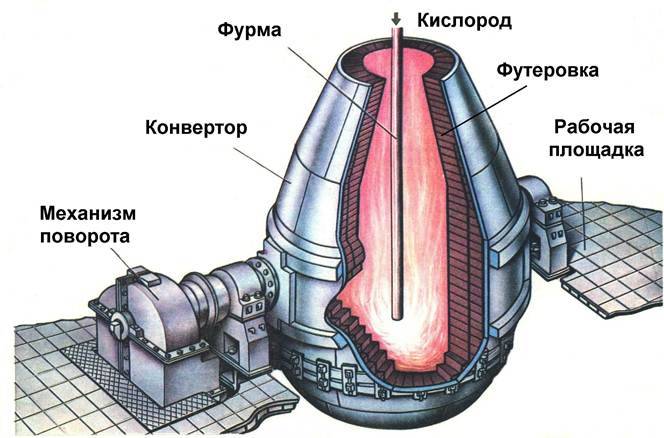
Футеровка кислородных конвертеров
Футеровка кислородных конвертеров состоит из двух слоев — арматурного, примыкающего к корпусу и рабочего. Арматурный слой толщиной 110-250мм выполняют из магнезитохромитового кирпича, он не требует замены длительное время (годы). Рабочий слой толщиной 500-800м, контактирующий с металлом и шлаком, преимущественно выкладывают из безобжиговых больше мерных кирпичей на основе доломита (35-50% MgO, 45-60% CaO) и реже магнезита (> 85 % MgO) со смоляной или пековой связкой. Измельченные огнеупоры смешивают при температуре 80-140°С с 5-7% каменноугольных смолы или пека и прессуют в кирпичи. Далее выкладывают футеровку рабочего слоя и обжигают ее, нагревая до 1100°С. При этом смола (пек) коксуется, т. е. удаляются летучие и остается тонкая коксовая (углеродистая) пленка, которая скрепляет зерна огнеупора и защищает их от взаимодействия со шлаком. На небольших конвертерах кладку делают из кирпичей в один ряд (рис. 5, а), на большегрузных — в два ряда вперевязку (рис 5,б). Стойкость такой футеровки составляет 500-700 плавок.
В последние годы стали широко применять магнезито-углеродистые (MgC с добавкой 10-20% С) кирпичи в сочетании с периодическим ошлакованием футеровки. Последняя заключается в том, что через 3-5 плавок шлак загущают и затем раздувают его (газом, подаваемым через фурму), в результате чего на футеровку налипает тонкий слой шлака, который на последующих плавках постепенно растворяется, а сама футеровка рабочего слоя почти не разрушается. При этом стойкость футеровка доведена до 3000-5000 плавок и более.
Поскольку теплопроводность магнезито-углеродистых огнеупоров значительно выше теплопроводности обычно применявшихся огнеупоров на смоляной связке, переход на магнезито-углеродистую футеровку приводит к заметному перегреву корпуса конвертера. Поэтому конвертер оборудуют системой труб и форсунок, охлаждающих корпус путем подачи водяного тумана (рассыпленной воды).
Футеровка летки имеет арматурный слой из магнезито-хромитового кирпича,затем слой огнеупорной массы на основе MgО и в середине блоки из плавленого магнезита, имеющие сквозные отверстия, образующие канал летки. Эти блоки заменяют через 60-120 плавок.
Автоматизация конвертерного процесса
С точки зрения автоматического управления в конвертерном производстве выделяют следующие величины:
- Основные выходные (управляемые) величины: масса металла в процессе и в конце продувки, концентрация углерода, фосфора и серы в ванне в процессе и в конце продувки, температура металла в процессе и в конце продувки.
- Дополнительные выходные величины: масса шлака, температура шлака, температура конвертерных газов, количество конвертерных газов, состав шлака, состав конвертерных газов.
- Входные управляющие величины: масса чугуна, масса стального лома, масса руды в каждой порции, масса извести, масса известняка, время ввода в конвертер сыпучих материалов, расход кислорода, расстояние между кислородной фурмой и уровнем спокойной ванны, продолжительность продувки.
- Контролируемые возмущающие воздействия: содержание в чугуне кремния, марганца, серы, фосфора, температура чугуна, содержание кислорода в дутье, интервал времени между плавками.
- Неконтролируемые возмущающие воздействия: содержание углерода в чугуне, состав сыпучих материалов, размеры и температура лома, масса и состав попадающего в конвертер миксерного шлака.
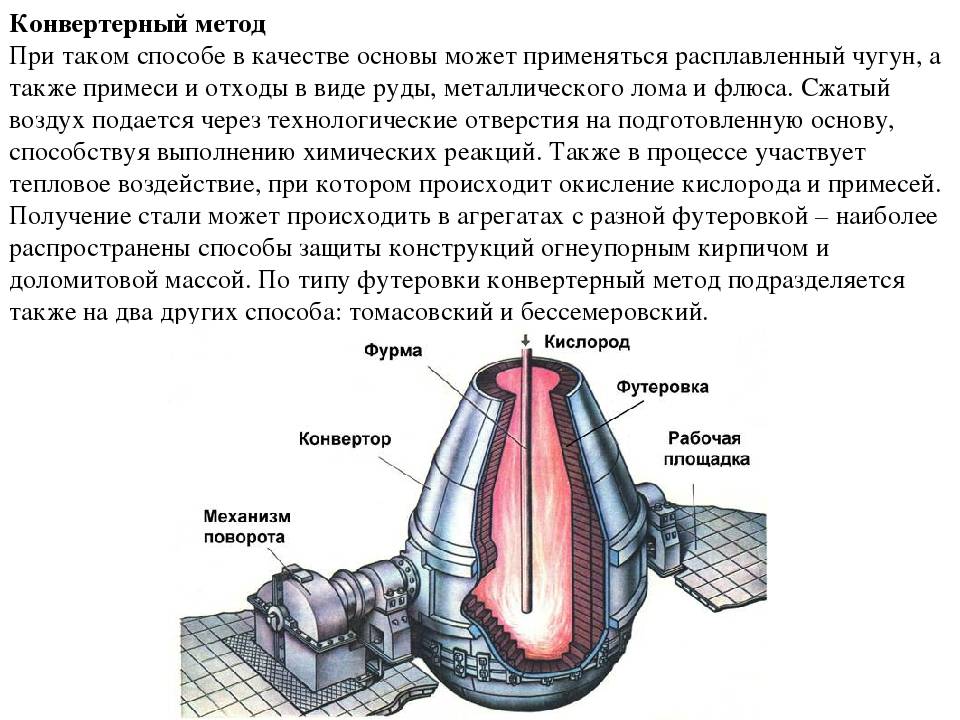
Технологии выплавки
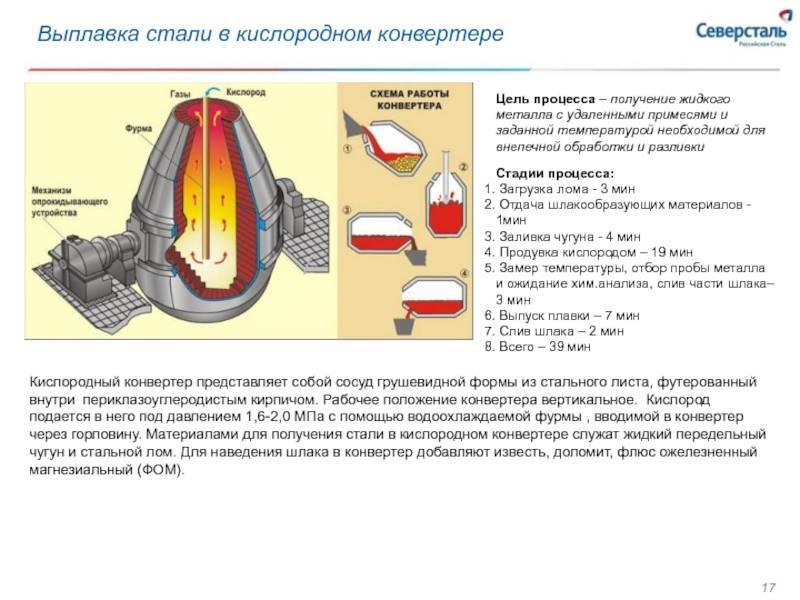
Традиционно выделяют два подхода к реализации кислородно-конвертерного плавления – бессемеровский и томасовский. Однако современные методики отличаются от них низким содержанием азота в печи, что повышает качество рабочего процесса. Выполняется технология по следующим этапам:
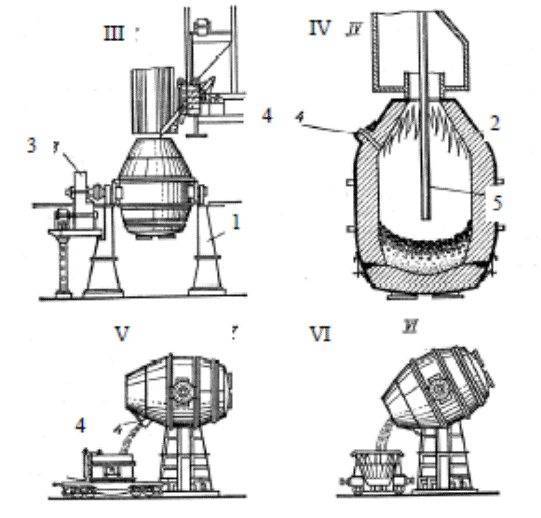
- Загрузка лома. Порядка 25-27 % от общей массы шихты загружается в наклоненный конвертер посредством совков.
