
Ручной листогиб модели ЛГС-26
ЛГС-26 относят к так называемым бюджетным исполнениям рассматриваемых станков. ЛГС-26 – агрегат проходного типа (имеет отрезной нож для фиксации конечных размеров изделия, которые могут деформироваться в процессе гиба на сложные конфигурации). Он лёгок, мобилен, а потому может эксплуатироваться непосредственно на строительных площадках, например, при выполнении различных кровельных операций. ЛГС-26 относится к ручным листогибам, предназначенным для работ лишь с тонколистовым металлом, однако при этом может выполнять гиб весьма небольших полок (до 15 мм), и на угол до 180. ЛГС-26 выгодно отличается демократической ценой, а надёжная конструкция прижима позволяет обеспечивать равномерность зажима заготовки по всему фронту гибки. Использование в ЛГС-26 более жёсткой рамы придаёт сегментному блоку пуансонов отличную точность. Количество опор прижимной траверсы в ЛГС-26 минимизировано, что обеспечивает равномерность прижима. Кроме того, в процессе действия ЛГС-26 заготовка не будет выжиматься из-под прижима. ЛГС-26 снабжён угломером, что обеспечивает дополнительные удобства во время работы. ЛГС-26 может сравнительно быстро переналаживаться для работы с изделиями большой длины, для чего в конструкции предусмотрен проходной раздвижной стол. Отрезная машинка агрегата снабжена долговечными стальными направляющими.
Листогибы линейки LBM MetalMaster
Ручные листогибочные станки серии LBM производятся польской компанией MetallMaster. Фирма выпускает большой ассортимент такого оборудования, потому листогибы LBM можно приобрести и для выполнения кровельных работ, и для изготовления доборных элементов, коробов вентиляции и пр. Всё оборудование LBM – переносного исполнения, при этом устойчиво во время эксплуатации. Особой популярностью пользуются бюджетные модели LBM, работающие преимущественно с тонколистовым металлом, а также ручные листогибы LBM серии Lite, часть деталей которых изготовлена из титановых сплавов. Кинематика всех листогибов LBM одинакова: поворотная рабочая балка при неподвижной верхней балке. Таким образом, диапазон регулировки толщины в агрегатах LBM ограничен, что сужает область их практического применения. Вместе с тем конструкция узла прижима позволяет листогибам LBM работать с минимальными полками заготовок (до 15 мм включительно). Из всех рассмотренных машин LBM серии Lite обладают наименьшей массой.
Вывод: ручные листогибы LBM возможно устанавливать, в частности, на облегчённых опорных конструкциях недостроенных зданий.
Электромеханические
Полноприводные электромеханические листогибочные станки предназначены для изготовления элементов коммуникационных систем вентиляции и воздуховодов в виде прямоугольных или квадратных в сечении коробов, доборных кровельных и фасадных элементов, а также откосов и фигурных отливов с овалами и полуовалами из стального проката и гибких цветных металлов. В отличие от ручных ЛГС электромеханические станки гнут листовую сталь толщиной более 1 мм не за счёт физической силы оператора, а с помощью электродвигателя.
Листогибочное оборудование, оснащённое электромеханикой, может обладать различными характеристиками. Существуют полупромышленные установки и профессиональные мощные станки с числовым программным управлением (ЧПУ). Электромеханические станки занимают большой сектор рынка гибочного оборудования. Это самый производительный вид ЛГС среди всех остальных разновидностей устройств, уступая по своим характеристикам только гибочным прессам.
Данный тип станков в основном находит применение в серийном производстве на промышленных предприятиях, как стационарные установки, позволяющие обрабатывать в широком диапазоне размеров и форм листовой металлопрокат, соблюдая ритмичность и цикличность производства готовых изделий.
Все разновидности электромеханических листогибов конструктивно похожи тем, что все они имеют массивную опорную станину, электрический приводной подъёмно-поворотный механизм, электроприводную прижимную консоль.
Обратите внимание. Между тем, производители станков изготавливают модели с существенно выраженными отличиями в конструкции и технологии обработки заготовок
