Закалка изделия
Тому, кто интересуется, как сделать пружину самому, опытные мастера советуют также уделить внимание ее закаливанию. Данная процедура заключается в термической обработке изделия с целью придать ему требуемую упругость

Пружина, прошедшая закалку, по сравнению со своим первоначальным состоянием становится гораздо тверже и прочнее. Термообработка выполняется в специальных печах при температуре от 830 до 870 градусов. Справиться с этой работой можно также и в домашних условиях при помощи обычной газовой горелки. Поскольку температурные датчики в таких устройствах обычно отсутствуют, домашнему умельцу контролировать процесс придется визуально. В качестве ориентира можно использовать цвет раскаляемого изделия. Металл при нагреве до 800 градусов становится вишнево-красным. Это значит, что вынимать изделие из печи пока рано. Если пружина достаточно нагрелась (870 градусов), она станет светло-красной. Теперь ее следует охладить. Для этой цели подойдет трансформаторное или веретенное масло. В специальных заводских термических печах металлы подвергаются нагреву до 1050 градусов. Изделия при таком температурном режиме приобретают оранжевые оттенки.
Расчет №3.
Продолжаем расчет в Excel и на листе «Расчет №3» составляем еще одну программу, с помощью которой будем вычислять диаметр оправки для навивки пружины из проволоки прямоугольного сечения.
Исходные данные:
1. Ширина проволоки b
в мм записываем
в ячейку D3: =2,5
2. Высота проволоки h
в мм записываем
в ячейку D4: =2,5
3. Внутренний диаметр пружины D2
в мм вписываем
в ячейку D5: =22,5
4. Модуль упругости (модуль Юнга) материала проволоки E
в кг/мм2 заносим
в ячейку D6: =21500
5. Предел текучести материала проволоки σт
в кг/мм2 вводим
в ячейку D7: =120
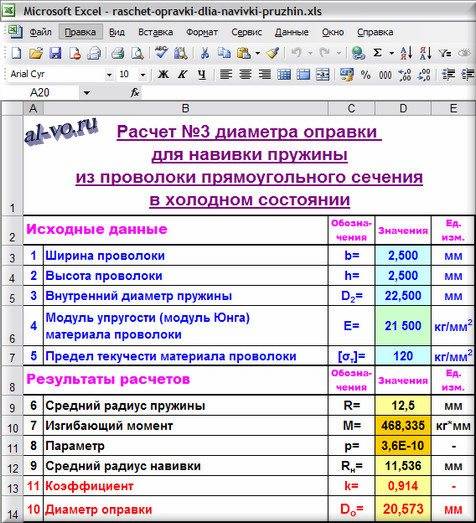
Результаты расчетов:
6. Средний радиус пружины R
в мм определяем
в ячейке D9: =(D4+D5)/2 =12,500
R=(D2+h)/2
7. Изгибающий момент M
в кг*мм будем считывать
в ячейке D10: пока оставляем ячейку пустой
8. Параметр р
будем вычислять
в ячейке D11: =(1/D9+12*D10/(D3*(D4^3)*D6))^2*(¼-D10/(D3*(D4^2)*D7)) — (1/3*(D7/(D6*D4))^2)
p=(1/R+12*M/(b*h3*E)2*(¼-M/(b*h2*[σт])) -1/3*([σт]/(E*h))2 Для дальнейшей корректной работы необходимо настроить программу Excel.
Выбираем: «Сервис» – «Параметры…» — «Вычисления».

Устанавливаем в открывшемся окне «Параметры» на закладке «Вычисления»:
Предельное число итераций: 10000
Относительная погрешность: 0,000000001
Для расчета изгибающего момента M
воспользуемся сервисом «Подбор параметра…». Значение моментаM определяется из представленного выше уравнения приp =0.
Выбираем: «Сервис» – «Подбор параметра…».
В выпавшем окне «Подбор параметра» заполняем окошки так, как на скриншоте слева.
Нажимаем ОК.
Выпадает окно «Результат подбора параметра». Если оно выглядит так, как на скриншоте слева, то жмем ОК и считываем значение изгибающего момента M
в кг*мм
в ячейке D10: =468,335
Параметр р,
который должен быть равен 0, вычислен
в ячейке D11: =(1/D9+12*D10/(D3*(D4^3)*D6))^2*(¼-D10/(D3*(D4^2)*D7)) — (1/3*(D7/(D6*D4))^2) =3,6E-10
Более подробно о примененном способе решения громоздкого нелинейного уравнения можно прочитать в статье «Трансцендентные уравнения? «Подбор параметра» в Excel!».
9. Средний радиус навивки Rн
в мм вычисляем
в ячейке D12: =((¼-D10/(D3*D4^2*D7))/(1/3*(D7/(D6*D4))^2))^0,5 =11,536
Rн=((¼-M/(b*h2*[σт]))/(1/3*([σт]/(E*h))2)0,510. Диаметр оправки Do
в мм вычисляем
в ячейке D14: =(D12-D4/2)*2 =20,573
Do=(Rн—h/2)*211. Коэффициент, определяющий диаметр оправки относительно внутреннего диаметра пружины k
вычисляем
в ячейке D13: =D14/D5 =0,914
k=D0
/D2
Как растянуть пружину в домашних условиях – Металлы, оборудование, инструкции

Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.



Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Навивка пружины на токарном станке
Это техпроцесс, в ходе которого проволока или лента подвергается обработке. В результате чего получаются навивка пружин различной формы: цилиндрической, конической, фасонной или плоской. Основным методом производства считается холодный способ.
Навивка пружины выполняется на токарном станке, для этого используется специальное приспособление, вручную или с применением автомата. Производство подобных изделий, возможно и горячим методом, диаметр используемой проволоки от 10 мм.
Выбор варианта навивки пружины зависит от размера и типа металла.
Холодный способ изготовления
Технология навивки пружин на токарных станках в России считается более предпочтительной.
Обусловлено тем, что горячий способ требует серьезных затрат связанных с приобретением дорогостоящего дополнительного оборудования. Холодный метод имеет ограничения по диаметру проволоки, он не превышает 16 мм.
Оснастка для этого техпроцесса состоит из оправок, приспособленных для направления металлической нити на вращающейся катушке.
Причём верхний имеет винт, который позволяет регулировать натяг и направление. При холодной завивке пружин берется металл с необходимыми качествами, из него делают нужную деталь.
В конце проводят термообработку с целью избавления от внутренних напряжений.
Сама технология выглядит так. Стальную проволоку подают через планку, установленную на суппорте оборудования, а конец фиксируется зажимом на оправке. Роликовое приспособление выполняет натяг металлической нити, который важен при изготовлении изделия.
После включения станка, начинается намотка пружины, при этом скорость в зависимости от диаметра, используемого материла, находится в пределах 10 – 40 м/мин. Количество витков подсчитывается визуально или счетчиком.
По окончании поделка подлежит мехобработке.
Это может быть технология торцовки для пружин сжатия абразивными кругами на специальных автоматах или на промышленных точилах. На изделиях другого профиля технологические концы подлежат обрубке или обрезке, используя специальное приспособление и соответствующий инструмент. Готовый продукт подвергается термообработке в электрических печах.
Какие типы пружин мы производим
Пружинами называют упругие элементы, накапливающие и отдающие или поглощающие энергию за счет деформации при нагрузке. Рабочим элементом, создающим «пружинистость», может быть металл, жидкость или газ. Мы специализируемся на производстве металлических изделий. По типу принимаемой нагрузки они делятся на пружины сжатия, растяжения, изгиба и кручения, производство каждого из этих подвидов возможно на заказ по выгодным ценам.
По конструкции металлические пружины делятся на следующие типы:
- На сжатие:
- винтовые (витые цилиндрические);
- амортизаторы (витые конические);
- На кручение:
- торсионные;
- Тарельчатые;
- Из ленты и листа:
- пластинчатые;
- спиральные;
- плоские.
Мы расскажем об особенностях производства каждого из этих видов пружин на нашем предприятии.
Что общего у всех технологий изготовления пружин
В подавляющем большинстве случаев способ изготовления пружины напрямую зависит от назначения, габаритов и особенностей материала изделия, какая требуется потенциальная энергия пружины. Например, мелкие и средних размеров пружины с круглым сечением прутка делают с помощью холодной навивки, а для производства более габаритных аналогов прибегают уже к методу горячей навивки. В некоторых случаях изделия одного и того же типа можно изготовить разными способами – количество вариантов зависит от условий заказа, предполагаемого функционала и требований к конечному продукту.
