ИБ2222 Машина листогибочная трехвалковая для гибки листового металла. Вальцы. Паспорт, схемы, характеристики, описание
Изготовитель трехвалковой листогибочной машины ИБ2222 – Славгородский завод кузнечно-прессового оборудования КПО имени 8-летия Октября.
Разработчик листогибочной машины ИБ2222 — Азовское специальное конструкторское бюро кузнечно-прессового оборудования и автоматических линий, СКБ Ко.
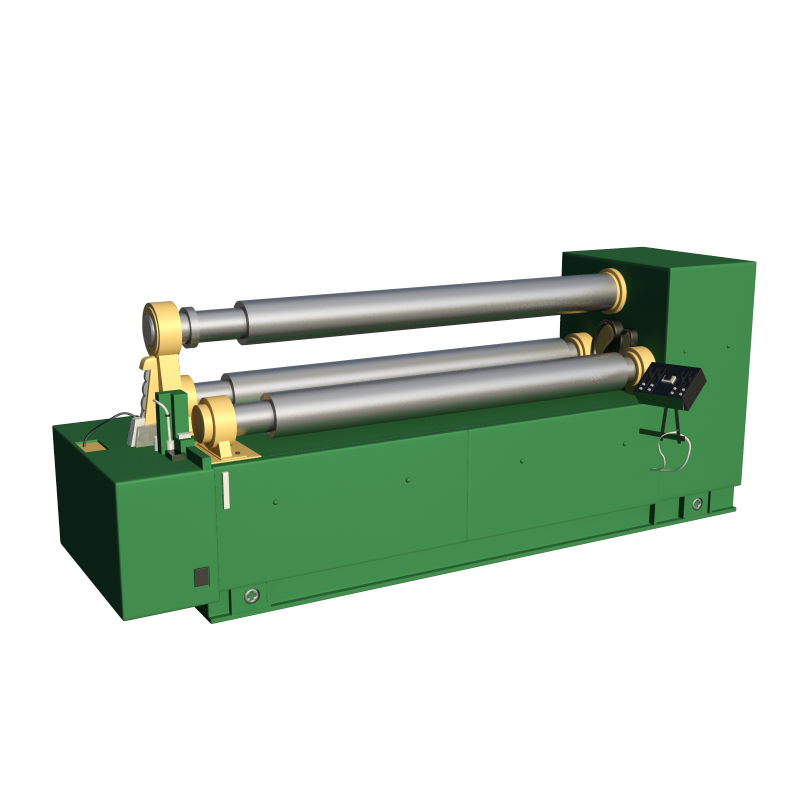
ИБ2222 Общий вид машины листогибочной трехвалковой
Фото машины листогибочной трехвалковой ИБ2222
Фото машины листогибочной трехвалковой ИБ2222
Фото машины листогибочной трехвалковой ИБ2222
ИБ2222 Расположение составных частей трехвалковой листогибочной машины
Расположение составных частей машины листогибочной ИБ2222
Расположение составных частей машины листогибочной ИБ2222
ИБ2222 Перечень составных частей трехвалковой листогибочной машины
- Рама – ИБ2222-11-001
- Стойки – ИБ2222-12-001
- Опора откидная – ИБ2222-14-001
- Приспособление для гибки конических обечаек – ИБ2222-15-001
- Привод главный – ИБ2222-21-001
- Привод регулировки высоты боковых валков – ИБ2222-22-001
- Механизм наклона откидной опоры – ИБ2222-23-001
- Валок верхний – ИБ2222-31-001
- Валки боковые – ИБ2222-32-001
- Ограждение – ИБ2222-71-001
- Смазка – ИБ2222-82-001
- Электрооборудование – ИБ2222-91-001
- Электрошкаф – ИБ2222-92-001
- Пульт управления – ИБ2222-93-001
- * Стол передний – СШ6
- * Стол приемный – СП20
- * Механизм съема изделия – МСИ8
- * Механизм поддержки обечайки – МП01
- * Инструмент для гибки уголков, полос, квадратов, труб, швеллеров – ИБ2222-64-001
- Выключатель коленный – ИБ2222-65-001
* Для машин со средствами механизации
ИБ2222 Перечень органов управления вальцами
- Общий стоп
- Переключатель цепи управления
- Переключатель направления вращения главного привода
- * Кнопка включения механизма съема – вперед
- * Кнопка включения механизма съема – назад
- Кнопка включения подъема откидной опоры
- Кнопки опускания откидной опоры
- Кнопка переключения механизма поддержки обечайки вверх
- Кнопка переключения механизма поддержи обечайки вниз
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Лампа сигнальная “Сеть”
- Лампа сигнальная “Главный привод включен”
* Для машин со средствами механизации
Примечание: На листогибочных машинах пульт управления может быть встроенным в ограждение главного привода (машины ИБ2213, ИБ2216) или быть выносным – крепиться к кронштейнам коленного выключателя (машины ИБ2219, ИБ2220, ИБ2222).