- Заливка чугуна или стального сплава. Жидкий металл при температуре до 1450 °С ковшами заливается в наклоненный конвертер. Операция продолжается не более 3 мин.
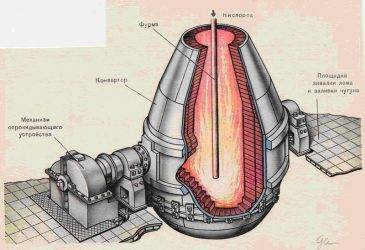
- Продувка. В этой части технология выплавки стали в кислородных конвертерах допускает разные подходы в плане подачи газо-воздушной смеси. Поток может направляться сверху, снизу, донным и комбинированным способами в зависимости от типа конструкции оборудования.
- Получение проб. Выполняется замер температуры, удаляются ненужные примеси, ожидается анализ состава. Если его результаты соответствуют проектным требованиям, плавка выпускается, а если нет – вносятся корректировки.

Различия двух способов
Вышеупомянутое производство подразделяется на бессемеровский и томасовский процессы. Различия между ними в основных составляющих футеровках конвертеров.
Бессемеровский путь выплавки стали позволяет использовать низкое содержание фосфора и серы. При томасовском способе, наоборот, чугун переплавляется посредством высокого содержания фосфора.
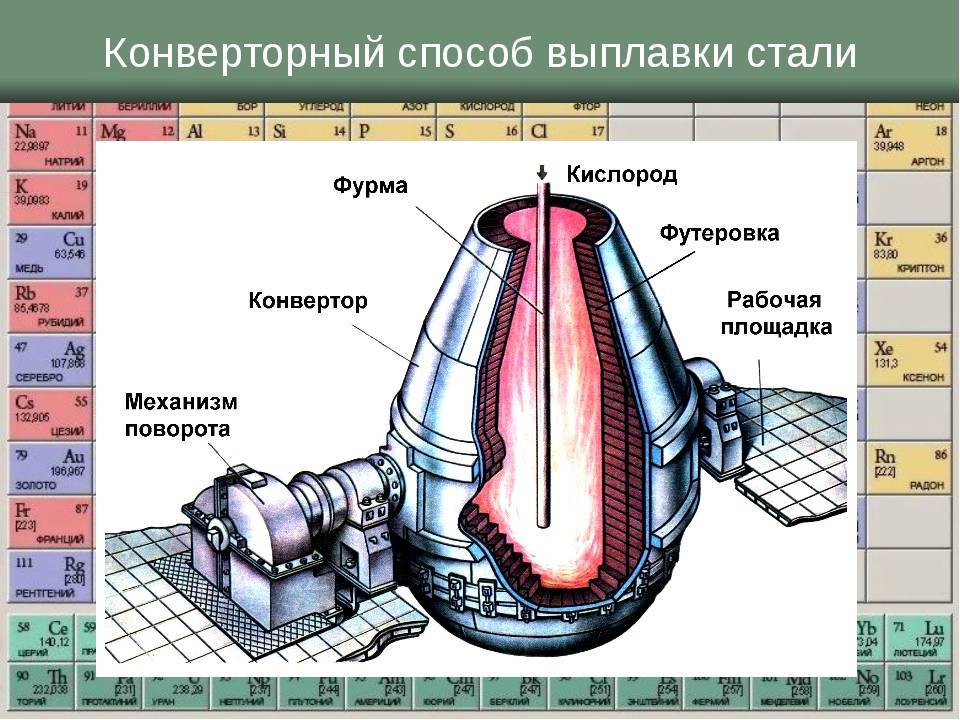
Суть кислородно-конвертерного производства заключается в выплавке стали посредством футеровки и продувки кислородом из жидкой чугунной основы. В обязательном порядке для этого используется водоохлаждающая форма.

Водоохлаждающая форма
В агрегатах кислород подается снизу. Этот метод наиболее распространен в России. Хотя в зарубежных странах нередко применяется и комбинированный способ продувки. В металлургии кислородно-конвертерный метод выплавки признан практически одним из самых эффективных по нескольким параметрам:
- Воспроизведение одного сталеплавильного агрегата превышает в мощности иные способы в несколько тон.
- В большегрузных конвертерах воспроизведение достигает порядка 500 тонн за 1 час.
- Затратные средства значительно ниже, чем при ином производстве.
- Довольно экономное обустройство любого цеха, даже в независимости от мощности плавильных агрегатов.
- Простота процесса состоит в автоматизации метода выплавки стали.
Благодаря тому, что используется чистый кислород, сталь, получаемая на выходе, не имеет высокого содержания азота. Это позволяет использовать материал в широких спектрах малой промышленности
Важно и то, что сравнительная безопасность для здоровья, позволяет задействовать специалистов среднего звена

Возможность предоставить работу большему количеству населения
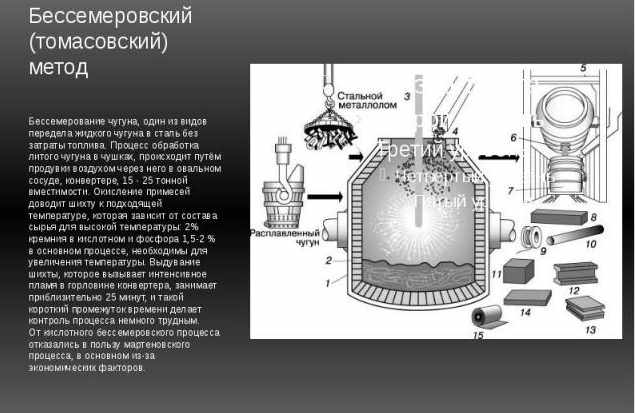
Бессемеровский конвертер
Бессемеровский процесс (кислая футеровка конвертора) разработан англи-чанином Г. Бессемером в 1856-1869гг. и позволяет перерабатывать чугун с низ-ким содержанием фосфора и серы и достаточным количеством кремния. Плавка в бессемеровском конвертере проводится следующим образом. В конвертер заливают бессемеровский чугун (0,7-1,25%Si; <0,06%P; <0,06%S) при температуре 1250 – 1300 °C и продувают его воздухом. За время продувки окисляются углерод, кремний и марганец чугуна и из образующихся оксидов формируется кислый шлак. После того, как углерод окислился до заданного со-держания, продувку заканчивают. Металл сливают через горловину в ковш, одновременно раскисляя его. Поскольку шлак кислый при плавке не удаляются сера и фосфор.