Также на выбор технологии влияет используемый материал – от его характеристик зависит мощность, продолжительность и/или необходимость термической обработки.
Одна из самых распространенных технологий – навивка. Она проводится вручную (оператор навивает проволоку или пруток на станке) или автоматически (с помощью навивочного автомата), горячим или холодным методом, с отпуском или без. Холодный способ навивки самый распространенный, так как имеет самую низкую себестоимость, но для изготовления крупногабаритных пружин подходит только горячий метод.
Общие этапы всех технологий изготовления пружин:
- Предварительная подготовка прутков нужного диаметра (как правило, выполняется на прокатных станках).
- Правка заготовок (выправление геометрии, шлифовка).
- Расчет пружин при изготовлении на заказ и в штатном режиме выполняется на программах расчета.
- Возможно покрытие готовых деталей антикоррозийными составами.
Какие варианты антикоррозийного покрытия возможны: фосфатирование + промасливание, оцинковка, кадмирование, хромирование, полимерное порошковое покрытие, электрополировка и т.д. Также возможно нанесение эмалей, лаков с алюминиевой пудрой и краски. При изготовлении пружин на заказ вариант антикоррозийного покрытия согласуется с заказчиком.
Какое оборудование используется при производстве пружин:
- пружинонавивочные автоматы;
- гибочные станции;
- переоборудованные токарные станки;
- шлифовальные станки;
- отпускные и закалочные печи (для термообработки);
- стенды для контроля качества.
Делая заказ на изготовление пружин у нас, будьте уверены: мы выполняем все этапы производства на качественном современном оборудовании, регулярно проходящем тех. осмотр, в соответствии с ГОСТами и высшими европейскими стандартами качества. Мы реализуем продукцию собственного производства, поэтому готовы поручиться за каждую пружинку, сделанную для вас, независимо от ее размеров и материала.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.
Принципы выбора
При выборе оправок рекомендуется ориентироваться на следующие критерии:
- вид конструкции: модульная или интегрированная;
- тип устанавливаемых обрабатывающих инструментов;
- вид шпинделя, его внутренний размер;
- длина и посадочный диаметр;
- способ крепления (зажима): винтовой, эксцентриковый, пневматический, гидравлический;
- наличие синхронизации частоты вращения со шпинделем станка;
- длина цилиндрической части;
- условия эксплуатации;
- официальный гарантийный срок;
- механические и прочностные свойства агрегата;
- предельные нагрузки, вращающий момент.
Преимущества и недостатки
Основными преимуществами оснасток являются:
- высокая точность обработки;
- чистота резания;
- повышенная производительность работы на полуавтоматических или автоматизированных станках;
- специальные усиленные цанговые патроны, обеспечивающие высокую надёжность крепления инструментов;
- защита шпинделя от повреждений в случае заклинивания инструмента в заготовке;
- простота крепления к агрегату станка;
- допустимость обработки различными инструментами, отличающимися размерами и геометрическими формами;
- удобство регулировки положения заготовки относительно режущей кромки;
- широкий выбор моделей: универсальных, специализированных;
- доступная стоимость оснастки, позволяющая её устанавливать на станки для личного применения;
- возможности быстрой установки и замены обрабатывающих инструментов.
Недостатком оправок – необходимость использования дополнительных инструментов для прессовки и распрессовки со шпинделя станка.

Высокая точность обработки металла
Производители и стоимость
Производителями оснастки для фрезеровальных станков являются:
- ООО «Промкомплект»;
- ООО «Технотулс»;
- ОАО «Киржачский инструментальный завод»;
- ООО «АЗТ СК»;
- ООО «НПП ЭлМото»;
- ООО «Монакс».
Стоимость оправок в России:
- для дисковых фрез — от 6,4 тыс. руб.;
- для концевых фрез — от 7,4 тыс. руб.;
- для торцевых фрез — от 6,5 тыс. руб.
Изготовление
Производство пружин кручения требует специального оборудования, тщательных расчётов. Для получения качественного результата используют уже готовые типовые проекты или создают новые, в соответствии с индивидуальными критериями заказчика. Изготовление пружины – несложный процесс, при условии заранее разработанных проектов, наличия чертежей и современного оборудования на производстве. Все операции на сегодняшний день автоматизированы и практически не требуют постоянного контроля со стороны операторов.
После производства первой партии продукцию обязательно тестируют на соответствие заявленным свойствам и общим стандартам для этого типа продукции и только после этого готовый заказ отгружают клиенту.
Для производства пружин используют нержавеющую и стальную проволоку, легированную сталь, различные высокотемпературные и коррозионностойкие сплавы.
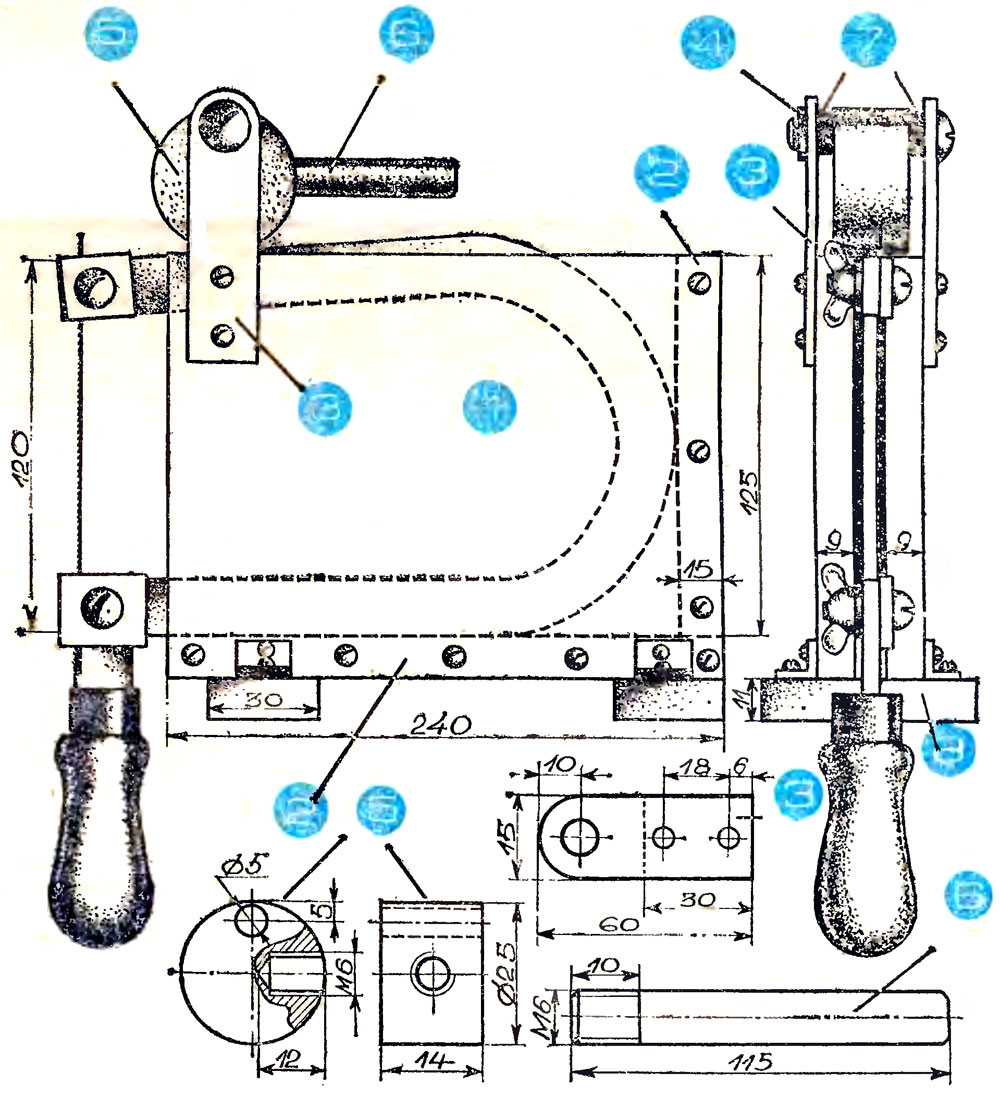
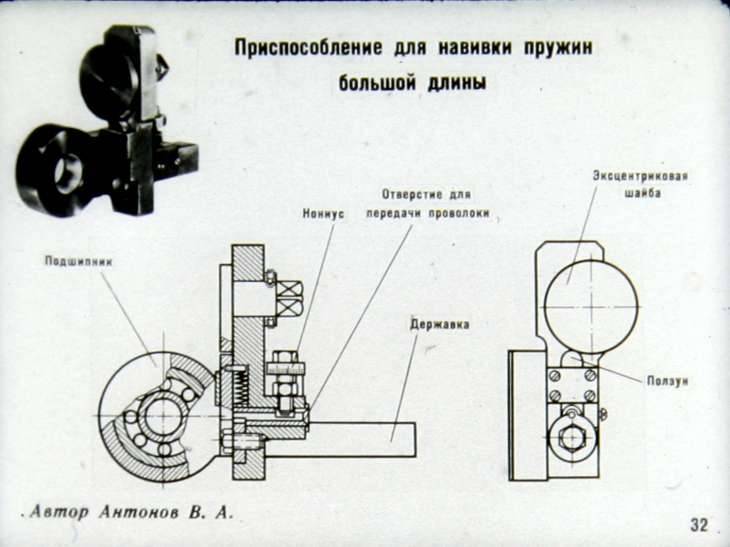
Приспособление для навивки пружин на токарном станке
Качество и технологии
Рабочий инструмент и приспособления для навивки пружин
Для горячей навивки необходимы кузнечные клещи, молотки, гладкие цилиндрические оправки, клинья, нап
равляющие устройства и другие приспособления.