Кинематическая схема листогибочной машины ИБ2222
ИБ2222 Кинематическая схема трехвалковой листогибочной машины. Смотреть в увеличенном масштабе
- Электродвигатель привода боковых валков (М1) (главный привод) – 12 кВт
- Шкив – Ø200
- Шкив – Ø400
- Редуктор – Ц2У-315Н-40-21
- Шестерня – m=16, z=18
- Шестерня – m=16, z=21, 2шт
- Валок боковой – Ø260, 2шт
- Реле контроля скорости – нет
- Электродвигатель регулировки высоты боковых валков (М2,3) – 5,5 кВт, 2шт
- Муфта, 2шт
- Шкив – Ø140, 2шт
- Шкив – Ø180, 2шт
- Редуктор – 4-125-31,5-56-3ц-У4, 4шт
- Муфта, 2шт
- Винтовая пара подъема бокового валка – Tr86 х 10, 4шт
- Рычаг, 4шт
- Валок верхний – Ø270
- Винт – Tr60 х 9
- Винт подъема верхнего валка
- Откидная опора верхнего валка
- Электродвигатель механизма наклона откидной опоры верхнего валка (М4) – 1,1 кВт
Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.
Для работы нужно иметь навыки использования сварочного аппарата.
На металлическое основание приваривают уголки. Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Вальцовка листового металла — цена
Цены на вальцовку листа и вальцовочные работы во многом зависят от того, какой металл необходимо обработать. Это может быть сталь различных марок, алюминий, медь, дюралюминий, латунь, бронза и прочие металлы, которые могут быть подвержены вальцовке. В стоимость работ закладывается и амортизационные расходы на станки: чем выше их стоимость, тем выше цена на конечные работы. Цены на такие виды работ также зависят от толщины листового проката и марки металла.
В основном цена стартует от 8 долларов США за один погонный метр готовой продукции. На более объемные работы цена, как правило, договорная, в зависимости от сложности процесса вальцевания.
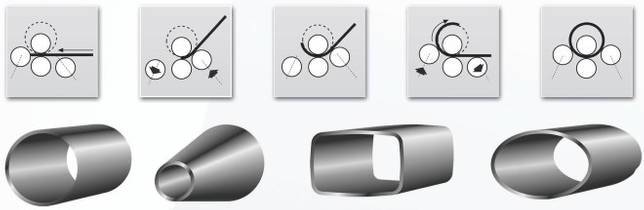
Виды получаемого изделия при прокатке листа через вальцы
При помощи этого станка можно получить готовые металлические изделия в форме:
- цилиндра;
- овала;
- конуса;
- квадрата.
Размеры могут быть любого диаметра и длины. Толщина стенки и диаметр изделия зависят от мощности привода и габаритов самих вальцов станка, чтобы воздействовать на лист с таким усилием, при котором параметр напряжения изгиба превышал бы предел упругости металла.
