Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы. На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки. Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.
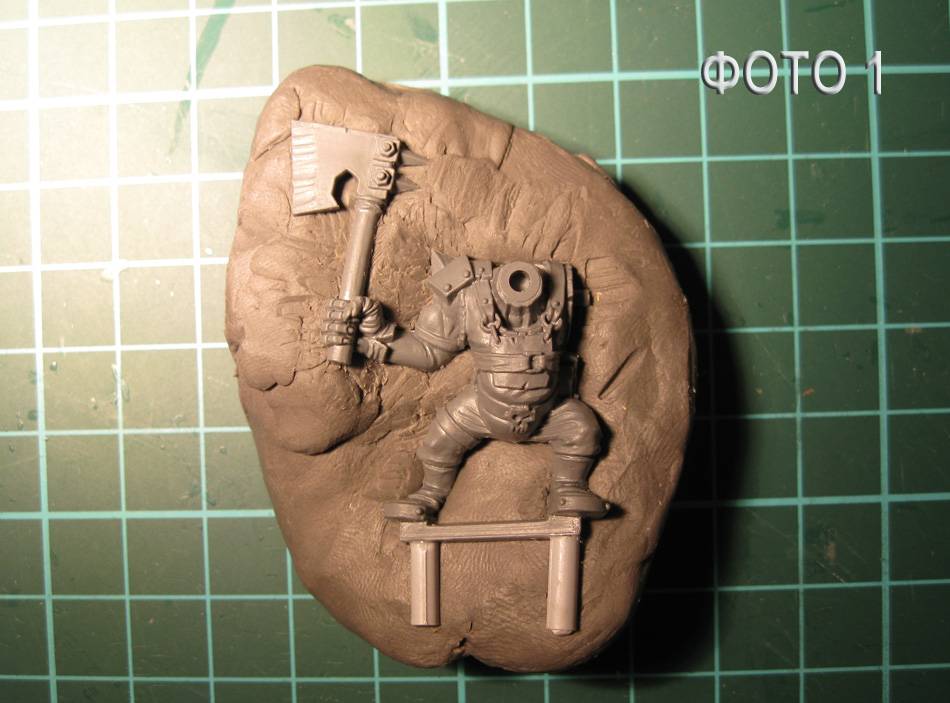
Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль. Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку. Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Литье олова в домашних условиях
Как уже отмечалось, литье из олова в домашних условиях используют для получения рыболовных снастей, фигурок, например, солдатиков и пр.Порядок выполнения отливки из олова выглядит следующим образом:
- Изготовление формы.
- Литье изделия.
- Механическая обработка отливки.
Для выполнения литья олова в домашних условиях понадобится:
- Кухонная плита;
- Олово.
- Форма для отливки.
- Напильник, скальпель и некоторые другие несложные инструменты.
Оснастку, выполненную из алюминия или силикона, можно использовать по нескольку раз. Для получения качественного результат придется потратить много времени, при этом желательно иметь определенные художественные навыки. После того как фигурка будет отлита ее желательно раскрасить. Для этого применяют акриловые краски. Для того чтобы она хорошо легла фигурку перед началом работы необходимо обезжирить.
Основные способы литья олова
В промышленных условиях существует несколько технологий позволяющих быстро и эффективно изготавливать отливки из олова и его сплавов.
Самым популярным можно назвать литье в центробежной машине.
Суть этого метода довольно проста, расплавленный металл, через систему литников подается в формы, расположенные вокруг одной оси и вращающиеся с определенной скоростью. Их вращение обуславливает создание центробежной силы, которая прижимает поступающий металл внутри формы. Таким образом, происходит устранение лишних газов из тела будущей отливки. Это инженерное решение позволяет получать металл с мелкозернистой структурой. Литье выполняют в металлоформы, произведенные в заводских условиях. Перед заливкой на рабочие поверхности могут быть нанесены составы, облегчающие выемку готовой отливки из формы.
Можно ли отливать бронзу дома
Хорошая новость – этот металл растопить можно не только в промышленных условиях, но и в домашних. Правда «дома» – понятие относительное. Лить у себя на кухне не получится. Нужно, как минимум отдельное помещение с хорошей вентиляцией. Это для небольших вещей, например, мелкого художественного литья. Для крупных деталей понадобится гараж или ангар.
У бронзы малая усадка – менее 1%, из нее изготавливают точные отливки. Но в любом случае достичь промышленного качества литья не получится
И главное – нужно соблюдать меры предосторожности и пожарной безопасности! О них речь пойдет в конце статьи
В качестве сырья используют бронзовый лом, можно переплавить своими руками детали сантехники. Промышленность выпускает металл в слитках.