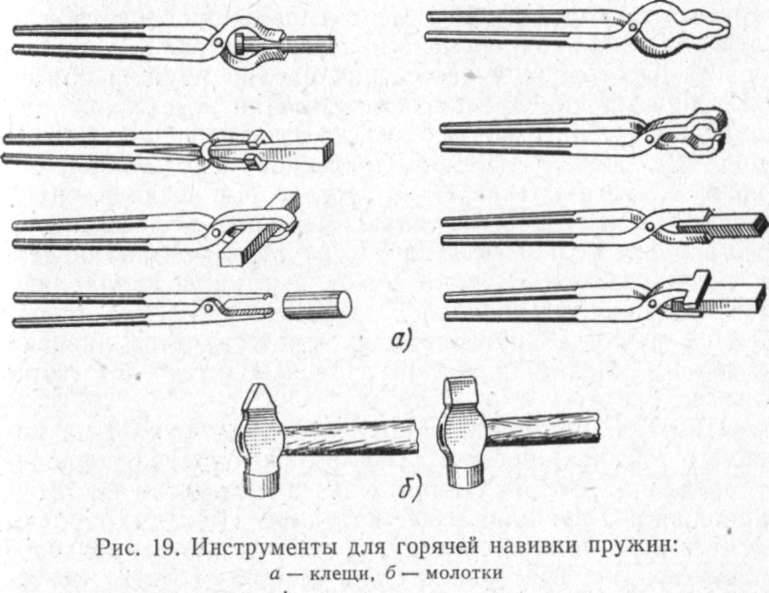
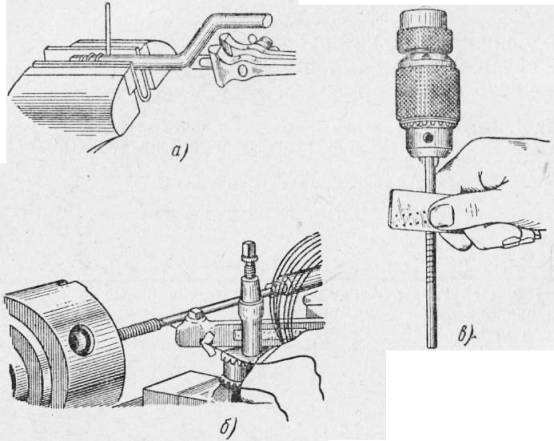
Клещи служат для удержания, поворота и установки нагретых заготовок пружин на гладкие оправки при навивке. На рис. 19, а показаны наиболее часто применяемые клещи. В зависимости от формы поперечного сечения заготовки клещи имеют соответствующую


форму губок, которыми они сжимают заготовку. Клещи должны соответствовать размерам сечения заготовки. Для удержания в губках клещей тяжелых заготовок применяют кольца или скобы, которые надевают на тот конец клещей, который держит рабочий.
Молотки (рис. 19, б) служат для установки и крепления заготовки клином на гладкой оправке. Молоток, имеющий массу 0,5—1,5 кг, насажен на ручку, изготовленную из прочного и вязкого дерева, например из березы или клена. Ручка молотка должна быть тщательно расклинена во избежание соскакивания с нее молотка при ударах.
Оправка необходима собственно для навивки пружины, а клин — для крепления заготовки на оправке.
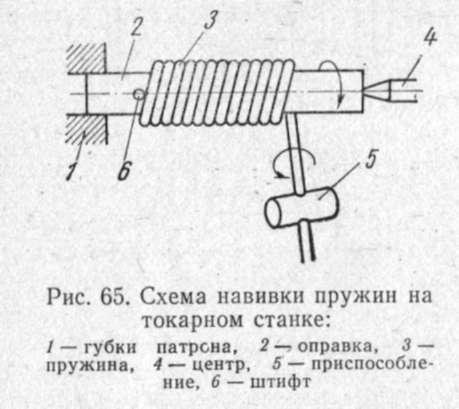
Мелкие и средние пружины навивают в холодном состоянии. Пружины можно навивать вручную с применением несложных приспособлений, а также на токарных станках, оснащенных специальной оснасткой, и на холоднонавивочных пружинах автоматах.
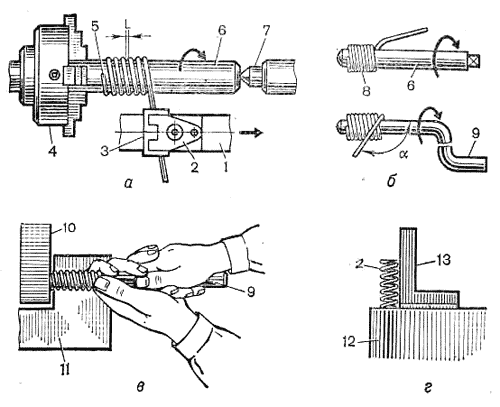
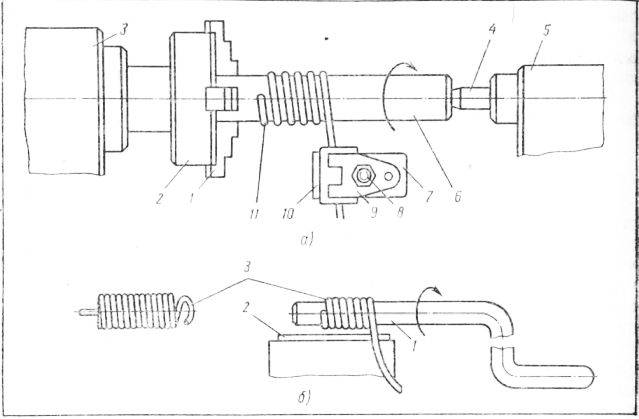
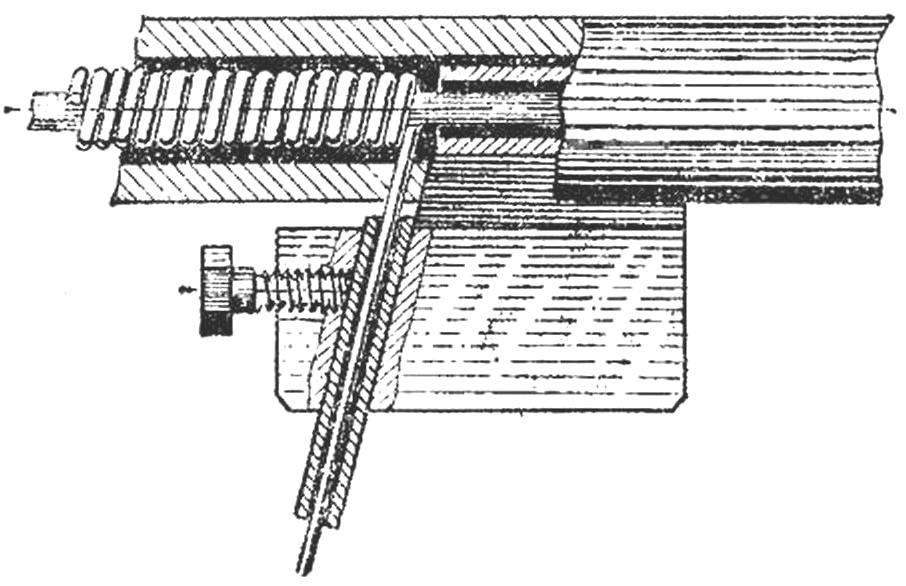