Томасовский способ
Томасовский способ – продувка через жидкий металл воздуха, но футеровка основная и благодаря этому становится возможным удаление фосфора. Футеровка доломитовая (МgO, СаО). Применяется для переплавки в стали чугунов марок Т-1 и Т-2, содержащих повышенный % фосфора до 2,2% и серы.
В томасовском конвертере процессы окисления протекают в такой же последовательности, как и в бессемеровском, за исключением того, что в третьем периоде идет бурное окисление фосфора, за счет чего резко повышается температура стали и сталь становится более качественной и пластичной.
Для удаления Р и S в конвертер загружается 12-14% от веса заливаемого чугуна – известняк СаСО3:
– 2Р + 5FeO + 4СаО → Р2О5(СаО)4 + 5Fe
шлак
Р2О5(СаО)4 – очень прочное соединение и ценное удобрение для сельского хозяйства.
– FeS + СаО → СаS + FeО, где СаS – непрочное соединение, поэтому вводят Mn:
СаS + MnO → MnS + СаО, где MnS – не переходит в ванну, если остается, то это более тугоплавкое соединение нежели FeS + Fe (tплавл. ≈ 988°С).
В настоящее время томасовский способ в нашей стране почти не применяется, так как высокофосфористых и высокосернистых руд у нас мало.
Рассмотренные конвертерные способы выплавки стали имеют следующие преимущества:
- Высокая производительность (время плавки 20-30 мин.).
- Простота конструкций печей (конвертеров) и следовательно малые капитальные затраты.
- Малые эксплуатационные затраты.
- Не требуется при плавке специально вводить тепло, так как оно получается в конвертерах за счет реакций окисления примесей.
Недостатки:
- Значительный угар железа (до 13%).
- Невозможность переплавлять в больших количествах скрап (металлический лом).
- Более низкое качество стали (главный недостаток конвертирования) – например, за счет продувки воздухом в стали увеличивается содержание азота (до 0,025-0,048%), которое заметно снижает качество стали.
- Из-за непродолжительности процесса невозможно в конвертерах выплавлять стали сложного химического состава, а из-за невысоких температур (наибольшая tплавл. = 1600°С) невозможно добавлять тугоплавкие легирующие компоненты (W, Mo, Nb и т.д.).
Таким образом до настоящего времени конвертерное производство стали было ограничено из-за вышеизложенных недостатков. В конвертерах выплавлялись лишь простые углеродистые стали обыкновенного качества.
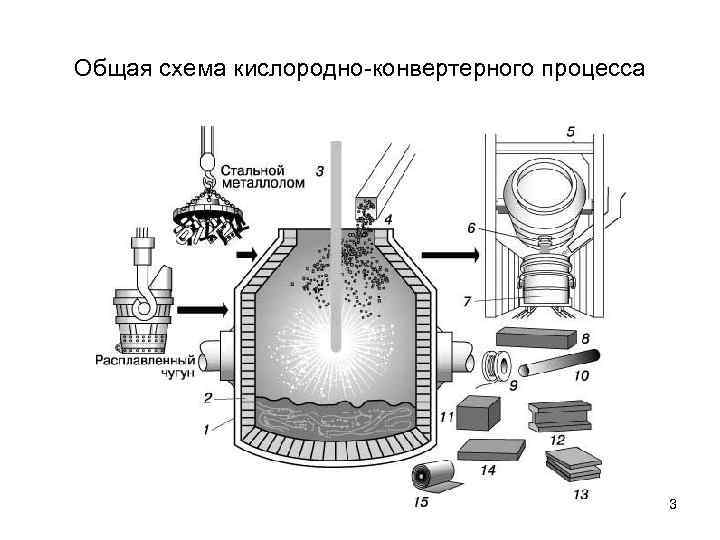
Суть конвертерного производства
В конвертерном производстве применяются специальные сталеплавильные агрегаты, называемые конвертерами. Производство стали осуществляется путем продувки жидкого чугуна воздухом или кислородом. Данный металл содержит различные примеси, в том числе кремний, углерод и марганец. Примеси окисляются под действием кислорода и удаляются из расплава. Основным преимуществом конвертерного способа является то, что для работы сталеплавильного устройства не требуется топливо. Сталь расплавляется под действием тепла, которое выделяют окисляющиеся примеси.




Это интересно: Чугунное литье — технология печного литья, производство
Принцип бессемеровского способа
Впервые массовое получение жидкой стали стало возможным в 1856 году благодаря Г. Бессемеру – изобретателю из Англии. Он придумал, как нагреть металл до температуры, превышающей 1500°С. Именно такая температура необходима для того, чтобы расплавить металл с пониженным содержанием углерода.
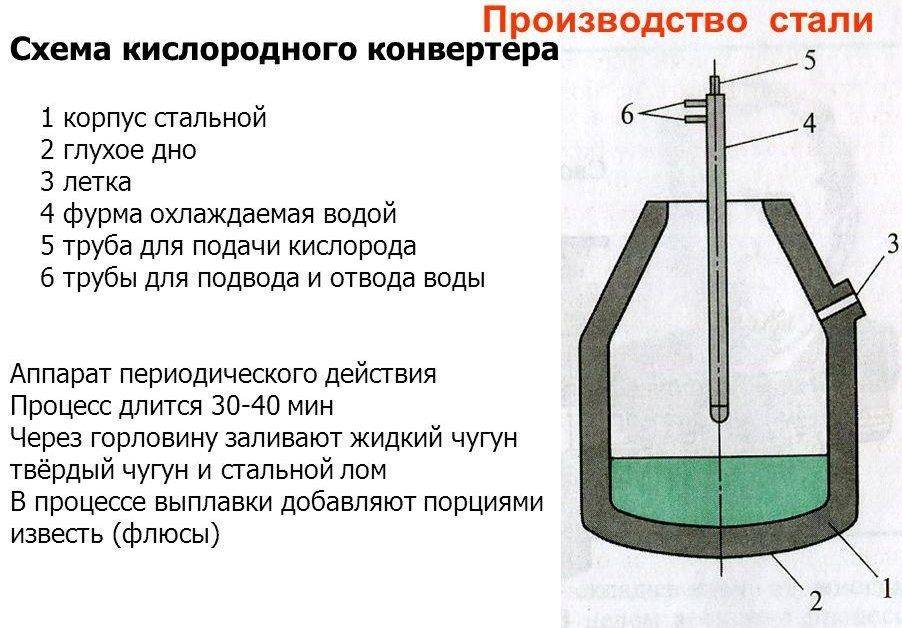
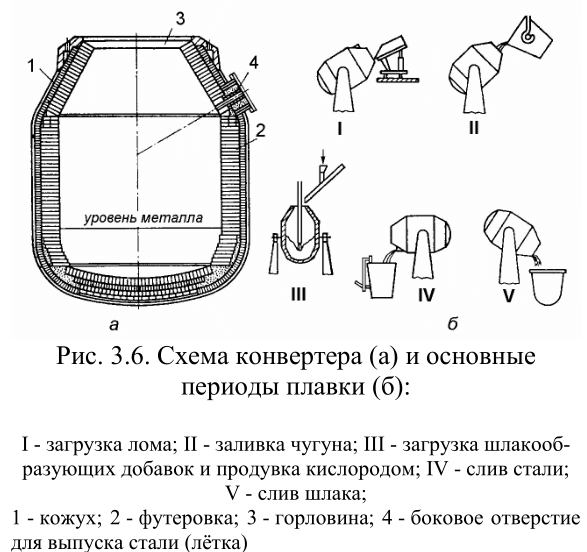 Схема конвертера и основные периоды плавки
Схема конвертера и основные периоды плавки
Бессемеровский процесс предусматривает продувку расплава атмосферным воздухом. Для этих целей применяются конвертеры, у которых внутренняя часть камеры сгорания защищена динасовым кирпичом. Благодаря такой защите бессемеровский способ называют кислой футеровкой конвертера.
