Привод
К передней части пуансона, или сбоку, приваривается рычаг с плечом не менее полуметра. Он может иметь форму скобы, чтобы удобно было работать с обеих сторон. Но практика показывает, что лучше всего использовать один телескопический рычаг, длину которого можно увеличивать. Если использовать два отрезка трубы, которые можно вставить один в другой, то телескопическую ручку можно сделать без особого труда.

Длина рычага фиксирована в нескольких положениях, для закрепления используются штифты, вставляемые в сквозные отверстия, просверленные в рычаге с шагом 10 см. Меньший шаг не нужен — ощутимый выигрыш в силе проявляется приблизительно при увеличении плеча на 0,1 м. Такая схема рукояти ручного привода позволяет регулировать усилие при работе с металлами различной толщины.
Как правило, для гибки различных изделий используется оцинковка или черный металл толщиной до 0,8 мм. Но иногда приходится работать с листами до 3 мм, например, при кузовных работах. Телескопический рычаг даст возможность увеличить усилие вдвое, а то и втрое, только увеличив длину рукояти. Прочность основания и пуансона здесь особой роли не играет, их прочность столь высока, что при распределении нагрузок на кромки и ребра, повредить их практически невозможно. Толщина и вид изгибаемого металла зависит только от механического усилия на привод.
Если использовать сменные прижимные рейки с передней гранью различного профиля, то можно гнуть детали с высокой сложностью кромки. При необходимости можно выполнить дожим и сделать полноценное ребро жесткости по периметру или одному из срезов листа.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.

При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.