Процесс литья из олова
Температура плавления олова всего 231 °C. А вот точка его кипения находится в пределах 2 300 °C. Температуру, при которой металл будет расплавлен, можно достичь в домашних условиях. То есть можно вполне, разумеется, при соблюдении определенных правил и техники безопасности, выполнять литье из олова дома. В промышленных условиях для литья олова применяют специальные центробежные литейные машины. Для изготовления форм применяют гипс, алебастр, эпоксидную смолу, силикон и разумеется, металл.

Процесс литья из олова в промышленности
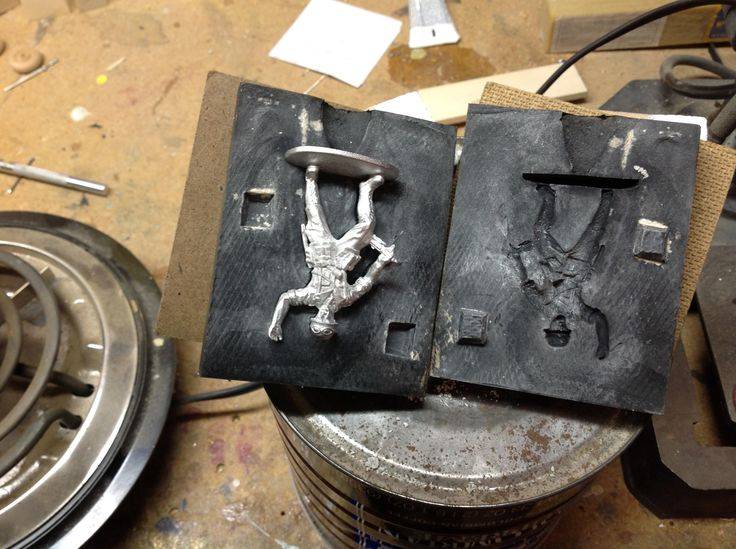
Создание формы, это, пожалуй, самый ответственный процесс. Для начала необходимо создать эскиз будущей модели. После этого модель изготавливают из полимерной глины. Для нанесения мелких деталей необходимо использовать шило. Другой, не менее важный процесс – изготовление литьевой формы. При ее изготовлении необходимо обеспечить наличие правильного разъема. Он нужен для того, что бы можно было извлечь готовую отливку и при этом не нанести повреждений самому изделию.









Оснастка из силикона для литья из олова
Изготовление оснастки из силикона потребует большего количества материала и времени. Это вызвано тем, что ее необходимо подвергнуть процессу вулканизации. Но в результате всех хлопот будет получена многооборотная оснастка для литья оловянных изделий. В случае если будущая деталь будет достаточно сложной, то необходимо будет предусмотреть наличие закладных деталей. Нельзя забывать и о воздуховодах, через них, по мере заполнения формы оловом, должен выходить воздух.
Важным элементом конструкции оснастки является отверстие, через которое будут выполнять заливку. Если оно будет маленьким, то металл будет поступать слишком медленно и процесс застывания может начаться до ее полного заполнения. Перед началом литья необходимо соединить полуформы вместе и поместить между листом фанеры. Лист должен быть толщиной не менее 12 миллиметров, размер должен превышать габариты металлоформы. По окончании сборки всю конструкцию стягивают жгутом.
