
Центробежное литье с горизонтальной осью вращения
Это способ является наиболее широко распространенным методом центробежного литья. Он состоит в том, что формирование отливки со свободной поверхностью происходит в поле центробежных сил. При этом внутренняя поверхность изложницы играет роль формообразующей поверхности. Заливка в форму расплава из ковша производится через специальный заливочный желоб. В процессе производства происходит растекание расплава по внутренней поверхности формы, и он под воздействием центробежных сил образует пустотелый цилиндр. После того, как металл или сплав затвердеет, форма останавливается, и готовое изделие из нее извлекается.
Скачать — Где взять цинк в домашних условиях.
Владимир максим
Комментарии к видео
Добрый день, где он есть понятно, а как его из этого извлечь? Спасибо за видео, лайк!
не путайте с цамом а то насоветуете. люди может афинаж делать будут . карбюратор точно с цинка 80% тного а на тросиках тоже. а остальное шлак
У меня есть цинк с гальваники. не хрена он не как ручки . и на зачем искать кислоту цинк не понятно какой . цена паяльной кислоты 150р за пол литра .
а я думал вешалки из алюминия или дюрали.
⇥ Автовоспроизвидение
Мода и увлечения у каждого бывают свои, а потому иногда очень приятно найти единомышленников, оценить их коллекцию марок или же мастерство в определенной игре. Тут собраны различные видеоролики, которые посвящены тому или иному увлечению
Не важно, любите ли Вы шахматы, теннис или же собирать диких, необузданных животных под своей крышей – тут Вам удастся найти хороший видео – контент по душе
Избыток цинка
Переизбыток макроэлемента наступает при употреблении более двух грамм в сутки. Если же принять более 200 г цинка, то он вызовет рвоту. Длительное употребление вещества в количестве более 100 грамм в день приводит к ухудшению иммунитета и способствует развитию язв желудка. Острое отравление сопровождается рвотными рефлексами, диареей и появлением во рту специфического привкуса.
Причиной переизбытка цинка может быть прием препаратов несогласованных с врачом, нарушение обмена веществ на клеточном уровне, работа на вредном производстве и даже неправильное использование оцинкованной посуды.
Симптомами начальных стадий отравления данным макроэлементом являются: патологии кожи, ногтей и волос, ослабление иммунной системы, боли в желудке, нарушения в работе печени, поджелудочной железы и простаты. При более сильных отравлениях могут возникнуть боли в поясничном отделе, усиленное сердцебиение и боли при мочеиспускании. Велика также вероятность повышения уровня холестерина в сосудах.
Положительным является тот факт, что, по мнению многих ученых, передозировка цинком практически невозможна, так как он не обладает токсичностью и не может накапливаться в тканях в виде излишков. Особенно это касается макроэлемента, содержащегося в естественном виде в продуктах питания. А вот дефицит вещества в рационе питания многих людей действительно является серьезной проблемой.
Где найти цинк в домашних условиях
Металлы и сплавы так тесно вошли в нашу жизнь, что порой мы даже не задумываемся о них. Еще в тысячелетиях до нашей эры произошло первое знакомство человека с самородками. С тех пор прошло много времени, и с каждым годом обработка металла только совершенствовалась. Большую роль в этом сыграл такой металл, как цинк. Сплавы на его основе используются во многих отраслях. В данной статье мы рассмотрим цинковые сплавы и их роль в нашей жизни.
Поиск данных по Вашему запросу:
Дождитесь окончания поиска во всех базах. По завершению появится ссылка для доступа к найденным материалам.
Перейти к результатам поиска >>>
Скачать — Где взять цинк в домашних условиях.
Владимир максим
Комментарии к видео
Добрый день, где он есть понятно, а как его из этого извлечь? Спасибо за видео, лайк!
не путайте с цамом а то насоветуете. люди может афинаж делать будут . карбюратор точно с цинка 80% тного а на тросиках тоже. а остальное шлак
У меня есть цинк с гальваники. не хрена он не как ручки . и на зачем искать кислоту цинк не понятно какой . цена паяльной кислоты 150р за пол литра .
а я думал вешалки из алюминия или дюрали.