Плавка в бессемеровском сталеплавильном агрегате осуществляется путем заливки чугуна при температуре 1250–1300°С. Следует заметить, что для выплавки бессемеровских чугунов требуются железные руды с низким содержанием серы и фосфора.
Залитый чугун продувают воздухом, в результате чего происходит окисление углерода, марганца и кремния. При окислении образуются оксиды, формирующие кислый шлак. Продувку воздухом заканчивают после того, как углерод окислится до требуемых значений.
Далее металл через горловину сливают в ковш, попутно его окисляя. У такого способа присутствует один существенный недостаток, заключающийся в невысоком качестве конечного продукта, который получается слишком хрупким за счет неполного удаления серы и фосфора.
Технология
Бессемерование – процесс плавки чугуна, который позволяет получить сталь относительно высокого качества. Следует отметить, что подобная технология на сегодняшний день применяется крайне редко. Это связано с появлением довольно большого количества современных технологий, которые позволяют получить более качественную сталь за меньшие сроки.
Весь бессемеровский процесс производства стали можно разделить на несколько основных этапов:
- Выполняется заливка чугуна в конвертор через горловину. Важным моментом назовем то, что в подобном положении устройство должно находится в горизонтальном положении, так как есть вероятность заливки сопла металлом. Сопла необходимы для того, чтобы продувать шихту. Именно окисление примесей и их вывод в качестве шлаков позволяет получать сталь повышенного качества.
- Следующий этап заключается в пуске дутья и переворачивании конвертора в вертикальное положение.
- Для того чтобы обеспечить окисление вредных примесей и излишков углерода проводится продувка металла воздухом. На данном этапе происходит образование шлака, с которым и уходят ненужные химические вещества.
- После достаточно длительного периода продувки конвертор снова переворачивается в горизонтальное положение, прекращается продувка расплавленного металла.
- Выполняется слив расплавленного металла в ковш и его раскисление путем добавления специальных веществ.
На момент начала продувки состава происходит активное окисление марганца и кремния. На первоначальной стадии углерод практически не окисляется. Это связано с тем, что данный компонент реагирует исключительно на воздействие высоких температур. Кроме этого, на процесс окисления примесей оказывает влияние термодинамические факторы, которые определяют активность переноса кислорода к местам протекания бессемеровского процесса.
Рассматривая данную технологию отметим нижеприведенные моменты:
- На первом этапе происходит образование большого количества различных шлаков, который в составе имеет высокую концентрацию кремнезема. Временной интервал протекания первого этапа составляет 2-5 минут.
- На втором этапе бессемеровского процесса производства обеспечиваются наиболее благоприятные условия для окисления углерода. Примером можно назвать повышение рабочей температуры примерно до 2000 градусов Цельсия. Протяженность данного этапа составляет примерной 13 минут. В конце этого этапа температура понижается примерно до отметки 1600 градусов Цельсия.
- Добиться высокого качества стали можно различными методами бессемерования. Все зависит от особенностей состава применяемого лома, концентрации крема в составе.
- Для того чтобы исключить вероятность возникновения процесса передувки металла активная подача воздуха прекращается уже на втором этапе.
- Только на третьем этапе можно отметить активное окисление железа, что становится причиной выделения бурого дыма. Данный этап начинается на тот момент, когда концентрация углерода меньше 0,1%.
Как ранее было отмечено, бессемеровский метод изготовления стали получил большое распространение по причине высокой производительности. В литейных цехах довольно часто устанавливается оборудование, которое имеет садку около 35 тонн.
Бессемеровский метод выплавки стали
Сегодня бессемеровский метод производства стали практически не применяется, что связано с низким качеством получаемого металла и его достаточно высокой стоимостью.
Источник
Ведущие принципы выплавки качественной стали
Согласно статистическим показателям каждая десятая тонна выплавленной стали в мире получается в результате кислородно-конвертерного способа при донной продувке.
Весь процесс при низких производственных затратах и адекватных условиях для хода работ, способствует выплавки высококачественной стали. Уникальные технологические мощности конвертерных агрегатов позволяют использовать различные составы сплавов, кроме самого жидкого чугуна.
Определенный интерес в промышленности к этому способу вызван и широким его применением еще с 60-х годов прошлого столетия. Основной типовой ряд емкостей конвертерных агрегатов установлен еще при Советском Союзе. Огромные сосуды представлены в грушевидной форме и имеют объемный ряд от 50 до 400 тонн.
Одним из ведущих принципов производства стали в кислородных конвертерах является их проектирование емкостью от 400 до 4,3 тыс. тонн и минимальной высотой 6–8 метров. Слишком низкие агрегаты провоцируют выбросы вспенивающегося металла через узкие горловины. Подобный факт негативно сказывается на всем процессе производства и на качестве самой стали на выходе.
Pereosnastka.ru
Конвертерный способ производства стали
К
атегория:
Производство черных и цветных металлов
Конвертерный способ производства стали
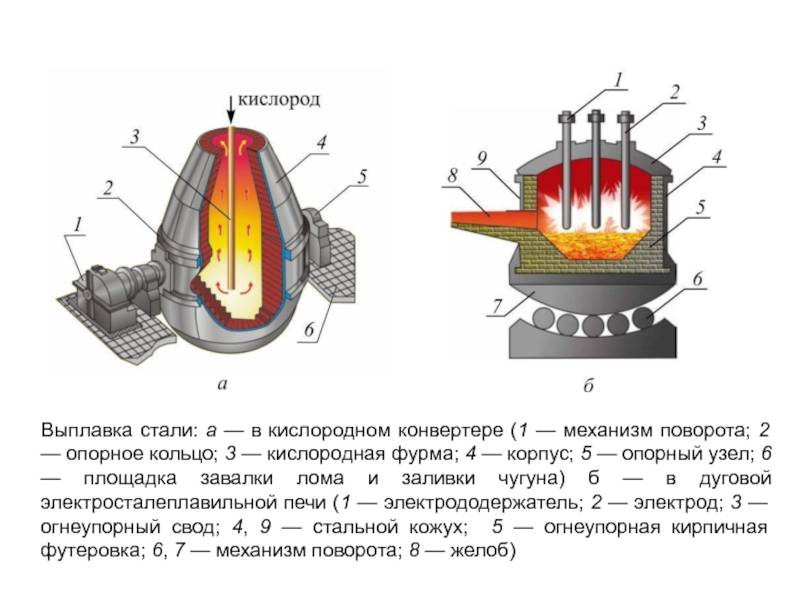
Источником теплоты при конвертерном способе являются химические реакции окисления элементов, входящих в состав чугуна. Окисление протекает в основном за счет кислорода дутья (воздуха, технически чистого кислорода, паро-кислородной смеси). В настоящее время дутье подается в различных конвертерах через днище, сбоку или сверху. В соответствии с этим применяются конвертеры различных конструкций.
