
Единая система обозначения токарных патронов
Шифр патрона состоит из 8 цифр и буквы, указывающий класс точности изделия. Воспользовавшись соответствующей таблицей по такой маркировке можно определить:
- Количество кулачков в патроне
- Диаметр патрона
- Основные размеры патрона
- Вид крепления на конце шпинделя
- Исполнение кулачков
- Класс точности патрона Н, П, В, А
Пример условного обозначения патрона типа 1, диаметром 200 мм, с цельными кулачками, класса точности Н:
Патрон 7100-0007 ГОСТ 2675—80
То же, патрона типа 2 диаметром 200 мм, устанавливаемого на шпиндель с условным размером 5, со сборными кулачками, класса точности П:
Патрон 7100—0032—П ГОСТ 2675—80
Пример работы с сырыми кулачками на токарном станке Haas
Сырые кулачки дают при работе одно существенное преимущество перед закаленными аналогами: они позволяют выставить заготовку точно в оси шпинделя и создают упор по оси с высокой повторяемостью. Эта оснастка незаменима для фиксации сложных деталей. Расскажем, как правильно подготавливать сырые кулачки для зажима заготовок по наружному диаметру.
Этап 1. Выбор кулачка
На первом этапе необходимо определиться с материалом кулачков. Они бывают алюминиевыми и стальными. Алюминиевые применяют для зажима легких и пустотелых заготовок с небольшим усилием зажима. Стальные — когда требуется создать большее усилие зажима и увеличенный срок службы.
Вторым моментом становится правильный выбор размера кулачка. В этом вопросе помогут рекомендации производителя и таблицы размеров. Советуем зажимать заготовку как минимум на треть длины. Если заготовка длинная, для ее фиксации потребуются удлиненные кулачки.
Этап 2. Установка кулачка
Перед установкой кулачков на токарный патрон тщательно очистите зубчатые гребенки и Т-образные пазы. При работе на передней поверхности патрона не снимайте центральную крышку — она защищает движущиеся части механизма от грязи, при попадании которой ресурс патрона серьезно снижается.
Никогда не устанавливайте сменные кулачки таким образом, чтобы Т-образные сухари выходили из своих пазов. Для этого требуется выдвинуть кулачки так, чтобы Т-образный сухарь оказался на уровне края мастер-кулачка. После этого затяните крепежные болты динамометрическим ключом до значения крутящего момента из документации: чтобы кулачки выдерживали необходимое усилие, а резьба осталась цела.
Важно!Токарный патрон необходимо смазывать ежедневно. Для этих целей лучше всего использовать смазку с высоким содержанием дисульфида молибдена
Если игнорировать уход, достаточно быстро усилие зажима снизится на 50% и более.Этап 3. Обработка сырых кулачков
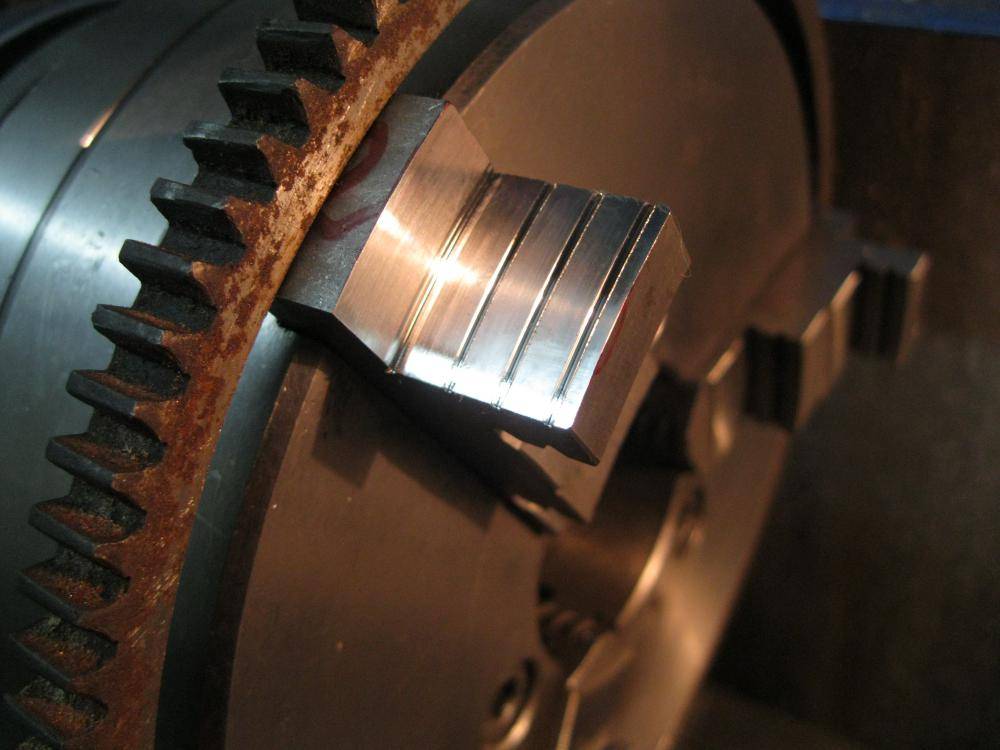
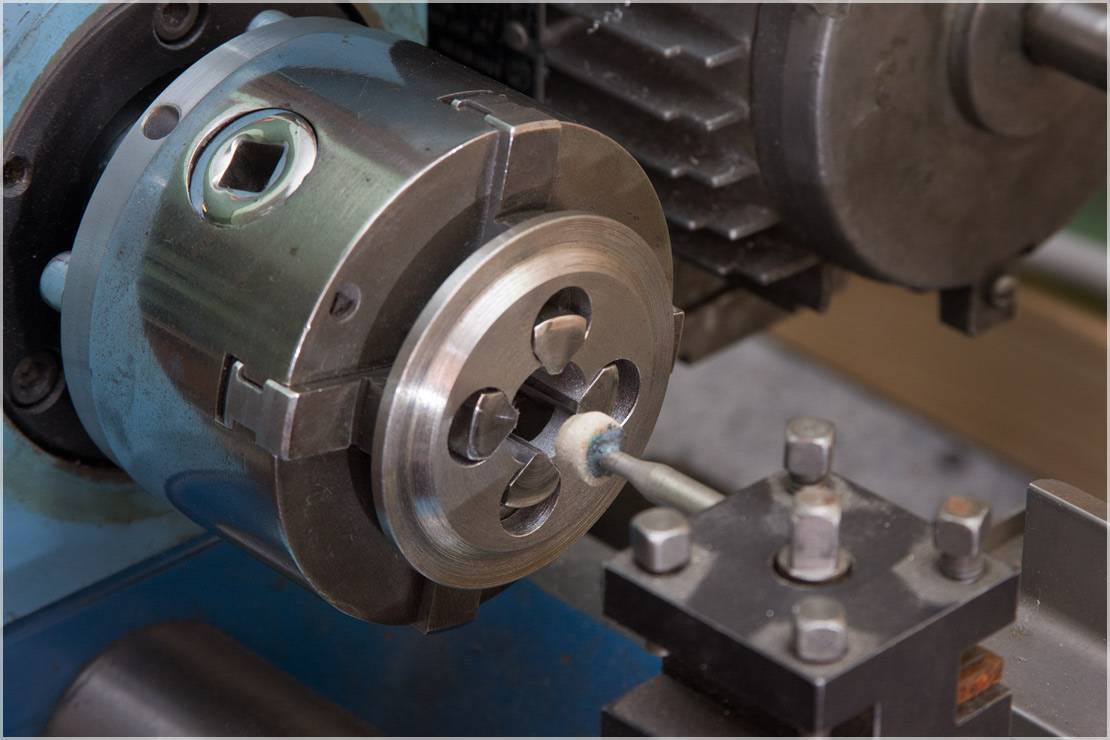
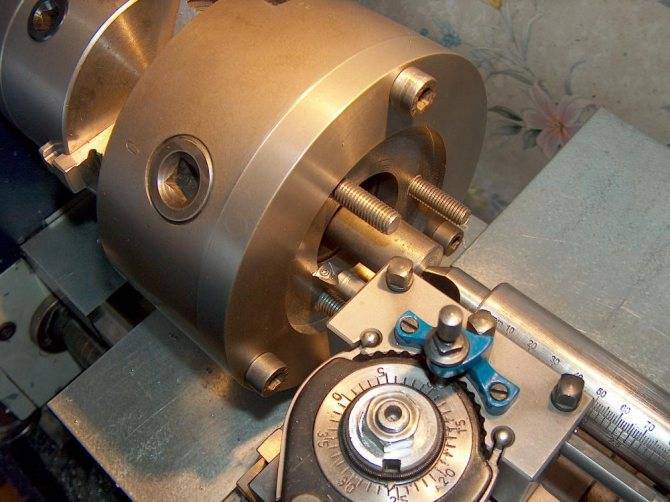