После холодной деформации, пройдя через вальцы, металл не теряет своих физических свойств, сохраняет исходные характеристики и структурную целостность. Вальцевание листового металлопроката различных марок производят специализированные компании, имеющие на своем балансе необходимое оборудование.
Это интересно: Виды и описание гидроабразивной резки металла — объясняем по порядку
Предусмотренные опции:
— Дополнительные опорные ролики для прокатки конусов (входят в базовую комплектацию);
— Механизм перекоса верхнего валка относительно нижних, представляющий собой кулачковую муфту, разъединяющую кинематическую цепь движения подачи верхнего валка с одной стороны (входит в базовую комплектацию);
— Электронная следящая система, позволяющая точно определить положение верхнего валка относительно нижних с обеих сторон, позволяет получить несколько заготовок одного размера, а также может использоваться при юстировке верхнего валка, после прокатки конуса (устанавливается по спец заказу, цену см. в прайс-листе);
— Механическое приспособление для выверки параллельности валков (устанавливается по спец заказу, цену см. в прайс-листе);
— Приспособление для гибки труб и мелкосортного проката, представляющее собой сменные ролики, с проточенным на них профилем формуемого проката. Максимальный диаметр роликов — 280 мм. Максимальные размеры прокатываемых профилей:
— для уголка max 75;
— для трубы max Ø 100.
В комплект поставки включены 3 ролика Ø 220, позволяющие работать с уголком до 45, шв. 10, остальные виды роликов поставляются по спецзаказу. Комплект состоит из трёх роликов, стоимость указана в прайс-листе.
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.

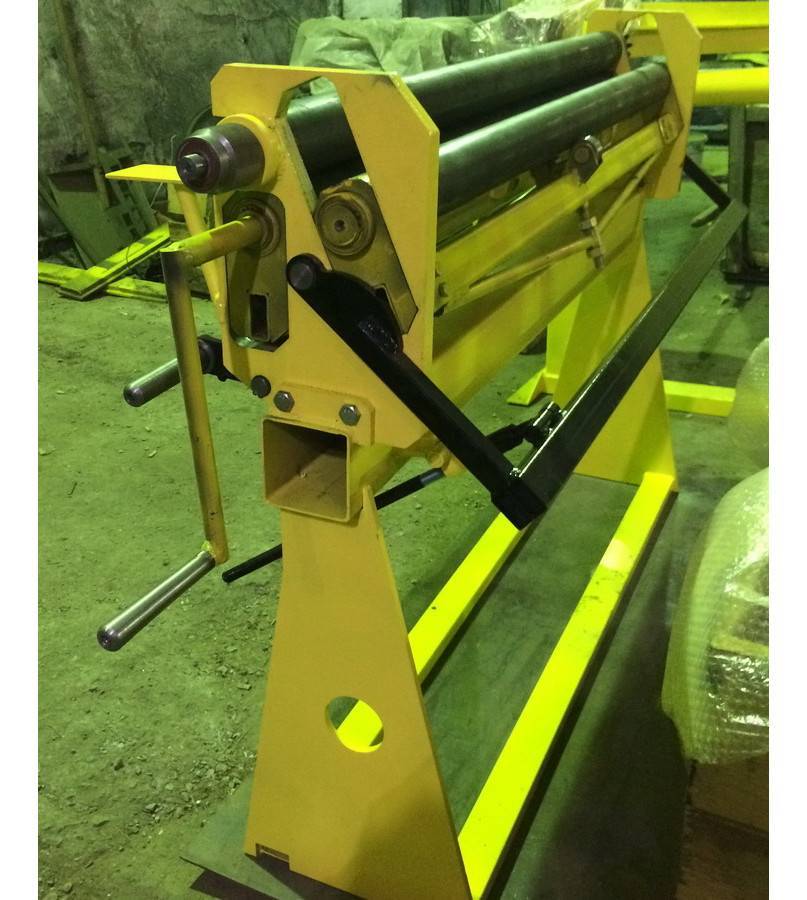








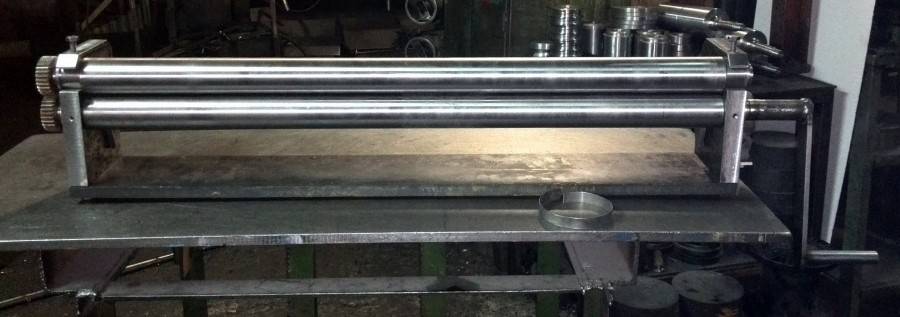
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
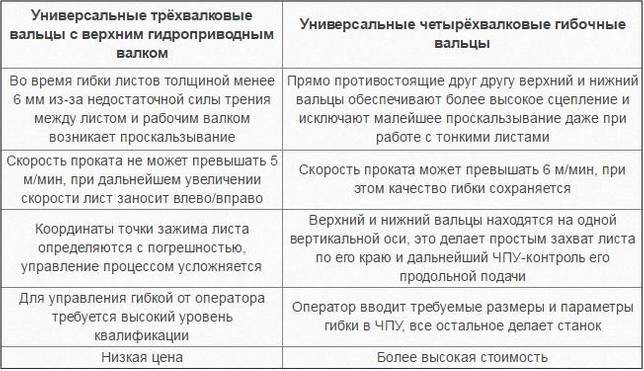
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Пресс листогибочный гидравлический
Пресс листогибочный гидравлический