Конвертеры с боковым дутьем имеют емкость 0,5—4 т и используются в сталелитейном производстве с целью выплавки стали для фасонного литья; устройство такого конвертера рассмотрено в [разделе «Литейное производство».
На металлургических заводах в настоящее время применяют конвертеры с нижним (через отверстия в днище) и верхним (через горловину) дутьем емкостью от 5 до 60 т.
До последнего времени применялись лишь конвертеры с нижним дутьем и использованием атмосферного воздуха; в результате выплавлялась сталь, насыщенная азотом и имеющая поэтому пониженную свариваемость, а также склонность к старению и хрупкому излому при низких температурах. В связи с этим недостатком конвертерный передел, являющийся первым способом массового производства литой стали, с конца прошлого века постепенно вытеснился мартеновским и электросталеплавильными способами. К 1956 г.



доля конвертерного способа в общем производстве стали снизилась в СССР до 4,1%, а в США до 3,8%. Применение вместо воздуха технически чистого кислорода резко изменяет весь ход процесса, позволяет использовать наиболее дешевый передельный мартеновский чугун, переплавлять в конвертере до 20—30% металлолома .(вместо 5—10% при воздушном дутье), получать сталь, по качеству не уступающую мартеновской. Основным преимуществом конвертерного способа является его высокая производительность (цех, имеющий 3—4 конвертера емкостью по 25 т, может дать до 1 300 000 т стали в год).
Поэтому в ближайшие годы следует ожидать повышения доли конвертерного способа в общем производстве стали.
Контрольными цифрами по семилетнему плану (1959—1965 гг.) развития народного хозяйства СССР предусмотрено строительство конвертерных цехов на ряде металлургических заводов.
Конвертер с нижним дутьем (рис. 1) представляет сосуд грушевидной формы. Кожух конвертера сваривают из толстой листовой стали и футеруют внутри огнеупорным материалом. Снаружи в средней части конвертер имеет два цилиндрических выступа, называемых цапфами, которые служат для опоры и поворота конвертера.
Одна из цапф (2) делается полой и соединяется с газопроводом. От цапфы к днищу дутье подается через трубу и коробку. В днище конвертера имеются отверстия — фурмы, через которые дутье подается в конвертер под давлением 1,8—2,5 ати.
В последнее время при уменьшенной площади сечения фурм давление повышают до 5,5 ати.
Рис. 1. Бессемеровский конвертер
Для облегчения ремонта конвертера днище делается приставным.
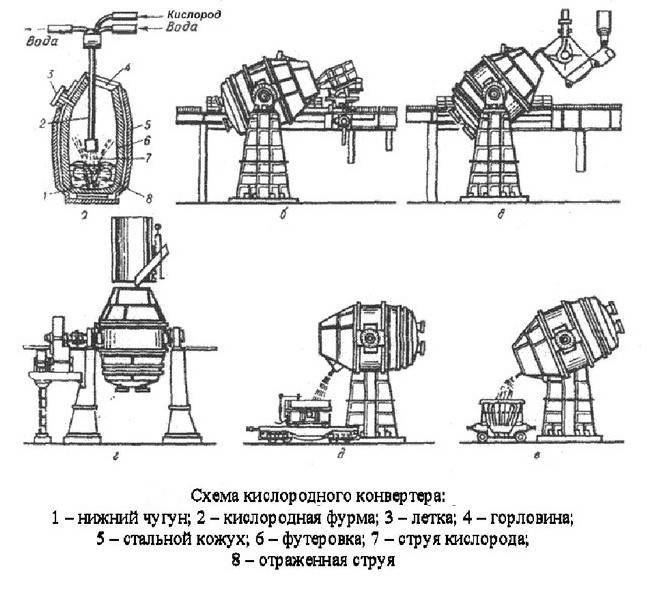
При заливке жидкого чугуна и при перерывах процесса конвертер поворачивается на цапфах в положение, показанное на рис. 2, с помощью зубчатой рейки, сцепленной с зубчатым колесом (рис. 1). После заливки чугуна пускают дутье, и конвертер поворачивают днищем вниз. Слой металла составляет при этом от V5 до 1/3 высоты цилиндрической части конвертера.
Кислород под напором струи частично проникает в металлическую ванну и окисляет ее, частично же растекается по поверхности и обеспечивает сгорание в конвертере выделяющейся из металла окиси углерода, что увеличивает количество теплоты, выделяющейся в конвертере. При продувке кислородом применяют конвертеры с глухим дном, стационарные и вращающиеся.
При стационарном положении конвер: тера во время продувки не достигается требуемое перемешивание металла, поэтому в зоне сопрйкосновения кислорода с металлом происходит резкое местное повышение температуры, вызывающее значительные потери железа в виде окислов, уносимых газами, удаляющимися через горловину конвертера. На рис. 3 показан во время продувки 30-тонный конвертер, вращающийся около своей оси со скоростью до 30 об/мин.
Бессемеровский конвертер
Распространение этой технологии в 20 веке было очень обширным. Она применялась в странах Америки и Европы. Объем выплавки на тот момент составлял примерно 12,5 миллионов тонн стали. Разработанная технология была настолько удачной, что ее на протяжении многих лет оставляли практически неизменной.
Конструкция конвертера бессемера обладает весьма большим количеством особенностей:
- Устройство представлено корпусом и днищем, а также воздушной коробкой.
- Корпус устанавливается на металлический пояс, который перераспределяет нагрузку.
- Днище имеет сопла, через которые может подаваться воздух для обеспечения протекания процесса окисления.
Устанавливаемое оборудование имеет большие размеры и массу, что существенно усложняет установку и фиксацию. Для конвертора требуется надежный фундамент, который сможет выдерживать давление от устройства и шихты в нем. Кроме этого, возникает довольно много трудностей с нагревом среды до температуры выше 1500 градусов Цельсия.
