Преимущества технологии электродуговой металлизации.
1 Защита металла в экстремальных условиях
Нанесенное покрытие электродуговой металлизации не боится морозов до – 60°С, морской воды, ударов, истирания льдами. Температурная стойкость до 600°С. Ни один другой способ нанесения не дает такого результата
Финансовая выгода электродуговой металлизации
· Увеличение оборота: высокая скорость обработки – до 15м2/час
· Экономия на производственных площадях и персонале – не нужны ванны (как для горячего цинкования), автоматизация
· В десятки раз дешевле, чем стационарное цеховое оборудование
Долговечность покрытия до 50 лет
Электродуговая металлизация это гарантированная защита деталей от коррозии. Адгезия до 80 Мпа – при правильной подготовке покрытия не отслаиваются от поверхности, на которую нанесены.
4. Максимальная надежность покрытия
Электродуговая металлизация гарантирует до 99,9% цинка (или другого используемого вещества) – в верхних слоях покрытия. А при горячем цинковании – лишь до 40%
Без ограничений в размерах детали, погодных условиях
Возможна обработка на оборудовании электродуговой металлизации для деталей любой геометрии, формы, размеров. Проводится электродуговая металлизация в условиях производства, полевых условий , даже в дождь и снег
Обезжиривание поверхности
Выполняя химическую металлизацию, отполированное и отшлифованное изделие нужно обязательно обезжирить. По правилам делают это с помощью специального раствора. Для приготовления самого простого состава потребуется:
- 150 г едкого натра;
- 50 г кальцинированной соды;
- 5 г силикатного канцелярского клея.
Само обезжиривание — процесс несложный, поэтому легко осуществляется самостоятельно. Приготовленная смесь разогревается до 80-100 градусов, подготовленное для металлизации изделие погружают в раствор. Там его нужно продержать от 15 минут до часа, в зависимости от уровня загрязнений.
Для обработки старых алюминиевых изделий используют другой раствор:
- 50 г сернокислой меди;
- 8 г концентрированной серной кислоты.
В такой раствор изделие можно опустить лишь на несколько секунд (не больше 10 секунд).
Никелирование пластиков
После активирования (без промывки!) детали сразу переносят в раствор для никелирования. Здесь есть выбор растворов (г/л):
- Никель сернокислый — 30, гипофосфит натрия — 10, ацетат натрия — 10. Температура раствора 90 °С, скорость наращивания пленки металла 15 мкм/ч.
- Никель хлористый — 30, гипофосфит натрия — 10, лимоннокислый натрий — 100, хлористый аммоний до рН= 8—9. Температура раствора 90 °С, скорость наращивания 6 мкм/ч.
- Никель хлористый — 30, Гипофосфит натрия — 10, лимоннокислый натрий — 10. Температура раствора 85 °С, скорость наращивания 5 мкм/ч.
Растворы готовят в следующей последовательности. Сначала в бОльшей части воды растворяют все компоненты, кроме гипофосфита натрия. Его отдельно растворяют в малой части воды. Непосредственно перед загрузкой деталей оба раствора смешивают.
Технологические особенности
У химической металлизации различные цели. Основная — это улучшенные декоративные характеристики изделия после проведения процедуры. Кроме этого, химическая металлизация скрывает дефекты обрабатываемых поверхностей, например, микротрещины и мелкие поры. Иногда с помощью данной технологии восстанавливают поверхность. Общей целью можно считать улучшение характеристик обрабатываемого изделия, а точнее материала, из которого оно изготовлено.

Как правило, происходит улучшение следующих характеристик:
- Декоративных свойств.
- Коррозийной устойчивости.
- Твердости.
- Износоустойчивости и т. д.
Самой важной задачей в выполнении данного процесса является обеспечение оптимальных условий для того, чтобы окислительно-восстановительные реакции протекали правильно. Это сложный химический процесс с вылетом атомов
Конечно, контроль этого процесса провести визуально довольно сложно, но в результате цвет обрабатываемой поверхности изменится — так сразу будет заметна химическая металлизация.
Технология химического способа металлизации следующая: изделие покрывается специальными химическими реагентами, которые вступают в реакции между собой. В результате поверхность покрывается тонким слоем металла. Такое металлическое покрытие может быть не только определенного цвета, но и с несколькими оттенками, с плавными переходами между этими оттенками. Если понаблюдать за химической металлизацией, то можно сделать вывод, что метод не сложный. Сам процесс выглядит как простая покраска поверхности.
Присадочные материалы
- сплошного сечения;
- порошковые.
Интенсивность поступления назначается 220–850 м/ч.
Для создания защитного слоя металлических элементов с последующей их посадкой либо при неподвижном соединении применяется сплошная проволочная нить. Для создания поверхностей повышенной твердости при электродуговой металлизации должны использоваться стержни порошковые.
Для формирования антикоррозийных слоев используются высоколегированные присадочные материалы на основе железа, проволоки из цветных металлов.
Для нанесения методом электродуговой металлизации чаще всего используются алюминий, цинк и соединения на их основе.
Алюминий относится к активным веществам, но под воздействием окислителей на его поверхности образуется защитная пленка, сводящая к минимуму способность к химическим взаимодействиям. Устойчивость алюминия к коррозии изменяется в зависимости от условий эксплуатации. В загрязненной среде коррозия развивается более интенсивно.
Климатические камеры
Такие установки относят к категории испытательного оборудования. Климатические камеры дают возможность проводить тестирование продукции и различных материалов на их устойчивость к агрессивным природным и механическим воздействиям. Наибольшее распространение оборудование получило в научной и исследовательской деятельности. Его используют в оборонной промышленности, металлургии и производстве пищевой продукции.