⇥ Автовоспроизвидение
Мода и увлечения у каждого бывают свои, а потому иногда очень приятно найти единомышленников, оценить их коллекцию марок или же мастерство в определенной игре. Тут собраны различные видеоролики, которые посвящены тому или иному увлечению
Не важно, любите ли Вы шахматы, теннис или же собирать диких, необузданных животных под своей крышей – тут Вам удастся найти хороший видео – контент по душе
Свойства цинковых сплавов
Отмечаются отличные литейные свойства сплавов. Благодаря высокой пластичности в горячем виде, металлы используют для отливок деталей, имеющих сложную форму, глубокие полости, резьбу и тонкой толщины стенки. Они не прилипают к пресс-форме, потому что не вступают в реакцию с железом. Литые детали имеют высокую точность и чистую поверхность. Сплавы обладают отменными механическими свойствами: достаточным пределом прочности, твердостью и хорошо обрабатываются. Их можно паять и сваривать.
Из недостатков следует отметить склонность к старению, большую плотность и коррозию. При использовании цинковых сплавов происходит их естественный процесс старения, в результате детали уменьшаются в размерах. Самая большая усадка происходит в первые 5 недель, а последующая – на протяжении очень длительного периода времени. Для компенсации размеров деталей их подвергают термической обработке – отжигу. Для уменьшения коррозии в сплавах ограничивают содержание магния до 0,1 %. Для увеличения долговечности деталей их подвергают защитным покрытиям: никелируют, хромируют, кадмируют.
Виды цинковых сплавов и их свойства
Сплавы с различными металлами: медью, магнием, алюминием, никелем легко паяются и свариваются, имеют более низкую температуру плавления и лучше льются в формы. Каждый из этих металлов по-своему влияет на свойства сплава и применяется в разных отраслях промышленности.
По своему назначению цинковые сплавы делятся на следующие виды:
- Деформируемые. Примерно на 15% состоят из алюминия, на 5% из меди и менее 1% магния, по своим свойствам напоминают латунь, изготавливаются при помощи наполнительного или полунепрерывного литья с последующим получением листового или пруткового материала;
- Литейные. Получаются добавлением в метал не более 3,5-4% меди и алюминия и малого количества (примерно 0,05%) магния, отличаются хорошей текучестью и не взаимодействуют с материалом литейной формы, изготавливают при помощи литья под давлением или литья в формы;
- Антифрикционные. Содержат более 10% алюминия, около 5% меди и менее 0,1% магния, нашли широкое применение в изготовлении подшипников, благодаря низкому коэффициенту трения, изготавливают при помощи литья под давлением;
- Припои. Применяются для пайки алюминиевых. В зависимости от марки могут включать в себя алюминий, медь, кадмий, серебро свинец и другие металлы, отличаются высокой прочностью и пластичностью, но подвержены воздействию коррозии;
- Типографские. Содержат до 7,5 % алюминия, чуть менее 2 % магния и до 4,5 % меди, отличаются прочностью и хорошо льются в формы, применяются для отливки типографских шрифтов;
- Протекторные. Содержат менее 1% алюминия и незначительные количества магния или кремния, хорошо сопротивляются коррозии во влажной среде, применяются в качестве защитных металлов во многих отраслях промышленности.
Среди распространенных и известных сплавов цинка:
- Латунь. Сплав цинка с медью. Медь – основной компонент. В зависимости от содержания меди различают зеленую, желтую и золотистую латунь. При температуре более 300°C латунь может деформироваться. Так же существуют многокомпонентные латуни, они получаются добавлением в сплав ряда других металлов.
- ЦАМ. Сплав цинка, алюминия и меди с небольшим количеством магния. Они обладают низкой температурой плавления, хорошо отливается и из них получаются более прочные изделия. Применяемая в промышленности группа медно-цинковых сплавов с добавлением магния и алюминия обозначается аббревиатурой ЦАМ. Плавятся они при относительно невысокой температуре, а следовательно хорошо льются в формы. Изделия, произведенные из сплавов группы ЦАМ, получаются намного прочнее.
- Вирениум – сплав меди и цинка с небольшим добавлением никеля.
Влияние различных металлов на свойства сплава
Медно цинковые сплавы находят все большее применение в изготовлении различных промышленных изделий, а присутствие таких металлов как магний, алюминий, никель улучшают их рабочие качества.
Они легче поддаются обработке при помощи пайки и сварки, имеют более низкую температуру плавления и лучше льются в формы. Каждый из этих металлов по-своему влияет на свойства и применяется в разных отраслях промышленности.









Типы процессов литья
Напомним, литье металла – это процесс, который позволяет расплавленному металлу мотеля затвердевать при формовании предметов. Это процесс, который позволит инженерам изготавливать различные детали. Существуют разные методы литья.
Вот некоторые из этих процессов:
a) Пескоструйная обработка
Литье в песчаные формы – это процесс, в котором обычно используется песок с естественной связкой. Вы плотно утрамбуете песок, чтобы поверхность лепки получилась гладкой. Литье в песчаные формы снижает вероятность появления трещин, разрывов и других дефектов.
