Принципы выбора
Оборудование для лазерной резки металла выбирается по следующим критериям:
- производительности, скорости обработки, позиционирования луча над рабочей поверхностью;
- типу излучателя (металлического или керамического), срока его службы, надёжности, особенностей конструкции;
- торговой марки, под которой был изготовлен станок;
- гарантийному сроку от производителя;
- виду материалов деталей, используемых в устройстве позиционирования лазера, особенно направляющих;
- назначению, условиям эксплуатации, на которые рассчитан промышленный станок;
- удобству и простоте управления;
- возможностям расширения функциональности;
- требованиям к помещению, где будет выполнена установка оборудования;
- стоимости конкретной модели, комплектующих, расходных материалов.
Дизайн станка
Дизайн и компоновка оборудования для лазерной резки металла обеспечивают удобство в работе, а также производительность. Простота удаления стружки, доступное пространство для перемещения заготовки относительно лазера, эффективность охлаждения — вот основные параметры, зависящие от расположения конструктивных элементов.
Важно обращать внимание на следующие узлы:
- подъёмный стол;
- лазер;
- систему охлаждения;
- оптику.
Подъёмный стол
Станок для лазерной резки оснащён подъёмным столом, предназначенным для закрепления и перемещения заготовки относительно луча. Перемещение может быть линейным вдоль вертикальной оси координат. Он обладает различной грузоподъёмностью, площадью, способен перемещаться при помощи механического или электрического подъёмного привода.
Мощность лазера и охлаждение
Лазерный резак по металлу оснащается лазерами различной мощности, позволяющими выполнять различные задачи. Чем выше мощность, тем качественнее обработка, больше допустимая толщина заготовок, но и выше энергопотребление.
Для эффективной работы и установки необходимо обеспечивать качественное охлаждение трубки. От этого будет зависеть ресурс работы лазера. Обычно достаточно водяной системы с датчиком потока, позволяющим контролировать охлаждение.

Лазер для резки металла
Оптика
Устройство для лазерной резки предусматривает установку оптики, назначение которой фокусировать луч. Она может быть следующих видов:
- длиннофокусной, применяемой для обработки толстых заготовок;
- короткофокусной, используемой для гравировки или резки тонколистового металла.
Цены
Стоимость оборудования зависит от следующих факторов:
- производителя;
- функциональности;
- типа лазера;
- оптической системы;
- площади рабочей поверхности;
- системы охлаждения.
https://youtube.com/watch?v=DhMxREbqobY
https://youtube.com/watch?v=3nS2B1S24g4
Сферы применения
 Лазерный станок для металла Wattsan 1530 Basic. Цена 2 800 000 руб.
Лазерный станок для металла Wattsan 1530 Basic. Цена 2 800 000 руб.
Возможность обработки лазерной резкой практически любых материалов делает область ее применения достаточно широкой. Из большого количества разных производственных направлений можно выделить следующие, наиболее известные:
металлообработка (автомобильная и авиационная промышленность, судостроение, космическая индустрия и другие)
деревообработка (мебельное производство, фанерные макеты, раскрой паркетных досок и другие)
производство рекламной продукции (резка букв, наглядных макетов, ростовых фигур и другие)
легкая и обувная промышленность (раскрой материала в ателье и на швейных фабриках, создание лекал, выкроек для одежды и обуви и другие)
производство сувенирно-подарочной продукции
изготовление печатей и штампов
маркировка продукции, которая выполняется на станках, работающих по принципу гравировального лазерного оборудования, отличается четкостью изображения и долговечностью
Характерности обработки при помощи лазерной технологии
В Россию поставляется оборудование для резки металла лазером и комплектующие для станков для лазерной резки знаменитых компаний в области станкостроения: T rumpf , Cjmpact Lazer , TST , Rnuth , Mattex , Durma и Mazak.