Климатические камеры, цена которых зависит от их комплектации, позволяют точно имитировать перепады температур, воздействие влажной, соляной и кислотной сред, вибрации, солнечную радиацию, давление и прочие факторы, влияющие на долговечность материалов и средств. В зависимости от типа воздействия оборудование классифицирует по таким функциональным возможностям:
- камеры тепла – КТ;
- камеры холода – КХ;
- камеры тепла-холода – КТХ;
- установки тепла-холода-влаги – КТХВ;
- системы тепла-влаги или холода-влаги – КТВ и КХВ;
- камеры соляного тумана и солнечной радиации – КСТ и КСР;
- установки для проведения лабораторных взрывов и прочие агрегаты.
Модификации оборудования настолько разнообразные, что при необходимости можно подобрать определенный вариант конструкции для проведения техпроцесса. Агрегаты бывают узкой специализации (камеры тепла или холода) или универсальными (установки тепло-холод-влага и другие).
Стандартная конструкция оборудования:
- корпус с рабочим объемом – имеет вид шкафа, внутри которого находятся теплообменники и различные устройства для контроля проведения испытаний;
- холодильная установка – обеспечивает создание низкого температурного режима, монтируется на фундаментной плите;
- щит управления – в нем установлены устройства и приборы для управления оборудованием.
В некоторых модификациях установок предусмотрено наличие нескольких камер, каждая из которых выполняет определенные функции.
Используемые химические реактивы
Химическая металлизация технология предусматривает применение различных веществ, которые в связке образуют защитное покрытие после прохождения химической реакции. Применяя активатор и реактивы при химической металлизации можно обойтись без специального оборудования, однако метод не подходит для больших деталей.
Для проведения рассматриваемой обработки понадобятся:
- Восстановитель является основным компонентом. Химическая металлизация реагенты должны хранится согласно рекомендациям, которые размещают производители.
- Активатор также является важным реагентом, который определяет эксплуатационные качества поверхности. Реактивы химической металлизации имеют этикетки, на которых указывается название металла. Примером назовем золото, мель и хром.
- Грунтовка накладывается на поверхность для обеспечения наиболее благоприятных условий обработки. Она существенно повышает адгезию наносимого металла.
- Лак защищает наносимое покрытие от химического и механического воздействия.
- Для того чтобы придать поверхности определенный цвет используются специальные тонеры. На упаковке тонеров указывается конкретный оттенок.
Реактивы для химической металлизации
Стоит учитывать, что при самостоятельном выполнении работ обеспечить высокое качество поверхности достаточно сложно. В некоторых случаях приходится пользоваться помощью специальных очистительных составов.
Рассматривая минусы химической металлизации отметим, что при проведении данной процедуры используются вредные химические реактивы, работа с которыми должна проходить при строгом соблюдении техники безопасности. Данная технология довольно проста в исполнении, напоминает метод покрытия поверхности лакокрасочным веществом.
Материалы для химической металлизации
Химическая металлизация проводится с применением специальных веществ. Реактивы для химической металлизации обладают активирующими и восстанавливающими свойствами. Также в процессе процедуры понадобится грунтовка. Ее наносят на обрабатываемую поверхность. После нанесения грунтовки потребуется еще лак, который защищает готовые покрытия от негативных внешних факторов. Перед нанесением финишного лакового покрытия нужно выбрать качественный материал, у которого достаточная твердость и износостойкость.

Чтобы наносимый металлический слой был желаемого цвета, можно воспользоваться специальным красящим тонером. Грунтовка, про которую говорили выше, нужна для улучшения адгезии металлического слоя с верхним слоем обрабатываемого изделия. Химическая металлизация своими руками может быть выполнена быстро, но не всегда она показывает качественный, хороший результат. Однако это можно исправить — нанесенный слой удаляется с помощью специальных смывочных растворов.
Сферы применения
Технология обработки поверхностей методом вакуумной металлизации применяется в производстве многих товаров:
- Сантехнической фурнитуры – сильфонов, кнопок смыва и др. Самая распространённая металлизация — алюминием, придающая изделиям хромированный вид.
- Мебельная фурнитура – ручки для мебельных дверок и ящиков, декоративные отделочные детали, вешалки для одежды и др.
- Зеркальные покрытия. Небьющиеся зеркала изготавливаются способом металлизации полимерных плёнок, натянутых на рамки.
- Кожгалантерея – пряжки для ремней, пуговицы, люверсы.
- Упаковочные материалы – крышки для флаконов с парфюмерией, дозаторы косметических средств, декоративные коробочки для бижутерии и др.
- В производстве бижутерии, декоративных сувениров и подобных изделий.
- При изготовлении предметов геральдики – гербов и других предметов.
- Радиоэлектроника – приборные панели телевизоров, крышки мониторов, кнопки и др.
- Микроэлектроника – изготовление интегральных микросхем, полупроводников и других деталей. Обычно применяется напыление меди.
- Автомобильная промышленность – внутренняя светоотражающая часть фар и многие декоративные детали снаружи и внутри машины.
- Светотехнические изделия – для декорации деталей светильников.
Визуально можно сделать имитацию под любой драгоценный или полудрагоценный металл. Вакуумная металлизация придаёт изделиям не только красивые декоративные свойства, но и создаёт защитный слой от коррозии для металлов, износа для других материалов. Металлизация пластмасс позволяет из дешёвых материалов создавать практичные и красивые изделия. Стойкое покрытие обеспечивает долгий срок эксплуатации изделий.
Методы металлизации и подготовка поверхности
Разделяют три метода металлизации – физический, химический и гальванический, которые позволяют решать различные задачи и требуют собственных подходов к подготовке поверхности диэлектриков к процессу металлизации. Универсальным, позволяющим получать изделия с максимально возможными характеристиками является гальванический (электрохимический) метод, который разделяют на несколько этапов:
- механическая подготовка поверхности деталей – удаление с поверхности отходов материала, остающихся при изготовлении (формовании или литья), очистка углубленных участков (пазов, отверстий) и т. д.;
- химическая подготовка поверхности – обезжиривание и травление;
- сенсибилизация и активация поверхности специальными составами и реактивами;
- нанесение токопроводящего подслоя химическим методом;
- нанесение гальванического покрытия на металлизированную поверхность.