Выбирая такое оборудование, следует обращать внимание на его характеристики
Выбирая такое оборудование, следует обращать внимание на его характеристики
Основные преимущества данного класса ЛГС
К основным достоинствам электромеханических станков следует отнести следующее:
доступная стоимость для широкого круга потребителей;
быстрая окупаемость оборудования;
высокая надёжность;
эргономичность органов управления станка;
мотор-редуктор обеспечивает высокую производительность ЛГС;
наличие ЧПУ позволяет оператору задавать выполнение сразу несколько операций, количество которых зависит от характеристик данной модели;
способность обрабатывать листовой металл большой толщины и ширины;
наличие у некоторых моделей набора сегментных ножей, позволяющих изготавливать изделия коробчатых форм.
Особенности электромеханических ЛГС
Листогибы с электроприводом способны максимально делать загибы от 120 до 160 градусов. Роликовые ножи обеспечивает эффективную резку металлопроката с помощью электрической тяги. Это относится и к фальц закаточной машинке. Из-за большой толщины стали (от 1 мм и более) физическое воздействие со стороны оператора невозможно. В качестве расходного материала используется электроэнергия, если не считать смазку узлов станка.
Принцип работы
Гибочный процесс довольно несложен и состоит из нескольких операций:
лист металла помещают между опорной и прижимной балками;
часть листа, которая должна быть загнута, выдвигают вперёд;
прижимную балку опускают на металл;
поворотную траверсу поднимают вверх на нужный угол;
балку возвращают в первоначальное положение;
изделие извлекают из станка или продолжают делать на ней загибы на других участках листа металла.
Принцип работы
Технологическая операция гибки листового металла при использовании листогиба ЛГС 26 выполняется в следующей последовательности:
- На раму станка (под его матрицу) помещают заготовку, геометрические параметры которой не должны превышать оговоренных производителем оборудования величин.
- Заготовку располагают на раме в соответствии с разметкой и затем надежно фиксируют.
- Используя пуансон поворотного типа, заготовку гнут на требуемый угол.
- Если согнуть на требуемый угол необходимо не одну, а несколько заготовок, то для этого можно использовать ограничитель угла поворота пуансона, располагающийся на его рукоятке.
- Если заготовку требуется согнуть на больший угол, чем это позволяет сделать основной механизм листогиба (до 180°), то для этого можно использовать догибочное устройство, расположенное на задней части ЛГС 26.
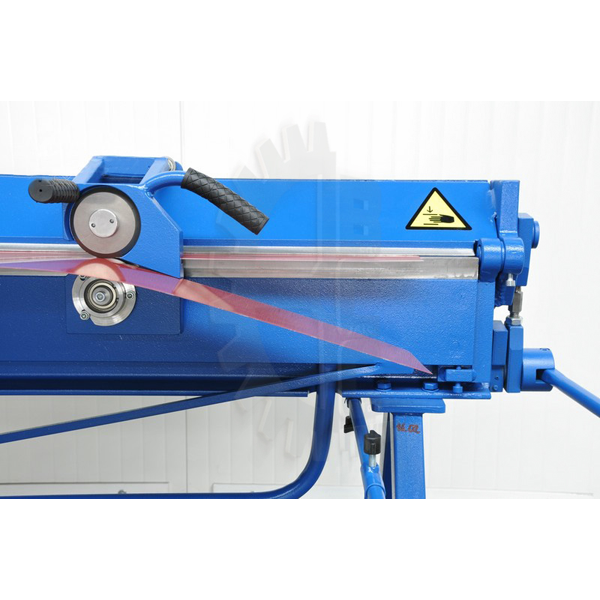
Для того чтобы выполнить на станке данной модели резку листового проката, можно воспользоваться специальной машинкой дискового типа, которая присутствует в стандартном оснащении данного оборудования.
Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
Принцип действия такой машинки, конструкция которой, кроме дисковых ножей, состоит из нижних и верхних роликов, крепежных болтов, используемых также для регулировки положения устройства, заключается в следующем:
- Металлический лист, как и перед гибкой, прижимается к станине оборудования матрицей.
- Машинка, при помощи которой будет выполняться резка, монтируется на направляющей листогиба.
- За счет перемещения отрезной машинки справа налево выполняется резка листа.
Процесс обрезки кромки с помощью отрезной машинки
Чтобы станок модели ЛГС 26 при выполнении на нем резки и гибки обеспечивал качественный результат, следует правильно отрегулировать его механизмы перед началом работ. Так, необходимо, чтобы оси матрицы и оси направляющей относительно оси поворотного пуансона были строго параллельны. Для такой наладки используются регулировочные болты, которые также выполняют крепежные функции. На рабочей поверхности листогиба в процессе обработки не должно находиться посторонних предметов, которые могут не только помешать качественно выполнить обработку, но и стать причиной поломки оборудования. Разумеется, работая на листогибе ЛГС 26, следует также строго соблюдать общие правила техники безопасности.