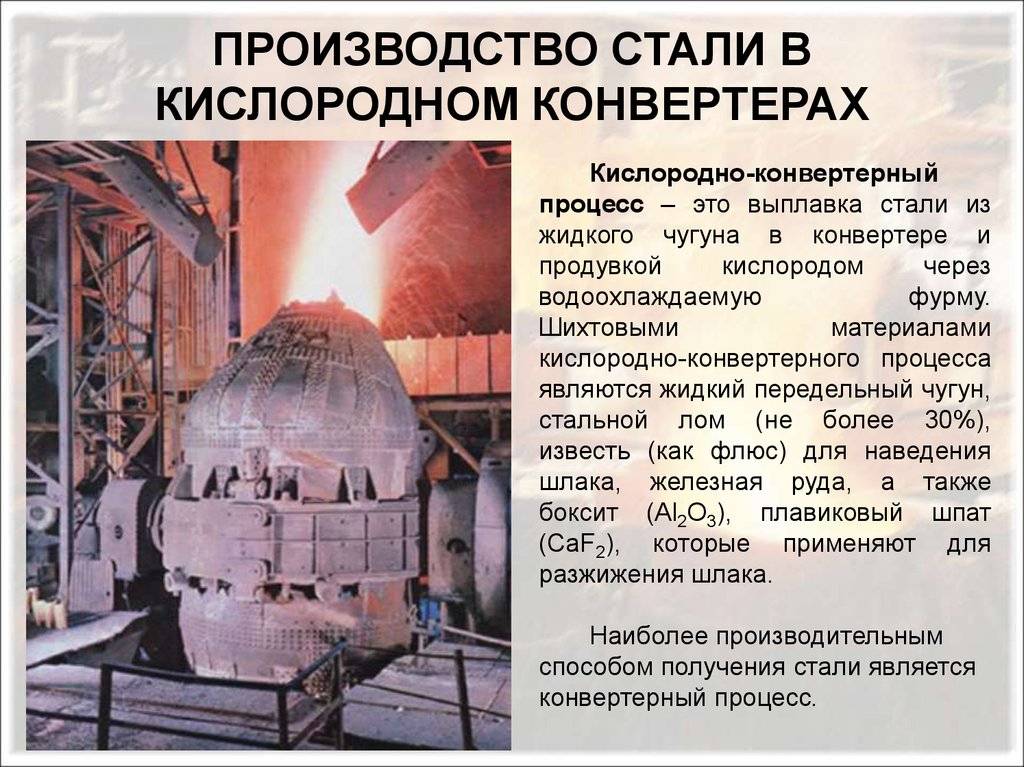
Производство стали в кислородных конвертерах – Металлы, оборудование, инструкции
Важно отметить, что кислородно-конвертерный способ производства стали имеет ряд особенностей, связанных с технологическими тонкостями, в процессе всего производства. Значительные затраты на конвертерное производство оправдывают окупаемость во время эксплуатации любых изделий, особенно из стали, выплавленной таким путем
Основные нюансы процесса
Согласно технологическим особенностям, конвертерный способ подразделяется на две разновидности:
- Конвертерные процессы с донным воздушным дутьем – бессемеровский и томасовский процессы.
- Кислородно-конвертерный процесс с продувкой кислородом сверху и снизу.
При воздушном дутье, залитый в конвертерах чугун, продувают снизу воздухом. Благодаря тому, что частицы воздуха окисляют любые примеси чугуна, происходит повышение температуры стали вплоть до 1,6 тыс. градусов. Именно это тепло и превращает чугун в сталь.
Ведущие принципы выплавки качественной стали
Согласно статистическим показателям каждая десятая тонна выплавленной стали в мире получается в результате кислородно-конвертерного способа при донной продувке.
Весь процесс при низких производственных затратах и адекватных условиях для хода работ, способствует выплавки высококачественной стали. Уникальные технологические мощности конвертерных агрегатов позволяют использовать различные составы сплавов, кроме самого жидкого чугуна.
Определенный интерес в промышленности к этому способу вызван и широким его применением еще с 60-х годов прошлого столетия. Основной типовой ряд емкостей конвертерных агрегатов установлен еще при Советском Союзе. Огромные сосуды представлены в грушевидной форме и имеют объемный ряд от 50 до 400 тонн.
Одним из ведущих принципов производства стали в кислородных конвертерах является их проектирование емкостью от 400 до 4,3 тыс. тонн и минимальной высотой 6–8 метров. Слишком низкие агрегаты провоцируют выбросы вспенивающегося металла через узкие горловины. Подобный факт негативно сказывается на всем процессе производства и на качестве самой стали на выходе.
Планирование процесса
Принципиально важно и перед каждой плавкой осуществлять детальное планирование всех оптимальных условий. Они включают в себя:
- расход чугуна и лома,
- уровень подачи кислорода в фурму,
- приблизительные расчеты по концентрации фосфора, серы и шлаков,
- анализ окончательной массы стали и заданных объемов отходов.
Удельная интенсивность выплавки стали кислородным способом в конвертерах позволяет производить высокие объемы сырья при минимальных нагрузках на ход процесса. Немаловажную роль здесь играет фактор проектирования и выбора сопутствующих условий, а также организации технологии производства.
Высококачественную сталь в стране получают не только на огромных заводах, но и на территории малых помещений, для эффективного производства требуется необходимая мощность агрегатов и квалифицированные специалисты.
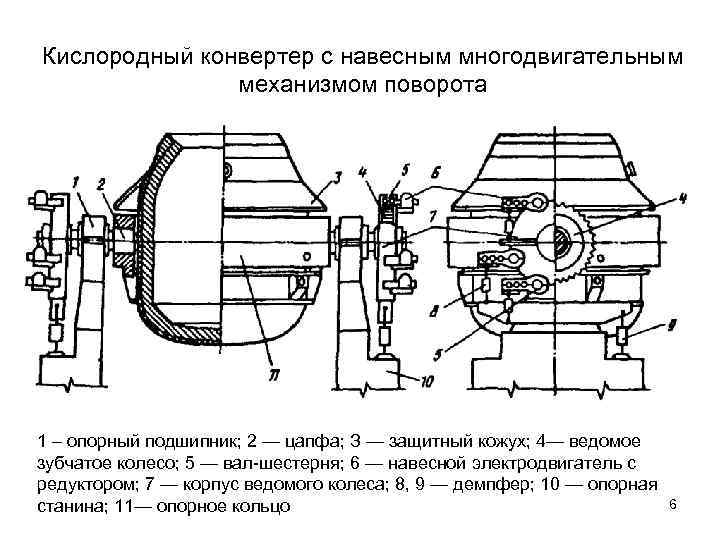
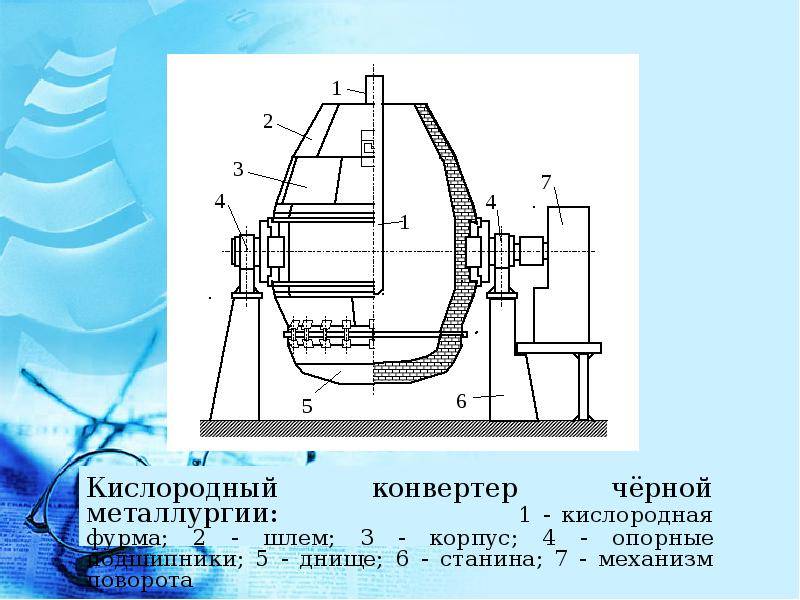
Механизм поворота
Механизм поворота обеспечивает вращение конвертера вокруг оси цапф на 360° со скоростью (частотой) от 0,1 до 1мин-1 . Механизм поворота может быть односторонним и двухсторонним. У конвертеров вместимостью 130т и менее делают односторонний механизм поворота, в котором одна из цапф соединена с приводом (см. рис. 2). У большегрузных конвертеров опорное кольцо при повороте подвергается большим усилиям. Поэтому для более равномерного их распределения механизм поворота большегрузных конвертеров делают двухсторонним (см.рис. 3). Этот механизм имеет два синхронно работающих привода, каждый из которых соединен с одной цапфой.