– это оборудование, которое нашло широкое применение на металлообрабатывающих предприятиях. Их основное предназначение – изготовление деталей различной конфигурации из полосового проката. Все предлагаемые нами прессы характеризуются высокой универсальностью и рассчитаны на производство металлических деталей различных по размерам и форме. Каждый предлагаемый нашей компанией пресс листогибочный гидравлический характеризуется высокими показателями производительности и точности гибки, в том числе есть модели с числовым программным управлением. Мы предлагаем как крупные, так и компактные прессы, предназначенные для небольших ремонтных мастерских.
Общие сведения

листогибочный станок Энкор Корвет-503
Первое оборудование для гибки металла было разработано в Соединенных Штатах Америки более двухсот лет назад. Оно, как и коленогибочный станок, работало на ручной тяге и не нашло широкого применения, так как качество продукции было достаточно низким, а эксплуатация опасной. На смену ручному устройству пришло пневматическое. Функционировало оборудование на сжатом воздухе медленно и не отличалось высокой производительностью. Во второй половине прошлого столетия появились гидравлическая листогибочная машина — надежная, производительная и безопасная.
Принцип работы всех листогибов схож, различаются они типом тяги: лист металла фиксируется прижимной балкой и придавливается гибочной траверсы. Рабочий контролирует ее работу с помощью системы датчиков. Нередко станок дополняется задним упором, положение которого выставляется в зависимости от ширины отгибаемой полосы. На обработку листы металла подаются вручную или автоматически.
Основные виды вальцов и их назначение
Вальцовочные станки в современном мире очень часто встречаются на многих предприятиях по производству металлоизделий. Такое устройство без проблем можно смастерить в домашних условиях своими руками. Используя данный механизм, специалисту под силу изготовить из металлического листа детали различных форм – цилиндрической, овальной или конической.
Данную задачу исполняют с помощью валов, через которые проходит лист металла. Вальцевание – термин, обозначающий наименование операции, которая решает эти задания. С помощью валковых машин происходит процесс изготовления труб, дугообразных устройств, дымоходных труб, водостоков и многое другое.