Для обеспечения безопасности работы на станке данной модели, а также для поддержания его в работоспособном состоянии необходимо регулярно проводить его техническое обслуживание (ТО-1 и ТО-2). В рамках ТО-1, которое выполняется ежедневно, поверхность станка очищается от грязи, пыли и остатков металла. Оценивается также корректность работы всех конструктивных элементов оборудования. ТО-2, проводящееся ежемесячно, подразумевает не только осмотр и тестирование всех механизмов листогиба ЛГС 26, но и выполнение подтяжки всех крепежных элементов в его конструкции.
Полезные советы
Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.
Гнуть сталь толщиной более 2 мм на мощном листогибе одному рабочему подчас не по силам. Даже когда у листогиба длинные рычаги, может потребоваться помощь других рабочих. На профессиональных ручных листогибах рабочие гнут стальные листы вдвоём, втроём либо используют механическое устройство с 12-киловаттным двигателем. Последний вариант применим на фабрике, где из полос готовой листовой стали изготавливают, например, кровельные гофрированные листы, «коньковые» уголки, короба, Г-образные полосы для порогов и несколько иных видов продукции.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе. Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно. Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.
Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.


Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду
Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство
Ручные листогибы
Гибка относится к специфическим операциям обработки металлов давлением – она не требуется приложения больших деформирующих нагрузок, но в то же время весьма чувствительна к длительности их приложения к изгибаемому изделию. Поэтому механизированный привод листогибочного оборудования востребован преимущественно при гибке толстолистовых деталей. Ручной листогибочный станок на практике потребуется гораздо чаще.
Ручной листогиб Schechtl
Конструктивные разновидности листогибочного оборудования с ручным приводом
Виды листогибочных станков различают по следующим позициям:
- по виду применяемого деформирующего инструмента. Выпускаются листогибочные станки (ЛГС) со специализированной и сегментной оснасткой. В первом случае пуансоны и матрицы имеют строго определённую конфигурацию, и предназначены для гибки конкретных изделий, причём на лишь заданный угол гиба. Сегментные инструменты представляют собой набор пуансонов и матриц с одинаковой посадочной частью. Перемещая, меняя их местами и пр., можно производить гибку заготовок разнообразных форм. Выбрать тип инструмента можно по размеру партии выпуска готовой продукции;
- по способу получения деформирующего усилия. В подавляющем большинстве ЛГС реализован либо ручной, либо ножной (педальный) привод. Ручной листогиб, предназначенный для деформирования относительно небольших по габаритам деталей, снабжают ручным приводом, при котором рабочее усилие процесса передаётся через систему рычагов. Одна из рук оператора при этом занята удерживанием заготовки на весу, либо в переднем упоре станка. В случае работ с более габаритными изделиями предпочтительнее ножной привод, когда руки оператора полностью свободны, и могут производить необходимые манипуляции с изгибаемой заготовкой;
- по кинематике перемещения рабочей балки с подвижным инструментом. Выпускаются ЛГС с поступательным, либо поворотным перемещением ножевой балки. С точки зрения технологических преимуществ обе схемы примерно равноценны, но станки с поступательно движущейся балкой отличаются своей увеличенной высотой, а с поворотной – шириной. Таким образом, выбор фактически сводится к размерам производственной площади, на которой предполагается установить ручной листогиб;
- по типу действия прижимов и их функциям. В большинстве бюджетных моделей ЛГС устанавливается более простой, винтовой прижим материала, при котором регулировка усилия прижима производится вручную. В случае обработки более точных заготовок и с увеличенной толщиной, применяются гидравлические узлы прижима. Они улучшают качество гибки, поскольку обеспечивают более надёжное фиксирование заготовки во время деформирования. В некоторых моделях имеется также и боковой прижим. Отрезной нож, который часто конструктивно входит в такой узел, может дополнительно производить кромкообрезные операции. Наименее удачным будет приобретение ручного листогиба с электромагнитным прижимом, поскольку надёжность действия такого узла напрямую зависит от стабильности электроснабжения производства.
Как выбрать?
Перед тем как купить ручной листогиб, стоит убедиться, что он обладает простой конструкцией. Для оцинковки и для профнастила можно использовать универсальный агрегат. От формы станины во многом зависит функционал оборудования. Дорогие модели могут из листового металла создавать широкий ассортимент готовой продукции.