Для качественной обработки сырые кулачки должны в процессе плотно зажимать какой-нибудь предмет. Лучшие условия создает специальное регулируемое кольцо. Оно имеет 3 штифта, которые помещают в отверстия крепежных винтов токарных кулачков. Эти штифты способны скользить в своих пазах для регулировки позиции, что позволяет незначительно поменять положение зажима.
Растачивать кулачки следует в середине хода. Если делать это в верхней части хода, возникнут проблемы загрузки детали в патрон, так как кулачки будут открываться практически без зазора к диаметру детали. Аналогично, если расточить кулачки в нижней отметке, деталь будет зажиматься без нужного усилия.
Зажимать деталь нужно за наружный диаметр, при этом следует таким образом настроить направление зажима в процессе растачивания, который будет соблюдаться при обработке будущей детали.
Давление в гидрозажиме и максимальные обороты назначайте, не превышая значений в спецификации производителя токарного патрона. Кольца допускается использовать при максимальном давлении 7 бар и максимальной скорости 900 об./мин. Возможны случаи, когда заготовку приходится зажимать с давлением, которое заметно превышает рекомендуемое. Однако это всегда риск, способный привести к деформации детали.
Этап 4. Обработка детали
На современных токарных станках предусмотрена специальная система визуального программирования VPS. Она позволяет выбрать шаблон для обработки внутреннего диаметра. Задавая параметры, учитывайте, что диаметр зажима на кулачках должен совпадать с диаметром зажимаемой детали, иначе деталь будет зажиматься либо только краями кулачков, либо только центром. После того, как давление на зажим токарного патрона и позиция настроечного кольца подобраны, можно начинать резать.
После растачивания кулачка, сделайте небольшую канавку на дне расточенного диаметра. Так вы сможете зажимать до упора заготовку с острой кромкой или очень маленькой фаской. Если же этого не сделать, заготовка будет устанавливаться на упор кулачков неправильно.
После того, как расточили кулачки, зажмите заготовку в токарном патроне, оставив место для дальнейшей работы. Обязательно задайте такое же давление в том же направлении, как при будущей обработке детали. Для зажима заготовки задайте давление, равное 17 бар, после чего приступайте к обработке.
Назначение и основные параметры
Токарный патрон является одним из основных элементов техоснастки и необходим для надежного крепления заготовок различного размера и формы на шпиндель. Высокая точность зажима обеспечивает центрование и перпендикулярность поверхности оси обработки. Патрон необходим для проведения практически всех токарных операций, входит в обязательный комплект оснастки металлообрабатывающих ручных, полуавтоматических и автоматических станков.
