Как подготовить листовой металл к гибке по радиусу
Прежде чем использовать станки для радиусной гибки листового металла, важно правильно подготовиться к процессу:
- провести анализ характеристик будущего изделия;
- рассчитать усилие, которое требуется приложить;
- подобрать типоразмер оборудования;
- выполнить чертежи заготовки;
- рассчитать параметры деформации;
- спроектировать инструментальную оснастку.
Важный этап — подбор материала и проверка его на пригодность. Когда параметры гибки определены, нужно понять, подойдут ли для работы существующие заготовки. Для этого необходимо:
- определить пластические характеристики изделия, сверить результаты с реальными напряжениями, которые возникают при сгибании;
- определить минимальный радиус гибки листового металла, при котором риск образования трещин не велик;
- выявить возможность деформации заготовки после обработки давлением, особенно если конечная конфигурация отличается сложностью.
Результаты подобного исследования могут быть различными. Проверив все, специалисты выносят соответствующие решения:
- заменить заготовку на более пластичную;
- нагреть металл перед деформацией;
- провести разупрочняющую термообработку.
Важно: перед гибкой нужно определить наименьший угол, минимальный радиус, угол пружинения выбранного листа металла
Способы гибки металла
Классификация видов сгибания металла:
- По виду конечного профиля. Изделие может быть с одним углом (L), двумя (П) или несколькими (если металл пластичен). В последнем случае многоугловую гибку делают без нагревания материала.
Возможна гибка листовой стали по радиусу, при которой материал загибают на заготовке. Подобным образом изготавливают петли, оцинкованные хомуты и т. д.
- По способу деформации (характеру усилия). Гибку можно делать свободной – профиль располагается между двумя опорными конструкциями, а на центральную точку происходит воздействие с усилием, в результате чего материал сгибается. Возможно сгибать листовой металл с калибрующим ударом. В данном случае под заготовку кладется подпружиненная опора, которая вместе со стальным листом перемещается вниз. Бывает, что последний метод упрощают – в конце рабочего хода гибочного станка изделие жестко чеканится.
- По количеству переходов. На частоту переходов влияет такое свойство металла, как пластичность. Металлическое изделие без нагревания может сгибаться до угла, равного 120° (без образования трещин). Если предполагается более интенсивное формообразование, то выполняют гибку с двумя или тремя переходами. Если листовой материал отличается низкой пластичностью, то участки между переходами подвергаются термической обработке (отжиг).
- По способу сгибания. Процесс может выполняться с помощью оборудования, на котором осуществляются возвратно-поступательные или вращательные движения. В первом варианте используется гидравлический горизонтально-гибочный станок (кузнечный бульдозер), если давление происходит по горизонтали, либо механический листосгиб – если по вертикали. Второй способ – когда гибку листовой стали производят на ротационных машинах, где деформация происходит между вращающимися валками.
Сгибание металла выполняется в холодном состоянии, поскольку для формообразования не требуются особые усилия. Исключение составляют сплавы, при которых необходима термическая обработка. С нагреванием происходит гибка листовой стали толщиной в 12–16 мм с большим процентом углерода, дюрмалюмина, титана и пр.
Нередко подобную гибку совмещают с другими видами механической обработки: резкой, вырубкой, пробивкой. Для изготовления сложных объемных изделий производится штамповка. Более редким случаем сгибания металла является растяжение для производства узкой вытянутой заготовки с большим диаметром.