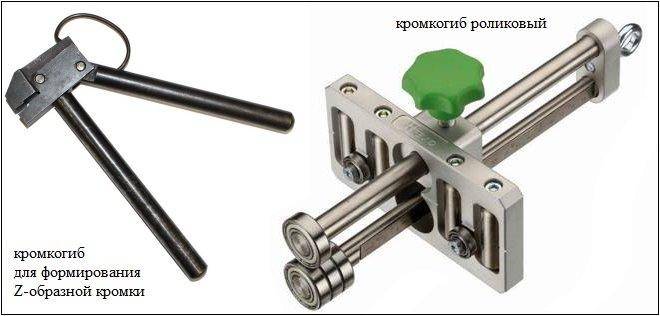
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Виды
Роликовый кромкогиб с ручным приводом устроен следующим образом. С одной стороны предусмотрена рукоятка, с противоположной – гнущие листы металла ролики. Посредством особого ограничителя на направляющих выставляется ширина загибания края листа. Вес роликового кромкогиба – не более 2 кг, несмотря на визуальную массивность. Его можно носить с собой в небольшой сумке, работать им на высоте.
Он легко согнёт лист металла толщиной 0,8 мм под прямым углом. Возможно задать ширину кромки от 5 мм до 20 см. Ограничение по длине загибаемого листа отсутствует. Однако производительность его невысока – с ним вы не продвинетесь за час даже на 10 м загибаемой кромки.
У гидравлического загибателя листовой стали производительность выше за счёт того, что гидравлический привод не даст вашим рукам быстро устать. Толщина загибаемого листа – до 3 мм. Мобильный и стационарный кромкогибы работают от гидроцилиндрового механизма.
Электромеханический кромкогиб обрабатывает разные виды фальцевых соединений. Есть возможность обработать и фальц-шов.
Пневматический сгибатель работает на вращающейся балке. С помощью пневмоцилиндров вы обеспечите силу давления до 6 кг на квадратный сантиметр обрабатываемой поверхности, что само по себе весьма неплохо. Работает с листами стали толщиной до 1,2 мм. Устройство выдаёт 12-миллиметровую согнутую кромку, пропуская через себя до 113 дм3 воздуха в минуту.
Кромкогиб больше всего напоминает пассатижи. Выгнуть кромку, если ваши движения точны, а лист металла невелик по длине и ширине, можно обычными плоскогубцами. Мощные пассатижи, которые только у вас есть, можно переделать под кромкогиб, если из них убрать внутренние режущие кромки. Для переделки под кромкогиб следует выбирать пассатижи с небольшой длиной и максимальной площадью соприкосновения захватывающих «челюстей». Чем они длиннее, тем больше усилий потратит рабочий на формирование согнутой кромки. Кромкогиб из плоскогубцев – отличная возможность сделать любую окантовку, включая сгибание угла на произвольный угол.
Кромковый автомобильный листогиб для кузовного ремонта обладает более упрощённой, чем роликовый и электромеханический, конструкцией, небольшими габаритами, что делает его переносным. С ним можно подступиться к любому труднодоступному участку кузова, которому требуется срочный авторемонт.
Станок (станочный кромкогиб) – самый массивный из всех. Для полноценной работы ему необходим стол со столешницей 1*1,5 м. Размеры стола подобраны для работы с малыми и большими отрезами листового металла (до 2 м). Самодельный станочный кромкогиб устанавливается на этот стол: к стальной столешнице он приваривается, а к деревянной – фиксируется на достаточно мощных болтах. Подойдёт обычный высокопрочный деревянный верстак, на котором могут быть установлены и тиски. Профессиональные станки обеспечивают высокоточную обработку кромок – по сути, это создание угла в 30 градусов (разброс угла – 15-45 градусов).
Кромкогиб с дыроколом отличается от обычного ручного кромкового листогиба. Дырокол в нём способен вырубать отверстия диаметром в несколько миллиметров. Дырокол изготовлен из быстрорежущей стали. Поскольку усилие от автомастера требуется немалое, ручки кромкогиба обрезинены, а сам дырокольный механизм подпружинен. Этот пробойник для металла способен проделать тысячи отверстий, прежде чем пробивная кромка дырокола подтупится.
Дырокол с пневматическим приводом (пневмодырокол) позволяет проделывать отверстия в кузове ещё легче и быстрее, чем при нажатии на обычном дыроколе вручную. Дырокольные кромкогибы избавляют мастеров СТО от необходимости высверливать отверстия с помощью электродрели: здесь важна идеально круглая форма, что не всегда обеспечивается дополнительным их высверливанием.
Кромкогиб ручной для авторемонта своими руками — Металлы, оборудование, инструкции
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах.
Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки.
Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа.
Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики.
Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг.
Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач.
Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки.
За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар.
Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Свойства инструмента
Кромкогиб представляет собой инструмент ручного пользования, применяемый для загибания кромок. В основном изделие используется для холодной гибки листового металла небольшой толщины (до 1 мм). Свойства кромкогиба применяются и в автомобильной промышленности – с помощью незамысловатого инструмента удаётся сформировать мелкие детали, требующие ручной работы, а также замаскировать швы, идущие внахлёст.
Особенная конфигурация кромкогиба позволяет обрабатывать сложные строительные профили и изготавливать элементы воздуховодов из тонкого металла. Большим преимуществом кромкогибочного станка является ручное управление нажатием. С помощью кромкогиба можно регулировать силу давления, оказываемую на обрабатываемую деталь. Такой деликатный подход исключён на фабричном производстве, которое изготавливает элементы под заданные единицы давления.
Функционирование ручного инструмента представляет собой последовательность из следующих действий:
- фиксация обрабатываемого объекта;
- регулировка шкалы кромкогиба (ширина обработки);
- установка металлического листа между подвижными роликами изделия;
- формирование итогового сгиба.
Портативный кромкогиб ручного применения включает следующие компоненты:
- подвижные прорезиненные ручки;
- рычажная система, с помощью которой регулируется сила нажатия;
- рабочие губки, соразмерные ширине кромки;
- ограничитель хода, представленный в виде резного винта.
К отрицательным свойствам ручного приспособления можно отнести невысокую точность выполняемых кромкогибочных операций. При ручном передвижении инструмента деталь может выйти из искомого положения, что ведёт к образованию погрешности. В результате такого производственного огреха обрабатываемый объект может обрести некорректную форму.
Роликовые приспособления более ограничены в своём действии, так как одной пары встроенных роликов недостаточно для того, чтобы производить операции по формированию тонкой отбортовки небольшого радиуса. В данном случае можно осуществить замену роликов, подстраивающихся под форму отгиба, но подобное трудоёмкое вмешательство в изделие сомнительно.
Кромкогибочный инструмент гидравлического типа позволяет совершать более технологичные и насыщенные операции. Большой мощностный потенциал данного устройства допускает обработку кромок значительной толщины. Станки с электромеханическим и пневматическим приводом также отличаются высокими показателями обработки изделий.
Кромкогиб ручной – зачем он нужен, и какой подойдет для ваших целей? + Видео
1 Кто вооружен таким инструментом?
Это устройство предназначено для холодной гибки металла. Инструмент нашел свое широкое применение во многих областях. Например, пользуется спросом ручной тип кромкогиба для проведения авторемонта, также с помощью этого приспособления изготавливают фасонные детали прямоугольных воздуховодов. А сформировав кромку на одном из листов, можно сделать сварной шов внахлест.