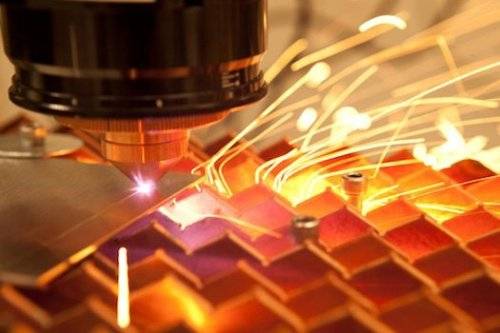
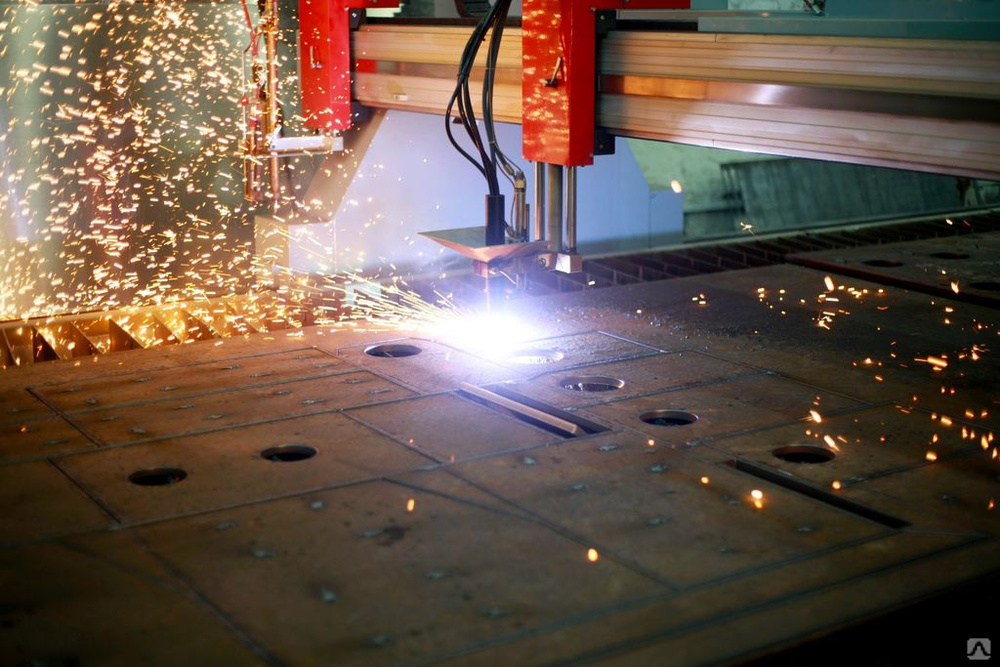
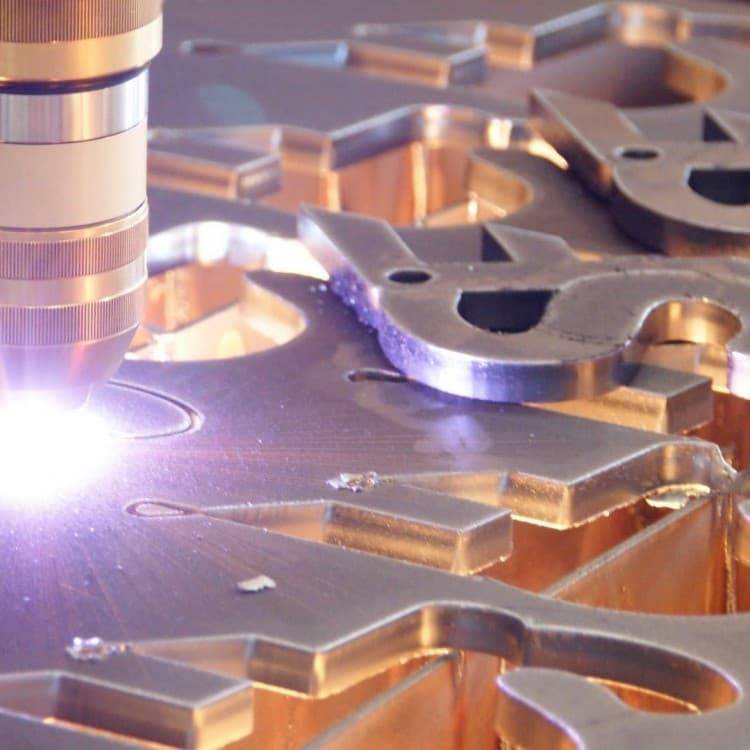
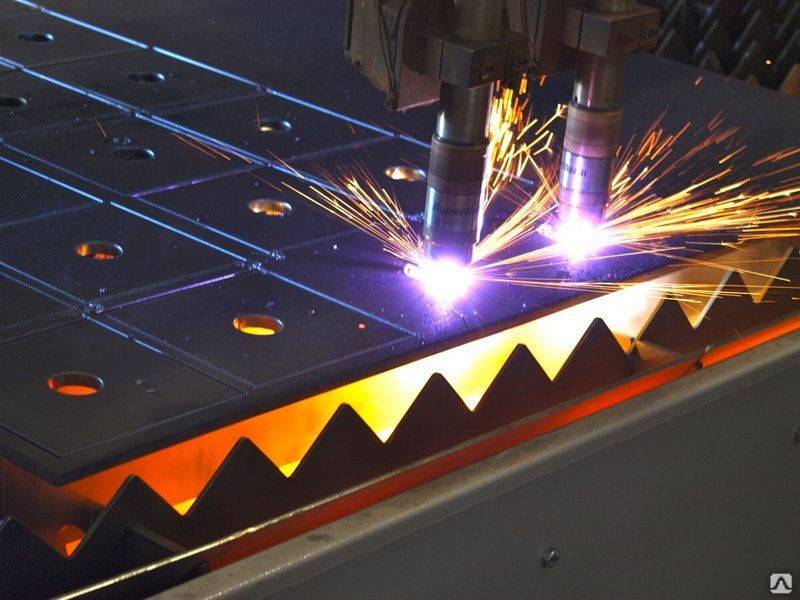
Процесс резки металла лазером листового металла
Лазерная техника как правило используется для резки и обработки разных материалов и гравировки изделий. Применение этой технологии дает возможность получить определенные преимущества:
- хорошую производительность процесса работы за счёт скорости обработки изделий;
- точность обработки материалов;
- возможность исполнять заказы разной сложности;
- невысокий уровень воздействия механики на обрабатываемый материал;
- процесс резки выполняется с маленькой шириной реза;
- полная автоматизация процесса обработки деталей.
Применение резки металла лазером за счёт регулирования режима влияния на материал, дает возможность обрабатывать разные заготовки:
- металл (сталь, алюминий, сплавы);
- пенополистирол;
- материалы из дерева (дерево, шпон, фанера);
- кожа;
- ткань;
- резина;
- бумага.
Для обработки разных материалов применяются лазеры разных типов. Для нарезания металлов (медь, серебро, латунь), используются волоконные иттербиевые установки, а материалов менее плотной структуры (органическое стекло, древесина) установки Stab CO2. Лазерный станок с числовым программным управлением дают возможность вести раскрой заготовок с повышеной точностью.
Устройство и принципы работы
Любое лазерное устройство состоит из следующих узлов:
- источника энергии;
- рабочего органа, продуцирующего энергию;
- оптоусилителя, оптоволоконного лазера, системы зеркал, усиливающих излучение рабочего органа.
Лазерным лучом точечно создается нагрев и плавление материала, а после продолжительного воздействия — его испарение. В результате шов выходит с неровным краем, испаряющийся материал осаждается на оптике, что сокращается срок ее эксплуатации.
Для получения ровных тонких швов и удаления паров используют технику выдувания инертными газами или сжатым воздухом продуктов расплава из зоны воздействия лазера.
Заводские модели лазеров, оборудованные высококлассными материалами, могут обеспечить хороший показатель углублений. Но для бытового использования у них слишком высокая цена.