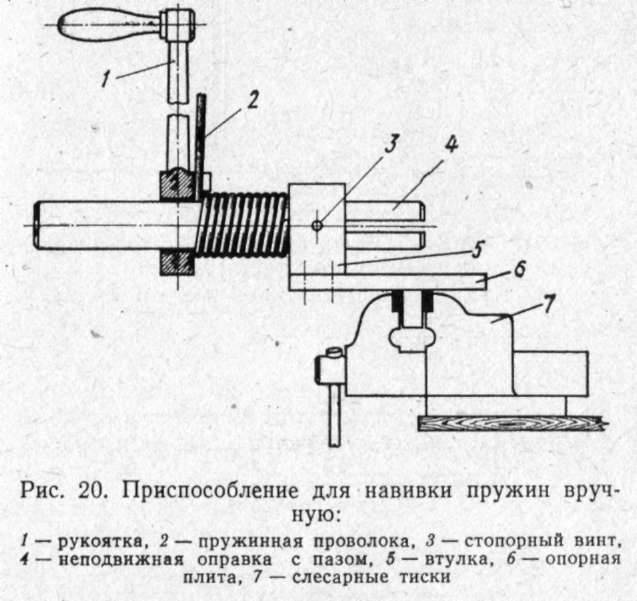
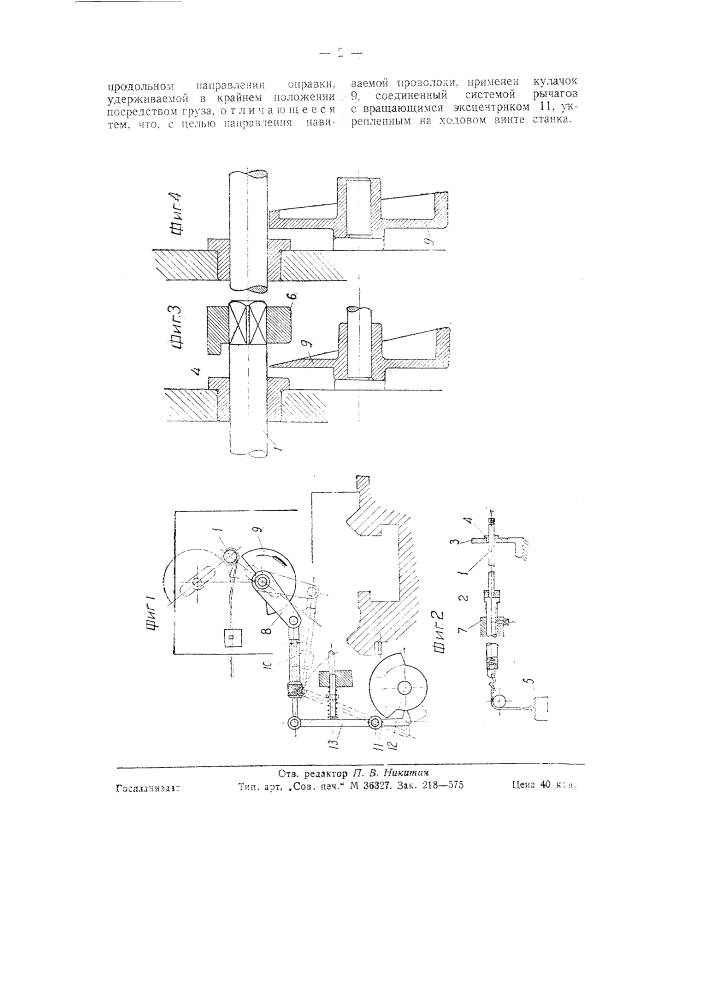
Для изготовления небольших партий пружин применяют простейшие приспособления. Приспособление для навивки пружин, работающих на сжатие и растяжение (рис. 20), состоит из цилиндрической неподвижной оправки 4, установленной во втулке 5 и закрепленной стопорным винтом 3. Оправка имеет паз для крепления конца проволоки. Рукоятка / с втулкой устанавливается на оправку 4. Втулка имеет выступ с направляющей канавкой. Проволока 2 заправляется в паз и вращением ручки вокруг оправки осуществляется навивка пружины. Натяг пружины производится выступом втулки.
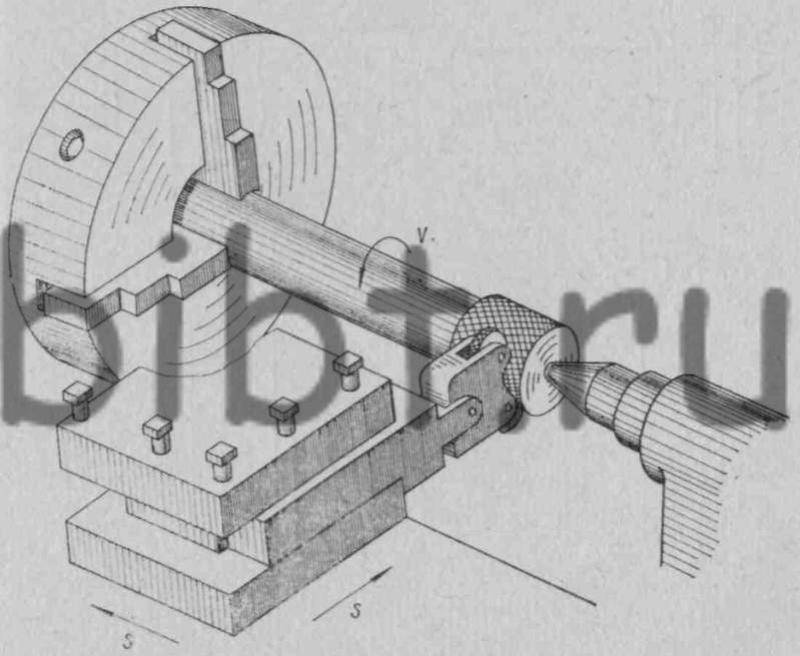
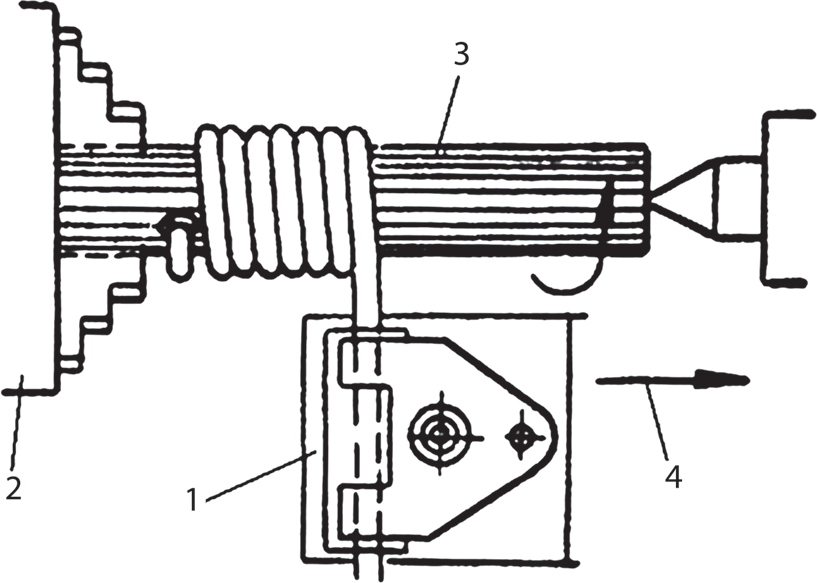
Оснастка, применяемая при навивке пружин на токарных станках, состоит из гладких оправок, приспособлений для направления и натяга проволоки на гладкие .оправки, вращающейся катушки. Гладкие оправки могут иметь цилиндрическую, коническую и бочкообразную форму. Материалом для оправок служит конструкционная углеродистая сталь. Форма гладких оправок зависит от формы пружин. Один из торцов гладких оправок имеет глухое центровое отверстие, которое служит для установки центра задней бабки. Конец проволоки крепится кулачком патрона передней бабки токарного станка. Для безопасной навивки пружины гладкая оправка поджимается центром задней бабки токарного станка.