Вы все еще можете укрепить песок, добавив глину, которая способствует склеиванию частиц. Некоторые из продуктов, получаемых в результате обработки песком, представляют собой блоки двигателя.
Преимущества литья в песчаные формы
- Это недорогой метод литья металла.
- Можно изготавливать детали большого размера.
- Может лить как цветные, так и черные металлы.
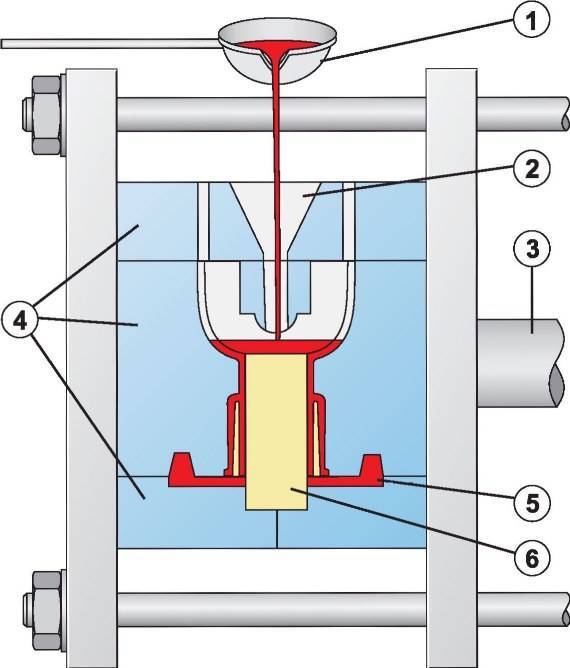
b) Литье под давлением
Литье под давлением – это метод литья металлов, при котором формовочные материалы подвергаются воздействию высокого давления. Это сплавы и цветные металлы. Вы можете регулировать температуру штампа, нанеся на него смазку.
Расплавленный металл вводят в матрицу, подвергая ее воздействию высокого давления. Процесс будет продолжаться до тех пор, пока не произойдет застывание заготовки. После завершения процесса вы удалите компонент из штампа.
Некоторые из преимуществ литья под давлением заключаются в следующем:
- Близкие допуски по форме и размеру
- Конечный объект имеет однородный дизайн с постоянством размеров.
- Шансы на обработку после литья низкие.
c) Литье по выплавляемым моделям
При использовании этого метода вам потребуется одноразовая восковая выкройка. Вы можете непосредственно ввести этот воск. В качестве альтернативы вы можете предварительно покрыть его жидкостью перед инъекцией. Следовательно, вы заливаете расплавленный материал в указанную металлическую литейную форму и позволяете содержимому затвердеть.
Позже выбросьте объект.
Можно расплавить восковую модель для дальнейшего повторного использования или использовать эту отливку по выплавляемым моделям для изготовления деталей авиакосмической и автомобильной промышленности. Обычно используемые материалы – алюминий и титан.
Метод инвестиций имеет следующие преимущества
- Процесс очень точный с точными размерами
- Можно создавать тонкостенные детали сложной геометрии.
- Метод позволяет лить как цветные, так и черные металлы.
- Процесс имеет отличную чистоту поверхности.
d) Гипсовое литье
Процесс гипсового литья практически аналогичен литью в песчаные формы. Единственная разница в том, что вместо песка используются укрепляющие составы, смесь гипса и воды. На гипсовый узор будет нанесен слой клеящего состава, который предотвратит его прилипание к форме.
Вы можете использовать штукатурку, чтобы заполнить зазоры вокруг форм. После того, как вы воспользуетесь гипсовым материалом, по окончании процесса его необходимо заменить на новый. Основная причина в том, что он ломается или трескается. Однако гипсовый материал имеет следующие преимущества:
- Метод гарантирует получение гладкой поверхности.
- Вы можете применять его при отливке сложных металлических форм с использованием тонких стенок.
- Он формирует большие детали с меньшими затратами по сравнению с другими методами, такими как литье по выплавляемым моделям.
- Пользователю понравится высокая точность размеров.
Повреждение и восстановление
Чистый цинк – это очень блестящий и относительно устойчивый к коррозии металл (использование оцинкованных лейок, ведер, кадок и т. Д.).
Под воздействием влажности образуется серая налет из карбоната цинка , которая изначально обеспечивает определенную защиту от коррозии.
При определенных условиях на цинковых поверхностях может образовываться белая ржавчина как продукт коррозии.