Данный тип зажима устанавливается на переднюю бабку станка. Передача вращения осуществляется от электромотора через коробку передач и раздаточную коробку. Для обеспечения производства деталей необходимо несколько токарных патронов, которые подбираются с учетом основных эксплуатационных и технических параметров:
- Вариант исполнения и количество кулачков (зажимных элементов) – определяет возможность фиксации того или иного типа заготовок, расположение кулачков, возможность установки нескольких заготовок.
- Рабочий диаметр патрона. Это наружный размер, диаметр присоединительного пояска, а также расположение и параметры крепежных отверстий.
- Параметры заготовки. Необходимо учесть наибольший и наименьший диаметры, учесть способ крепления – наружный или внутренний через обратные кулачки. Также необходимо учесть и допустимую массу детали.
- Диаметр отверстия в корпусе патрона. Необходим при обработке длинного прутка.
- Максимальное значение частот вращения.
Это интересно: Сортамент двутавровых металлических балок — маркировка ГОСТ
Шлифовка
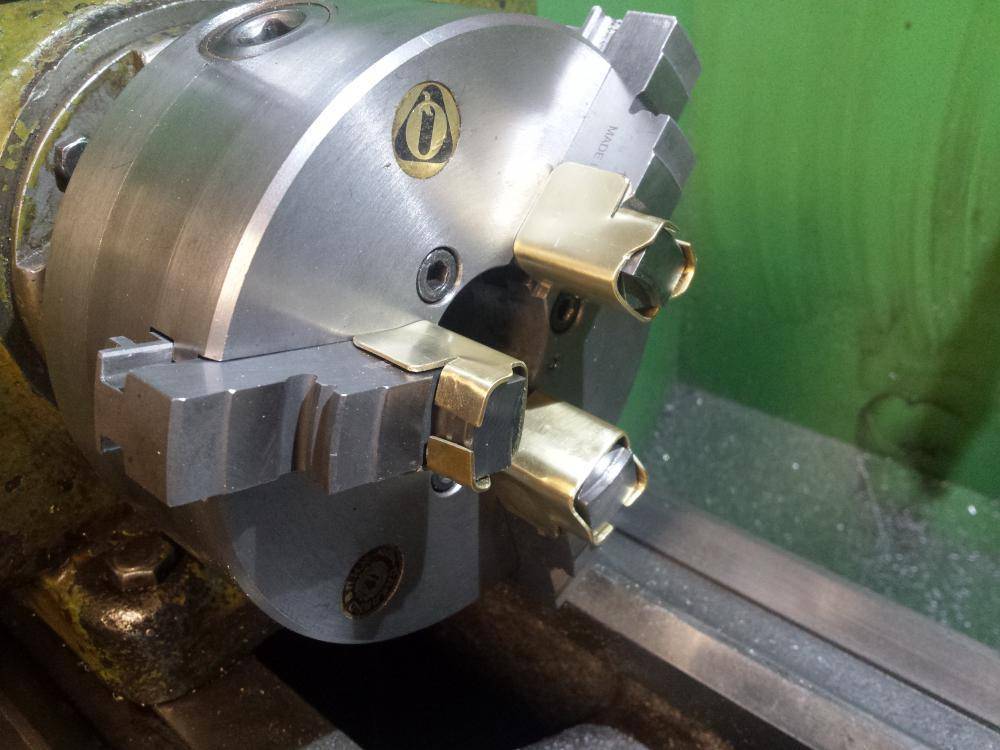
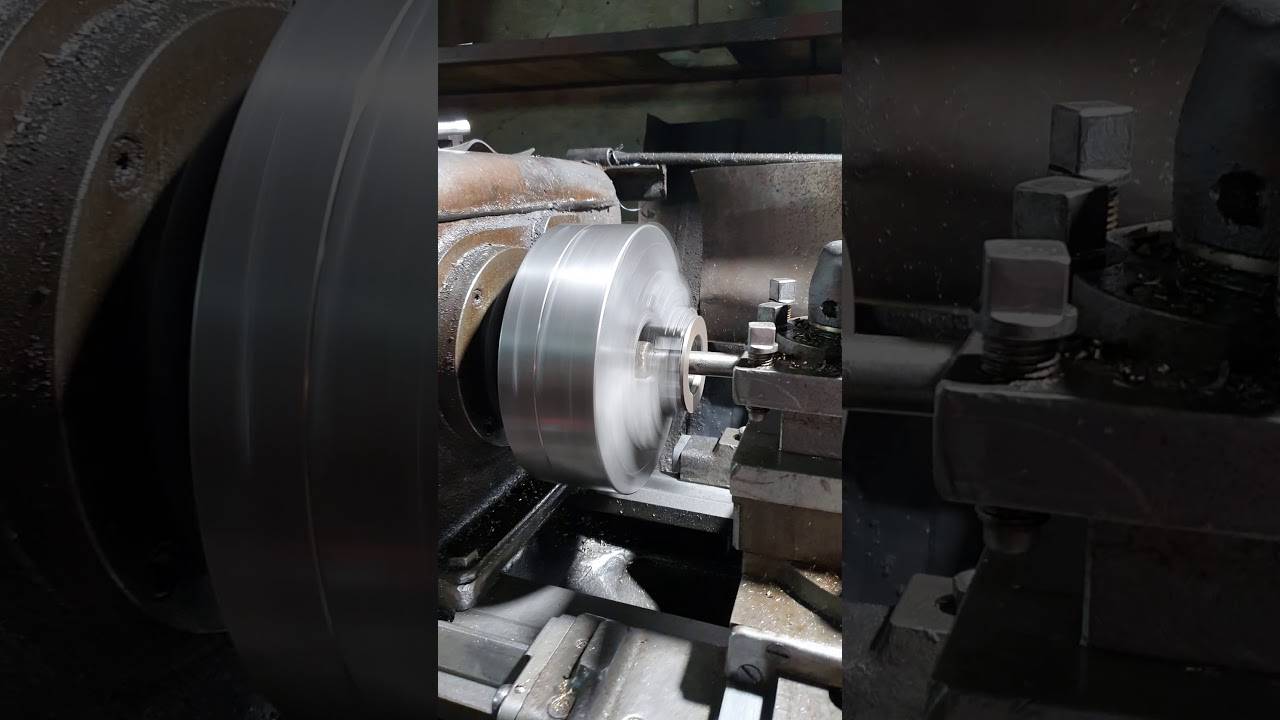
Завершающим этапом растачивания кулачков является шлифовка, которая должна производиться только при ее явной необходимости. Для проверки используется металлический вал, который закрепляется в патрон токарного станка. Деталь зажимается кулачками и запускается станок. Визуально можно определить имеет ли место биение или оно отсутствует. Если имеется, то кулачки требуют ухода и шлифовки. Для этого необходимо обработать внутреннюю часть, зажав ими кольцо, предупреждая тем самым самопроизвольное раскручивание.