Модели, изготовленные в домашних условиях, способны врезаться в металл на глубину 1-3 см. Этого хватит, чтобы изготовить, например, детали для декорирования ворот или заборов.
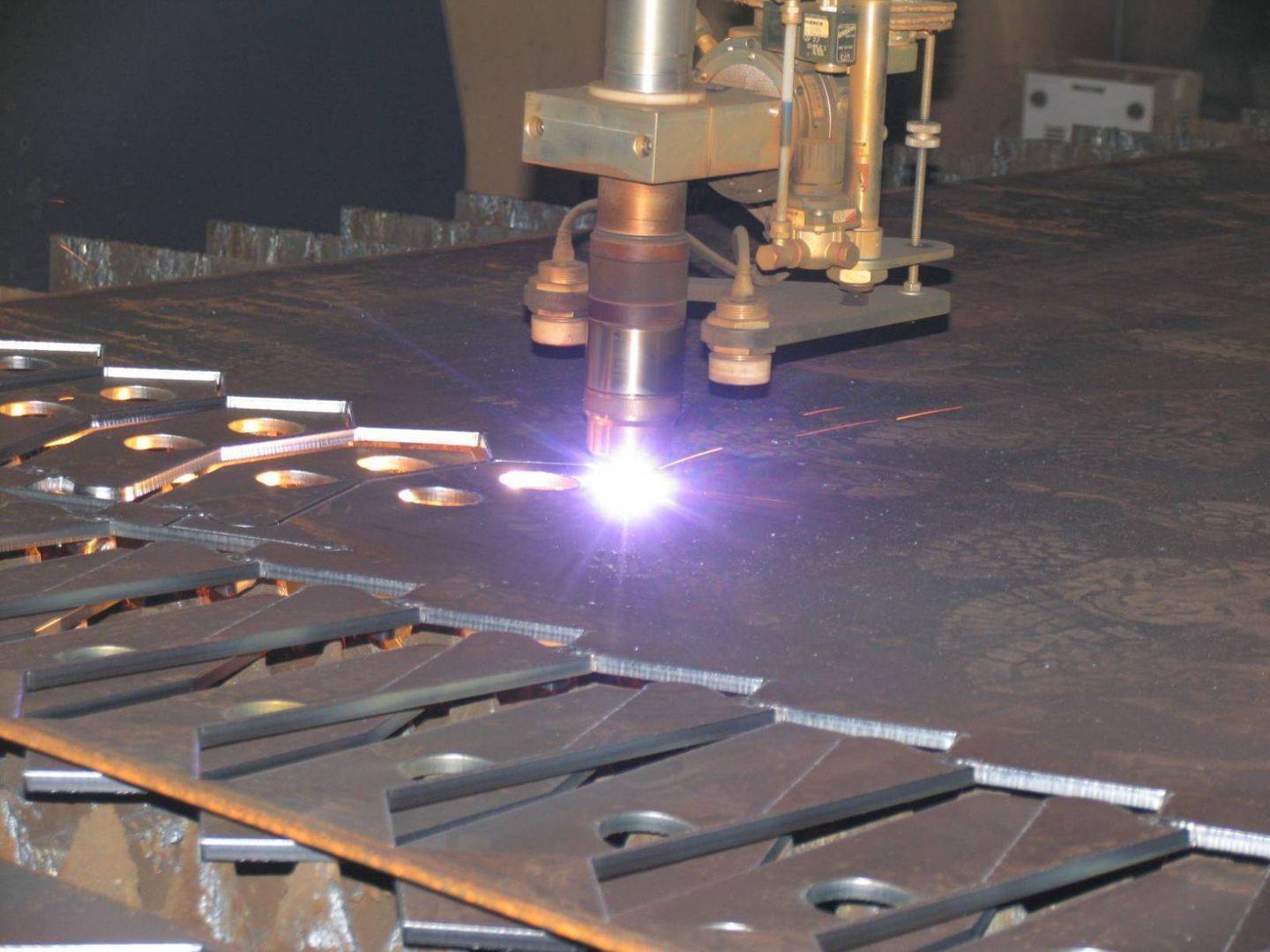
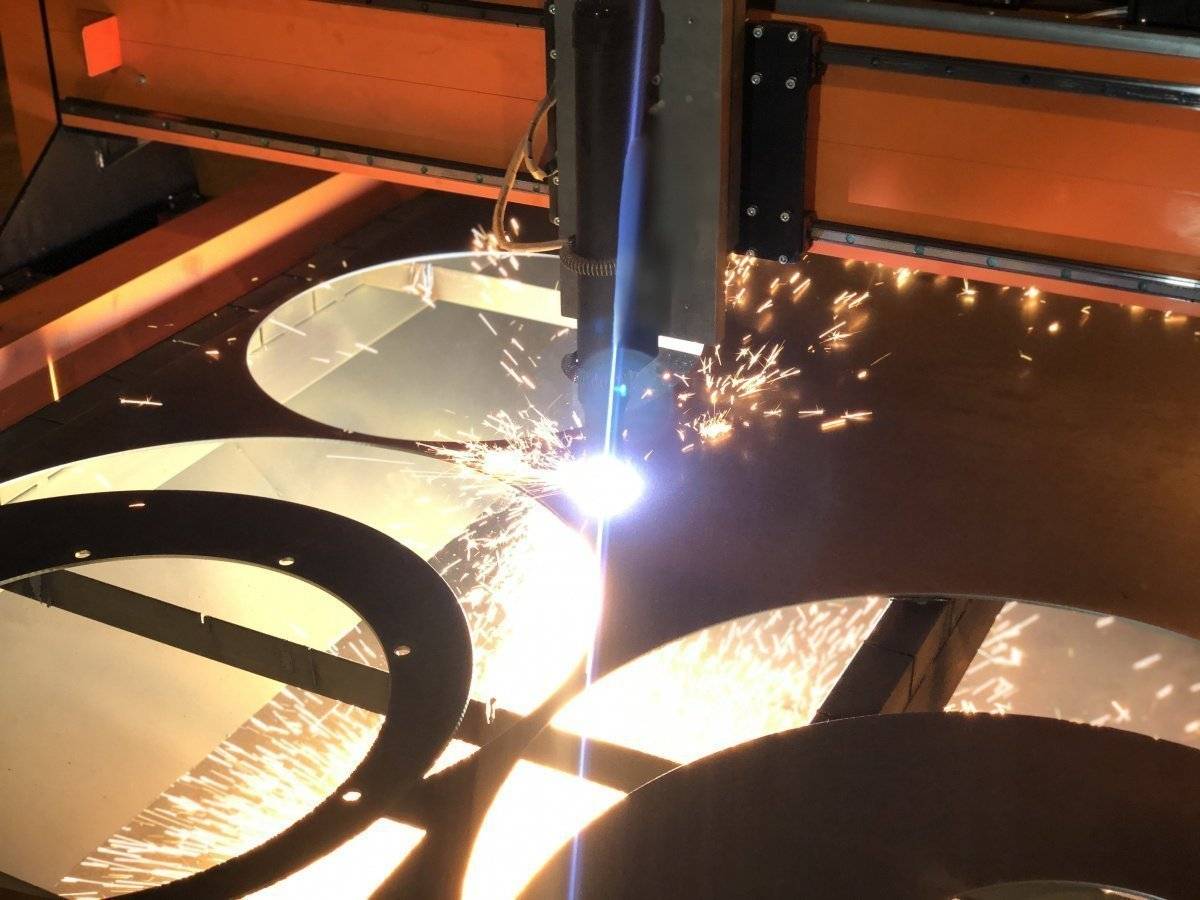
Лазерная резка металла
В зависимости от используемой технологии резаки бывают 3-х видов:
- Твердотельные. Компактны и удобны в использовании. Активный элемент – кристалл полупроводника. У моделей с малой мощностью вполне доступная цена.