Исторические литые изделия из цинка, особенно когда они подвергаются изменяющимся температурам, холодной и влажной погоде, часто подвергаются коррозии цинка , в зависимости от производственных и технологических характеристик ( пайка швов) , с появлением на поверхности вздутий и пузырей, а также трещин от напряжения. . В принципе, остановить этот процесс невозможно.
Был начат совместный проект Баварского государственного управления по сохранению памятников и Прусского фонда дворцов и садов Берлин-Бранденбург , финансируемый Федеральным фондом окружающей среды Германии , с целью исследования возможностей сохранения памятников .
Преимущества и недостатки литья в кокиль
Литье этого типа, как и многие технологические процессы, обладают и преимуществами, и недостатками. Можно сравнить литье в кокильную оснастку с литьем в песчаные формы.
К основным преимуществам можно отнести то, что литье в металлические формы отличается от всех остальных качеством получаемых деталей, в частности, точностью. Применение песочных стержней позволяет выполнять отливки сложной формы.
Использование металлических кокилей позволяет повысить производительность труда на литейном производстве. Это обусловлено тем, что из производства исключены такие операции, как приготовление литьевой смеси, и чистки отливок.
https://youtube.com/watch?v=wrmhslM-bFo
Использование такого типа литья позволяет уменьшить припуски на дальнейшую механическую обработку. Такой подход позволяет снизить себестоимость готового изделия.
Такое свойство кокилей, как оборачиваемость позволяет механизировать процессы литья и последующей обработки отливок. Например, операция сборки этой оснастки может быть легко автоматизирована. Кроме того из процессов исключены факторы, которые могут отрицательно сказаться на качестве отливок, например, газопроницаемость смеси. Автоматизация литейных процессов регулировать технологические режимы литейных процессов, что приводит к изменению характера труда оператора литейного комплекса и повышению его безопасности.
Между тем при множестве достоинств литье этого класса имеет и ряд недостатков.
Кокиль обладает высокой стоимостью, это является следствием его конструктивной сложности и и высокой трудоемкости производства. Особенно это относится к оснастке, в которые отливают детали сложной геометрической конфигурации.
Литейная оснастка такого типа имеет ограниченную стойкость. Стойкость оснастки определяется количеством качественных отливок. При снижении качества, его просто направляют в утилизацию. Стойкость – это ключевой экономический показатель литья. Над повышением стойкости форм этого класса работают производители и проектировщики оборудования для литья в формы этого типа по всему миру.

Литье сплава в кокиль
Интенсивность охлаждения отливок в кокиле существенно выше, чем в песчаных или земляных оснастках. Это приводит к тому, что ограничена возможность изготовления отливок с тонкими стенками.
Поскольку эти оснастки не обладает достаточной податливостью – это может привести к появлению в отлитых деталях внутренних напряжений. Которые потом устраняют с помощью термообработки.
Цинковые литейные сплавы
Чистый или технический цинк хорошо обрабатывается прокатом, на штампах и другими методами обработки металла. Его можно обрабатывать как в холодном, так и в подогретом до 170 градусов, состоянии. Плотность цинка равна 7,13 кг на кубический дециметр. Кроме того, цинк обладает низкой температурой плавления – 420 градусов Цельсия. Металлургическая промышленность выпускает несколько сортов цинка, которые отличаются друг от друга набором примесей. Для маркировки цинковых сплавов применяют следующий набор букв и цифр. Буква Ц, обозначающую принадлежность материала к цинку. Затем указывают буквы А, М или другие, которые обозначают названия примесей А – алюминий, М – медь и пр. на третьем стоят цифры, указывающие на процентное содержание примеси.
Цинковые литейные сплавы
Для литья из цинка применяют сплавы ЦА4, ЦАМ4-1 их применяют для литья под давлением и многие другие. Состав и механические параметры антифрикционных сплавов определены в ГОСТ 21437-95.









К особенностям применения цинковых сплавов можно то, что вторичная плавка этого материала приводит к потере ими жидкотекучести.