Обслуживание и техника безопасности
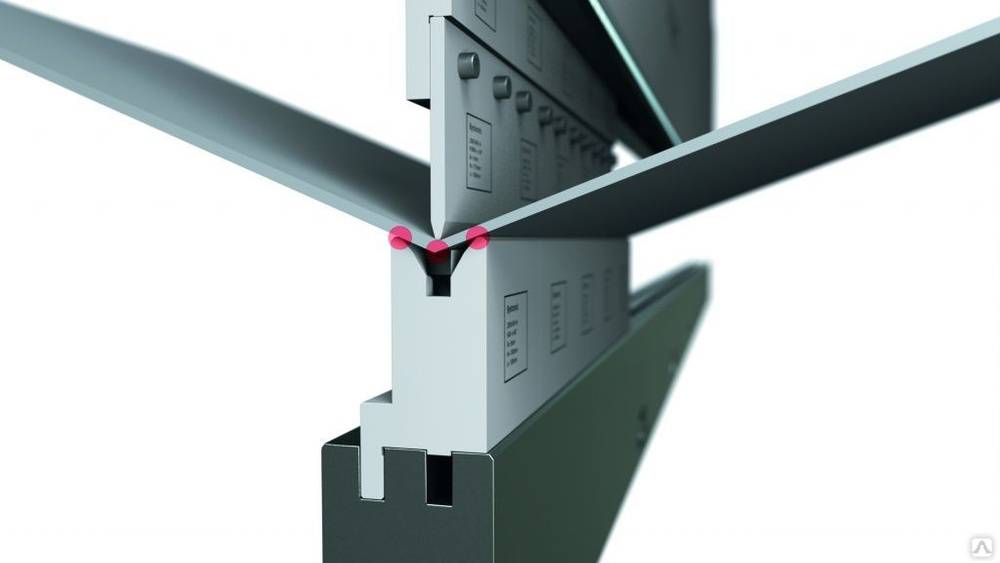
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены. Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности. Между тем, на станках предназначенных для гибки листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.
Управляющая панель листогиба
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль. В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.
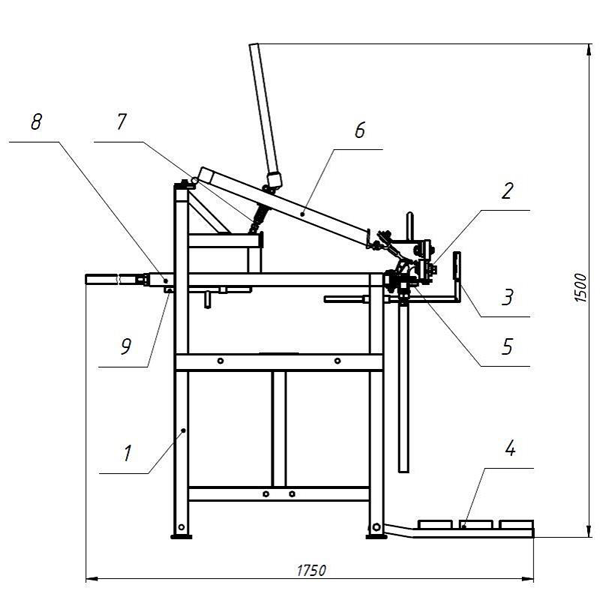
Схема листогибного станка
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
Немного из истории металлообработки
Человек издавна занимался добычей и обработкой различных металлов. Еще в пятом тысячелетии до нашей эры люди, обнаружив самородки меди и попробовав в деле, смогли понять их преимущества перед простым камнем. Самые элементарные медные изделия оказались гораздо полезнее предметов, сделанных из камня. Постепенно навыки обработки металла улучшались. Человек учился обрабатывать металлические самородки разными способами, с каждым разом все более совершенствуя технологию обработки. Это стало основой для современной технологической культуры.
Вокруг нас очень много объектов, сделанных из металла. И даже многие другие вещи, не имеющие непосредственно металлических деталей, созданы с помощью различных железных механизмов, станков и инструментов. Невозможно представить себе жизнь человечества без этого столь популярного и полезного материала. Его добыча и обработка оказали огромное влияние на развитие всех технологий нашего мира.

Среди современных технологий следует выделить гибку деталей из листового металла. Потребность в этом формировалась по мере развития процессов строительства и модернизации помещений. Постепенно появлялась необходимость создания высокотехнологичного оборудования, с помощью которого можно было бы делать качественные элементы отделки фасада, кровли, оконных и дверных проемов и т. п.
Листогиб стал тем современным оборудованием, которое на основе всех технологических инноваций позволяло эффективно обрабатывать листовой материал. Листогибочные станки широко используются в строительной и промышленной отрасли.






Высокоточное станочное оборудование позволяет изготавливать детали и строительные элементы заданной формы в необходимом количестве. Металлообрабатывающие станки стали появляться в конце XIX века. Совершенствование технологий способствовало непрерывному развитию сферы станкостроения. Появлялись все новые, более совершенные модели гибочного оборудования. На конец XIX века листогибочное оборудование выглядело очень грубо и громоздко, поскольку изготавливалось оно с помощью ковки и сварки.