Для качественного точения токари используют резцы со специальным камнем, для чего на него устанавливается насадка с камнем. Производится включение патрона и, передвигая оправу с камнем по всей плоскости кулачков, делается их шлифовка до нужного состояния. После шлифовки можно повторно произвести проверку на состояние идеальности кулачков, установив в них стальной вал и запустив в работу. Процедура обработки деталей посредством расточки должна исключить биение заготовки.
Процесс правильного точения и последовательность в работе можно увидеть на видео. Токарный станок является многооборотистым оборудованием, поэтому перед тем как расточить, необходимо досконально изучить технологию работы. Кроме того, совершаемые ошибки приведения кулачков в рабочее состояние может их попросту испортить, если будет нарушена техника правильной расточки.
Предприятия — производители токарных патронов
- Гродненский завод токарных патронов — В настоящее время — БелТАПАЗ выпускает токарные патроны и является самым крупным их производителем на территории СНГ;
- Барановичиский завод станкопринадлежностей БЗСП — Завод выпускает патроны токарные ручные стальные, патроны токарные с механизированным зажимом стальные 2-х, 3-х, 4-х кулачковые;
- Инрост, ООО г. Екатеринбург — Компания выпускает патроны токарные ручные 3-х кулачковые;
- Псковский завод технологической оснастки изготавливает самоцентрирующие токарные патроны с ручным приводом;
- Оршанский инструментальный завод ОИЗ — Завод выпускает сверлильные трехкулачковые патроны, резьбонарезные патроны и станочную оснастку;
- Новосибирский инструментальный завод — Завод выпускает сверлильные трехкулачковые патроны.
Предприятия — производители токарных патронов в СССР
- Псковский машиностроительный завод Псковмаш — изготавливал самоцентрирующие токарные патроны с ручным приводом;
- Павелецкий завод станочных узлов ПЗСУ — Завод прекратил существование. Завод являлся единственным в России изготовителем 4-х кулачковых токарных патронов с независимым перемещением кулачков;
- Борисоглебский завод токарных патронов — Выпуск токарных патронов прекращен. Завод выпускал трехкулачковые самоцентрирующие и четырехкулачковые патроны с независимым перемещением кулачков.
- Луганский станкостроительный завод — В настоящее время — Луганский Патронный Завод — токарные патроны завод не выпускает. Выпускал токарные патроны диаметром 125 мм (7100-0003), 250 мм (7100-0009) с посадкой на планшайбу
- Фрунзенский машиностроительный завод им. Ленина — В настоящее время — Бишкекский машиностроительный завод. Наиболее известная продукция: токарные патроны диаметром 160 мм (7100-0005), 250 мм (7100-0009)
Иностранные поставщики токарных патронов в Россию
- BISON-BIAL Польша — Официальный представитель завода в России — ООО «Скальт» Санкт-Петербург
- Jet, Китай — Токарные патроны для станков Jet
- Proma, Китай — Токарные патроны для станков Proma
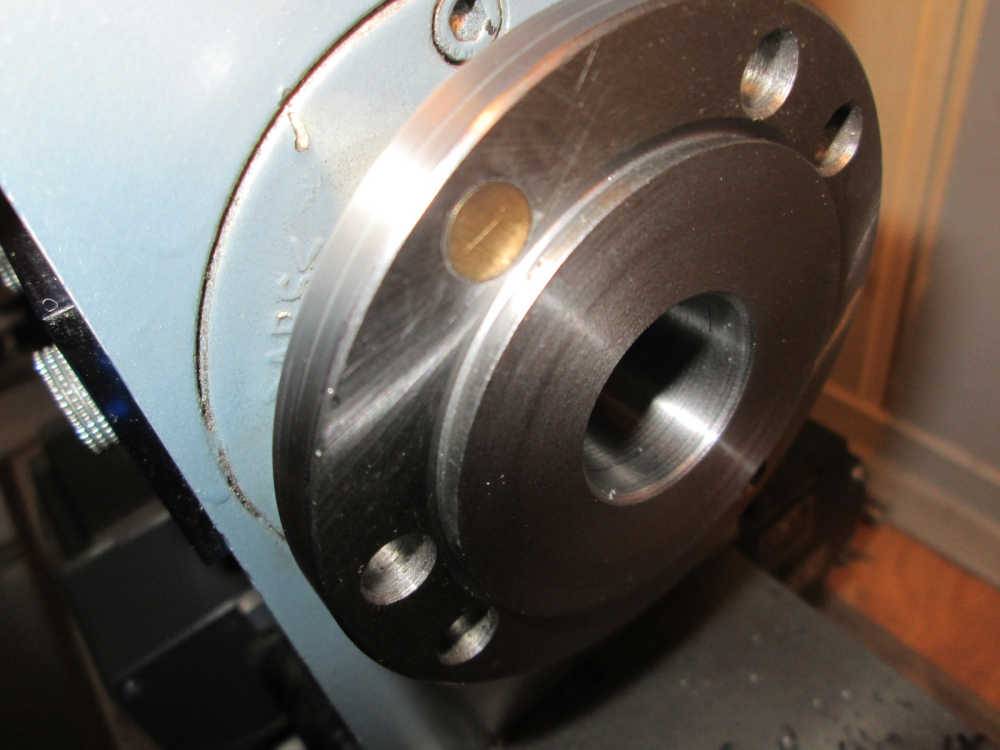
Патрон разобран: что делать дальше
После разбора конструкции важно изучить все фрагменты устройства. Если они не имеют серьезных повреждений, ремонт будет достаточно простым
Как правило, неисправности связаны с попаданием мусора в смежные элементы. В такой ситуации достаточно хорошо продуть и промыть их, используя масло.