Где дома можно достать цинк
Получить цинк для последующей выплавки в домашних условиях возможно и это не займет большого количества времени
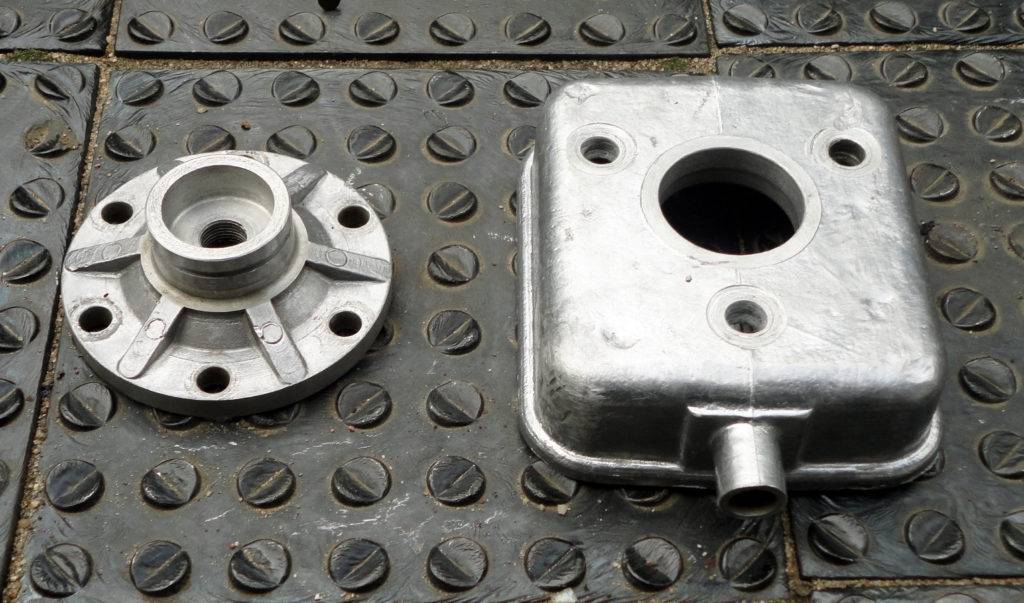
В первую очередь, стоит обратить внимание на старые карбюраторы и бензонасосы от автомобилей ГАЗ 53, ЗИЛ. Корпуса данных деталей авто изготовлены из цинка
Отметим, что в конструкции этих механизмов присутствуют элементы не из цинка – их нужно убрать в обязательном порядке. Этот способ актуальный для автолюбителей, т.к. найти эти детали от авто им не составит особого труда.

Следующий способ найти цинк является самым простым для каждого человека – различная мебельная фурнитура (крючки, ручки), в том числе и советские петли. Такие элементы с большой долей вероятности найдутся в каждом доме.
Для добычи цинка также могут использоваться солевые батарейки (L), точнее их корпус под стальной оберткой. Отметим, что такой способ добычи данного металла актуален для разового покрытия, т.е. для профессионального нанесения защитного покрытия он не подойдет.

Еще одним вариантом добычи являются старые замочные механизмы и ключи – наверняка они найдутся в каждом доме, особенно в частном секторе. Старые плавкие предохранители советского производства – один из способов получить цинк.
Литье металлов
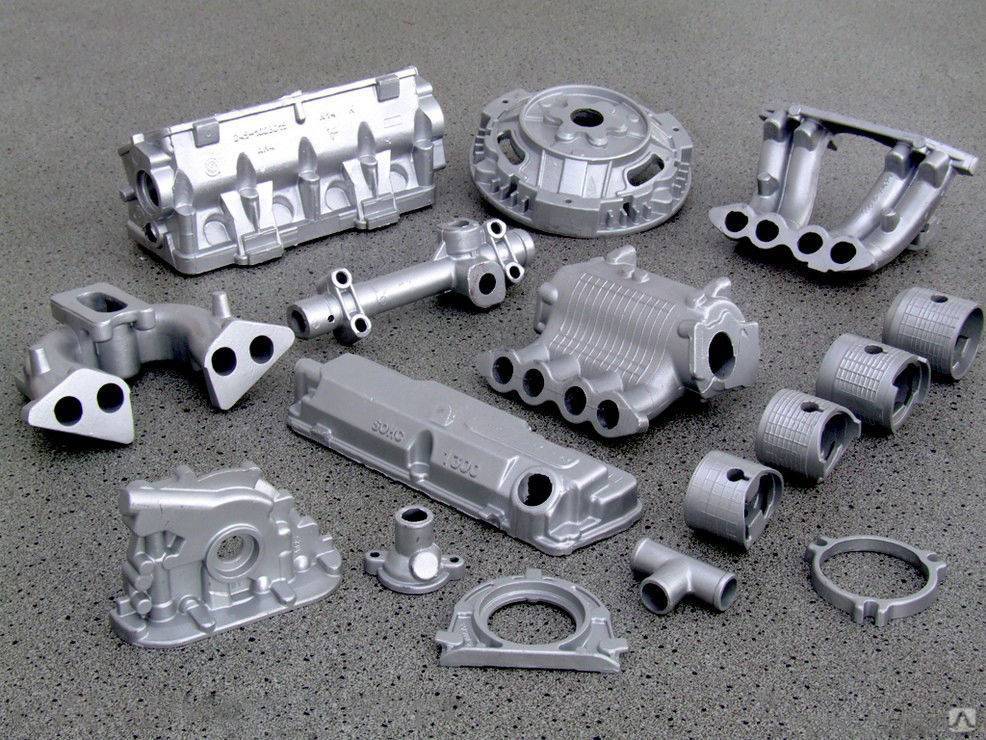
Литье металлов – производственный процесс, основанный на технологии заливки расплавленного, горячего металла в специальные литейные формы, в результате которого получают литые заготовки — отливки. Полость формочек повторяет конфигурацию будущих заготовок и представляет собой рабочую часть литейной формы, куда поступает жидкий металл. Здесь будущие заготовки охлаждаются, затвердеют и получают вид конечной продукции. До поставки потребителю алюминиевые отливки проходят механическую обработку (токарные работы, фрезерование, шлифование и полировка).