Вальцовочные устройства, которые сейчас выпускают в промышленных масштабах, способны обрабатывать листы из различных видов стали, а также меди, алюминия, латуни, чугуна.
- Ручной станок для вальцовки листового металла. Устройство данного типа изготовляется в двух вариантах: напольный (когда развальцовочный станок устанавливается на стойке), и настольный (когда агрегат монтируется на верстаке). Для работы на данном типе вальцовочного ручного станка придется приложить немало физических усилий, хотя несомненным плюсом является легкость в эксплуатации и очень простая конструкция, позволяющая сберечь надежность устройства на длительный период времени.
- Станок вальцовочный электромеханический. Устройство данного типа имеет в своих составляющих редуктор. Он позволяет заметно повысить эффективность такого агрегата. Электромеханический станок используется в промышленном производстве для обрабатывания металлических листов и для того, чтобы немного изменить конфигурацию трубного проката.
- Вальцевой станок с гидравлическим приводом. Данный тип машины относится к наиболее мощным и очень часто эксплуатируется на предприятиях различных направлений. По сравнению с ручным и электромеханическим станками он имеет в своей конструкции в разы больше рабочих механизмов. Эти приспособления и делают устройство более мощным. На данном типе оборудования без проблем гнутся даже самые толстые металлические листы (до 8мм).
Преимущества ручных вальцов:
- компактность устройства;
- невысокая масса;
- хорошая мобильность;
- электроэкономичность;
- сравнительно небольшая стоимость.
ИБ2222 Настройка машины для гибки конических обечаек
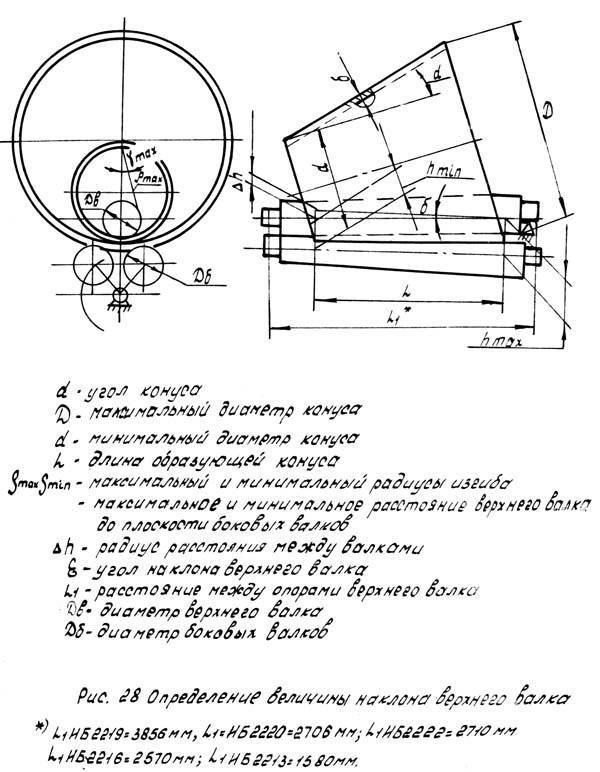
Настройка машины ИБ2222 для гибки конических обечаек
Для гибки конических обечаек верхний валок устанавливают в наклонное положение под углом ε к горизонту. Угол ε и величина перемещения левой опоры верхнего валка Δh лев. получаются из нижеприведенных соотношений между углом конуса и необходимыми радиусами гибки, (см.рис.28).