Если к поломке привело повреждение резьбы или зубцов, стоит принять более серьезные меры. При небольших проблемах можно попробовать отшлифовать пораженные фрагменты. В более серьезных ситуациях требуется полная замена конструкции. При этом собрать деталь обратно не составит особого труда.
Чтобы дрель служила как можно дольше, важно правильно использовать ее. Инструмент нельзя применять для токарно-фрезерных работ, поскольку он может быстро сломаться
Немаловажное значение имеет правильный выбор сверла и его заточки. Это оказывает значительное влияние на сам патрон.








После разборки устройства его можно отремонтировать
Расточка и шлифовка кулачков токарного патрона: порядок действий
Изнашивание трущихся частей токарного патрона – типичная проблема токаря. Она ведёт к биению заготовки и плохому качеству обработки. При этом не обязательно менять деталь на новую. Иногда достаточно просто расточить кулачки токарного патрона.
Также расточка требуется для придания необходимых размеров незакалённым (сырым кулачкам), которые, как правило, используются для зажима заготовок с нестандартной геометрией.
От больших оборотов и нагрузки токарный патрон периодически изнашивается, точность теряется. Станок работает на больших оборотах. В результате возникает потеря цилиндричности обхвата заготовки вследствие неравномерного износа зажимающих поверхностей кулачков. Это и приводит к биению обрабатываемой болванки и браку из-за того, что деталь не отвечает заявленным размерам и требованиям качества. А в длительной перспективе и к поломке основных узлов станка.
Основная цель расточки заключается в том, чтобы совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя.
Типы токарных кулачков
Кулачки токарного патрона бывают нескольких типов.
Прямые
применяются для зажима заготовки с внешней стороны с валом или за внутреннюю часть – у заготовки с отверстием.
Обратные
необходимы для зажима заготовки с внешней стороны. Они предназначены для точения полых деталей.
Накладные
используются во время обработки чего-то масштабного: когда длина заготовки слишком большая или размер диаметра велик (причём в этом случае неважно, какой длины сама заготовка). Сборные. Сборные
Сборные
состоят из рейки, на которую крепится накладной кулачок.
Независимо от типа кулачков, рекомендации по их расточке являются универсальными.
Как правильно расточить кулачки?
Профессиональная расточка производится в несколько этапов. Если выполнять каждый из них качественно, соблюдая все технические рекомендации, то оборудование прослужит вам долго.
Для расточки кулачков необходимо следовать согласно следующему порядку действий:
1. Демонтаж токарного патрона.
2. Обработка наждачной бумагой.
3. Расточка кулачков.
4. Шлифовка кулачков (при необходимости).
Обо всё подробнее расскажем ниже.
Демонтаж токарного патрона
Первым делом нужно демонтировать токарный патрона. Иначе вам просто не удастся устранить биение детали и правильно совместить все необходимые оси. Если патрон не будет зажат на станке, неисправности сохранятся.
После демонтажа снимите кулачки и очистите их. Следующим шагом нужно проверить биение.
Обработка наждачной бумагой
Если износ небольшой, достаточно обработать деталь патрона сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Иногда этот способ помогает восстановить цилиндричность обхвата.
Однако, при большой степени износа кулачков, придётся прибегнуть к полноценной расточке.