Такой способ применяется для получения алюминиевых отливок, которые за счет уникальных химических свойств используются во многих сферах: в приборостроении, в строительстве, в автомобилестроении, мебельном производстве (фурнитура и декоративные детали) и пр. Для их получения применяются различные технологии, выбор которых зависит от размеров, конфигурации и других показателей, требуемых от конечной продукции.
Свойства цинковых сплавов
Изделия из цинковых сплавов используют в разных отраслях промышленности и быту. Например, при сборке автомобильной техники цинковые сплавы используют при изготовлении некоторых корпусных деталей, фильтров и множестве других. Электротехническая промышленность применяет цинк для производства щеткодержателей. Сплавы из этого материала обладают высокой пластичностью. И это свойство позволяет его применять для получения отливок сложной формы с тонкими стенками. Цинковые литьевые сплавы не вступают в химическую реакцию с металлом формы и не прилипают к ее поверхности. Параметры этих материалов позволяют изготавливать детали с резьбой.
Свойства цинковых сплавов
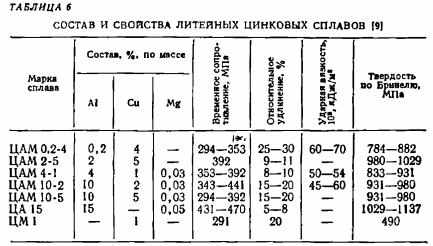
Между тем механические свойства цинка и сплавов из него характеризует то, что предел прочности лежит в диапазоне 20 – 38 кгс на метр квадратный, а твердость по Бринеллю составляет 65 – 110 единиц. Отливки из цинковых сплавов обладают низкой шероховатостью поверхности, точностью размеров. Заготовки, полученные литьем под давлением хорошо, обрабатываются давлением и резанием. Между тем цинковые сплавы, обладают высокой плотностью – 7 кг на дециметр, а это сопоставимо со сталью. Они имеют не очень высокую стойкость к воздействию коррозии. Наличие в составе сплава таких веществ, как – свинец, кадмий и некоторых других приводит к тому что ускоряются процессы старения. Он сопровождается снижением механических параметров и изменением объема отливки. Ко всему прочему сплавы из этих материалов отличаются повышенной пористостью.
Для улучшения прочностных свойств и приданию цинковым сплавам хорошей коррозионной стойкости, в их состав вводят магний, его концентрация не должна превышать 0,1%. Кроме этого, способа применяют и довольно традиционные методы – никелирование, кадмирование и пр. Свойства сплава определяется наличием тех или иных веществ в составе сплава.
Производство алюминия
Для того чтобы изготовить сплав алюминия с медью, необходимо высокотехнологичное оборудование и, конечно же, сам металл. Его добывают из бокситов. Это горная порода, которую необходимо измельчить, добавить в неё воду и обработать паром под большим давлением. Таким образом из глинозема отделяют кремний. Затем густую массу помещают в специальную ванну с расправленным криолитом. Содержимое нагревают до 950 °С и через него пропускают электрический ток в 400 кА.
Это позволяет разорвать связь между атомами кислорода и алюминия. В результате последний оседает на дно в качестве жидкого металла. Так из жидкого алюминия делают отливки. Теперь металл полностью готов к механической обработке. Однако для того чтобы повысить его прочность, необходимо в него добавить легирующие элементы и таким образом получить высококачественный сплав алюминия с медью.