Механизмы поворота бывают стационарными и навесными. Первые конвертеры имели стационарный механизм поворота, жестко закрепленный на отдельной опоре. Такой механизм имеет (см. рис. 2) два электродвигателя 6 (один из них резервный), связанный с ними двухсторонний червячный редуктор 5 и тихоходный редуктор 4, соединенный с цапфой конвертера через зубчатую муфту 3. Недостатком механизма является его быстрый износ вследствие того, что будучи неподвижно закрепленным он испытывает удары вращающихся цапф в случае их перекоса, а также ударные нагрузки в момент включения привода.
Современные конвертеры имеют более совершенный навесной (закрепленный на цапфе) привод (см. рис. 3). На цапфе жестко закреплено ведомое зубчатое колесо 4, закрытое корпусом 7; этот корпус опирается на цапфу через подшипники и от проворачивания его удерживает демпфер 9. Таким образом при вращении зубчатого колеса 4 с цапфой, корпус 7 остается неподвижным. Зубчатое колесо вращают несколько (от 4 до 6) электродвигателей с редукторами 6, выходные валы-шестерни 5 которых входят в зацепление с колесом; эти валы-шестерни через подшипники крепятся в отверстиях стенки корпуса 7. Электродвигатели с редукторами держатся (навешены) на валах-шестернях 5; вращая валы, сами двигатели остаются неподвижными, так как удерживаются от проворачивания демпферами 8.


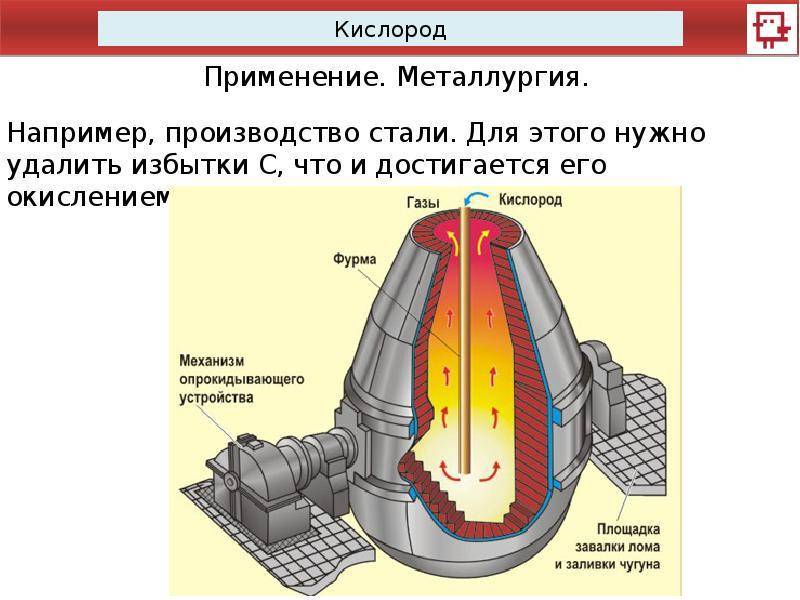


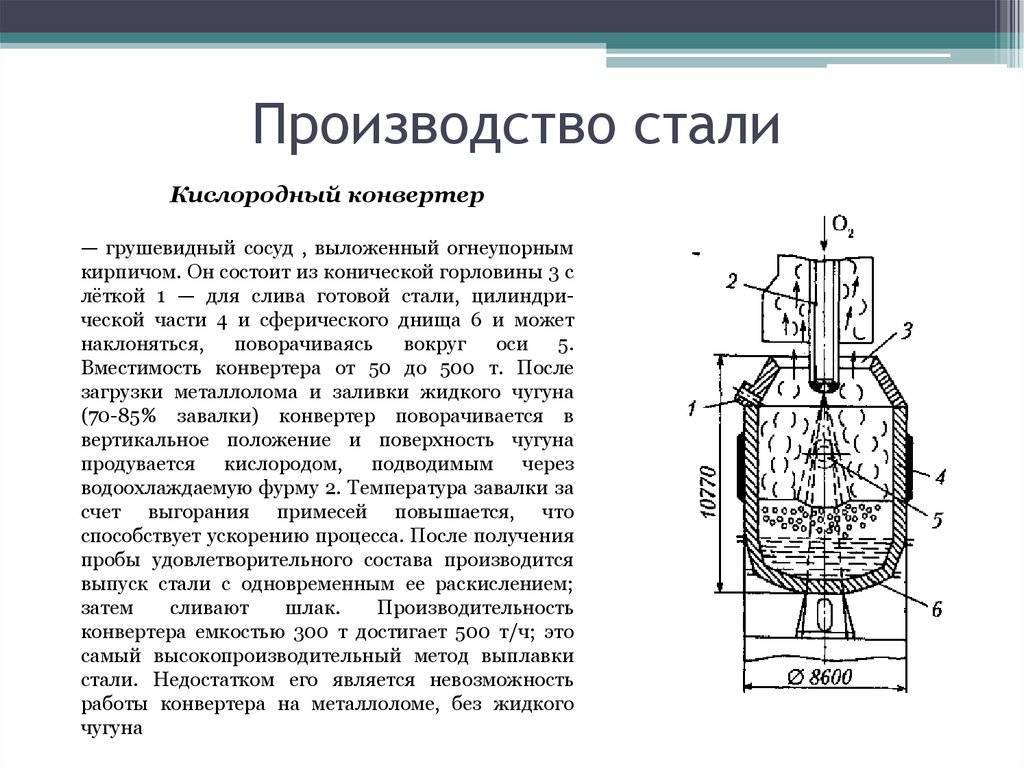
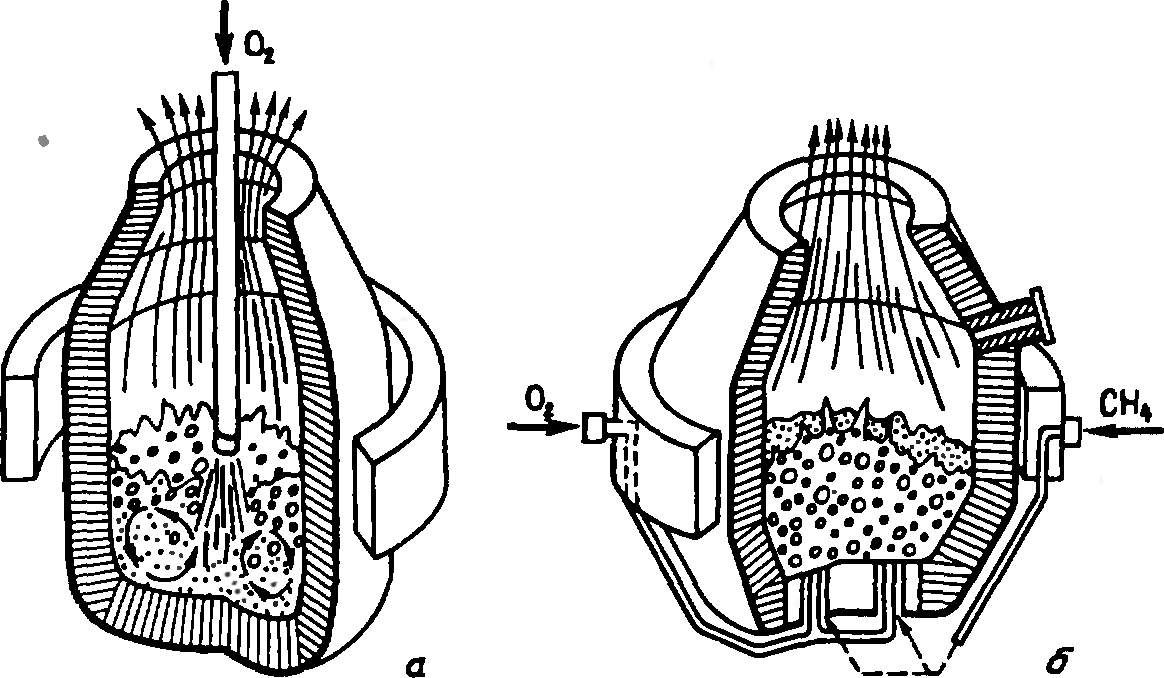
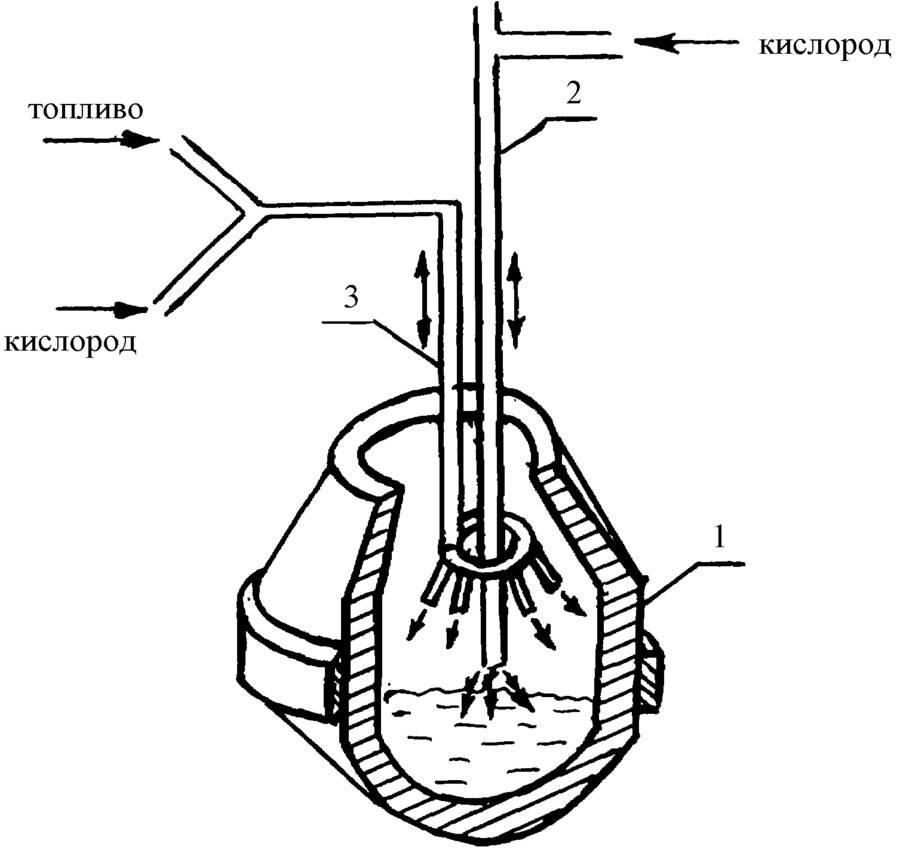

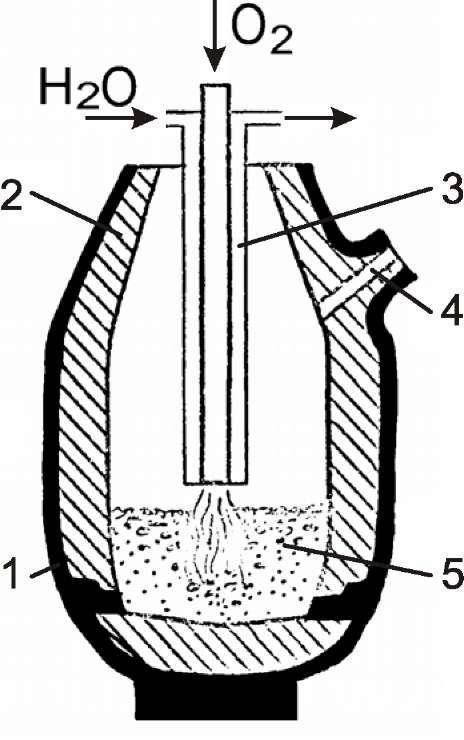
Рисунок 10. – Кинематическая схема навесного многодвигательного привода конвертера
На рисунке 10 показана кинематическая схема аналогичного навесного двухстороннего привода. В ней выделяют электродвигатели 5 (их четыре) с тормозами, быстроходные трехступенчатые редукторы 4-, тихоходные редукторы 1 (зубчатое колесо 7, вал-шестерня 6). В каждом из четырех приводов электродвигатель через быстроходный редуктор вращает вал-шестерню и, тем самым, зубчатое колесо и цапфу 2 с опорным кольцом 9. Цапфы установлены в подшипниковых опорах; опора 10— фиксированная, опора 8 — плавающая.
Навесной многодвигательный привод по сравнению со стационарным обладает следующими преимуществами: перекос цапф не влияет на его работоспособность, так как, будучи закрепленным на цапфе, привод перемещается вместе с ней; при выходе из строя одного двигателя привод остается работоспособным; демпферы частично компенсируют динамические нагрузки при включениях и торможениях, что снижает износ шестерен привода; в 2-3 раза уменьшается масса привода; существенно уменьшается площадь, необходимая для его установки.