Расточка
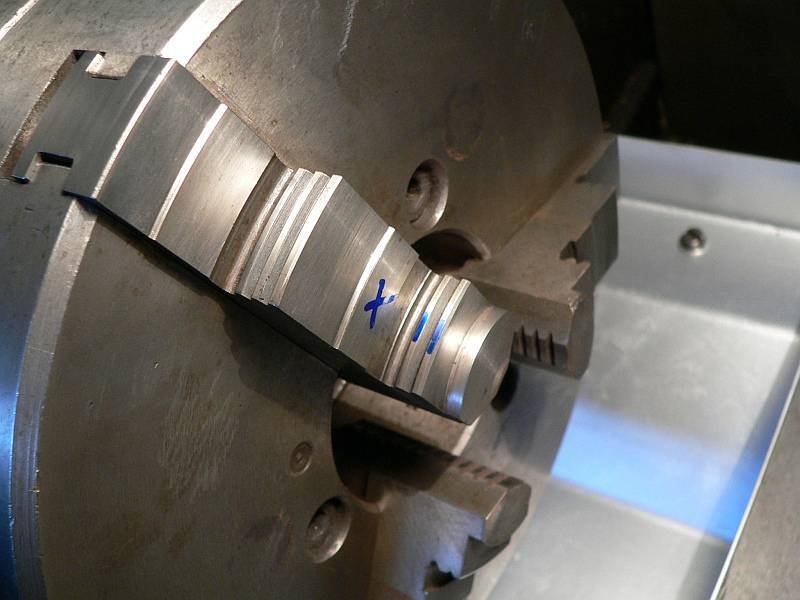
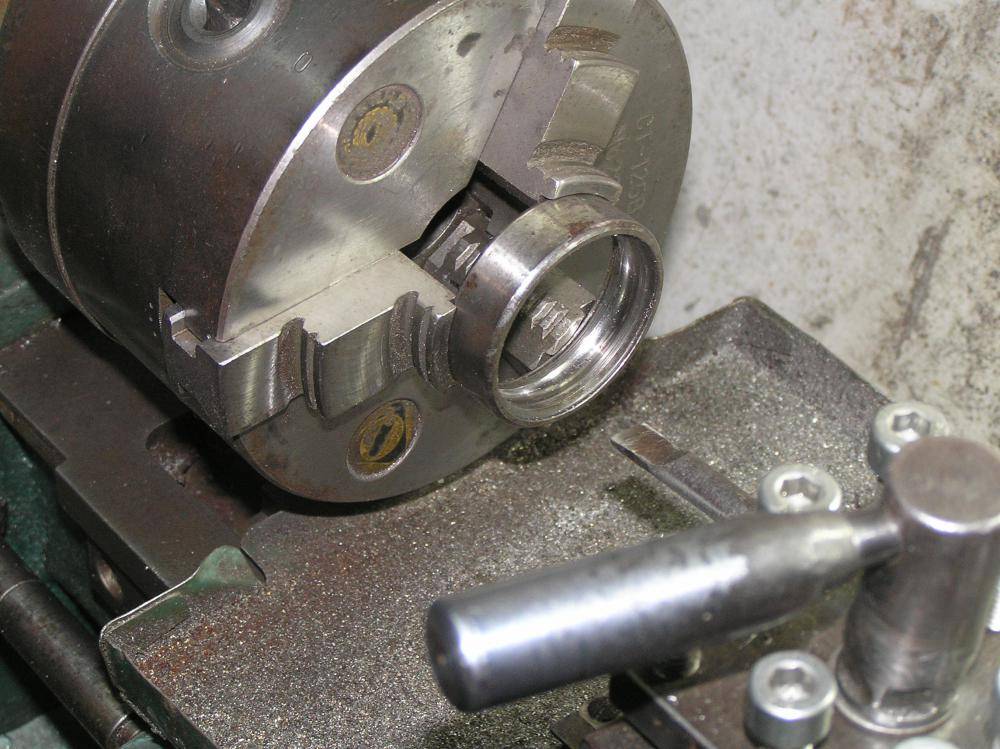
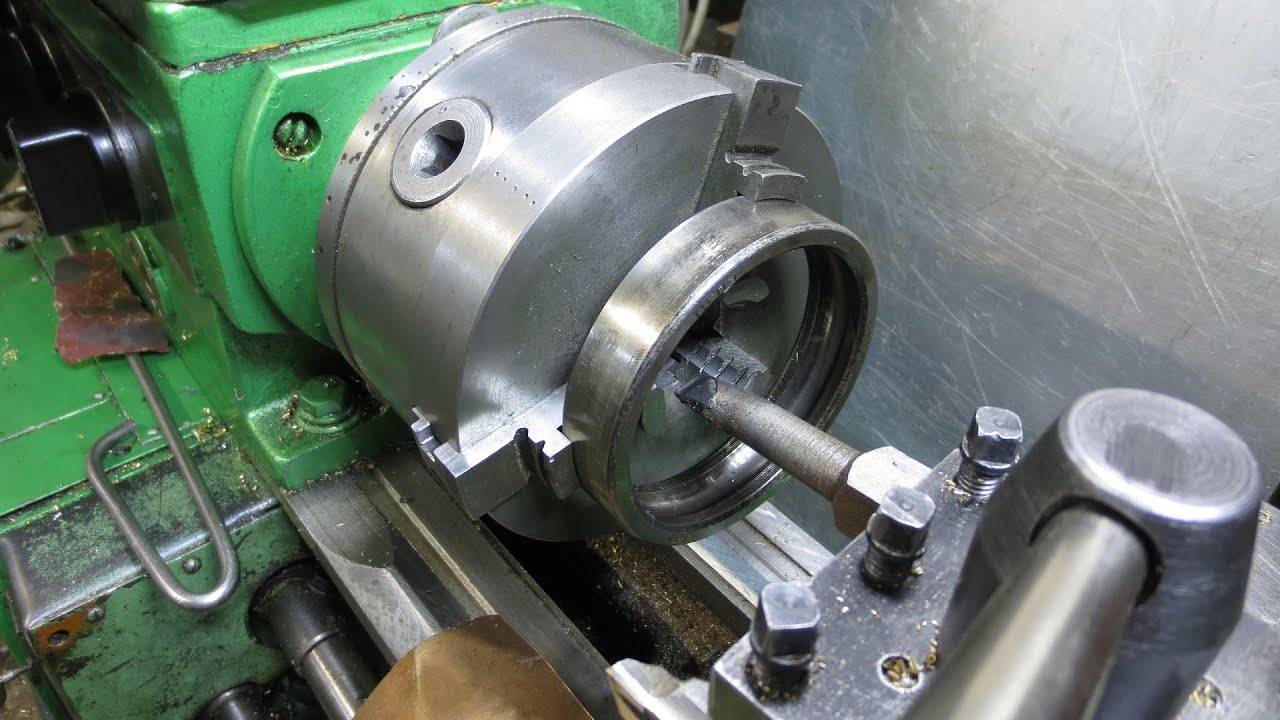
1. Для начала закрепите кулачки так, чтобы диаметр между ними совпадал с размером отверстия токарного патрона.
2. Зажмите кулачками кольцо так, чтобы оно могло свободно перемещаться.
3. Для расточки вам потребуются два резца: один – для расточки канавок (чтобы стружка и отходы производства могли свободно отводиться из отверстия), а второй — для разработки плоскостей.








4. Начните с небольших оборотов и постепенно прибавляя скорость, установите оптимальный режим вращения.