Устройство для холодной гибки металла
Рекомендуем ознакомиться
Еще этот инструмент используют для профилирования металла, он незаменим в строительстве, при производстве различных элементов и создании фальцевых соединений. Принцип работы довольно прост. Необходимо установить шкалу, определяющую ширину гиба. Затем расположить край листа между рабочими деталями (роликами) и загнуть кромку, передвигая устройство.
2 Роликовый, пневматический и другие – зачем столько?
Роликовый тип кромкогиба с ручным приводом имеет простую конструкцию. С одной стороны расположена ручка, а с другой – рабочие ролики, которые и деформируют металл. С помощью специального ограничителя на направляющих устанавливается ширина гиба. Весит роликовый инструмент около 2 кг, что делает его весьма мобильным. При надобности можно работать даже на высотных объектах. С его помощью получится согнуть на 90° лист металла толщиной 0,8 мм. Ширина гиба колеблется в пределах от 0,5 до 20 см, а вот его длина не ограничена. Однако такой прибор актуален только при незначительных объемах задачи.
Гидравлический тип кромкогиба упрощает работу. Вам придется прикладывать значительно меньше усилий, чтобы сформировать гиб. При этом толщина обрабатываемого металла может достигать 3 мм. Гидравлический станок работает за счет гидроцилиндров и бывает стационарным и передвижным.

Гидравлический кромкогиб
Еще пользуются популярностью кромкогиб, который имеет пневматический привод. В их основе лежит принцип «поворотной балки», а за счет пневмоцилиндров устройство выдает давление до 6,2 бар. Такой инструмент легко справится с листом металла толщиной даже 1,2 мм. Ширина кромки возможна не более 12 мм. Пневматический станок потребляет 113 л воздуха в минуту.
3 Можно ли сделать его самостоятельно?
Конструкция ручных кромкогибов настолько проста, что многие задумываются, как их сделать своими руками, и мы постараемся ответить на этот вопрос. Вам понадобится пара отрезков швеллеров и уголки с прямолинейными кромками. Еще подготовьте сварочный аппарат. Если не справитесь с ним своими руками, договоритесь со сварщиком. Станок состоит из основания, прижима, пуансона и ручки. Основание и прижимы делаются из швеллеров №6,5 и №5 соответственно, а обжимной пуансон из толстостенного уголка №5. Еще понадобится лист пятимиллиметровой стали для щеток. В качестве ручки подойдет металлическая скоба диаметром от 1,5 см.