Приспособление для направления и натяга проволоки при навивке пружин на токарных станках состоит из двух пар вращающихся роликов. Верхние ролики вращением винта могут перемещаться в вертикальном
направлении. Винт обеспечивает необходимое давление роликов на проволоку, увеличивая силы трения между ними. Приспособление обеспечивает постоянный натяг проволоки при навивке пружины.
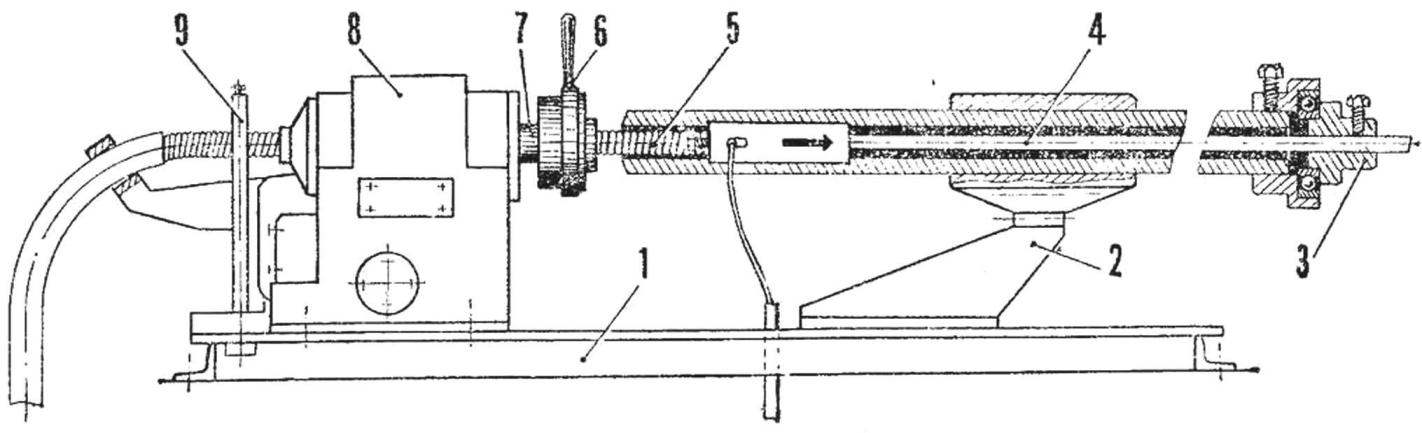
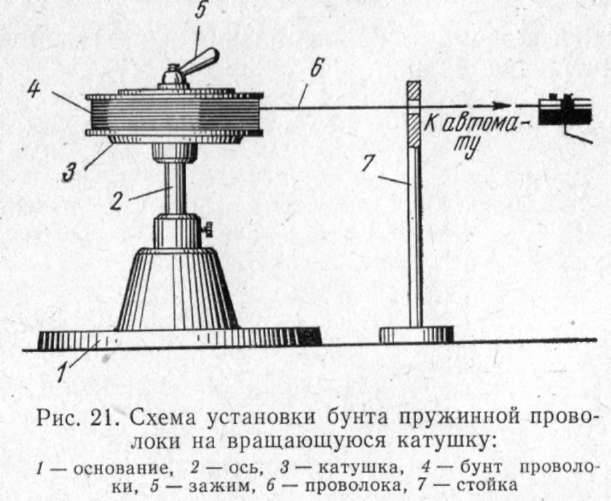
Вращающаяся катушка представляет собой карусель (рис. 21). Катушка состоит из массивного основания с подшипником, в котором установлена вертикально стойка, свободно вращающаяся вокруг своей оси. На стойку надета катушка с мотком пружинной проволоки. Конец проволоки пропускают через установленную перед токарным станком стойку, которая при резке проволоки не позволяет ей спутаться на катушке.
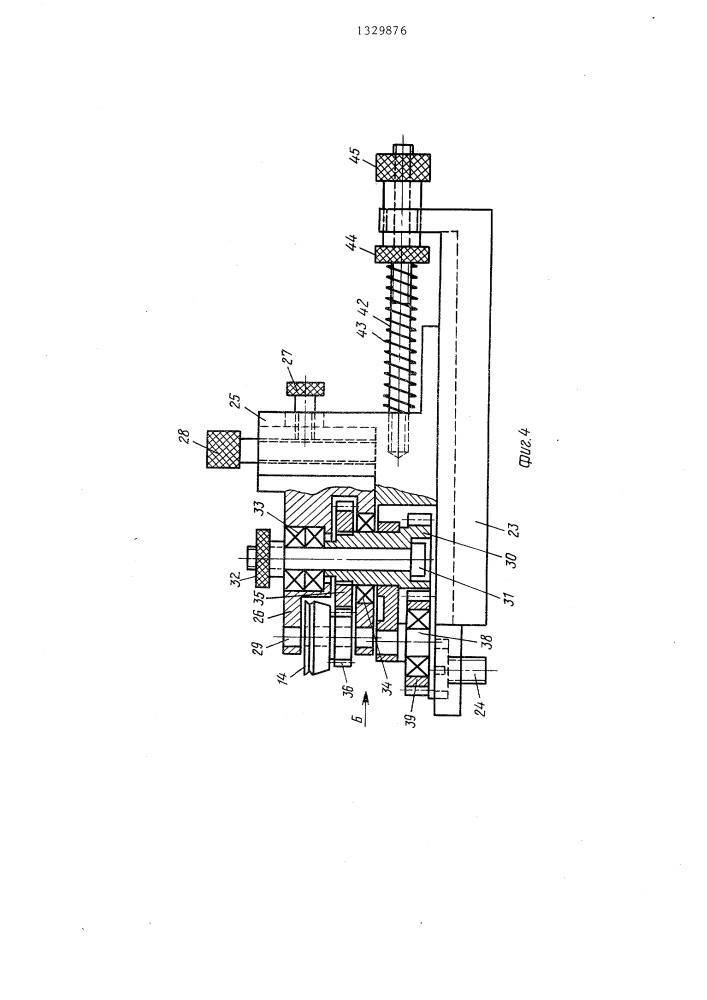
Основным инструментом и оснасткой пружинонавивочных автоматов моделей ПН-1, А520, А521, А-522А, А524, А524А и другие являются: вращающиеся ролики правильного механизма для правки пружинной проволоки

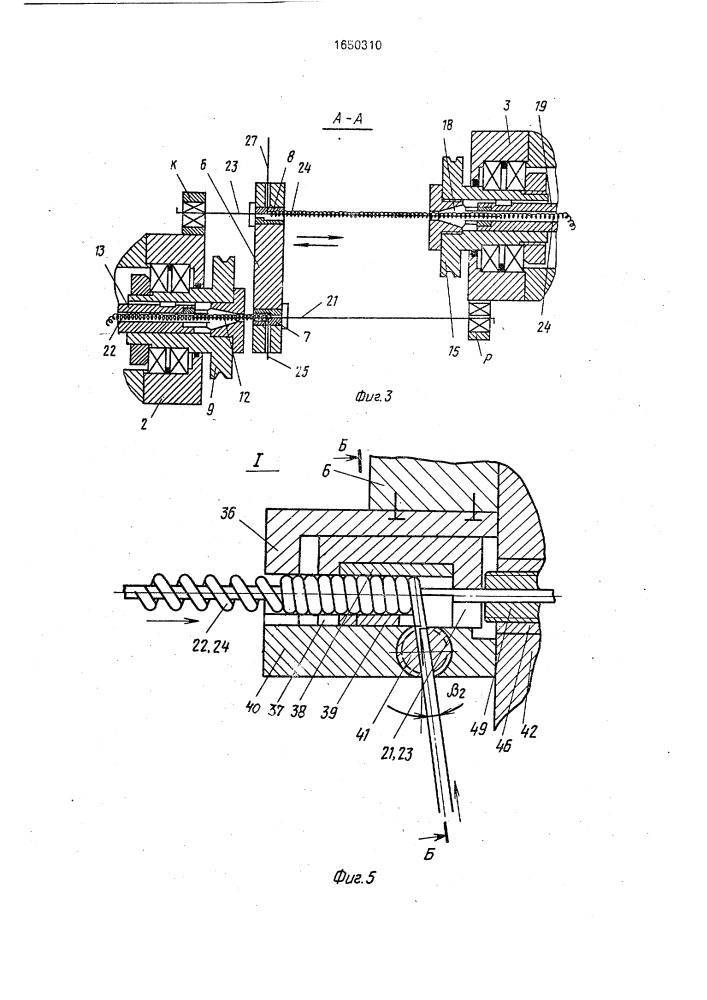
входные, средние и выходные направляющие планки механизма подачи (см. рис. 39), навивочный палец (рис. 22), неподвижная оправка навивочного механизма (рис. 23), шаговая лапка с пальцем шагового механизма (см. рис. 45) и отрезной резец отрезного механизма (рис. 24).