Такие кованые гибочные станки могли приобрести лишь зажиточные горожане для личных нужд. В основном с их помощью строили собственное жилье. Крупные предприятия отдавали предпочтение сварным станкам. Эти изделия могли выдержать огромные нагрузки, поэтому больше подходили для работы в промышленных масштабах.
Современные листогибы значительно поменяли свой внешний вид и функциональность по сравнению с прошлыми веками. Сейчас высококачественное оборудование способно выполнять различные технологические операции, позволяющие изготавливать детали, отвечающие всем требованиям и параметрам производственных процессов.
Виды гибки
Гибка определяется как процесс обработки металлов давлением, в результате которого изменяется продольная ось деформируемой заготовки. Различают следующие варианты реализации гибки:
Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)
- П-образную (двухугловую).
- М-образную (одноугловую).
- Многоугловую гибку.
Все эти разновидности могут выполняться следующими способами:
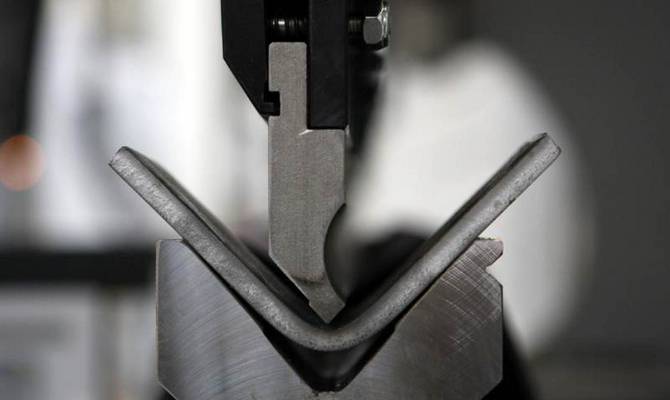
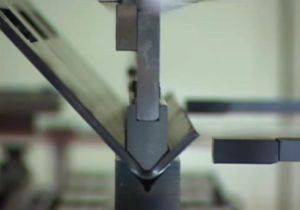 Гибка калибрующим ударом
Гибка калибрующим ударом
- Свободной гибкой, при которой центр симметрии заготовки не фиксируется, а сама гибка металла происходит путём нажима рабочего инструмента – пуансона на поверхность изгибаемой заготовки. Конфигурация деформированной заготовки зависит от формы пуансона;