Две полуформы между листами фанеры, стянутые жгутом
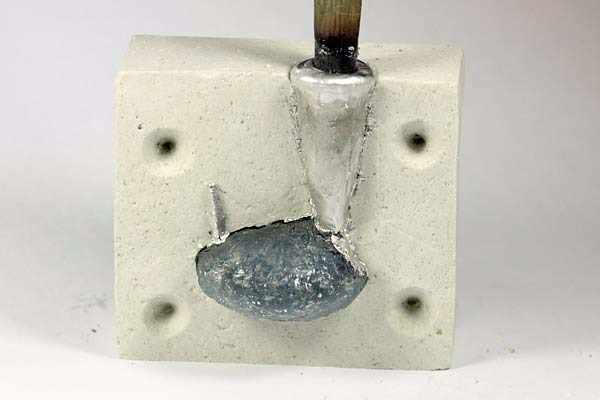
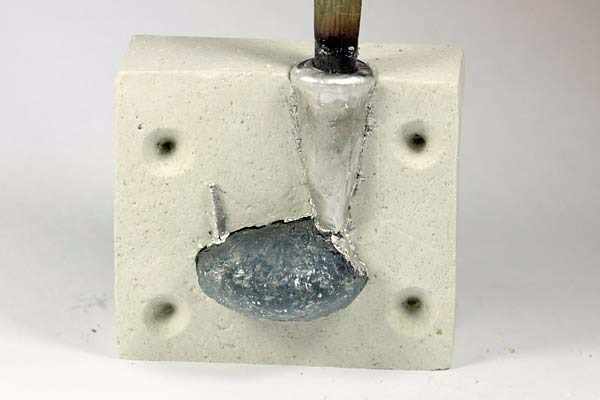
Технология литья не отличается большой сложностью, готовить металл к заливке имеет смысл после окончательной сборки формы. Для этого его необходимо хорошо прогреть. После того как на его поверхности появиться пленка желтоватого цвета можно считать, что олово готово к розливу. Если металл будет перегрет, то на поверхности расплава будет плавать синяя или фиолетовая пленка. Расплавленный металл заливают тонкой струйкой. При этом для удаления воздуха можно слегка постукивать корпусу. Открывать форму можно только после того, как отлитая деталь полностью остынет. Для изъятия отливки нужно использовать щипцы. Надо быть готовым к тому, что первое полученное изделие будет иметь некоторые дефекты поверхности.
Литье олова в домашних условиях
Как уже отмечалось, литье из олова в домашних условиях используют для получения рыболовных снастей, фигурок, например, солдатиков и пр. Порядок выполнения отливки из олова выглядит следующим образом:
- Изготовление формы.
- Литье изделия.
- Механическая обработка отливки.
Для выполнения литья олова в домашних условиях понадобится:
- Кухонная плита;
- Олово.
- Форма для отливки.
- Напильник, скальпель и некоторые другие несложные инструменты.
Оснастку, выполненную из алюминия или силикона, можно использовать по нескольку раз. Для получения качественного результат придется потратить много времени, при этом желательно иметь определенные художественные навыки. После того как фигурка будет отлита ее желательно раскрасить. Для этого применяют акриловые краски. Для того чтобы она хорошо легла фигурку перед началом работы необходимо обезжирить.
Солдатики своими руками в домашних условиях
Для тех, кто хочет делать солдатиков для детей своими руками, есть разные способы и материалы. Самостоятельно лепить солдатиков можно из пластилина, глины или даже массы для холодной сварки. Как лепить солдатиков из «холодной сварки» показывает Сергей Осипов:
Попробуйте повторить все действия, и тогда у вас возможно получатся солдатики, похожие на эти фигурки скульптора-любителя Сергея Киселева:

Вот видео об авторе этой пластилиновой армии (более 2000 солдатиков):
Еще солдатиков делают из проволоки, очень подробная инструкция здесь: www.lobzik.pri.ee/modules/news/article.php?story >
Ну а желающие собственноручно отлить себе металлических солдатиков могут посмотреть для начала инструкцию:
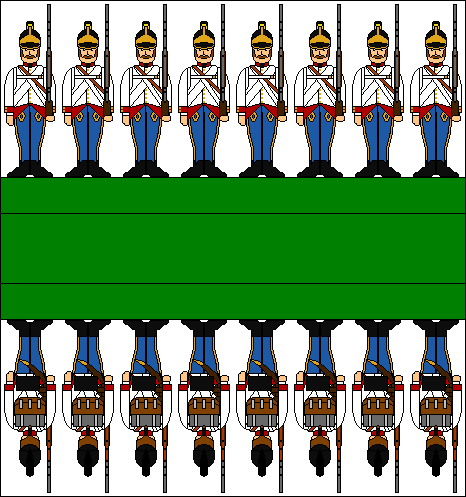
Бумажными солдатиками играть надо более аккуратно. Они могут быть плоскими, например, такими:
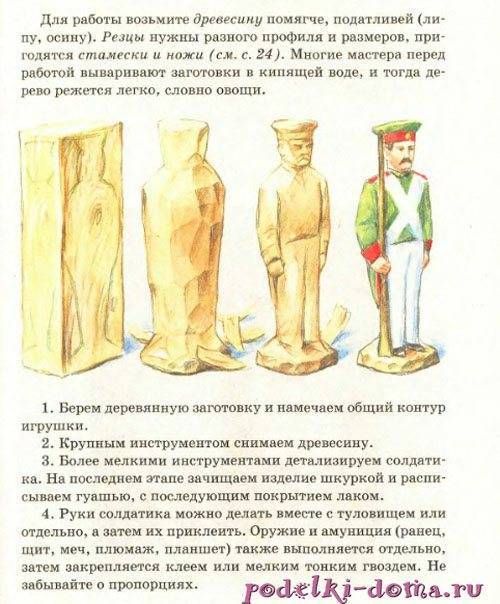
А вот о солдатиках из дерева (из книги В.С.Горичевой «Куклы»):
Фот от самого молодого участника в конкурсе и первого мужчины среди участников всех конкурсов моего блога. Знакомьтесь — Архангельский Степан, 11 лет.