Угол при вершине конических обечаек (максимальный) составляет для машин:
- ИБ2213 – 30°
- ИБ2220, ИБ2216, ИБ2222 – 20°
- ИБ2219 – 15°
Установку верхнего валка в положение для гибки конических обечаек производить в следующей последовательности:
- отпустить нижние шлицевые гайки на винте откидной опоры
- передней тягой установить верхний валок в нужное положение одновременно заворачивая винт в стакан вращением муфты вручную. Контроль перемещения по линейке на стойке
- завернуть нижние шлицевые гайки небольшим усилием. Открыть откидную опору и затянуть верхние гайки. Затянуть нижние гайки, закрыть опору
- гайками зафиксировать тягу консоли верхнего валка, отрегулировав при этом свободное откидывание левой опоры
- отрегулировать положение конечного выключателя с помощью пазов в кронштейне конечного выключателя и планки с упором в приводе откидной опоры
- одеть на шейку верхнего валка при снятой откидной опоре приспособление для гибки конических обечаек. Хвостовик упора приспособления при надевании откидной опоры должен заходить в приспособление от поворота вокруг посадочной шейки – валка.
- Возврат валка в горизонтальное положение производить в обратной последовательности. При гибке конических обечаек лист устанавливается таким образом, чтобы вогнутая кромка меньшего диаметра заготовки усеченного конуса прилегала к упору приспособления для гибки конических обечаек.
- D1 = 270 (диаметр верхнего валка)
- D2 = 260 (диаметр боковых валков)
- * d1 = 324 (диаметр наладки для гибки трубы для верхнего валка)
- * d2 = 314 (диаметр наладки для гибки трубы для боковых валков)
- * d3 = 360 (диаметр наладки для гибки сортового проката)
- R = 420
Где * размеры для справок:
Максимальные размеры сортового проката и Rmin минимальный радиус гибки:
- Наладка инструмента для гибки трубы. Максимальный диаметр трубы – Ø32; 45, Rmin = 400 мм
- Наладка инструмента для гибки сдвоенного уголка полкой наружу. Максимальные размеры уголка – 50х50х5, Rmin = 450 мм
- Наладка инструмента для гибки швеллера полкой наружу. Максимальный размер швеллера – №12, Rmin = 400 мм
- Наладка инструмента для гибки квадрата. Максимальные размеры квдрата – 50х50, Rmin = 300 мм
- Наладка инструмента для гибки полосы на ребро. Максимальные размеры полосы – 36х60, Rmin = 400 мм
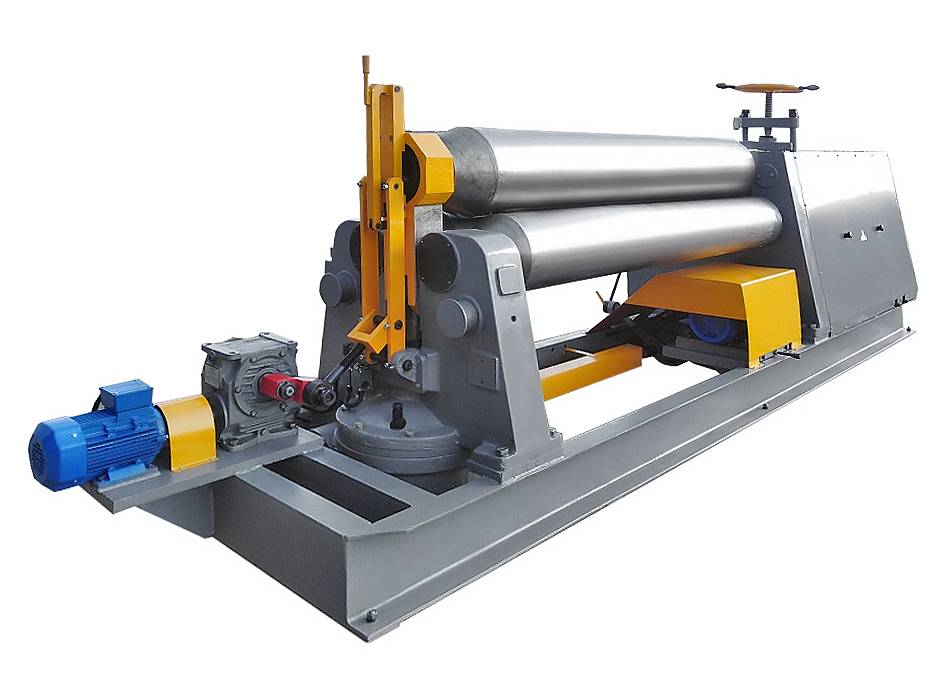
Вальцы трехвалковые

» Кузнечно прессовое оборудование » Вальцы трехвалковые
Вальцы трехвалковые электромеханические являются оптимальным решением, как для мелкосерийного, так и массового производства. Данное оборудование позволяет производить деформацию тонкого листового металла с целью придания объёмной формы. Метод обработки металла – холодная гибка.