Направляющие планки, неподвижная оправка, навивочный палец и отрезной резец обеспечивают надежную работу пружинонавивочного автомата, испытывают большие нагрузки при подаче и отрубке проволоки.
По вопросам размещения заказов на изготовление пружин обращаться:
голоса
Рейтинг статьи
Как изготовить и закалить пружину в домашних условиях
Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает. Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость. Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально. Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия. Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.

Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.

3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили про закалку металла в домашних условиях.
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Пружины сжатия — серия FUL
Высокопроизводительные пружинонавивочные станки серии FUL от компании Wafios отлично зарекомендовали себя среди компаний, которые нуждаются в высоком качестве производства. Станки этой серии помимо пружин сжатия способны изготавливать и пружины кручения с продольным расположением «ножек». Дополнительно, возможно оснастить эти станки системами контроля геометрии пружин в реальном времени, включить станки в производственную сеть.
Преимущества пружинонавивочных станков Wafios серии FUL:
- высокая производительность и оптимизация стоимости;
- высокая доступность пружинонавивочного станка;
- увеличенный рабочий диапазон диаметров проволоки;
- высокие стандарты качества обеспечивающие безошибочное производство;
- удобство в эксплуатации за счет модульной конструкции;
- iQ — функции.
| Станки серии | FUL 86 | ||||
| Диаметр проволоки | 0.35 — 1.6 mm | 0.5 — 3 mm | 1.5 — 5.5 mm | 3.1 — 9 mm | 6.1 — 17 mm |
| Наружный диаметр пружины | max. 30 mm | max. 65 mm | max. 95 mm | max. 150 mm | max. 240 mm |
| Скорость подачи | max. 150 m/min | max. 180 m/min | max. 150 m/min | max. 130 m/min | max. 70 m/min |
| Производительность пружин, pcs./min | max. 600 | max. 500 | max. 300 | max. 120 | max. 50 |
| Производительность колец, pcs./min | max. 1000 | max. 800 | max. 600 | max. 250 |
Производство пружин способом горячей навивки
Метод горячей навивки при изготовлении винтовых пружин не столь популярен, и причиной этому является высокая стоимость оборудования, которое могут себе позволить далеко не все российские предприятия.
Главное отличие от технологии холодной навивки заключается в том, что проволока нагревается и подается на навивочный стан в горячем состоянии. Основные этапы процесса горячей навивки следующие:
- отрезка и нагрев заготовки;
- обработка концов заготовки – оттяжка или вальцовка;
- повторный нагрев;
- навивка пружины и обрезка концов;
- разводка и правка пружины;
- закалка и отпуск изделия;
- шлифовка торцов;
- нанесение покрытия в зависимости от условий эксплуатации пружины.
Данный метод включает больше этапов и требует особого оборудования, поэтому он более трудоемок и дорог. Дороговизна – самый значительный недостаток горячей навивки, однако он компенсируется существенными преимуществами:
- можно использовать проволоку диаметром от 10мм и выше;
- технические характеристики пружин лучше, чем при методе холодной навивки.
Производство пружин путем горячей навивки открывает широкие возможности перед инженерами, позволяя проектировать механизмы с крупными пружинами, не ограничиваясь диаметром проволоки в 16мм.
Пружина – упругий элемент, входящий в состав многих механизмов и конструкций. В процессе использования на пружину воздействуют растяжением, сжатием, кручением, изгибом.
Она растягивается или сжимается, скручивается, накапливая при этом энергию. После завершения воздействия — возвращается в исходное состояние.
Изготовление пружин происходит в несколько этапов.
1.Первым по счету и очень важным в процессе навивки пружин является этап планирования, проектирования и расчета пружины.
На этом этапе определяют габариты изделия, диаметр навивки, толщину прута или проволоки, шаг витка, количество витков и основные эксплуатационные характеристики, подбирают материал.
2.Навивка пружин осуществляется на современном высокоточном пружинно-навивочном оборудовании с числовым программным управлением.
Навивка пружин производится в горячем или холодном состоянии. При толщине прута до 10 мм. навивка осуществляется исключительно в холодном состоянии.
Холодная навивка возможна только для металлических прутов и проволоки диаметром до 16 мм, проволока и пруты большего диаметра должна быть подвергнуты нагреву, чтобы избежать риска появления внутренних и внешних дефектов, таких как трещины и т. п.

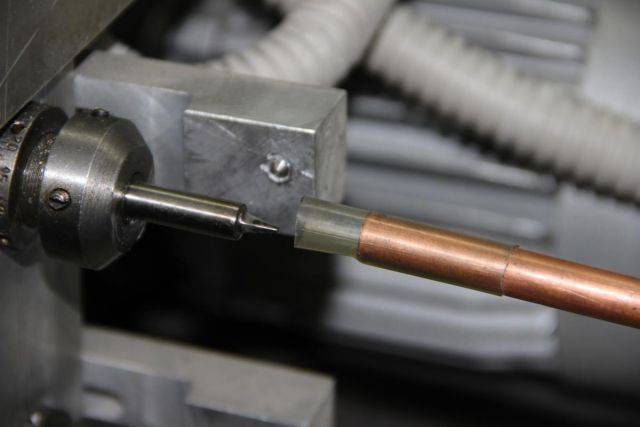

Холодная навивка пружины начинается с подготовки торцевого края проволоки, его поверхность стачивают или сплющивают для закрепления в направляющем валу. Когда торец прута надежно закреплен, второй вал начинает вращательное движение и накручивает на себя прут. Скорость движения вала определяет шаг витка будущей пружины.
Навив необходимое число оборотов, проволоку обрезают. Далее следует механическая обработка торцов изделия, придание им нужной формы.
Горячая навивка пружины отличается тем, что проволоку нагревают до мягкого состояния.
Навивка раскаленной проволоки или прута производится на всю их длину, а обрезается в размер уже после снятия с вала.
3.Завершает процесс создания изделия — термообработка. Отпуск производится при температуре от 200 до 500 градусов по Цельсию в течение нескольких часов.
С помощью отпуска удаётся избавиться от внутреннего напряжения, полученного в процессе навивки.
4.Далее, следует механическая очистка, шлифовка и нанесение внешнего покрытия для транспортировки или защиты детали в процессе эксплуатации.