Степан живет в городе Кавалерово и, как и полагается мальчишкам, не равнодушен к военным играм. Он любит лепить из пластилина рыцарей и всяких вояк. В основном, занимается этим в детской группе при клубе «Светлица».
Описание работы получается коротким: берется пластилин разного цвета. Лепит Степан без основы. Отрывая маленькими кусочками массу, создает требуемую форму, глядя на картинку.









Придание отлитому изделию привлекательного внешнего вида
Изделие, которое только что извлекли из литейной формы, выглядит достаточно непрезентабельно. На его поверхности может остаться пригоревшая формовочная смесь и обнаруживаются другие поверхностные дефекты. Первым этапом приведения отлитого из бронзы предмета в нормальное состояние является его очистка. Для выполнения такой процедуры используются металлические щетки или шлифовальные машинки (в качестве рабочего органа на них устанавливается проволочный круг).
Несмотря на то, что латунь и бронза отличаются хорошей текучестью и при выполнении литья хорошо заполняют все углубления в форме, получить на готовом изделии тонкий рисунок практически невозможно. Чтобы сформировать подобный рисунок, используют такую доводочную операцию, как чеканка. Она выполняется при помощи специального инструмента. В зависимости от сложности и тонкости рисунка, который необходимо сформировать на поверхности отлитого из бронзы изделия, операция чеканки может занимать различное количество времени.
Ручная чеканка бронзовой статуэтки
В зависимости от задумки мастера, выполняющего литье из бронзы или латуни, а также от требований к декоративности, поверхность отливки может покрываться искусственной патиной, позолотой, серебром, слоем никеля или хрома. Предметы, которые имеют сложную конструкцию, часто отливают не целиком, а отдельными частями, которые затем необходимо правильно соединить. Выполняется такое соединение при помощи специальных замков, изначально предусмотренных в конструкции. Для того чтобы не перепутать такие замки и правильно сопоставить их элементы друг с другом, их часто маркируют.
Процесс литья из олова
Температура плавления олова всего 231 °C. А вот точка его кипения находится в пределах 2 300 °C. Температуру, при которой металл будет расплавлен, можно достичь в домашних условиях. То есть можно вполне, разумеется, при соблюдении определенных правил и техники безопасности, выполнять литье из олова дома. В промышленных условиях для литья олова применяют специальные центробежные литейные машины. Для изготовления форм применяют гипс, алебастр, эпоксидную смолу, силикон и разумеется, металл.

Процесс литья из олова в промышленности
Создание формы, это, пожалуй, самый ответственный процесс. Для начала необходимо создать эскиз будущей модели. После этого модель изготавливают из полимерной глины. Для нанесения мелких деталей необходимо использовать шило. Другой, не менее важный процесс – изготовление литьевой формы. При ее изготовлении необходимо обеспечить наличие правильного разъема. Он нужен для того, что бы можно было извлечь готовую отливку и при этом не нанести повреждений самому изделию.

Оснастка из силикона для литья из олова
Изготовление оснастки из силикона потребует большего количества материала и времени. Это вызвано тем, что ее необходимо подвергнуть процессу вулканизации. Но в результате всех хлопот будет получена многооборотная оснастка для литья оловянных изделий. В случае если будущая деталь будет достаточно сложной, то необходимо будет предусмотреть наличие закладных деталей. Нельзя забывать и о воздуховодах, через них, по мере заполнения формы оловом, должен выходить воздух.
Важным элементом конструкции оснастки является отверстие, через которое будут выполнять заливку. Если оно будет маленьким, то металл будет поступать слишком медленно и процесс застывания может начаться до ее полного заполнения. Перед началом литья необходимо соединить полуформы вместе и поместить между листом фанеры. Лист должен быть толщиной не менее 12 миллиметров, размер должен превышать габариты металлоформы. По окончании сборки всю конструкцию стягивают жгутом.