Вальцы электромеханические трехвалковые: назначение
Благодаря вальцам трехвалковым появляется возможность получить детали, которые применяются в различных отраслях народного хозяйства, а именно: производство заготовок, которые применяются при формировании вентиляционных систем, канализации, а также для других инженерных конструкций. Немаловажна роль станков листогибочных при создании продукции, используемой в авиационной, машиностроительной и химической промышленности.
Вальцы трехвалковые листогибочные позволяют производить заготовки:
- в форме конуса;
- в форме цилиндра;
- в форме круга.
Помимо этого, станочное оборудование позволяет делать подгибку краев и выравнивание плоских заготовок. Функции и технические характеристики зависят от модели листогибочной машины.
Вальцы трехвалковые: особенности
Для создания цилиндрической, овальной и конической формы детали и заготовки из листового сырья, производится вращение валков с помощью продольных пазов различной глубины. Валки станка могут вращаться как по отдельности, так и совместно. Для того чтобы определить радиус изгиба, рекомендуется установить в определённое положение боковые валки.
При постоянном техническом осмотре и обработке металла, характеристики которого не будут превышены при работе, оборудование листогибочное прослужит долгое время. Конструкция станков серии ИБ выполнена из высококачественных материалов и соответствует мировым стандартам качества.










Вальцы трехвалковые листогибочные: строение
Простое и универсальное устройство станка позволяет быстро, легко и аккуратно проводить гибку металла. Вальцы трехвалковые, технические характеристики которого дают возможность изгибать малоуглеродистую сталь и листы из алюминиевых сплавов, имеют такие основные узлы и механизмы:
- рабочие вальцы;
- редуктор основного привода и редуктор для регулирования расположения вальцов;
- основание (рама);
- электрическая часть;
- система автоматического контроля за процессом гибки.
Основные движения листогибочными машинами серии И совершаются валками: прямое и обратное вращение боковых валков, подъем и опускание только верхнего валка. Станки трехвалковые серии ИБ в сравнении с моделями агрегатов серии И обладают подвижными боковыми валками, которые совершают движение вниз-вверх.
Для создания безопасной работы, вальцы трехвалковые оснащены специальными приспособлениями и механизмами. Машина листогибочная управляется с помощью ножной педали или пульта.
Перед запуском оборудования, станок должен быть подключен к электричеству, благодаря чему будет обеспечиваться стабильная высокая производительность.
Оборудование легко перемещается, за счёт чего его можно использовать на различных участках.