- Волоконные. В качестве элемента излучения и накачки используется стекловолокно. Достоинствами волоконных лазерных резаков являются высокий КПД (до 40%), длительный срок эксплуатации и компактность. Так как при работе выделяется мало тепла, нет нужды в установке системы охлаждения. Можно изготавливать модульные конструкции, позволяющие объединять мощности нескольких головок. Излучение транслируется по гибкому оптоволокну. Производительность таких моделей выше твердотельных, но их стоимость дороже.
- Газовые. Это недорогие, но мощные излучатели, основанные на использовании химических свойств газа (азота, углекислого газа, гелия). С их помощью можно варить и резать стекло, резину, полимеры и металлы с очень высоким уровнем теплопроводности.
Это интересно: Самодельный гриндер – делаем ленточно-шлифовальный станок своими руками
Применение лазерной резки металла
 Благодаря своим преимуществам и использованию современного точного оборудования, лазерная резка металла применяется для создания:
Благодаря своим преимуществам и использованию современного точного оборудования, лазерная резка металла применяется для создания:
- Деталей машиностроительной техники.
- Декоративных подставок, стеллажей, полок и оборудования для торговой промышленности.
- Элементов котлов, емкостей, дымоходов и печей.
- Деталей дверей и ворот, кованных ограждений.
- Индивидуального дизайна шкафов и корпусов.
- Оригинальных вывесок, трафаретов, букв и шаблонов.
Применение лазерной резки имеет множество преимуществ перед другими видами обработки металла. Поэтому все больше предприятий используют в своем производстве именно лазерную обработку металла.
Станки лазерные: общие сведения
Они представляют собой профессиональное оборудование, работа которого отличается повышенной точностью. Аппарат оснащается мощным лазером, который с легкостью прорезает поверхности, разделяет их на отдельные элементы. Полученный срез характеризуется особой гладкостью и не требует дополнительного этапа обработки. Также с помощью таких станков удобно выполнять гравировку, осуществлять вырезку различных узоров и даже возможно сваривать мелкие детали.
Устройство и рабочие элементы
Внешне конструкция не отличается особой сложностью и состоит из:
- Координатного стола – он отвечает за конечное качество изготавливаемого изделия. На нем располагается корпус, на котором размещаются подвижные направляющие части. В качестве привода могут быть использованы шарико-винтовые пары или же зубчатые ремни. В лазерных станках по металлу дополнительно используется еще один элемент управления – контроллер.
- «Летающей» оптики – она состоит из комплекта зеркал, каждое из которых имеет покрытие в виде специального состава, уменьшающего рассеивание энергетического луча. Там же установлена линза, которая ответственна за фокусировку луча в маленькое пятнышко диаметром не более 2/10 мм.
- Лампы лазерной – она представляет собой основной излучающий элемент (обычно применяются отпаянные стеклянные вариации). Излучение, которое отражается от зеркальной оптики и в дальнейшем фокусируется линзой, и производит основную работу – прожиг.
- Дополнительных устройств – обычно к ним относят воздушный компрессор и главную охладительную систему.
Линза – основной рабочий элемент
Посредством нее происходит фокусировка луча, сгенерированного лампой, и направлением его на обрабатываемый материал. Разные линзы имеют разное фокусное расстояние, фокусную глубину (отвечает за максимальную толщину разреза), диаметр сфокусированного пятна. Существуют длиннофокусные (+100 мм), среднефокусные (до 50 мм) и короткофокусные линзы (до 38 мм). Как ясно из названия, отличаются они длиной расстояния для фокусировки. Таким образом, длиннофокусные способны качественно прорезать толстые и твердые поверхности (металл), в то время как другие могут эффективно производить точеную работу. Согласно действующей классификации, каждая вариация линз применяется для своего вида работы:
- Короткофокусные – отлично справляются с гравировкой и вырезкой детализированных объектов (например, печатей), а также ими удобно разрезать материалы слабой плотности (фанера, ДСП, оргстекло);
- Среднефокусные часто называют «золотой серединой», ибо они способны качественно нанести гравировку и прорезать заготовки средней плотности до 8 мм (эту толщину вполне можно сравнить с плотностью дерева);
- Длиннофокусные прекрасно подходят для работы с толстыми материалами (помимо стандартных металлов можно упомянуть акрил и дерево с толщиной до 250 мм).
