типа, используется для сушки и прокалки. В ходе термообработки поддерживается автоматическое поддержание температуры в границах 100-400 градусов. Модель оснащена блоком управления с терморегулятором для настройки параметров.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 720 мм. х 265 мм.
- Время разогрева до номинальной температуры с полной загрузкой – 100 мин.
ЭПСЭ-50/400
Печи для сушки электродов ЭПСЭ-50/400 имеют близкую к максимальной загрузку в 50 кг. (для мобильных устройств). Это позволяет использовать агрегат для прокалки материалов как в стационарных условиях, так и при выезде сварщика на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 50 кг.
- Вес – 40 кг.
- Напряжение – 220 В.
- Мощность – 250 Вт/ч.
- Габариты – 605 мм. х 470 мм. х 680 мм.
ПСПЭ-10/400
ПСПЭ-10/400 – печь предназначена для прокаливания электродов при температуре от 100 до 400 градусов. Модель обладает компактными размерами, оснащена ручным терморегулятором и двумя ТЭНами. Внутри прибора расположены две выдвижные полки, на каждую из которых можно расположить по 5 кг. материалов. Небольшие параметры печи позволяет сварщикам брать аппарат с собой на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 710 мм. х 305 мм.
Видео
СШО 3,2.3,2.5/4,0
СШО 3,2.3,2.5/4,0 – печь для сушки и прокалки электродов при температуре до 400 градусов.
Основные технические характеристики:
- Масса загружаемых электродов – максимум 90 кг.
- Вес – 80 кг.
- Напряжение – 220 или 380 В.
- Мощность – 600 Вт/ч.
- Габариты – 765 мм. х 640 мм. х 850 мм.
HydroGuard Bench 240
HydroGuard Bench 240 – печь для прокалки электродов, работает в диапазоне температур от 38 до 288 градусов, оснащена терморегулятором. Круглая форма агрегата гарантирует правильную циркуляцию воздуха. Полки внутри прибора съемные, это позволяет использовать печь для нагревания рабочих изделий.
Основные технические характеристики:
- Масса загружаемых электродов – 159 кг.
- Напряжение – 240/480 В.
- Два нагревательных элемента суммарной мощностью 1000 Вт.
Радуга-34
Печь для прокалки электродов «Радуга-34» устроена по модульному принципу и состоит из пяти пятиметровых модулей, которые одновременно являются зонами температурного нагрева. Контроль температуры осуществляется с точностью до одного градуса при помощи термопары.
Основные технические характеристики:
- Масса загружаемых электродов – 2 тонны электродов диаметром 4 мм. за 7 часов работы.
- Габариты печи – 27000 мм. х 920 мм. х 1200 мм.
- Длина нагревательной камеры, ориентировочно – 25500 мм.
- Количество управляемых зон нагрева – 12 ( 6 – сверху, 6 – снизу).
- Максимальная температура нагрева изделия – 450 °С.
- Каждая зона нагрева имеет щелевидную трубу для удаления влаги.
- Ширина туннеля нагревательной камеры – 540 мм.
- Максимальная потребляемая мощность – 23500 Вт.
- Средняя потребляемая мощность – 6000 Вт.
- Тип конвейера составной (тефлоновая лента + сетка).
Подводим итоги
https://youtube.com/watch?v=neMXjs3dtng
Специфика роботы плюс индивидуальные требование – это то, на что стоит обратить внимание при покупке печи или термопенала для прокаливания. Ведь не только температурные возможности и объём играют ключевую роль
Например, при частой транспортировке Вы можете так и не почувствовать всю мощь габаритной печи, так как тяжесть, неудобства при перемещении внесут свою лепту.
- Используете ли Вы апарат для прокалывание электродов?
- Какая модель для Вас самая удачная?
- А что бы хотели изменить?
Делитесь собственным опытом, он очень важен для начинающих сварщиков. Успехов Вам в начинаниях!
Что учесть
- Проводить дополнительную термическую обработку электродов можно до 3 раз, не более. Если в результате третьей прокалки не удается повысить работоспособность изделия, то оно отбраковывается как непригодное к дальнейшему использованию.
- Для разных типов электродов выбираются свои, оптимальные режимы просушки. Например, «Э-42Т» выдерживаются в течение 1 часа при 180 °С, а Э42А-Ф-Э55-Ф – при 400 °С от 1,5 до 2 часов. Поэтому перед термообработкой изделий необходимо уточнять особенности технологии прокалки конкретной продукции.