- Гибка калибрующим ударом, при которой заготовка укладывается в матрицу. Конфигурация матрицы и определяет конечную форму заготовки;
- В роликовых матрицах, когда поворачивающиеся части рабочего инструмента постепенно формируют ось изогнутой заготовки.
Характерная особенность гибки – резко различное положение сетки макроструктуры в зависимости от направления гибки
Поэтому для мало- и среднепластичных металлов и сплавов направление волокон существенно важно: при совпадении такого направления с направлением перемещения оси деформируемой заготовки разрушение её в ходе штамповки маловероятно. В противном случае происходит расслаивание частиц в некоторых объёмах заготовки; в таких ситуациях гибка металла считается неисправимым браком
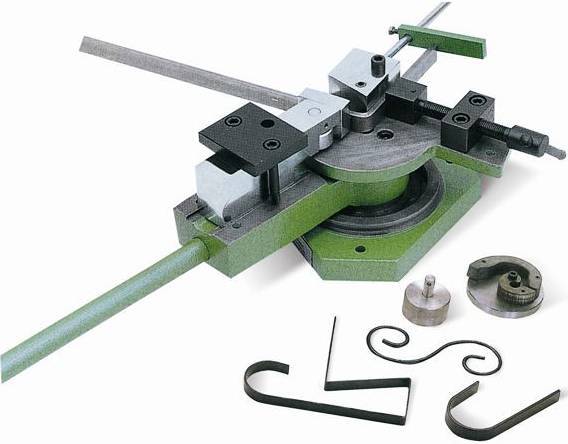
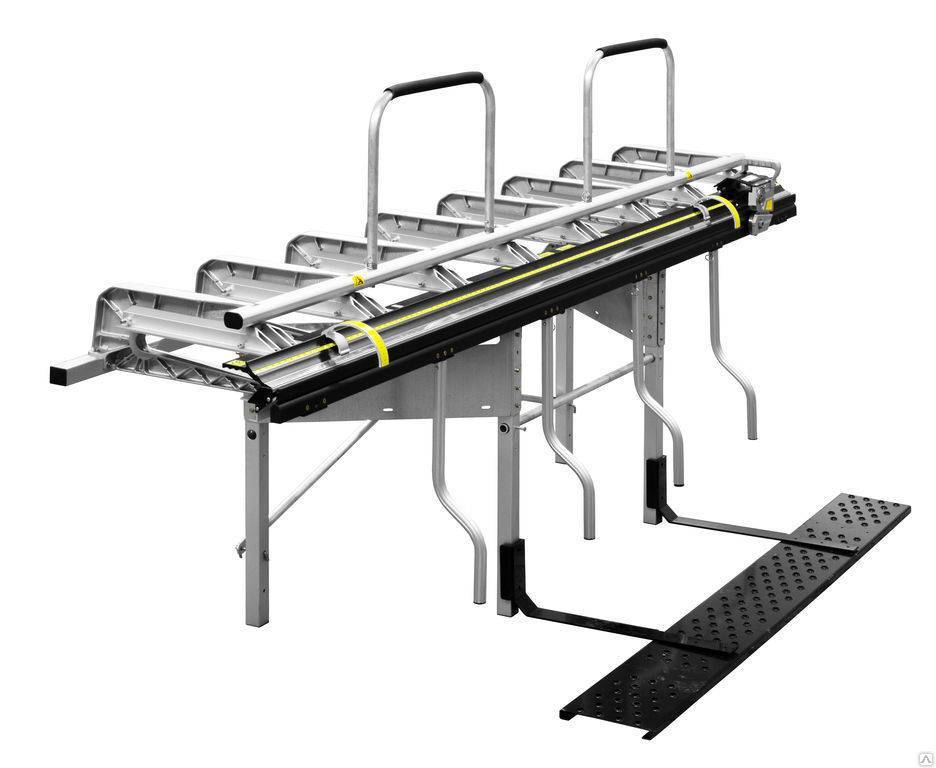
Роликовые листогибы
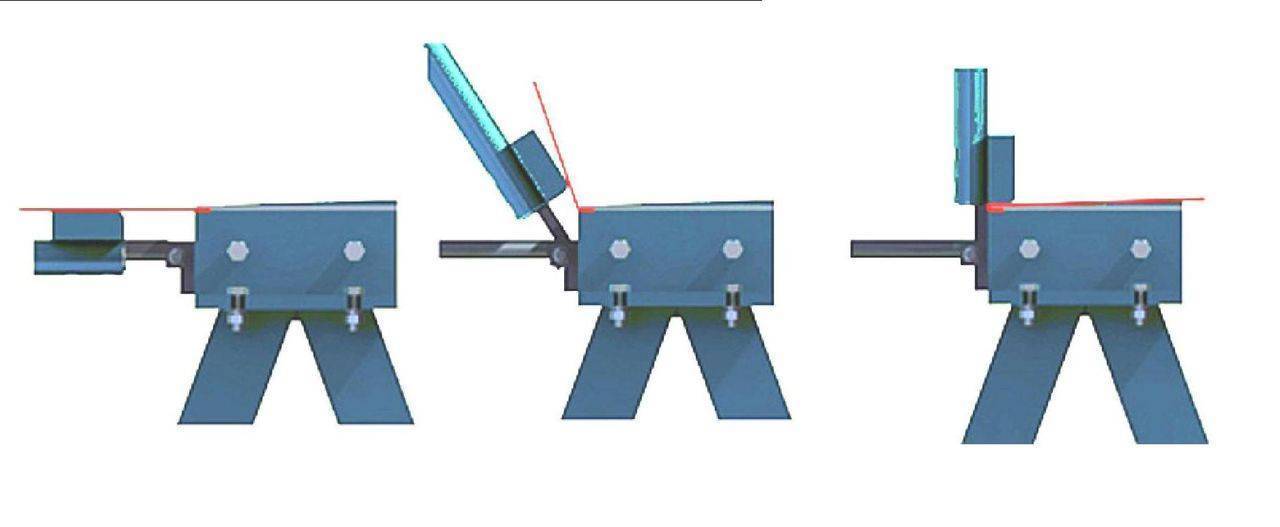
Подробно устройство ручного роликового листогиба видно на фото:
В качестве роликов можно использовать любые подшипники качения с ровным внешним срезом обоймы, например, 203 или 205. Валы потребуется выточить из стального кругляка, а прижимной механизм винтового типа сделать из обычного болта диаметром 10 – 12 мм. При протягивании плотно сжатых роликов по листу, с одновременным вертикальным усилием, бортик нужной высоты отгибается в нужную сторону под заданным углом. Регулировать высоту бортика можно с помощью перемещения роликов с осями по отношению к упору.