Сами линзы могут быть изготовлены на базе различных оснований, самыми популярными из которых являются арсенид галлия и селенид цинка. Стоит отметить, что первые относятся к промышленным образцам и применяются в станках мощность более 130 Ватт.
Какие материалы и устройства потребуются для изготовления лазера для резки металла?
Лазерный резак металла изготовить самостоятельно возможно, заручившись следующими инструментами и материалами:
- лазерная указка;
- самый простой фонарик с аккумуляторными батарейками;
- старый пишущий компьютерный дисковод (CD/DVD-ROM), оснащенный матрицей с лазером (можно в нерабочем состоянии);
- паяльник;
- набор отверток.




Стоит заранее подготовить место для создания устройства. Рабочую зону необходимо освободить от посторонних предметов, обеспечить себе удобное расположение и хорошее освещение.




![Ручная плазменная резка [аппараты, оборудование, видео]](https://snabkz.ru/wp-content/uploads/c/5/6/c56b6e2b27e31c34debc6120880ae411.jpeg)



После того, как все необходимое подготовлено, можно переходить непосредственно к сборке лазерного резака металла.
Особенности резки отдельных металлов

Индивидуальные свойства материалов требуют применения различных технологий лазерной резки. Сплавы и цветные металлы обрабатывают на станках мощностью не ниже 1 кВт, для работы с черными металлами будет достаточно мощности от 0,5 кВт.
Раскрой высокоуглеродистых сталей осуществляется в основном по газолазерной технологии с применением кислорода. Благодаря сильной тепловой реакции в зоне воздействия лазера, увеличивается скорость обработки металлического листа.
Этот метод дает высокое качество реза. Для фигурной резки, например, заготовок с острыми углами или отверстиями, в комплексе с лазерным лучом используют инертный газ.
При обработке изделий или листов из нержавеющей стали, используют азот, который транспортируют в рабочую область под давлением до двадцати атмосфер. Учитывая высокую прочность сырья, лазерная резка – практически единственный метод качественной обработки нержавеющей и оцинкованной стали.
Работа с цветными металлами требует аппаратов больше мощности, например твердотельного типа.
Для взаимодействия с латунью, алюминием и сплавами с его содержанием используют инертный газ под давлением до десяти атмосфер. Кромки получаются хорошего качество, возможно небольшое образование грата, который легко удалить.
Медь обладает высокими теплопроводными свойствами. Оптимальная толщина листов для раскроя лазером не больше 0,5 мм. Большая толщина требует значительных расходов, что не является экономически целесообразным.
Лазерные установки отлично зарекомендовали себя в резке труб толщиной до 30 мм. Линию реза можно направить под любым углом. В результате получают ровную поверхность, готовую для дальнейшего монтажа или сварки.