5. Начинаем расточку первым резцом, выбрав оптимальную глубину проточки таким образом, чтобы поверхность кулачков находилась в пределах допустимой площади.
6. Затем используем резец для разборки плоскостей. Его необходимо закрепить так, чтобы по всей рабочей плоскости кулаков происходило соприкосновение.
7. В конце производим конусную расточку кулачков, чтобы в дальнейшем обрабатываемая заготовка могла хорошо в них крепиться, делая захват надежным и безопасным.
Шлифовка
Финальным этапом растачивания кулачков является шлифовка, которая проводится только в случае ее реальной необходимости. Как это проверить? Зажмите металлический вал кулачками и запустите станок. При наличии биения придется шлифовать.
Для этого нужно обработать внутреннюю часть, зажав ими кольцо, чтобы кулачки самопроизвольно не раскрутились.
Самым легким методом является шлифовка с помощью резца со специальным камнем.
Если соблюдать указанный выше порядок действий полностью, то кулачки будут служить вам долго.
Выбрать качественные зажимные кулачки SMW-Autoblok (Германия) можно в нашем каталоге.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
- когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
- зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
- при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Эти тонкости необходимо знать, чтобы расточка была эффективной и достигла нужного результата.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов
Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать
Расточка кулачков токарного патрона: как правильно проточить, видео

При работе на токарном станке мастера сталкиваются с износом основных узлов оборудования. Интенсивная работа на больших оборотах уровень износа пат очень высок.
Это приводит к биению заготовки. При этом необязательно заменять детально новую. Иногда для исправления ситуации достаточно просто расточить кулачки токарного патрона.
Зачем нужна расточка
Смысл расточки – совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя. Кулачки нужно растачивать, когда они будут находиться в зажатом положении. Если осуществлять процесс в свободном состоянии, то биение не устранится.
Разновидности
Чтобы расточить кулачки токарного патрона необходимо подобрать оптимальный способ для конкретной разновидности. Выпускают несколько типов кулачков, каждый из которых имеет конструктивные особенности.
Прямые
Этот вид кулачком предназначен для зажима заготовки с валом, с внешней стороны и для заготовки с отверстием – с внутренней. Непосредственно кулачки расположены сверху и захватывают деталь.
Установка и закрепление деталей в патронах
Токарный патрон
Короткие детали обычно устанавливают и крепят в патронах, которые подразделяются на простые и самоцентрирующие.
Четырехкулачковые патроны
Простые патроны изготовляют обычно четырехкулачковыми (рис. 41). В таких патронах каждый из четырех кулачков (1, 2, 3 и 5) перемещается своим винтом 4 независимо от остальных. Это позволяет устанавливать и закреплять в них детали, имеющие несимметричную наружную форму. При закреплении детали в четырехкулачковом патроне необходимо ее правильно установить, чтобы она не била при вращении.
Рис. 41 Простой четырехкулачковый патрон
Рис. 42. Проверка установки детали при помощи рейсмуса
Правильность установки детали можно проверять чертилкой рейсмуса (рис. 42). Чертилку рейсмуса подводят к проверяемой поверхности, оставляя зазор между ними 0,3-0,5 мм. Детали сообщают медленное вращение и следят за тем, как изменяется этот зазор. По результатам наблюдения отжимают одни кулачки и поджимают другие до тех пор, пока зазор не станет равномерным по всей окружности детали. После этого деталь окончательно закрепляют всеми четырьмя кулачками, равномерно поджимая их ключом один за другим.
После закрепления детали в патроне нужно обязательно вынуть ключ. Если этого не сделать, то при пуске станок может сломаться; кроме того, рабочий подвергается опасности получить увечье.
Самоцентрирующие патроны
Самоцентрирующие патроны (рис. 43) в большинстве случаев применяются трехкулачковые и значительно реже двухкулачковые. Эти патроны очень удобны в работе, так как все кулачки перемещаются одновременно, благодаря чему деталь, имеющая цилиндрическую поверхность (наружную или внутреннюю), устанавливается и зажимается точно по оси шпинделя; кроме того, значительно сокращается время на установку и закрепление детали.
На рис. 43, а показан трехкулачковый самоцентрирующий патрон. В нем кулачки перемещаются при помощи торцового четырехгранного ключа, который вставляют в четырехгранное отверстие 1 (рис. 43, а и б) одного из трех конических зубчатых колес 2. Эти колеса сцеплены с большим коническим зубчатым колесом 3. На обратной плоской стороне колеса 3 нарезана многовитковая спиральная канавка 4 (рис. 43, б). В отдельные витки этой канавки входят нижними выступами все три кулачка 5. Когда ключом повертывают одно из зубчатых колес 2, вращение передается зубчатому колесу 3. Вращаясь, оно посредством спиральной канавки 4 перемещает по пазам корпуса патрона одновременно и равномерно все три кулачка. При вращении диска со спиральной канавкой в ту или другую сторону кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь.
Необходима обращать внимание на прочный зажим детали в кулачках патрона. Если патрон в исправном состоянии, то прочный зажим детали обеспечивается применением ключа с нормальной ручкой (рис. 44)
Другие способы зажима, например зажим при помощи ключа и длинной трубы» надеваемой на ручку, применять запрещается
44). Другие способы зажима, например зажим при помощи ключа и длинной трубы» надеваемой на ручку, применять запрещается.
Рис 43 — Трехкулачковый самоцентрирующий патрон
Рис. 44. Установка и закрепление детали в патроне и заднем центре




После зажима детали нельзя оставлять ключ в патроне, так как это может привести к несчастному случаю или поломке оборудования.