Самодельный листогиб на основе образца можно сделать при определенных навыках в токарном деле, или заказать валы и механизмы фиксации у профессиональных токарей. В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
Последовательность операций при гибке листовой стали на заказ
Гибку листовой стали начинают с разработки технологического процесса, который предполагает несколько этапов:
- Анализ конструкции изделия.
- Расчет усилия и работы процесса.
- Подбор типоразмера производственного оборудования.
- Подготовка чертежа исходной заготовки.
- Расчет переходов деформирования.
- Оформление проекта технологической оснастки.
Перед тем как выполнять гибку, листовой материал изучается на соответствие его возможностей заданным требованиям. Этот этап позволяет определить, что металл подходит для штамповки по параметрам, заданным по чертежу готовой детали. Изучаются следующие свойства:
- Пластичность, то есть способность материала деформироваться под заданные условия без разрушения. В том случае, если металл или сплав малопластичен, производится несколько переходов и термическая обработка (отжиг).
- Возможность загиба под нужный угол или радиус без образования трещин в местах деформации.
- Риск искажения заготовки при гибке изделия со сложным контуром, если воздействие происходит с большим давлением.

Если по результатам анализа выясняется, что металл не соответствует требованиям, то принимается одно из следующих решений:
- Выбирается более пластичный металл или сплав.
- Перед тем как производить гибку, материал подвергается термической обработке.
- Заготовка нагревается до нужной температуры.
Технологический процесс формообразования требует некоторых предварительных расчетов, в частности, таких показателей, как угол сгибания, радиус сгибания, угол пружинения.
Радиус гибки листового материала рассчитывают на основании того, насколько пластичен металл, каково соотношение размера и скорости выполнения деформации. Чем ниже минимальный радиус, тем меньше первоначальная толщина листа. Уменьшение толщины называется утонение, коэффициент которого показывает, насколько меньше станет толщина заготовки. Если при расчетах выясняется, что показатель выше критичного, то используется листовое изделие с большей толщиной.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.









Преимущества гибки деталей из листового металла
Чаще всего металлоконструкции собираются при помощи сварки и соединений на болтах. Такие способы сборки позволяют быстро создать прочную металлоконструкцию, но следует учитывать, что непосредственно место соединения, всегда будет самым слабым в конструкции.
Именно поэтому в некоторых случаях, когда есть возможность сделать деталь из листового материала посредством сгибания, лучше использовать этот метод, чем обращаться к сварке или болтам. Гибка деталей из листового металла имеет целый ряд преимуществ:
При помощи современных станков-листогибов грамотный специалист по металлообработке может изготовить деталь любого размера и формы. Делается это очень быстро и с максимально точными углами и ровными гранями. Современное оборудование позволяет гнуть материал до угла в 180°.

Перечислим еще некоторые достоинства гибки деталей из листового металла:
- Цена данного способа деформации позволяет изготавливать детали большими сериями, поэтому можно отказаться от менее эффективных методов производства элементов металлоконструкций.
- Высокая точность получаемой формы позволяет изготавливать даже самые мельчайшие элементы в соответствии с требованиями заказчика.
- Материал не теряет своих свойств, поскольку не подвергается термическому воздействию.