Поскольку ручной агрегат для профлиста, полосы и других заготовок предполагает использование ручного труда, то перед покупкой обязательно нужно обращать внимание на то, что используется в качестве утяжелителя рычага балки для гибки металла. Если предусмотрена система противовесов, это хорошо – она позволяет пользователю затратить гораздо меньше сил на изготовление готовой продукции

Основные принципы выбора листогибов с ручным приводом
Поскольку приобретение является долговременным (все без исключения ЛГС конструктивно просты, а, следовательно, и долговечны), то при выборе подходящей модели листогибочного станка согласно приведенной классификации необходимо ориентироваться на следующие исходные данные:
тип производства деталей: при единичном выпуске однозначное преимущество получают листогибы с сегментным рабочим инструментом, устройство которого можно видоизменять при заказе комплектов пуансонов и матриц; возможность для установки листогиба: при стеснённых площадях стоит ограничиться машинкой, имеющей небольшие размеры, причём она может быть даже переносного исполнения; технические возможности устройства, касающиеся гибки заготовок определённого размера: отдельно выпускаются ЛГС для гибки листа до 0,7 мм, до 1,5 мм, и до 4 мм (для гибки изделий с большей толщиной устройство листогиба должно предусматривать уже механизированный его привод); от конфигурации оси изогнутой заготовки: при сложных положениях конечной оси гибки изделия стоит остановить выбор на моделях ЛГС, которые позволяют независимое перемещение как нажимной, так и поворотных балок машинки; от мобильности агрегата: в условиях применения ЛГС на строительных площадках (например, для гибки металлосайдинговых профилей, элементов профилированного настила и т.д.) важно иметь проходной листогиб, который можно относительно легко переместить в другое место. Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:. Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
- способность к изготовлению гнутых профилей с толщиной, наиболее часто встречающейся в практике действующего производства (обычно – до 1 мм);
- наличие отрезного ножа, при помощи которого можно выполнять и требуемые разделительные операции;
- мобильностью машинки, позволяющей её быстро и без особых проблем переустановить на новое место своего применения;
- конструктивной надёжностью, которая обеспечивает получение продукции стабильно высокого качества;
- наличие дополнительных опций (например, возможности мсонтажа ручного/ножного привода, установки сегментного инструмента);
- приемлемой стоимости, долговечности и ремонтопригодности.
С этой точки зрения стоит проанализировать практические возможности наиболее распространённых моделей ЛГС, работающих с сегментным инструментом.
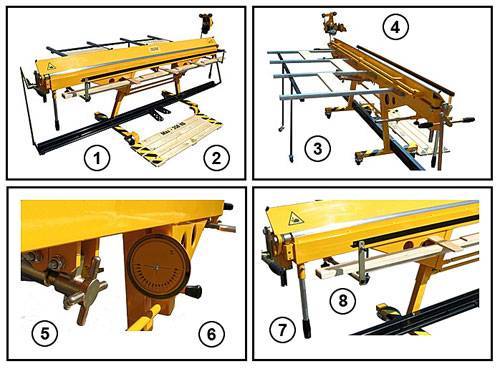
1 Ручной листогиб ЛГС 26 – общая информация
Данный аппарат представляет собой монтажный легкий станок, используемый для нарезания и производства кровельных доборных элементов (несложные по форме отливы, ендовы, коньки, облицовочные детали и так далее) из стали, алюминиевых листов, меди. Его также можно применять в качестве эффективной установки для раскроя металла благодаря наличию в его конструкции отрезного устройства.
В связи с тем, что листогиб имеет компактные размеры, его легко можно доставить на строительный объект, где и использовать по назначению.