Ответ
Литье металлов — это процесс получения металлических изделий способом заливки (литья) расплавленного горячего металла в специальную форму. Такая форма, из которой родится будущая «отливка» (так называют полученное при литье металлов металлическое изделие) , получила название «литейной формы» . Рабочая часть литейной формы представляет собой полость, в которой металл при литье, охлаждаясь, затвердевает и получает вид конечного изделия.
Процессу литья можно подвергать любые металлы. Однако не все металлы обладают важным для литья свойством – жидкотекучестью, то есть способностью принять конфигурацию литейной формы. Жидкотекучесть зависит от свойств самого металла: его химического состава и структуры. Немаловажна температура плавления металла. Чем меньше температура плавления, тем легче поддается он промышленному литью. Из металлов самую высокую температуру плавления имеет сталь. Сталь — это черный металл, также как и чугун. Цветные металлы – это все оставшиеся металлы, которые не содержат в больших количествах железо. Для литья металлов хорошо подходят сплавы на основе меди, никеля, алюминия, магния, свинца и цинка. На сегодняшний день известно множество видов литья металлов.
Наиболее широкое применение получили следующие виды:
— литье в землю — литье по выплавляемым моделям — статическая заливка, литье в свободную металлическую форму (кокиль) — литье металлов под давлением, — литье с кристаллизацией под высоким давлением — центробежное литье, — вакуумная заливка.
Чаще всего используется метод статической заливки, когда осуществляется заливка металла в неподвижную литейную форму.
Отливки металлические находят применение в промышленности при изготовлении деталей в станкостроении, автомобильной промышленности, а также встречаются и в повседневной жизни: отливки из драгоценных металлов широко используют в ювелирном деле и при лечении зубов (коронки металлические, пломбы) , в современной электронике. Применяю отливки металлов и при изготовлении бытовой техники (светильниках, стационарных телефонах, пылесосах, стиральных машинах) .

Особенности получения цинка ЦАМ4-1
Особенности получения цинка ЦАМ4-1: марка относится к сплавам системы Zn-Al-Cu. К промышленным сплавам этой системы также относятся сплавы ЦАМ4-3, ЦАМ10-5, ЦАМ9-4,5. Сплавы типа ЦАМ при плавке в тигельных печах готовят следующим образом.
В тигель, предварительно очищенный и разогретый до 400—500 °С, или в печь, подогретую до 500—600 °С, загружают примерно 2/3 необходимого по расчету количества цинка, алюминиево-медную лигатуру (50 % А1 и 50 % Си), а также чистые алюминий и медь в количествах, определяемых расчетом шихты в зависимости от марки сплава. Шихту засыпают хорошо прокаленным древесным углем. По мере расплавления загруженной части шихты сплав перемешивают, и при температуре 480—500 °С догружают остальной частью цинка (1/3 от общего количества). Непосредственно перед разливкой в расплав вводят магний с помощью дырчатого колокольчика.
Готовый сплав при 470—490 °С рафинируют хлористым цинком или хлористым аммонием (0,1-0,2 % от массы шихты). После отстаивания и удаления с поверхности расплава шлака сплав направляют на разливку.
Плавку ведут при 470-500 °С. Сплавы цинка, в которых основным легирующим компонентом является медь (ЦАМ4-3, ЦАМ10-5), допустимо выплавлять при более высоких температурах (500-550 °С).
Технологии литья бронзовых изделий
Литье из бронзы можно разделить на несколько видов в зависимости от технологического процесса и использования литейных машин. Для плавки сплава используются индукционные печи. Сам металл покрывается флюсом.









Изделие из бронзы
Литье под давлением
В процессе вакуумного всасывания расплавленный металл начинает втягиваться в форму кристаллизатора. Далее начинается охлаждение заготовки, которое происходит от краёв к центру. В качестве кристаллизатора использует емкость с тонкими стенками. Она охлаждается водой. После охлаждения заготовка сама отходит от формы.
Центробежное литье
Центробежное литье бронзы применяется для изготовления деталей цилиндрической и конусовидной формы. К ним относятся уплотнительные кольца, втулки для промышленного оборудование и другие детали. С помощью центробежной технологии изготавливаются червячные колёса и шестерни. Технологический процесс подразумевает под собой вращение формы, благодаря чему расплавленный металл уплотняется.
Художественное литье
Технология художественного литья из бронзы используются в случаях создания декоративных элементов. К ним относятся различные скульптуры, светильники, решётки, ограды, сувенирная продукция. Этапы художественного литья из бронзы:
- Изначально изготавливается чертеж будущей заготовки.