Задача специалистов гальванического участка состоит в том, чтобы в результате проведения данных этапов были обеспечены основные условия получения качественного покрытия – необходимая чистота поверхности детали, заданная шероховатость и отсутствие на поверхности органических веществ.
Механические методы подготовки поверхности зависят от материала изделия и метода изготовления исходных деталей и сводятся, как правило к несложным операция по механической очистке поверхности от отходов производства.
Обезжиривание поверхности пластмассовых деталей проводится в растворе, содержащем:
- тринатрийфосфат 30-40 г/л;
- натр едкий 8-10 г/л;
- стекло натриевое жидкое 5-7 г/л;
- карбонат натрия 40-45 г/л.
Процесс проходит при температуре 40-50С в течение 3-5 минут.
Адгезионные свойства металлического покрытия во многом зависят от качества травления деталей. В процессе травления на поверхности образуются микропоры, микротрещины которые и обеспечивают достаточную прочность сцепления покрытия с основой. Для травления используется раствор, практически аналогичный по своему составу электролиту хромирования – 100 г/л серной кислоты и 30 г/л хромового ангидрида. Процесс проходит при температуре 60С в течение 1-5 минут.
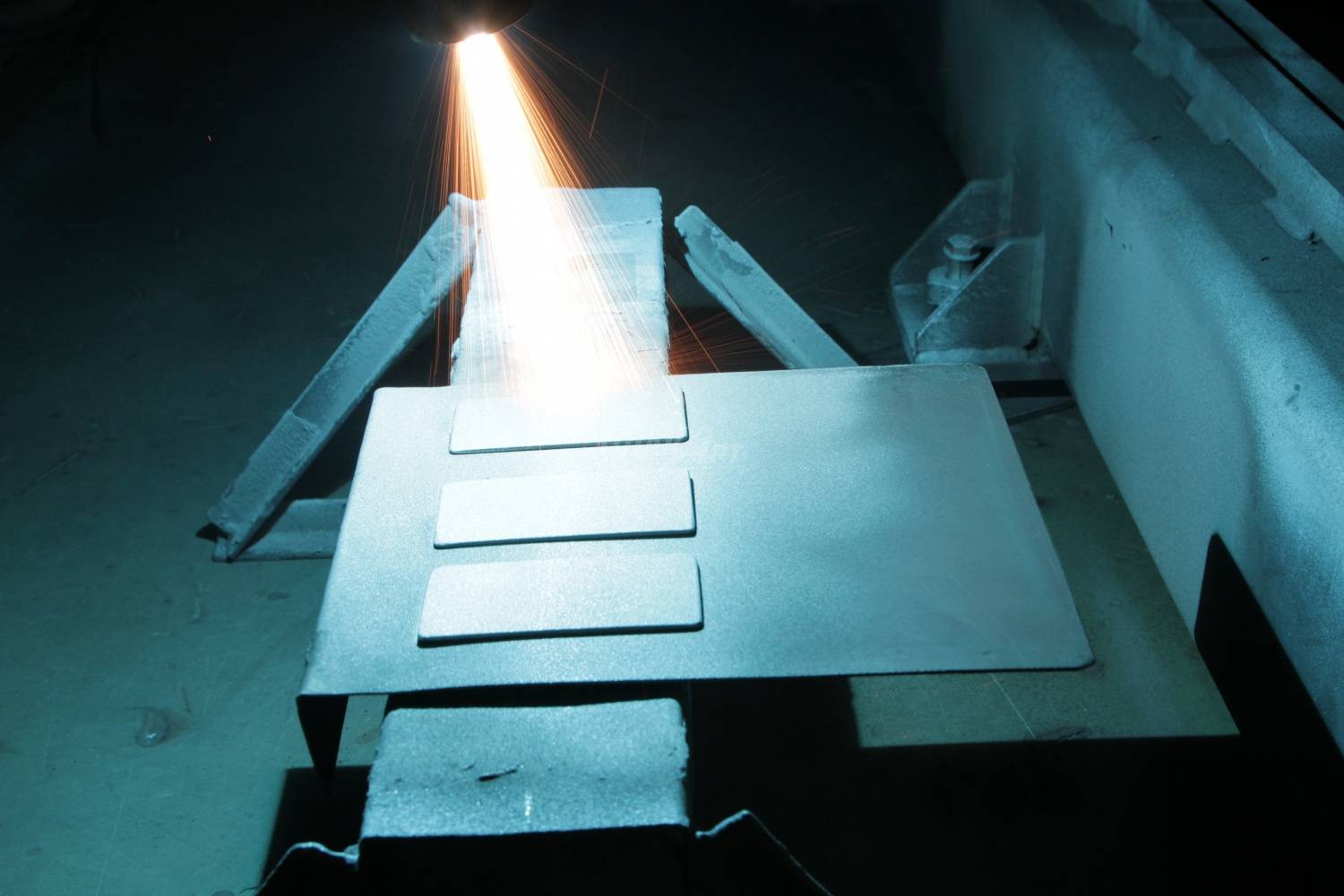
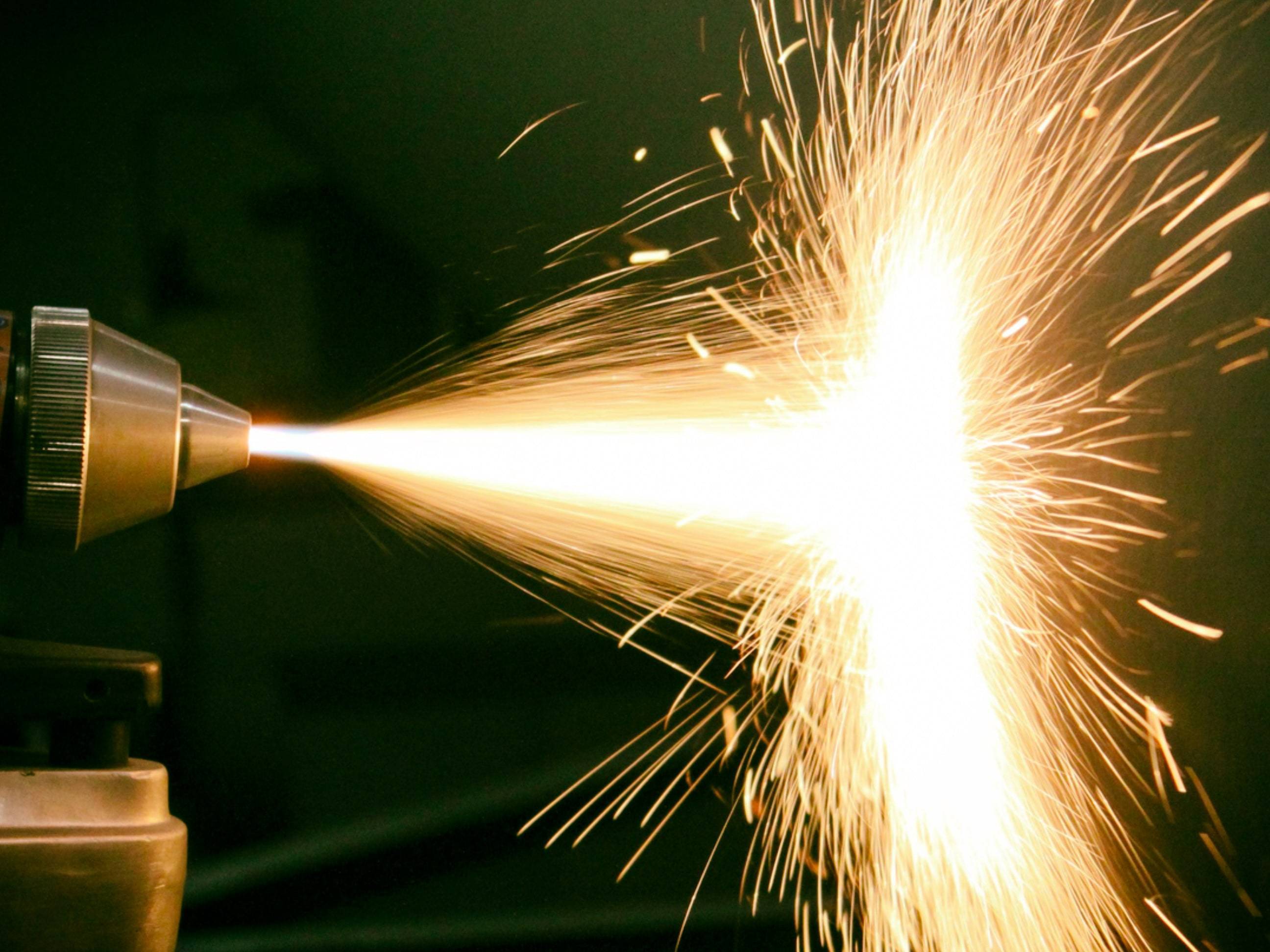
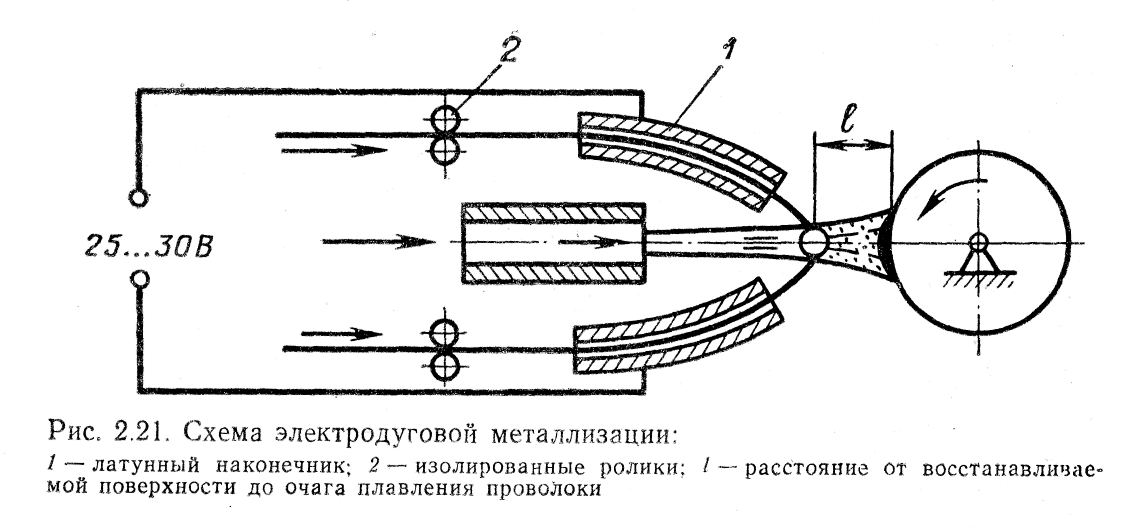
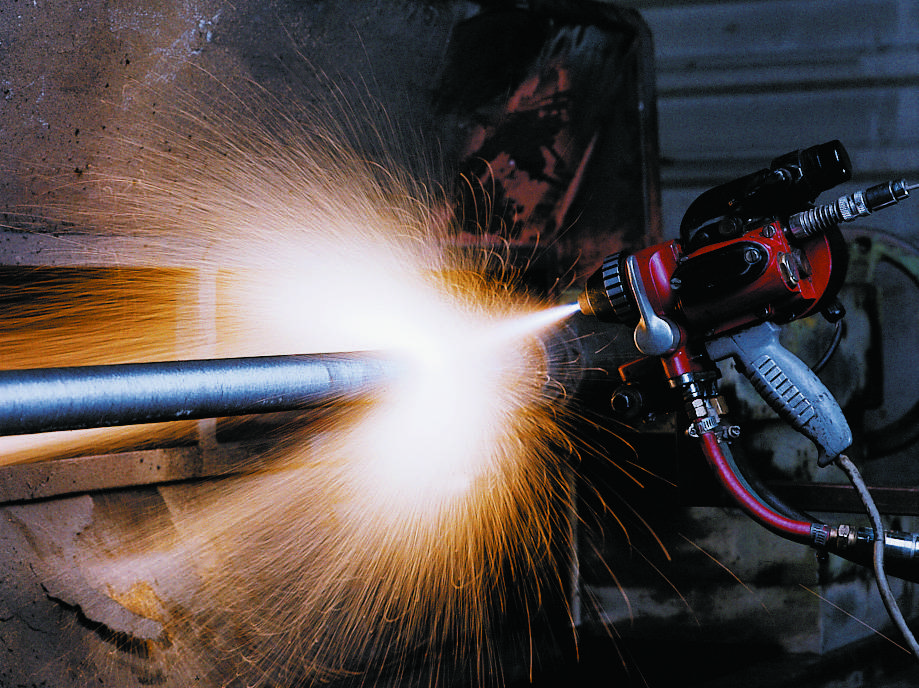
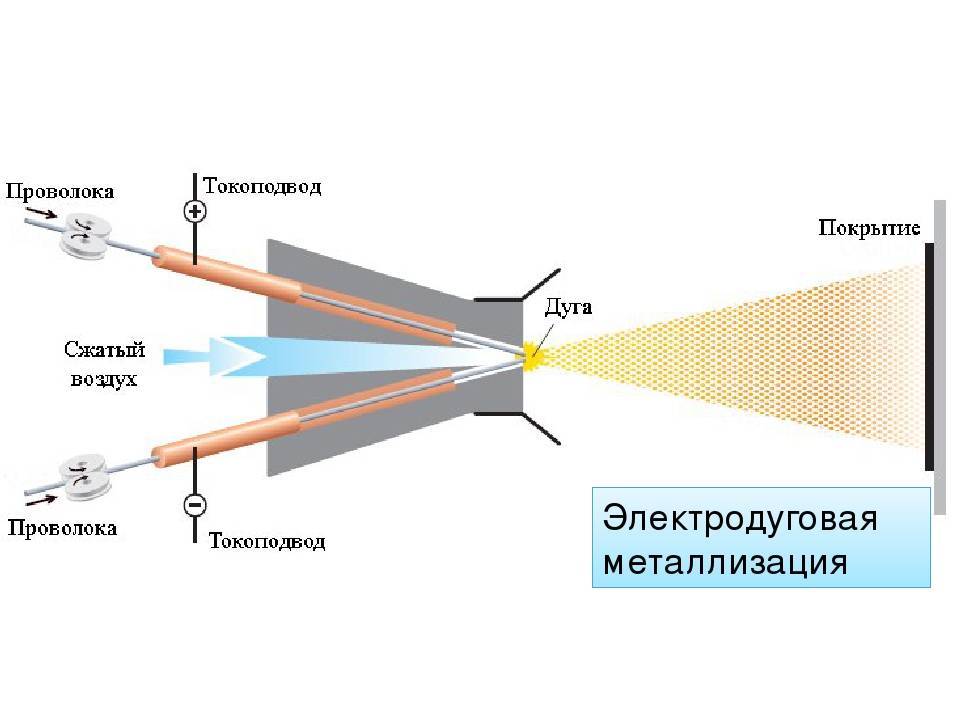
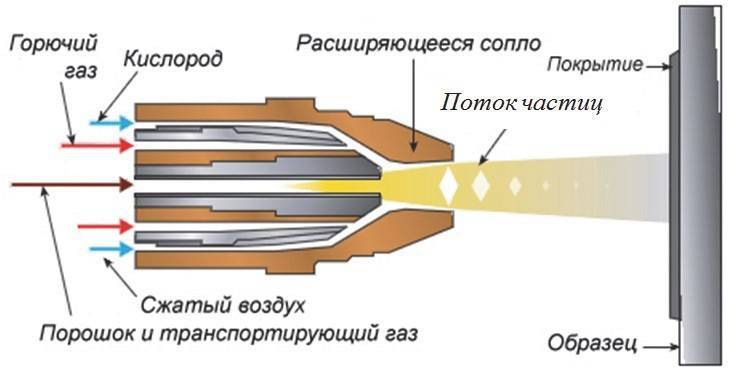
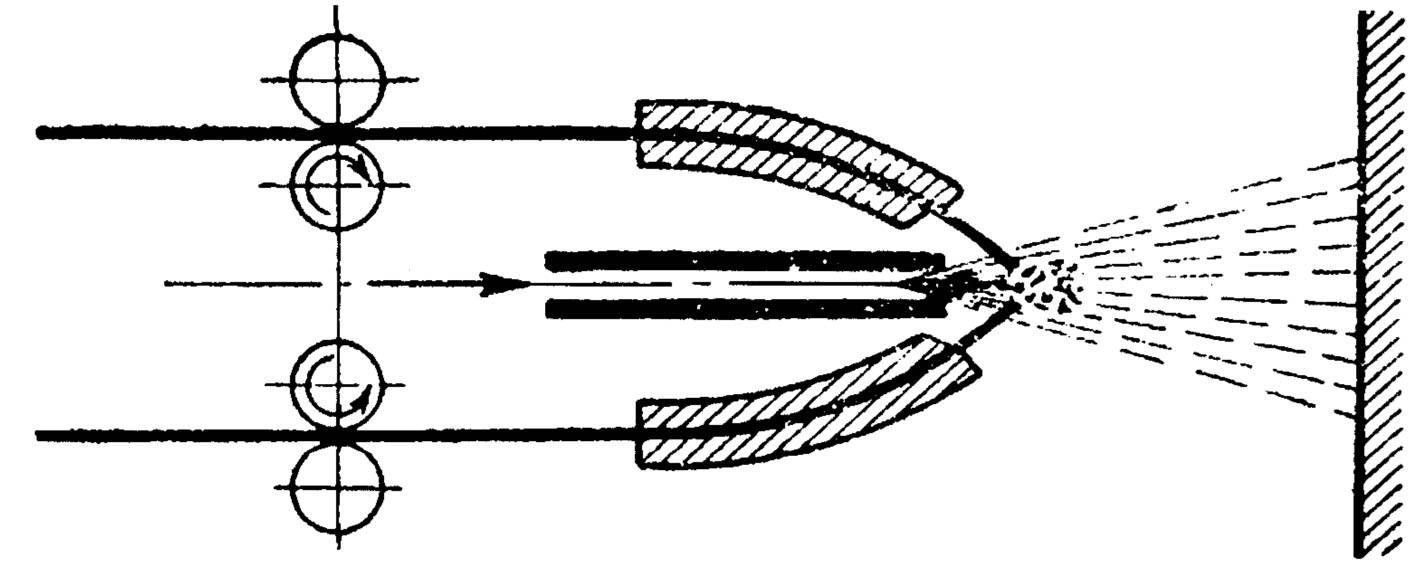
Суть и назначение технологии электродуговой металлизации
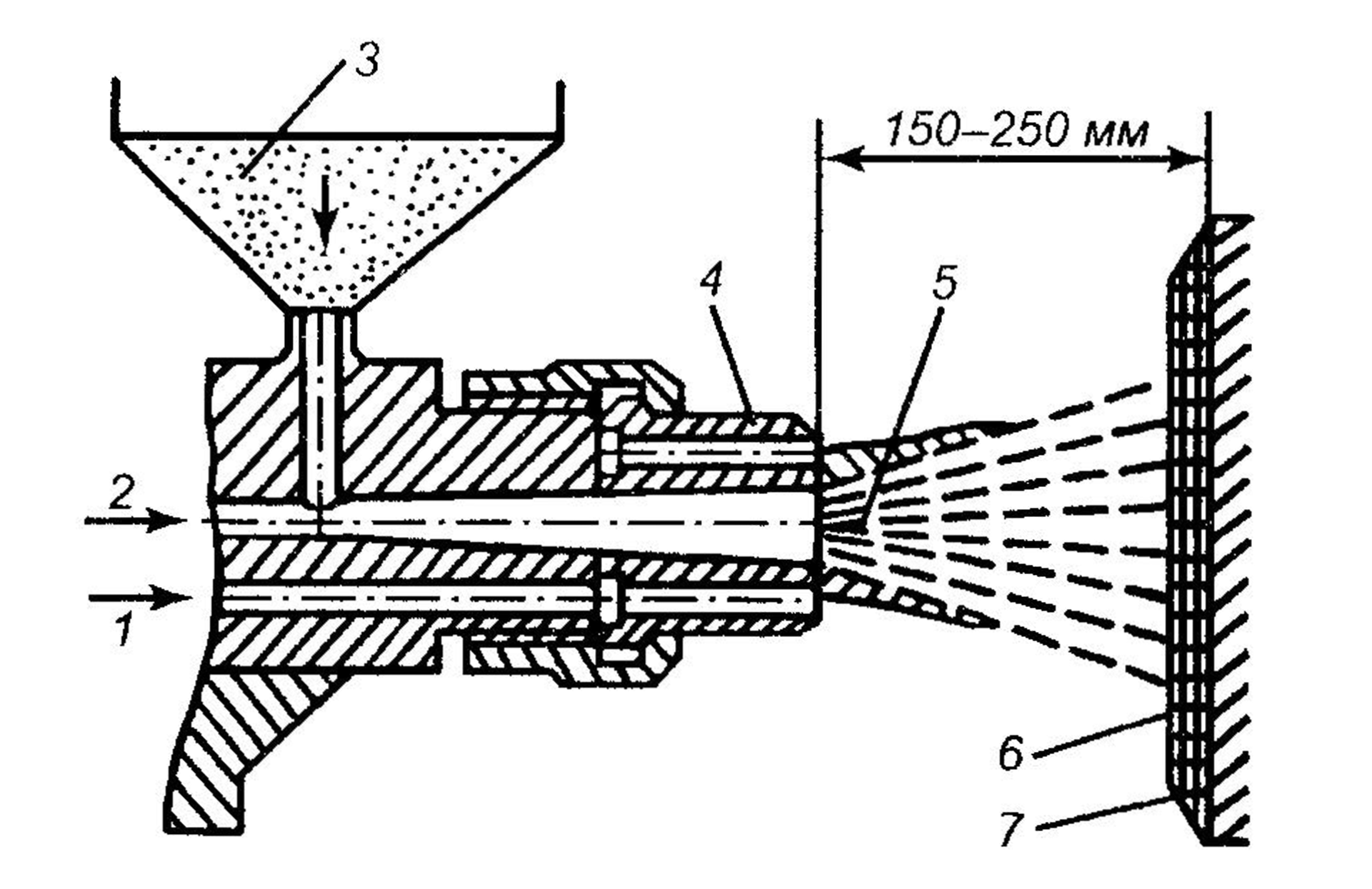
Для выполнения металлизации применяется косвенная электродуга, горящая между токопроводящими проволочными элементами. Металл электрода, нагретый до капельного состояния, распыляется на обрабатываемое изделие струей защитного газа либо сжатого воздуха. По мере расплавления присадки одновременно поступают в область дуги двумя парами роликов.

Антикоррозионная защита способом металлизации характеризуется:
- малыми энергозатратами;
- высокой производительностью и эффективностью расхода распыляемой присадки;
- возможностью создания покрытия толщиной до 15 мм без ограничения по размерам деталей;
- небольшое температурное воздействие на основной материал обрабатываемых изделий;
- надежность, простота обслуживания оборудования;
- возможность полной или частичной автоматизации процесса, создания поточных линий.