- Детали обладают высокой прочностью, поэтому способны выдержать значительные механические нагрузки без изменения своей формы.
Любая металлическая деталь, сделанная при помощи гибки, является изделием, отвечающим самым высоким требованиям качества.
Особенности гибки листа
Для достижения максимально качественного результата специалисты следуют таким правилам:
- для резки и гибки металла работники подбирают материалы, которые обладают высокой пластичностью. При этом толщина металлического листа должна превышать угол загиба;
- для более точной подгонки заготовки применяются дополнительные инструменты — зажимы, молотки, плоскогубцы;
- во время лазерной резки гибки малопластичных материалов необходимо нагревать металл.
Каждый этап работ проводится в соответствии с ГОСТами и с придерживанием индивидуальных чертежей заказчиков. Наша компания заинтересована в долговременном сотрудничестве, поэтому мы предлагаем выполнение работы на автоматизированных станках с ЧПУ.
Гибка металла: что это за процесс
При гибке листового металла на него воздействуют слесарными инструментами, в результате чего он получает заданную форму, соответствующую проекту. Сварка или другие процессы, требующие изменения внутренней структуры металла, не используются, а это значит, что сохраняется проектный срок службы заготовки и её эксплуатационные характеристики. Внутренние слои металла в процессе изгибания сжимаются, а наружные, наоборот увеличиваются в размерах. Лист изгибается на определённый угол, а заготовка в нужной степени деформируется. На величину деформации влияет скорость, с которой ведётся процесс; угол изгиба, и технические характеристики (хрупкость, толщина). При обработке используется современное оборудование, поэтому заготовка быстро получает все необходимые параметры и свойства, а готовое изделие характеризуется высоким качеством и отсутствием дефектов.

Некорректное ведение процесса гибки приводит к появлению микротрещин в структуре металла, и это значит, что через некоторое время в данном месте вероятен разлом.
Виды гибки зависят от толщины листов металла. Необходимо, чтобы в процессе напряжение изгиба всегда оставалось выше, чем значение предела упругости. Пластическая деформация — залог того, что даже после снятия нагрузки изделие или заготовка сохранит нужную геометрию.
Преимущества различных видов гибки:
- возможность автоматизировать операцию;
- высокая скорость;
- получение изделия без швов.
Если при обработке детали используется сварка, в месте сварочного шва со временем всегда возникает коррозия, избежать которой невозможно, даже принимая все известные на сегодня меры предосторожности. Так как швы всегда являются проблемным местом для металлических деталей, их отсутствие увеличивает прочность изделия и повышает его стойкость к коррозии
Гибка металла, выполняемая в тисках или на другом оборудовании, доступна не для всех с заготовок. Прежде чем начинать работу, нужно уточнить следующее:
- соответствие максимально возможного радиуса гибки и толщины заготовки;
- как направлены волокна прокатки. От этого параметра зависит предел текучести, поэтому заранее нужно знать его начальные параметры;
- возможные и допустимые отклонения геометрии после окончания процесса.
Все эти моменты учитываются при обработке заготовок из листов металла небольшой толщины.
Если гибке подвергается трубный прокат и некоторые виды профилей (например, уголок, круг), нужно учитывать также и допустимый предел относительной деформации детали после окончания процесса.