Конструкция ручного кромкогиба
Подготовив все комплектующие, необходимо снять фаски 7х45° и длиной 30 см по ребру заготовок пунсона и основания. Далее привариваем к пуансону оси (стальные прутки сечением 10 мм). Проследите, чтобы ось самого прутка совпала с ребром уголка. Теперь делаем выборки и на концах рабочей части прижима. После подготовительных работ нужно предварительно собрать самодельный кромкогиб. Для этого понадобятся тиски. Устанавливаем в зажимном инструменте основание с пуансоном.
Проверяем чтобы стенка первого и рабочая полка второго находились в одной плоскости. Также нам понадобится картонная прокладка, поместив ее между деталями, мы обеспечим небольшой зазор (1 мм). Крепко фиксируем элементы в тисках. На ось пуансона необходимо надеть стальные щетки, а к основанию эти составляющие крепятся струбцинами. Затем проверяем положение щеток и только после этого можно зафиксировать их сваркой к швеллеру. Осталось просверлить в основании отверстия и вкрутить в них зажимные болты, а на шпильки метизов накручиваются гайки, которые сразу же привариваются к швеллеру.
Выкрутив болты, необходимо вставить их в рассверленные отверстия прижима. В этом случае на них опять накручиваются гайки-ограничители. Ручка приваривается к уголку. Станок готов к использованию, осталось только установить его в слесарных тисках. Кромкогибы для кузовного ремонта имеют менее сложную конструкцию и небольшие размеры, да и их стоимость невелика, поэтому экономнее их купить в готовом виде, чем делать своими руками.
tutmet.ru
2 Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
Изготовление
Изготовить ручной кромкогиб своими руками для авторемонта или выполнения других работ (например, строительных) вполне возможно.
Есть несколько вариантов для того, чтобы собрать ручной станок для кузовного ремонта.

Способ первый
Первый этап.
- Сначала потребуется снять фаски, формат которых должен быть 7*45 градусов с длиной 300 мм.
- Далее проводится работа с пуансоном, к которому приваривают оси из стали. Диаметр каждой – 10 мм. Только после этого делают выборки. Они будут находиться на прижиме.
Второй этап.
- Основание необходимо зажать в тиски, как и деталь, посредством которой осуществляется прессовка металла. При этом оба элемента обязательно должны быть не только в одной плоскости, но и быть расположенными плотно друг к другу.
- Стальные щетки потребуется приварить к основанию.
- В имеющиеся отверстия нужно поставить зажимные болты. Шпильки также необходимо прикрутить к швеллеру, а потом установить ограничительные гайки.


Способ второй
Второй вариант для листового металла сложнее в исполнении, но позволяет самостоятельно сделать качественный кромкогиб для работ с машинами или создания элементов для стройки.
При изучении описания каждого устройства и чертежей к нему стоит понимать, что габариты конечного изделия зависят от размеров имеющихся заготовок.
Если планируется сделать крупногабаритное оборудование, то для него потребуется подготовить специальную площадку для установки. Это может быть деревянный или сделанный из толстой фанеры стол.

Такой станок должен выполнять 2 операции: сначала прижимать заготовку посредством установленной струбцины, а потом выполнять отбортовку по установленному контуру при повороте ручки с пуансоном.
Специалисты советуют сваривать конструкцию, но при этом параметры отбортовки меняются. Вот почему пуансон сборного типа лучше. Крепление отдельных элементов производится за счет устанавливаемых болтов.
От мастера требуется с максимальной точностью спроектировать посадочные места.
Образование кромки начинается только после того, как заготовка фиксируется между установленными прижимами.

У отбортовочного штампа в момент использования станка совмещаются две половины. А происходит это во время перемещения опорного кронштейна. В конструкции ручного кромкогиба роль направляющей выполняют ограничители.
Чтобы это стало возможно, на ограничителе делают скос небольшой величины.

Сферы применения
Приспособления для сгибания металла применяются в разных отраслях. Их используют для создания фальцев из кровельного железа, изготовления из жестяных или металлических листов воздуховодов прямоугольной формы, подготовки краев изделий под сварочные работы, деталей геометрических форм. Ручные кромкогибы активно применяются для строительных, ремонтных работ. Они востребованы во время проведения ремонта автомобилей.

К числу преимуществ такой технологии, кроме небольшой толщины получаемых краев и невысокой стоимости металлического проката, следует добавить высокую стойкость к износам.
Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.

Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).

Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Нож-мультитул. Обзор самого универсального инструмента
Газовый генератор для дома с автозапуском. Цена и устройство
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа. Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики. Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач. Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки. За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.

Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.

Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар. Между тем применять такой кромкогибочный станок можно для обработки заготовок из листового металла, толщина которого не превышает 1,2 мм, при этом ширина обрабатываемой кромки не может быть больше 12 мм. Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.