Опорное кольцо.
Общий упрощенный вид опорного кольца показан на рис. 6.
1 — полукольцо; 2 — цапфовая плита; 3 — цапфа; 4 — окно для циркуляции воздуха
Рисунок 6 – Общий вид опорного кольца конвертера
Оно представляет собой конструкцию, состоящую из двух полуколец 1 и закрепленных между ними двух цапфовых плит 2; полукольца и плиты скреплены шпильками. Полукольца выполняют сварными полыми прямоугольного (коробчатого) сечения. Для защиты опорного кольца от перегрева и от попадания капель металла и шлака над ним, приваривают к корпусу конвертера защитный кожух 3 (см. рис. 3).
На рисунке 7 показано опорное кольцо конвертера, подвешиваемого к цапфе на трех тягах (меридиональных).
1 — узел крепления меридиональной тяги; 2 — окно; 3 — упор; 4 — цапфовая плита;
5 — цапфа; 6 — канал в цапфе; 7 — ребро жесткости
Рисунок 7 – Опорное кольцо конвертера
Полукольца изготавливают с помощью сварки из листовой нестареющей стали 09Г2С. Обычно верхнюю и нижнюю полки полукольца выполняют из листа толщиной 100 мм, а вертикальные стенки 50-60 мм. Для усиления конструкции внутри располагаются поперечные ребра жесткости. В стенках кольца, а также в ребрах жесткости предусмотрены отверстия для циркуляции воздуха, способствующие охлаждению полуколец.
Цапфы выполняют кованными из легированной стали типа 40ХН. Их крепят к опорному кольцу путем запрессовки в цапфовую плиту. Цапфы большегрузных конвертеров делают водоохлаждаемыми; для подачи воды в цапфе предусмотрен осевой канал.
Заключение
Плавка в конвертерных сооружениях считается морально устаревшей техникой, но ее продолжают использовать по причинам оптимального сочетания производительности и финансовых затрат на обеспечение процесса. В немалой степени востребованности технологии способствуют и конструкционные достоинства применяемого оборудования. Та же возможность прямой загрузки лома металла, шихты, шлама и других отходов, хоть и в ограниченном объеме, расширяет возможности для модификации сплава. Другое дело, что для полноценной эксплуатации крупногабаритных конвертеров с возможностями поворота требуется организация соответствующего помещения на предприятии. Поэтому осуществляют выплавку с кислородной продувкой в больших объемах преимущественно крупные компании.
Источник