- Далее мастер создаёт форму, в которую будет переливаться расплавленный металл.
- Расплавляется исходное сырье — шихта.
- Форма для литья заполняется расплавленным металлом.
- Процесс охлаждения.
- Извлечение заготовки из формы.
Последним этапом считается очистка и дальнейшая обработка детали. Если конструкция составная, изначально создаются и обрабатываются отдельные детали. После этого они соединяются в одну конструкцию. Швы зачищаются и обрабатываются защитными составами. При правильном выполнении технологического процесса создания декоративных элементов из бронзы, можно избежать ошибок и снижения качества готовой продукции.
Цинковые антифрикционные сплавы
Наибольшее распространение получили антифрикционные цинково-алюминиево-медные сплавы. Их применяют как в литом, так и в деформированном (прокатанном или прессованном) состоянии.
Отличаясь высокими антифрикционными свойствами и достаточной прочностью при комнатной температуре, эти сплавы служат хорошими заменителями бронз при работе в узлах трения, температура которых не превышает 80—100 °С. При более высоких температурах сплавы сильно размягчаются и намазываются на вал. предусматривает две марки сплава — ЦАМ 9—1,5 в ЦАМ 10-5.
У цинковых сплавов высокий коэффициент линейного расширения, что следует учитывать при установлении величины зазора в подшипнике.
Из цинковых антифрикционных сплавов в основном изготавливают литые монометаллические и биметаллические детали. Из сплава ЦАМ 10-5 изготавливают прокат. При изготовлении литых деталей используют чушковые сплавы либо приготавливают сплав из первичных материалов с использованием оборотов литейного производства и переплава. Плавку рекомендуется проводить под слоем древесного угля. В качестве флюса принимают хлористый аммоний в количестве 0,1—0,2 % от массы плавки. Большее количество флюса добавляют при загрязненной шихте.
Металл нельзя перегревать выше 480 °С, так как при более высокой температуре происходит сильное насыщение расплава газами. Температура литья цинковых антифрикционных сплавов — 440—470 градусов С.
Монометаллические литые детали можно получать отливкой в землю, в кокиль, центробежным способом и литьем под давлением. При разработке технологии отливки изделий следует учитывать, что сплавы ЦАМ 9-1,5 и ЦАМ 10-5 склонны к образованию горячих трещин, поэтому следует избегать форм, создающих затрудненную усадку.
Изделия, отлитые в землю, отличаются от изделий, полученных кокильным литьем, большим количеством пор и более крупными размерами зерен. Наблюдается значительный разброс характеристики механических свойств. Поэтому литье в землю целесообразно применять только для деталей сложной конфигурации, которые трудно отливать в кокиль.
При центробежном литье (линейная скорость на периферии 6—8 м/с, скорость литья 2—2,5 кг/с) следует учитывать возможность получения в отливке зоны столбчатых кристаллов с пониженными механическими свойствами. С увеличением скорости структура становится мелкозернистой, но наблюдается заметная ликвация структурной составляющей сплава, богатой алюминием
Поэтому для получения ответственных деталей центробежное литье нужно применять с осторожностью
Биметаллические литые детали, состоящие из цинкового антифрикционного сплава и стали, изготовляют путем заливки сплава на сталь через подслой чистого цинка, наносимого способом горячего цинкования. Для получения прочного соединения необходимо обезжирить и протравить стальную поверхность. После флюсования (температура флюса не должна превышать 150 °С) стальное основание подогревают, оцинковывают (в цинковую ванну добавляют 0,5% алюминия; содержание железа в ванне не должно превышать 0,5 %), устанавливают в форму и заливают сплавом.
Существенно повышается коэффициент использования металла при изготовлении деталей из проката. Сплав ЦАМ 9-1,5 хорошо обрабатывается вхолодную, тогда как вырубку и штамповку сплава ЦАМ 10-5 лучше проводить при температуре 100—150 °С, при которой этот сплав весьма пластичен. Биметаллический прокат с обоими сплавами обрабатывается без осложнений вхолодную. Усталостная прочность деформированных сплавов, особенно в биметалле, намного выше, чем литых сплавов. Поэтому изделия из них также могут работать в более тяжелых условиях.
При работе цинкового сплава в паре со стальным валом твердость последнего должна быть не ниже НВ 300. По возможности в конструкции монометаллических трущихся деталей следует избегать бортов, резких переходов и т. д., так как цинковые сплавы плохо сопротивляются усталостным разрушениям в условиях воздействия больших изгибающих усилий.