Цены на гибку металла
| Толщина/длина (мм) | 100 | 200 | 500 | 1000 | 1500 | 2000 | 2500 | > 2500 |
| 0,5 | 12 руб. | 15 руб. | 20 руб. | 34 руб. | 45 руб. | 58 руб. | 70 руб. | 83 руб. |
| 1 | 12 руб. | 15 руб. | 21 руб. | 35 руб. | 45 руб. | 58 руб. | 70 руб. | 83 руб. |
| 2 | 12 руб. | 15 руб. | 21 руб. | 35 руб. | 48 руб. | 59 руб. | 72 руб. | 87 руб. |
| 2,5 | 12 руб. | 15 руб. | 23 руб. | 36 руб. | 51 руб. | 59 руб. | 72 руб. | 102 руб. |
| 3 | 12 руб. | 17 руб. | 23 руб. | 38 руб. | 57 руб. | 59 руб. | 87 руб. | 121 руб. |
| 4 | 15 руб. | 18 руб. | 25 руб. | 41 руб. | 67 руб. | 74 руб. | 111 руб. | 157 руб. |
| 5 | 16 руб. | 20 руб. | 27 руб. | 48 руб. | 76 руб. | 95 руб. | 143 руб. | 196 руб. |
| 6 | 17 руб. | 23 руб. | 30 руб. | 56 руб. | 90 руб. | 113 руб. | 170 руб. | 235 руб. |
| 8 | 19 руб. | 23 руб. | 36 руб. | 64 руб. | 111 руб. | 146 руб. | 221 руб. | 313 руб. |
| 10 | 21 руб. | 25 руб. | 41 руб. | 74 руб. | 115 руб. | 183 руб. | 278 руб. | 417 руб. |
| 12 | 23 руб. | 28 руб. | 45 руб. | 89 руб. | 129 руб. | 227 руб. | 409 руб. | 554 руб. |
| 14 | 26 руб. | 35 руб. | 49 руб. | 102 руб. | 170 руб. | 284 руб. | 488 руб. | 738 руб. |
| 16 | 33 руб. | 41 руб. | 57 руб. | 112 руб. | 261 руб. | 354 руб. | 586 руб. | 982 руб. |
Цены указаны в рублях с учетом НДС за 1 гиб. Отдельно для заказа согласовывается соотношение радиус гиба / длины заготовки / толщины листа. Установлен повышающий коэффициент 1.25 на изделия из давальческого металла. При расчете стоимости заказа используется следующая система скидок и наценок: Минимальная сумма заказа 3500 руб. Все цены указаны в рублях, включая НДС 18%. Возможно срочное изготовление заказа — в день обращения или на следующий день, стоимость рассчитывается индивидуально. Желательно предоставление чертежей разверток или иной документации в формате DXF или в формате AutoCAD, при отсутствии документации в этих форматах, мы можем помочь Вам их разработать, стоимость подготовки документации определяется для каждого заказа индивидуально, в некоторых случаях мы можем сделать это бесплатно.
Гибка металла на станках с ЧПУ преимущества
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
https://youtube.com/watch?v=Go3f0sVZgTY
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
- при помощи носителей информации или через ЛВС в систему управления вводится управляющая программа.
- в ней закодированы необходимые для работы оборудования сигналы, на основании которых будет выполняться обработка заготовки. То есть, исполнительные механизмы, получая соответствующие команды, приводят в движение рабочий орган (пуансон) вдавливающий заготовку в матрицу.
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
- Качество готового изделия, оно обеспечивается, в том числе и том, что при работе ЧПУ полностью исключается влияние человеческого фактора.
- Размеры и форма получаемого изделия полностью соответствуют требованиям рабочей документации.








Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Гибка металлопроката

Самой сложной, но и самой востребованной у заказчиков технологической операцией, считается гибка стали, в том числе, и нержавеющей. Для того чтобы придать прочному стальному листу нужную конфигурацию, предварительно делается расчет развертки.
Затем она переносится на лист, где с помощью лазера производится его «раскрой». И только после этого заготовку из стали помещают под специальный гидравлический пресс, где по заданным параметрам выполняется процесс гибки.
Кроме нержавейки, в машиностроении часто применяют фасонные детали, выполненные из титановых сплавов. Титан более податливый материал, чем сталь, тем не менее, обработка его методом гнутья не является простым делом. Для работы с титаном используют специальные гибочные прессы. На них можно придать нужную форму титановой заготовке, причем как холодным, так и горячим способом.