Сортировать по умолчанию цене названию
- Трехвалковая листогибочная машина ИБ2219
Наибольшая ширина изгибаемого листа, мм 3150 Наибольшая толщина изгибаемого листа с пределом текучести σ Т =250 МПа (25кгс/мм 2 , мм) при гибке 8 Наибольшая толщина изгибаемого листа с пределом текучести σ Т =250 МПа (25кгс/мм 2 , мм) при подгибке 6,3 Диаметр верхнего валка, мм 240 Масса, кг 6027 - Трехвалковая листогибочная машина ИБ2224
Наибольшая ширина, мм 2500 Толщина материла при подгибке на всю длину, мм 20 Толщина материала при подгибке на длину 1 метр, мм 25 Диаметр верхнего валка, мм 390 Масса, кг 18500 - Трехвалковая листогибочная машина ИБ2221
Наибольшая ширина, мм 2500 Толщина материла при подгибке на всю длину, мм 6 Толщина материала при подгибке на длину 1 метр, мм 8 Диаметр верхнего валка, мм 250 Масса, кг 7100
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
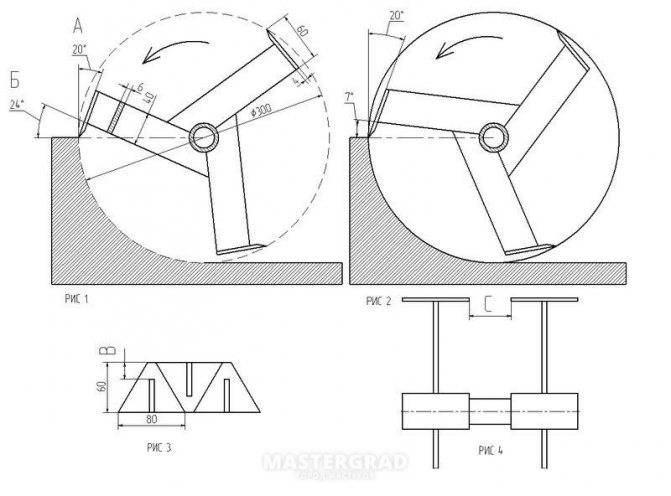
Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.
Компактные самодельные вальцы для обработки узких заготовок
Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.
Вариант листогибочных вальцов, изготовленных своими руками
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
- Лист металла, который должен быть подвергнуть обработке, укладывается на два нижних валка.
- При помощи верхнего валка, оснащенного нажимным узлом, лист прижимается к нижним рабочим органам.
- За счет вращения рукоятки станка начинает выполняться вальцевание.
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий. Ручные








Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Вальцы, оборудование для изготовления трубы из листового металла
Благодаря компактным размерам, вальцы можно использовать где угодно , прямо на строительном объекте, а ручные приборы не испортят полимерное покрытие металла. Для пищевой промышленности применяют вальцы дробильного типа, а для химической — листогибочные, листовальные и другие. Без вальцовочного станка невозможно придать листовому металлу цилиндрическую форму, а вальцы для труб помогают обустроить водосточную систему.
Станки с ковочными цилиндрами нужны для холодной гибки заготовок их металла, также благодаря вальцам можно обрабатывать:. Наиболее распространенные вальцы — это трехвалковые и четырехвалковые.
Почему именно трёхвалковые? Потому, что кинематическая схема четырёхвалковых листогибочных машин с ручным приводом значительно усложняется, а видимых преимуществ от этого получить не удаётся. Самодельные 3-х валковые листогибочные вальцы. Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования.
Так, трехвалковые обладают такими отличительными свойствами:. Если вы приобретаете или изготавливаете станок своими руками для домашних мелких нужд, то желательно, чтобы он имел такие характеристики:.
Естественно, собрать станок своими руками будет весьма затратно в плане времени и нагрузки, но если вы планируете его применять для мелких ремонтов, то самодельная сборка будет более экономичным вариантом, чем заводская модель, стоимостью от 20 тысяч рублей и выше. Перед тем как приступить к работе, приготовьте чертеж проекта, материалы и детали. Этапы работы будут следующими:. Вот изделие и готово. Как видите, вальцы можно приобрести в готовом виде, или сделать своими руками, имея на руках требуемый инструментарий, чертежи, и, обладая нужными навыками.
Вальцы представляют собой универсальное оборудование, позволяющее эффективно справляться с листогибочными операциями. Изготовить вальцы своими руками не так уж трудно, но для этого необходимо предварительно познакомиться с серийными моделями, их конструкцией и принципом действия. Вальцы их еще называют листогибочным станком позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию.
Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка. Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два двухвалковый станок , три трехвалковый и даже четыре.
В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий — упорный, расположенный сверху, — еще и регулируется по высоте.
Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.