Две полуформы между листами фанеры, стянутые жгутом
Технология литья не отличается большой сложностью, готовить металл к заливке имеет смысл после окончательной сборки формы. Для этого его необходимо хорошо прогреть. После того как на его поверхности появиться пленка желтоватого цвета можно считать, что олово готово к розливу. Если металл будет перегрет, то на поверхности расплава будет плавать синяя или фиолетовая пленка. Расплавленный металл заливают тонкой струйкой. При этом для удаления воздуха можно слегка постукивать корпусу. Открывать форму можно только после того, как отлитая деталь полностью остынет. Для изъятия отливки нужно использовать щипцы. Надо быть готовым к тому, что первое полученное изделие будет иметь некоторые дефекты поверхности.
Удаление излишек олова (облой)
Последовательность механической обработки выглядит следующим образом. Сначала удаляют облой. Так, называют излишки расплава, которые затекают в шов формы. Для этого применяют шабер. Для удаления литников применяют бокорезы. Для окончательной обработки швов используют абразивную шкурку с самым мелким зерном (нулевку).
Литье под давлением
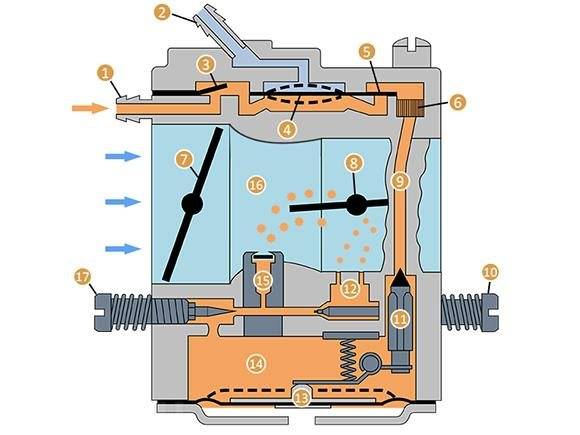
Отличается от традиционного вида заливки тем, что расплав поступает в форму не под действием гравитации, а под влиянием избыточного давления, создаваемого в отливочной камере напором газа или поршнем. Тигель с расплавом, система его нагрева, формы и металлопровод помещены в герметичную камеру и представляют собой единый механизированный и автоматизированный комплекс.
По достижении требуемой температуры расплава в тигель опускается металлопровод, выполненный из тугоплавкого титанового сплава, и в камеру подается напор воздуха. Под его воздействием расплав поднимается в матрицу и заполняет ее. Автоматика поддерживает постоянное давление в камере, поскольку объем ее увеличивается по мере расходования металла. Далее вентиляционные насосы откачивают литьевые газы в систему очистки воздуха. При этом виде заливка проводится как в одноразовые песчаные формы, включая газифицируемые модели, так и в многократные: кокили, цементные, графитовые и асбестовые. По окончании заполнения формы остаток металла стекает из металлопровода обратно в тигель.
Преимущества метода
- Высокая степень автоматизации литейных операций
- Исключение ручного труда во вредных условиях
- Экологичность
- Высокий коэффициент использования металла.
Недостатки
- Сложность оборудования
- Размер отливки ограничен размером герметичной камеры.
Изготовление отливок высокого качества
Можно получить изделия более высокого качества, чем при литье в землю. Для этого применяют литье по выплавляемым моделям.










Оснастку изготавливают из гипса. Она одноразовая, разрушаемая. Чтобы сделать форму, нужна модель изделия из воска, парафина или другого легкоплавкого материала. Этот материал должен быть легче воды
Далее будет сказано, почему это важно
Изготавливают восковую модель также литьем в гипсовую оснастку. Модели сложной конфигурации делают из нескольких частей. А гипсовую оснастку для модели делают по оригиналу изделия либо его модели аналогично оснастке из песка. Получается цепочка: оригинал изделия – гипсовая форма для восковой модели – модель – гипсовая форма для металла – готовое изделие.
Когда оснастка для изделия готова, восковую модель из нее выплавляют, погружая форму в горячую воду или просто нагревая. Расплавившийся воск вытекает из полости через то же отверстие, куда потом зальют металл. Именно поэтому материал модели должен быть легче воды – чтобы при выплавке в воде он поднимался на поверхность.
Ознакомиться с процессом можно по инструкции в приведенном видео.