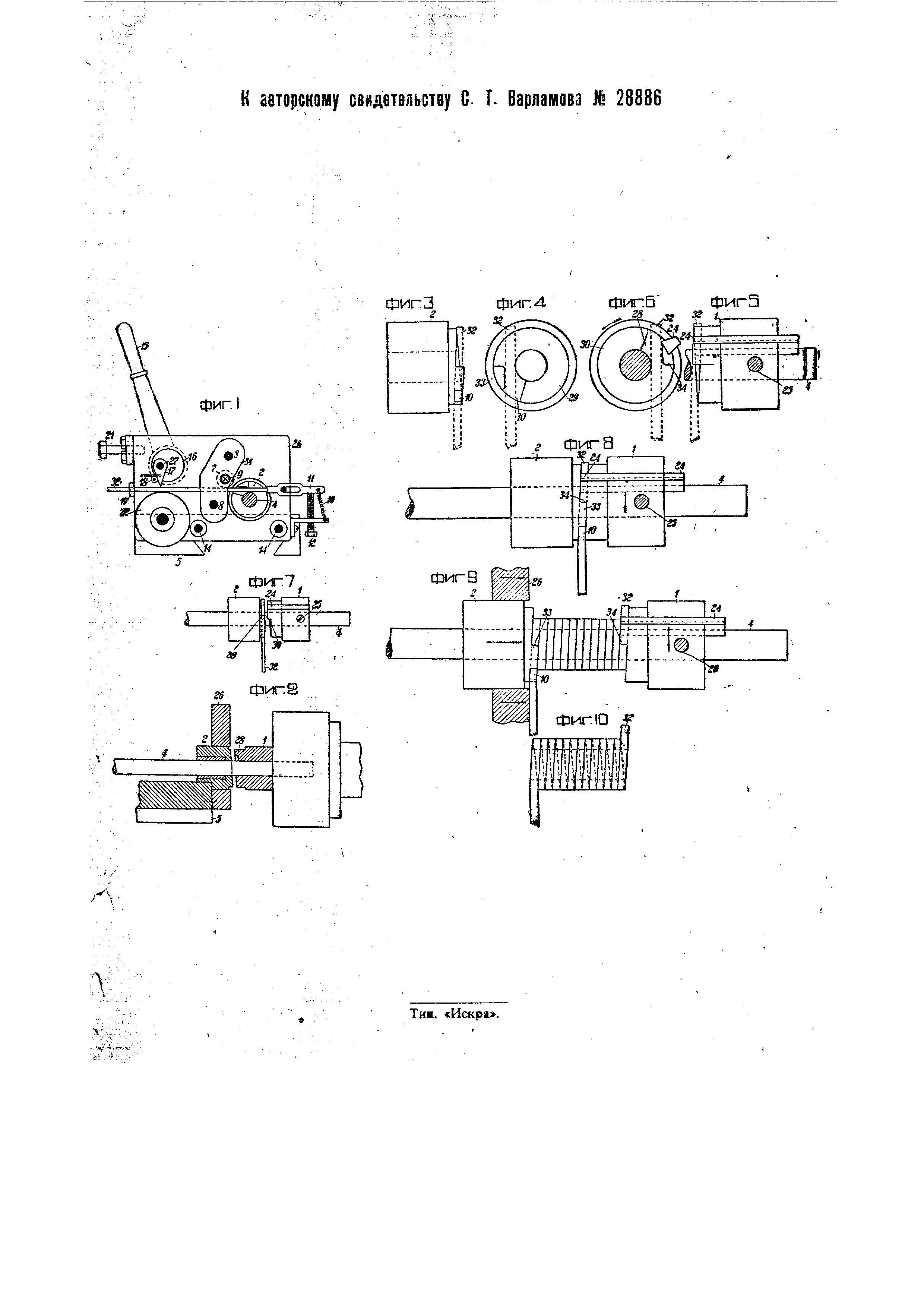
Бесконечная пружина
Январь 25, 2014 admin
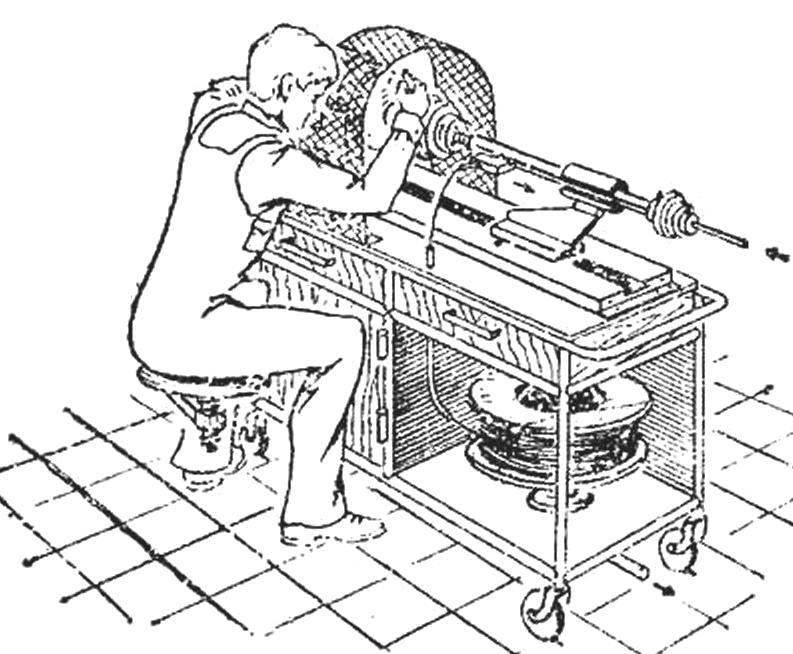
Трудно поверить, что на токарном станке можно навить пружину длиной с железнодорожный состав. Ведь длина пружины при данном способе изготовления ограничивается длиной оправки, на которой ее навивают.
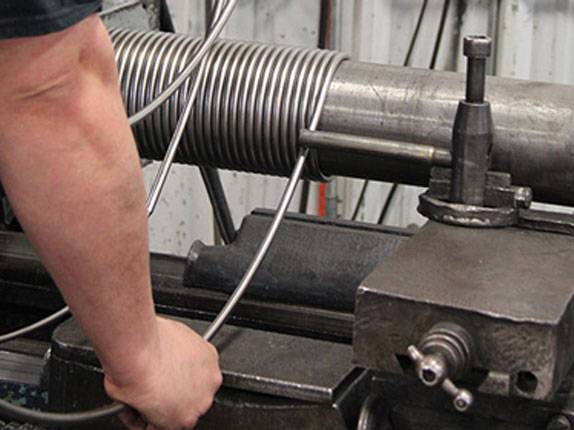
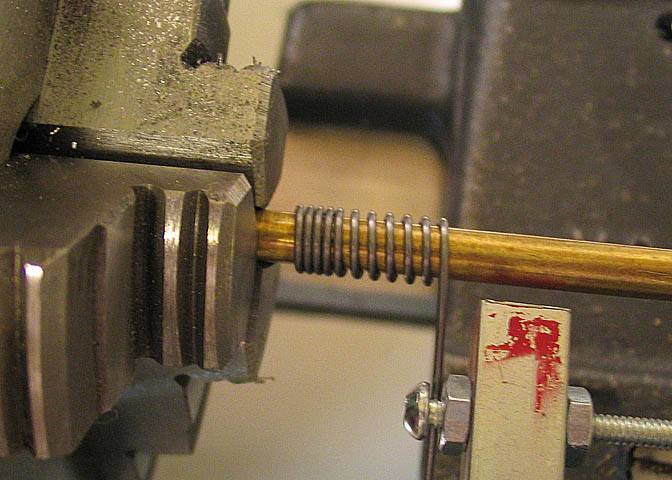
При чем тут, спросят, токарный станок? Есть специальные автоматы, буквально выстреливающие пружинами: мелкие — сотнями штук в минуту, Диаметром побольше — десятками. Но когда пружин нужно немного, разного диаметра, с разным шагом, держать автоматы на каждую разновидность невыгодно. Вы зажимаете в патрон токарного станка оправку и, повторяя дедовский прием, пропускаете проволоку для натяга между двумя дощечками, зажатыми в резцедержателе станка.
Вращается патрон, ползет по ходовому винту суппорт, и проволока ровными витками ложится на оправку, к концу которой через пару минут подползает последний виток. Но что это? Вместо заданных 40 мм в диаметре все пятьдесят, и шаг получился «вольный». Может быть, слабо была зажата проволока, без должного натяга? Пробуем еще раз. Теперь переборщили в другую сторону: диаметр получился меньше, чем нужно. Так можно и час провозиться. Подобрав, наконец, нужный натяг, получаем нужную пружину. Но нет никакой гарантии, что и вторая и третья пружины повторят результат. А длинную пружину — как ее навить?