Как видим, можно получить готовую деталь любой конфигурации — важно лишь правильно подобрать оборудование и выполнить точные расчеты гиба. Плюсом гибки стали является отсутствие сварных элементов, что означает и отсутствие опасности возникновения коррозии в местах сварных швов
2 Гибочный пресс – 3 разновидности
Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:
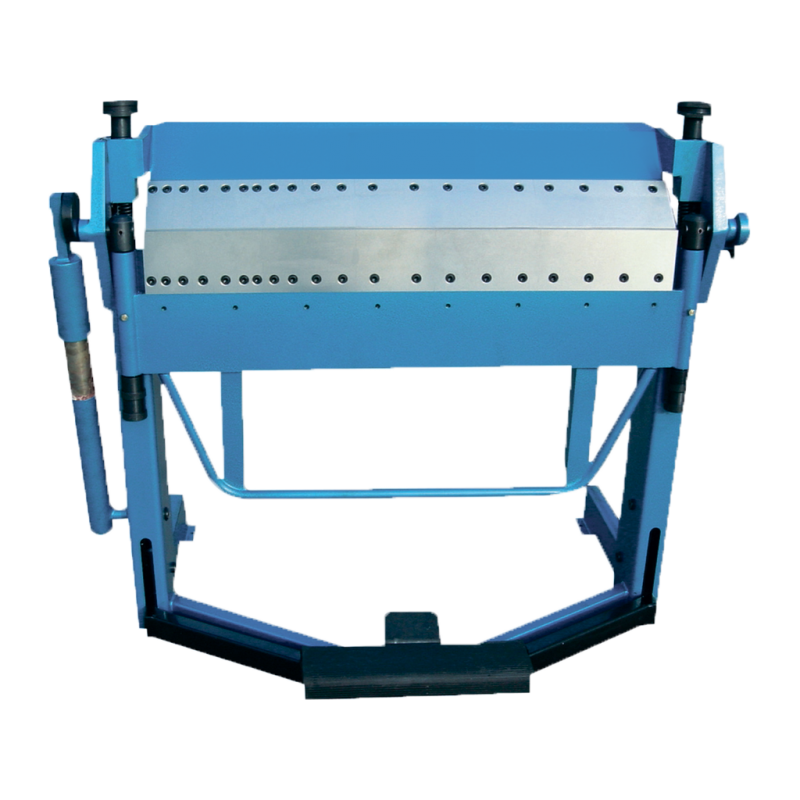
- Поворотным – оснащается подвижной и неподвижной плитами, а также особыми балками. Это оборудование используется для работы с заготовками сравнительно малых размеров и с несложным рельефом.
- Ротационным – снабжается вальцами, между которыми и происходит изгибание заготовки. Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов.
- Стандартным – оснащенным гидро- либо пневмоприводом. Подобные установки имеют в своей конструкции пуансоны и матрицу. Сгибание листового металла производится между этими узлами. Стандартный пресс оптимален для изготовления больших партий однотипных изделий. Отметим, что на современных предприятиях большей популярностью пользуются гидравлические листогибы. По сравнению с пневматическими агрегатами они намного надежнее и проще в эксплуатации.
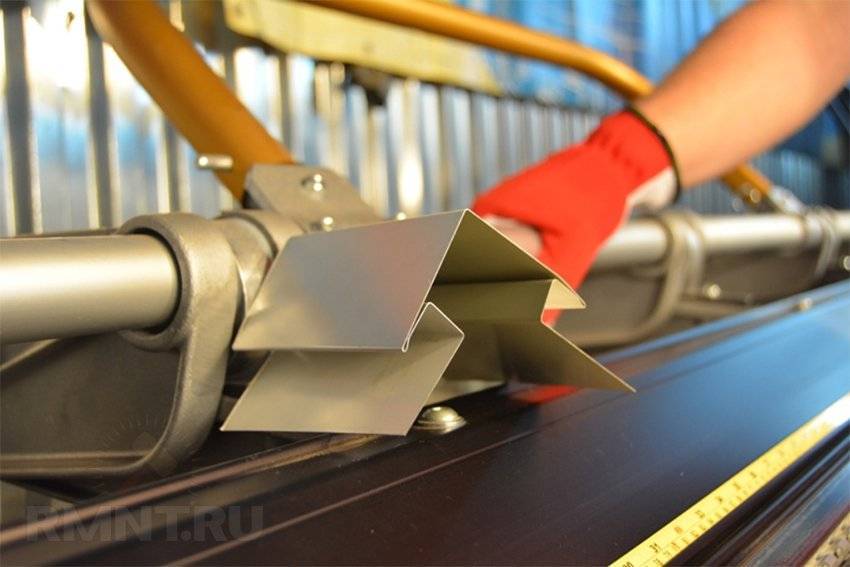
 Процесс гибки металлических листов
Процесс гибки металлических листов