Металлизация при помощи электродуги имеет и недостатки:
- ограниченность ассортимента присадочного материала;
- содержание в покрытии большого количества оксидов, снижающих ударную прочность;
- недостаточно высокую прочность сцепления с основным материалом;
- высокую пористость слоев, препятствующую постоянной эксплуатации изделий в подверженных коррозии средах без дополнительной защиты.
Процессы вакуумного напыления (Application)
Resistive Thermal Evaporation
Резистивное термическое испарение
Резистивное испарение – это процесс осаждения в вакууме, который использует электрическую энергию для нагрева катода, который в свою очередь нагревает осаждаемый материал до такой степени, что испаряет его. Процесс может производиться в очень высоком вакууме, что позволяет увеличить длину свободного пробега атома и уменьшить тем самым возможность загрязнения пленки. Может быть достигнута высокая скорость осаждения. Более низкая энергия частиц может уменьшить эффект повреждения подложки. Angstrom Engineering разработал системы осаждения тонких пленок на основе такой технологии, которые позволяют наносить широкий спектр материалов включая: металлы, органические полимеры и неорганические полимеры. Процесс может контролироваться с использованием QCM (quality control manual),системой температурного и оптического контроля обеспечивающие результаты с высоким качеством и повторяемостью.






Sputter Deposition Магнетронное распыление
Столкновение высокоэнергетических частиц содержащихся в плазме эмитируют атомы с поверхности материала мишени, которые конденсируются на поверхности подложки создавая пленку на подложке. Процессы магнетронного напыления происходят при более высоком давлении чем в испарении. Процессы могут происходить и на меньшей длине свободного пробега атома. Пленки полученные методом магнетронного распыления имеют стехиометрию лучше представляющую состав материала мишени, чем состав полученный методом испарения. Определенно, процесс имеет преимущества по уровню адгезии получаемых пленок из-за более высокой энергии воздействия частиц.
Распыляемые мишени и источники могут быть разных размеров для оптимизации скорости, производительности и однородности получаемых пленок.
Технология напыления магнетронным распылением компании Angstrom Engineeringобъединяет в себе источники распыления высочайшего качества с системой контроля и управления давлением газа.
Системы с источниками магнетронного распыления компании Angstrom Engineering могут оснащаться RF, DC, импульсными DC или MF элекрич. источниками
Специально сконфигурированные источники позволяют наносить магнитные материалы такие как Fe, Ni и Co гораздо проще и поддерживают возможность использования более толстых мишеней.
Electron Beam Evaporation
Электронно-лучевое испарение
В электронно-лучевом испарении, катод эмитирует сфокусированный магнитным полем высоко энергетический пучок электронов, который попадая на материал в тигле уносит с тигля напыляемый материал, осаждаемый на подложку. Мощные испарители и наборы испарителей с упорядоченным дизайном позволяют получать высокие скорости роста пленки и высокие толщины пленок. Также такой дизайн позволяет увеличить количество процессов и время напыления до развакуумирования камеры для восполнения испаряемого материала в источнике.
Нанесение тугоплавких материалов может достигать высоких скоростей, что может эффективно использоваться для увеличения жаропрочности металлических и керамических пленок. Испаряемый осаждаемый материал может поддерживать поверхностный слой нерасплавленного материала, защищающий тигель от коррозии или от загрязнения.
Angstrom Engineering устанавливает электронно-лучевые испарители в системы и обеспечивает продвинутый контроль и управление распылением для самых сложных применений. Системы могут быть сконфигурированы с использованием как стандартных платформ (систем) так и по индивидуальному заказу для полного соответствия требованиям заказчика.
Ion Assisted Deposition
Ионное напыление
В IAD (ионном напылении) источник широкого пучка ионов направляет рассеянный ионный пучок ионов с различным энергиями прямо на подложку, обычно вместе с источником магнетронным распыления или источником электронно-лучевого напыления. Инертный газ такой как Ar или реактивный газы такие как О2 и N2 могут быть использованы для обеспечения дополнительных химических реакций в течение роста пленки. IAD процессы позволяют усовершенствовать процессы роста пленок через реакции на поверхности, контролировать плотность пленки и улучшать адгезию пленки.Angstrom Engineering может улучшить возможности Вашей системы добавлением ионного источника для ваших процессов. Программные решения компании Angstrom Engineeringпозволяют осуществлять прецизионный тщательный контроль процессов в системах.
Основные реагенты
Все реактивы для химической металлизации должны быть приготовлены на специально отфильтрованной воде. Благодаря этому достигается высокая светостойкость и минимальная толщина покрытия (до 0,4 мк)
Важно, чтобы в растворе была максимальная концентрация реактива. Реагенты для химической металлизации не должны содержать канцерогены и вещества, раздражающие дыхательные пути
Комплект на 20 кв. м должен вмещать реактивы в следующем объеме: связующий грунт – 3,3 л, защитный лак – 1,6 л, модификатор – 1 л, активатор – 1 л, восстановитель – 1 л, отвердитель – 0,5 л, пигментные тонеры – 40 мл. Стоимость такого набора составит около 20 тысяч рублей.
Приготовления электролита для гальванопластики
Содержание медного купороса в растворе – 150-180 г/л
Порошок медного купороса растворяют в горячей воде и, после охлаждения и фильтрации, в него осторожно, небольшими порциями вливают серную кислоту из расчета 30-35 г/л. Если содержание медного купороса в растворе превышено, сульфат меди начинает кристаллизоваться на стенках гальванической емкости и на аноде, в этом случае необходимо, провести анализ электролита (см
«Анализ и корректировка электролита меднения») и, по результатам, добавить воды или кислоты.
Избыток серной кислоты в электролите может привести к тому, что осадки меди получатся хрупкие, непрочные. Недостаток кислоты вызывает осаждение рыхлого и пористого слоя.
Для повышения качества получаемых осадков меди, специалисты советуют добавить в электролит спирт в количестве 8-10 г/л. Спирт в небольшом количестве улучшает структуру покрытия, делает медь мелкокристаллической, более твердой и упругой.