К главным достоинствам ручного станка ЛГС 26 можно отнести следующие его особенности:
- повышенная функциональность: возможность изготовления разнообразных элементов для обустройства кровли;
- увеличенная длина рабочей части (стола): беспроблемная работа с алюминиевыми, медными и стальными заготовками большой протяженности;
- отсутствие ограничений по глубине подачи листа, который пропускается сквозь станок;
- высокая ремонтопригодность: установку несложно отремонтировать самостоятельно, непосредственно на объекте, где она применяется;
- наличие угломера, упрощающего процесс установления требуемого угла загиба;
- стальной цельносварный каркас: гарантия длительного срока службы листогиба;

- качественный механизм прижима заготовки: повышенная точность работы и равномерный надежный прижим детали по всей ее длине;
- наличие дополнительной поворотной балки, которая используется для загиба ребер жесткости;
- сравнительно небольшая масса: легкая транспортировка агрегата;
- наличие отрезного механизма и специального трапа, который предохраняет при высоких усилиях гиба установку от опрокидывания.
Что собой представляет листогибочный станок
Простые модели — пассивное оборудование. Основа – траверса. Она выполняет функции матрицы и представляет собой прочную балку, на которую кладется лист металла.










После этого заготовка прижимается деталью, которая оказывает давление по линии изгиба. В результате происходит деформация под задаваемым углом.
Есть станочные конструкции, где изгиб получается путем сгибания при повороте траверсы или под давлением сверху. Работа листогибов таких моделей часто контролируется оператором или уровень сгибания соблюдается с помощью ограничительных элементов, которые предотвращают увеличение заданного угла.
Конструктивно станки состоят из:
- станины,
- привода,
- вертикально движущейся траверсы,
- ножа для горизонтальной резки листового материала.
- пуансона,
- матрицы,
- механизмов управления, контроля и измерения,
- зажимов для удерживания заготовок.

Самодельный листогиб способен обеспечить угол изгиба до 180 градусов у металлической заготовки длиной до 4 м, толщиной до 1,5-2 мм. Простейшая конструкция ручной модели включает:
- основание,
- прижимное устройство,
- обжимной пуансон с рычагом.
Листогибы делятся на несколько типов:
Ручные листогибы
Ручные станки применяют в единичном и мелкосерийном производстве при работе с металлом до 2 мм. Гибочный механизм приводится в действие за счет усилия нажатия на рычаг. Основные преимущества:
- удобство (ручной листогиб не требует подключения к источнику тока, может эксплуатироваться в условиях отсутствия электричества);
- мобильность (за счет относительного небольшого веса);
- низкая стоимость (по сравнению с электромеханическими и гидравлическими моделями).
Электромеханические листогибы
Электромеханические станки применяют для гибки листового металла в условиях серийного производства. В отличии от ручных, электромеханические станки являются стационарными и приводятся в действие посредством редуктора с электродвигателем. Важным фактором у таких станков является скорость траверсы: чем она выше, тем больше производительность листогиба и скорость самой работы. Станки могут иметь педальное или кнопочное управление.
Преимущество использования электромеханического листогиба — полная автоматизация, от оператора не требуется практически никаких физических усилий, кроме загрузки и снятия заготовки.
Такие станки имеют высокую производительность за счет гидравлического привода. Путём равномерного распределения усилия по всей длине они способны производить безупречный гиб листового металла толщиной до 3 мм.
Процесс сгибания металла осуществляется с помощью давления на рабочий орган, которое происходит за счет поступления в цилиндры гидравлической жидкости, выталкивающей поршни.
Преимуществами данного типа являются:
- отсутствие вибраций за счет прочной рамы из высоколегированной стали;
- высокая повторяемость деталей за счет электронного управления процессом;
- безопасность — подобные станки оборудован специальными щитами и системами экстренного отключения.
Гидравлические листогибы, в отличии от остальных видов, существенно ускоряют изготовление стандартных изделий на крупном производстве за одну смену.
Сегментные листогибы
Гибочные балки таких станков могут быть оснащены специальными сегментами, с помощью которых можно изготавливать изделия сложных профилей, коробчатых, трапециевидных форм сечений (фасадных кассет, лотков, поддонов и др).
Перед покупкой вы можете ознакомиться с ассортиментом оборудования на нашем сайте, а также получить консультации по бесплатному номеру по всей России: 8 (800) 333-51-02.
Принцип работы
Типичный станок такого вида оснащается тремя валами. Он может сгибать не только лист, но и другие металлические конструкции. Работает система любой марки и модели более или менее одинаково: ролики гибочного станка отгибают кромку. Сгиб производится в момент, когда инструмент идет вдоль края листа. Продвинутые конструкции часто оснащаются особыми направляющими, которые помимо основной функции имеют метрическую шкалу.
Для работы придется правильно установить высоту специального каната. Потом размещают листовую заготовку так, чтобы она оказалась точно между специальными роликами. Кромку гнут поступательным движением, работают максимально плавно. Высота отгиба борта может различаться, но обычно задают такой параметр, чтобы заготовка не была чрезмерно толста.