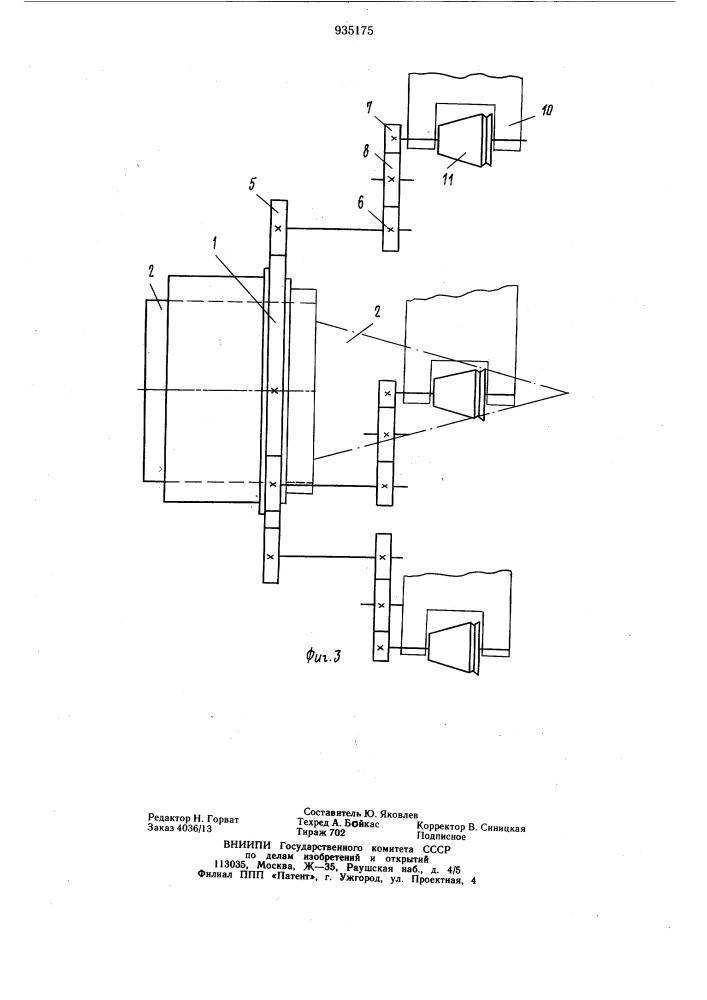
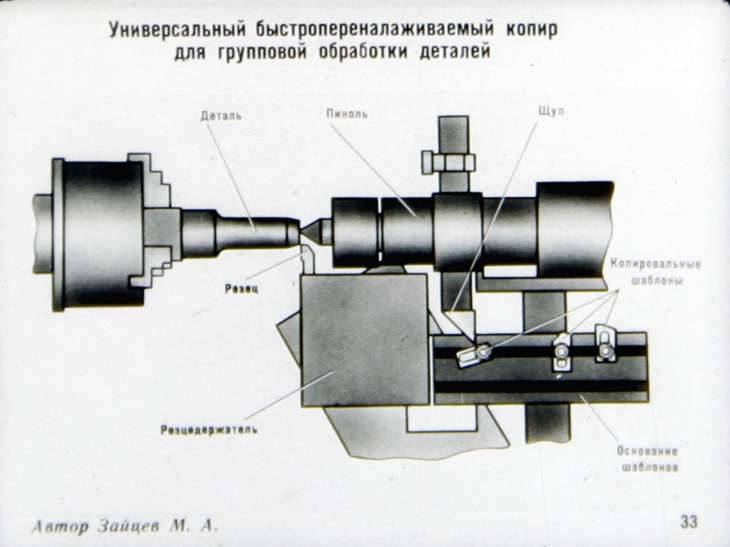
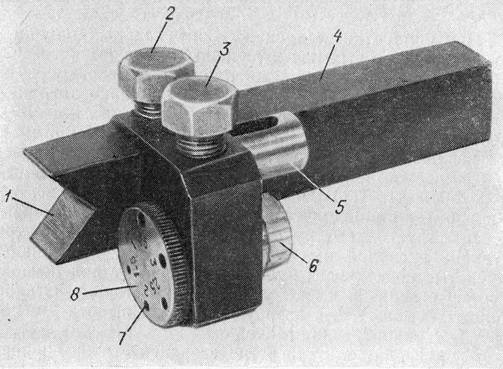
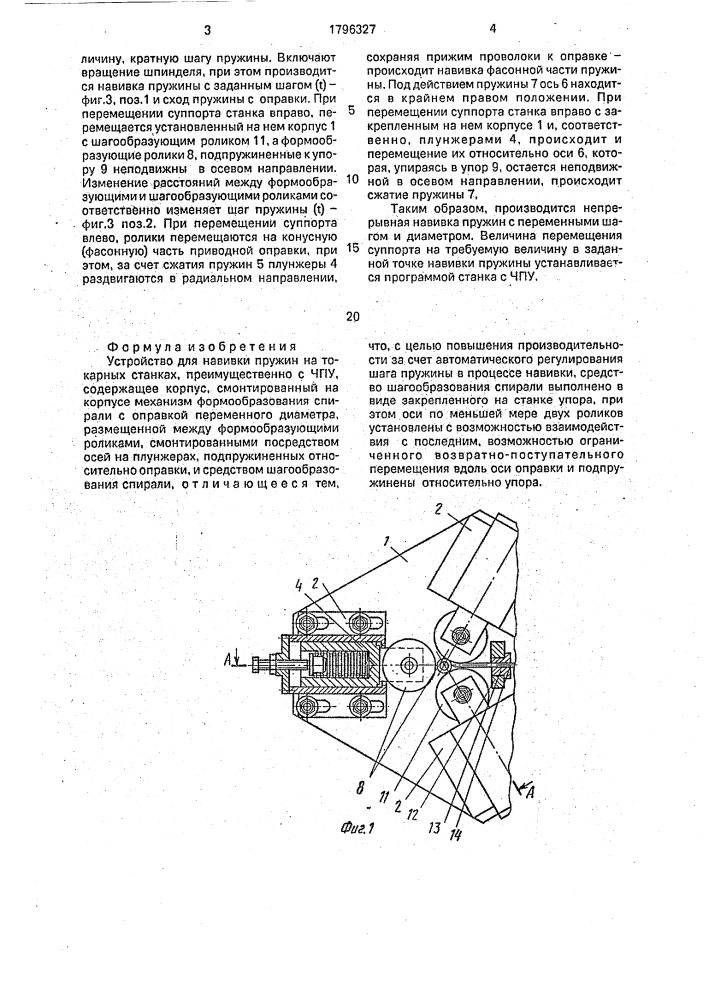
Изобретатель для навивки пружин на токарном станке предлагает универсальное устройство.
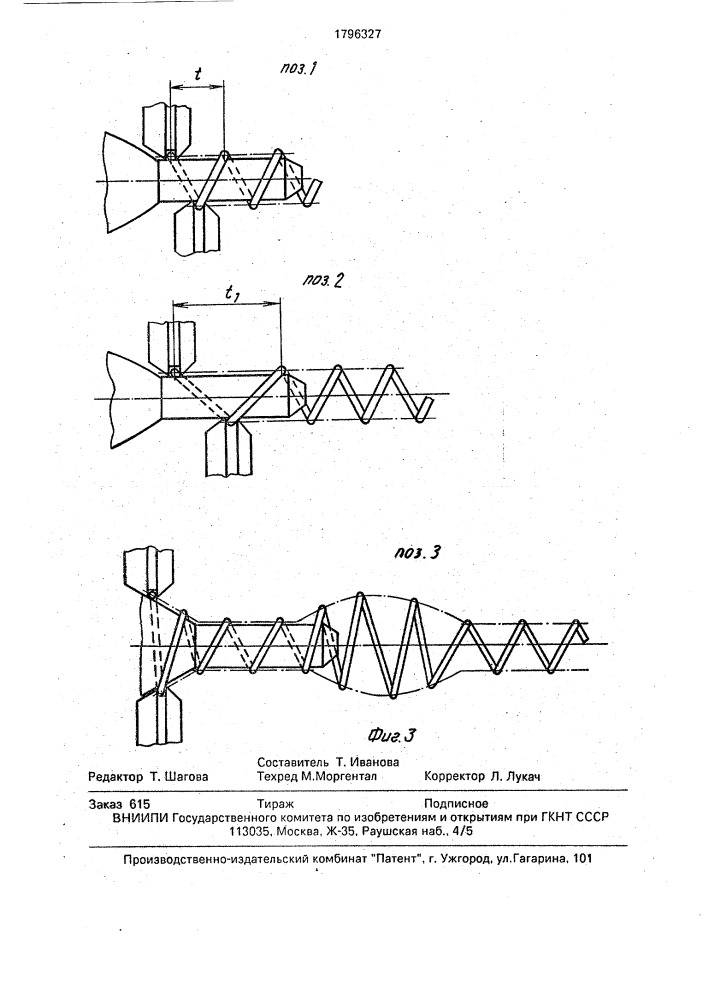
Производительность… Если не остановить станок вовремя, заполнит пружиной как пеной весь цех. Вместо цилиндрической оправки стальной конус, на котором можно навивать пружины в широком диапазоне диаметров. На участках конуса, которые ближе к вершине, получаются пружины малого диаметра, ближе к основанию — большие. Определенный шаг пружины обеспечивает разделительный нож, а навивает проволоку прижимной ролик при планетарном движении по образующей конуса. Включают станок, и выползает из приспособления, извиваясь словно змея, пружина. И может длиной она быть хоть с пожарный рукав, если понадобится.
Настраивается приспособление очень просто. Пошла, например, пружина диаметром меньше, чем нужно,— перемещается место навивки ближе к основанию конуса. Вот и все. За несколько минут можно настроить приспособление на любой диаметр в пределах одного конуса, а имея несколько сменных конусов, можете навивать пружину любого диаметра и шага в пределах номинального ряда.
(2 votes, average: 4,00 out of 5) Бесконечная пружина ← Медовый пряник с вишнямиОрганизация труда на пасеке →
bdjola.com