На качество электролита и получаемого медного осадка может оказывать негативное влияние возможное наличие в растворе органических примесей. Для их устранения в подогретый раствор добавляют 2-3 г/л перманганата калия или такое-же количество измельченного активированного угля. После охлаждения до 18-200С и фильтрации раствор можно использовать.
При интенсивном использовании электролит необходимо фильтровать для удаления шлама — порошкообразной меди, графита и пыли. Шлам постепенно накапливается в растворе, оседает на дне и стенках емкости, мелкодисперсные частицы образуют взвесь, которая может загрязнять получаемые осадки меди. На количество шлама влияет качество меди, использованной при изготовлении анодов, а также повышенная плотность тока в процессе.
В статье Анализ и корректировка электролита меднения рассмотрены метод определения содержания медного купороса и серной кислоты в растворе электролита, а также приведен расчет количества компонентов.
Основные методы хромирования
- Процесс химической металлизации.
- Гальванизация.
- Вакуумное напыление.
- Высокотемпературная диффузия.
Два последних метода применяются только на предприятиях промышленности. Дома эти процессы выполнить не получится, поскольку для них необходимы технически сложные установки и повышенные энергетические затраты. А вот химическая металлизация и гальванизация – это как раз те самые процессы, которые могут производиться и в личной мастерской. Рассмотрим подробно, как это делается.
Химическая металлизация поверхностей и деталей
В процессе этой работы используются химические реактивы, компрессор и краскопульт. Выполняются практически те же самые операции, что и при покраске поверхностей акриловым лаком либо эмалью. При хромировании таким способом на детали и конструкции наносится не защитная полимерная пленка, а зеркальный тонкий слой металла. Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении.
Как выполнить химическую металлизацию
1-й метод. Поверхность покрывается специальными химикатами. В результате химической реакции образуется осадок, представляющий собой прочный металлический слой. Покрытие можно делать не только из хрома, но также из серебра.







2-й метод. В процессе восстановительной химической реакции из солей образуется слой хрома. Приготовьте набор из уксусной кислоты, хлористого хромила, хлористого хрома, уксуснокислого хрома, гипософита натрия, едкого натра, фосфата хрома. При этом необходимо помнить, что эти вещества очень ядовиты и опасны для здоровья. И потому следует внимательно проштудировать учебник химии, если уж вы решили провести процесс хромирования этим методом. Но достичь высокого качества очень трудно, даже при наличии подробной инструкции. При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских чаще всего.
Очень удобно проводить процесс покрытия с помощью готовых пробных наборов химических препаратов для хромирования. Их предлагает компания Fusion Technologies. Удобство таких наборов заключается в том, что покрытие можно нанести на любой из перечисленных материалов: металл, керамику, дерево, стекло, пластик. Гальванических установок и специальной сложной техники не потребуется. Все, что вам нужно, это просторное помещение, дистиллированная вода, компрессор, распылитель и набор химических препаратов. Кроме этого нужно приготовить газовую горелку с баллоном газа.
Плюсы и минусы диффузионного насыщения металлов
Применяя диффузионную металлизацию, в поверхностный слой металлического изделия можно внедрить практически любой диффундирующий элемент – это следует отнести к положительным аспектам метода.

Отрицательные же аспекты, которые не позволяют широко использовать такую обработку на предприятиях, следующие:
- скорость диффузии очень мала и требует многих часов обработки;
- поддержание высоких температур ведет к серьезным затратам энергии;
- из-за повышенного нагрева деталь подвергается деформации;
- полученный слой уступает по показаниям защиты слоям, получаемым менее затратными методами, например нитроцементацией.
3. Преимущества технологии электродуговой металлизации.
1 Защита металла в экстремальных условиях
Нанесенное покрытие электродуговой металлизации не боится морозов до – 60°С, морской воды, ударов, истирания льдами. Температурная стойкость до 600°С. Ни один другой способ нанесения не дает такого результата
2. Финансовая выгода электродуговой металлизации
· Увеличение оборота: высокая скорость обработки – до 15м2/час
· Экономия на производственных площадях и персонале – не нужны ванны (как для горячего цинкования), автоматизация
· В десятки раз дешевле, чем стационарное цеховое оборудование
3. Долговечность покрытия до 50 лет
Электродуговая металлизация это гарантированная защита деталей от коррозии. Адгезия до 80 Мпа – при правильной подготовке покрытия не отслаиваются от поверхности, на которую нанесены.
4. Максимальная надежность покрытия
Электродуговая металлизация гарантирует до 99,9% цинка (или другого используемого вещества) – в верхних слоях покрытия. А при горячем цинковании – лишь до 40%
5. Без ограничений в размерах детали, погодных условиях
Возможна обработка на оборудовании электродуговой металлизации для деталей любой геометрии, формы, размеров. Проводится электродуговая металлизация в условиях производства, полевых условий , даже в дождь и снег
Специальное оборудование
Самая распространенная установка для химической металлизации – это «Мета-хром/Pro-1». Ее отличительными особенностями являются встроенная индикация температур в подсистемах, одноступенчатая фильтрация воздуха, коллектор с клапаном обратной тяги, конструкция разгерметизации баков, увеличенный пневмошланг для подачи давления на пистолет. Это весьма компактный аппарат, в комплектацию которого входят краскопульт, комплект реагентов на 20 кв. м, ящик для реактивов, тонеры и телеметрический кондуктометр. Стоимость такой установки составляет около 120 тысяч рублей.
Аппарат «Мета-хром/Pro-2» является усовершенствованной версией Pro-1. Из дополнительных функций в нем присутствует индикация проводимости жидкости в баке, двухступенчатый фильтр и встроенные краны слива. В комплект входят 2 краскопульта, реактивы на 60 кв. м, контейнер для реагентов, 6 тонеров и кондуктометр. Стоимость этой установки – порядка 140 тысяч рублей.