Часто задаваемые вопросы по ЛГС-26
Какова цена станка с учетом доставки до моего города? Стоимость доставки станка по регионам
Цена станка длиной 2,5 метра на складе в Липецка и Москве – 35 990 34 900 рублей. Станки отправляются в деревянной обрешетке.

Какие документы необходимы для оформления договора/счета?
Для заключения договора нам нужны:
- реквизиты вашей организации или паспортные данные физического лица;
- контактные телефоны, адрес электронной почты;
- адрес доставки.
Отсканированный подписанный договор поставки и счет на оплату мы пришлем по электронной почте, оригиналы – обычной почтой. После оплаты счета, станок отгружается транспортной компании и уезжает в ваш город.
Каков срок отгрузки листогиба?
Станки всегда в наличии на складе. По факту зачисления денег производится отгрузка станка в транспортную компанию. Срок доставки до Вашего города зависит от транспортной компании и варьируется от 1 до 20 дней в удаленные регионы.

Какие длины станков вы выпускаете? Делаете ли вы станки на заказ?
Наш завод выпускает ЛГС-26 (усиленный) двух модификаций – длиной 2,5 и 3 метра. Станки другой длины мы не делаем (их, кстати, крайне редко спрашивают).
Металл какой толщины можно гнуть на ЛГС-26?
Станок гнет и режет металл толщиной от 0,4 до 0,7 мм. Крашеный металл при гибке не царапается. В случае повышенных требований к покрытию листа, поворотная балка оклеивается обычным скотчем (хватает на месяц работы, после чего переклеивается).










Сколько весит станок?
Масса нашего станка в сборе – около 213 кг, в обрешетке 270 кг.
В последнее время появились подделки массой меньше 170 кг. Экономия металла достигается за счет использования тонкостенных стальных труб, из которых изготовлен станок. Такая конструкция не имеет достаточной жесткости, чтобы четко фиксировать заготовку по всей длине, и имеет целый ряд недостатков, отсутствующих в конструкции нашего листогиба.
Какие габариты у станка в собранном виде?
Габариты в собранном виде — 3000 х 1800 х 1450 мм, транспортные габариты — 3100 х 800 х 600 мм. Станки отправляются в деревянной обрешетке.

Входит ли отрезная машинка в комплект поставки?
В комплект поставки входят: сам листогиб, отрезная машинка, угломер, трап, упоры для быстрого раскроя листа, паспорт на станок, запасные ножи к отрезной машинке (по желанию).
Почему в конструкции листогиба не предусмотрен ограничитель гиба?
Мы исключили ограничитель гиба, потому что из собственного опыта и опыта наших заказчиков, оказалось, что его никто не использует в работе.
Самое быстрое и простое решение — угломер. Его используют все жестянщики, поэтому им оборудованы фактически все известные листогибы.
Что насчет ремкомплекта?
При интенсивной работе отрезной машинки со временем затупятся ножи. Заточка ножей производится на любом плоско-шлифовальном станке (такие станки есть на многих предприятиях вашего города). На всякий случай, в комплект поставки станка можно включить запасные ножи (стоимость 1 000 рублей).
В качестве прижимной балки используется обычное алюминиевое правило для бетонных полов, которое можно приобрести на любом строительном рынке. При интенсивной работе эта деталь изнашивается крайне мало, т.к. в основном на таких станках гнутся длинные детали толщиной до 0,5 мм. Возможен износ, если гнуть короткие полоски толстого металла, например, полоски толщиной 0,7 мм.
Сам станок ремонтируется в «полевых» условиях при помощи обычных слесарных инструментов.
Какая длина минимальной загибаемой полки?
Минимальная возможная полка — 15 мм (загибаемая полка зажимается под прижим), но в паспорте на станок декларируется гарантированная минимальная полка 20мм.
Это интересно: Шпиндель для настольного фрезерного станка с ЧПУ своими руками