Кулачки патронов
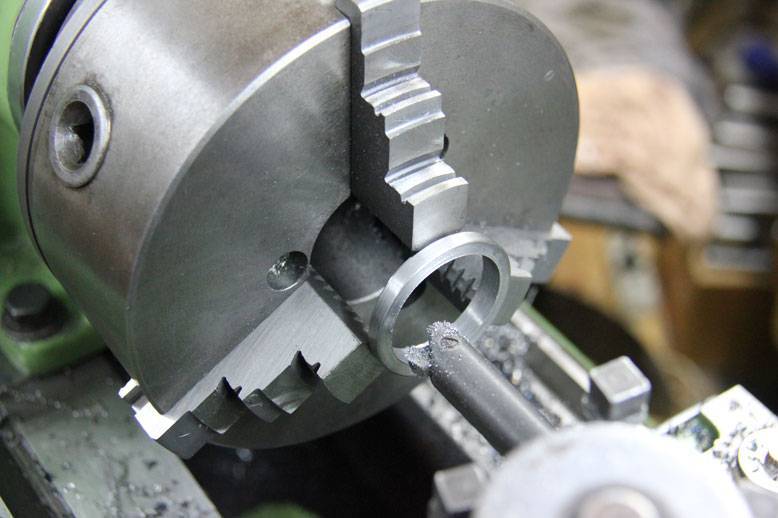
Кулачки патронов применяют закаленные и сырые. Обычно пользуются закаленными кулачками, так как они изнашиваются медленно. Но при зажиме такими кулачками на деталях с чисто обработанными поверхностями остаются следы в виде вмятин от кулачков. Чтобы избежать получения вмятин, в этих случаях рекомендуется применять сырые (незакаленные) кулачки, которые точно обрабатывают (пригоняют) по диаметру закрепляемой в них детали.
Сырые кулачки удобны еще и тем, что их можно периодически растачивать резцом и тем устранять биение патрона, которое неизбежно при длительной его работе. Растачивают кулачки точно по размеру закрепляемой в них детали.
Установку и закрепление деталей в патроне с поддержкой задним центром применяют при обработке длинных и сравнительно тонких деталей (рис. 44), которые недостаточно закрепить только в патроне, так как сила резания и вес выступающей части детали могут изогнуть ее и вырвать из патрона.
При снятии детали отжимают кулачки патрону и, поддерживая деталь левой рукой, выводят из нее задний центр, для чего правой рукой вращают маховичок задней бабки.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.

Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
Правила работы напильником
Для того, чтобы выполнять задачи, ради которых устройство было создано, необходимо его рифлёную зону с небольшим усилием приложить к зоне, которую предстоит опиливать. Затем, не ослабляя прижима, привести в движение. Зубцы насечки инструмента начнут снимать верхнюю часть с обрабатываемой детали. Это действие определяется техническим термином – «Послойное срезание материала с поверхности». Качество среза является результатом правильности выбора номера насечки, а производительность определяется силой прижатия и частотой перемещений инструмента по заготовке. Окончательная обработка детали ведётся личневым или бархатным напильником. Обработка дерева производится рашпилем.
Напильник является ручным инструментом. Чтобы начать им работать, необходимо выполнить следующие операции:
- Проверить исправность инструмента. Ручка должна сидеть плотно, без люфта.
- Ознакомиться с правилами техники безопасности и строго выполнять их.
- Прочно закрепить заготовку в соответствующих приспособлениях, например, в тисках или прижать к верстаку струбциной. Желательно, чтобы поверхность, которую предстоит обрабатывать, была расположена горизонтально. Деталь должна выступать над поверхностью губок тисков примерно на 5 – 8мм.
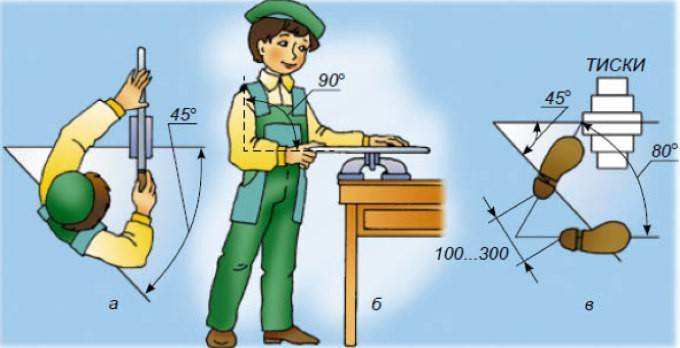
- Если работник правша, то он берёт напильник за рукоятку в свою правую руку, кладёт инструмент рабочей частью на намеченную к обработке зону детали, левой рукой аккуратно прижимает его к детали и начинает горизонтальные поступательно-возвратные движения вперёд-назад. При ходе вперёд на рукоятку и носок нужно нажимать. Направление движения составляет угол примерно 45 градусов к фронту заготовки. За каждое движение вперёд напильник снимает с неё некоторое количество материала. Щёткой (кордовой) из жёсткой проволоки необходимо с зубчатого поля удалять стружку. Чтобы предотвратить забивание насечки опилками цветного металла, специалисты советуют до начала работы натереть инструмент мелом.
- Если плоскость детали обрабатывается плоским напильником, то после каждого рабочего прохода следует перемещать инструмент в сторону перпендикулярно рабочему ходу. Таким образом будет покрыта вся площадь обработки.
- Необходимо следить за тем, чтобы инструмент двигался без перекосов, иначе на детали появятся царапины и борозды.
- Если задача заключается в обработке узкой полоски между двумя стенками, то надо следить за тем, чтобы не повредить запретную зону.
- При развёртке круглого или фигурного отверстия надо также следить за изменение его формы в результате работы круглого или квадратного напильника.
Опытные мастера часто модернизируют инструмент, подгоняя его под свой вкус и конкретные задачи. Изменяют длину, заостряют конец, делают более удобную ручку.
Напильником пользуются для облагораживания детали, которая обтачивалась на токарном станке. Ручным инструментом убирают бороздки от резца, формируют канавки, снимают фаски.