Формы: листы и так далее

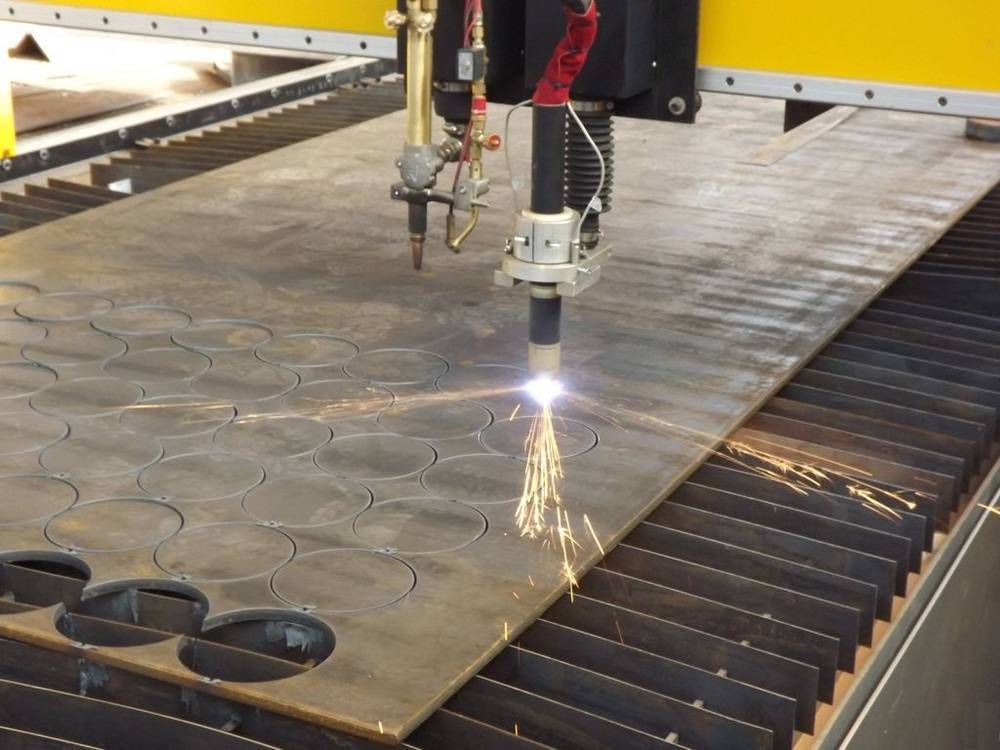
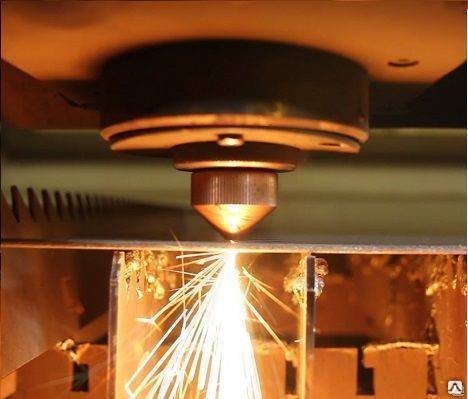
Резка листового металла лазером. Фото МЕТКОР
Заготовка в форме листа самая распространенная форма для технологии лазерного раскроя. Следует соблюдать следующие рекомендации, влияющие на экономичность и качество получаемых из листа заготовок.
- Поверхность листа не должна иметь следов ржавчины или других видов коррозии. Они сильно подпортят контуры вырезаемых заготовок.
- Сама поверхность листа должна быть изначально ровной, иначе все отклонения скажутся на качестве реза.
- При разработке карты раскроя необходимо обеспечить отступление контуров друг от друга и от края на расстояния рекомендованные инструкцией по эксплуатации оборудования.
- В контурах заготовок стараться не использовать острые углы, лучше выполнять их закругленными. Станок в таком случае не будет лишний раз изменять скорость режущей головки.
- Карту раскроя делать с минимально возможным количеством контуров, что сократит количество не производительных врезок и уменьшит трудоемкость работ.
На станках с ЧПУ, на которых производится резка, программное обеспечение позволяет выполнять обработку других форм заготовок — труб и различных профилей.
Оборудование
Лазерные устройства для резки железа состоят из элементов:
- Специализированного излучателя (твердотельный или газовый прибор). Должен обладать нужными энергетическими и оптическими показателями.
- Система формирования лучей и газа. Отвечает за подачу луча от цели излучения к детали, которая обрабатывается, и изменение показателей поступающего к точке рабочего газа.
- Устройство передвижения (координации) как самого железа, так и воздействующего на него лазерного луча. А также включает в себя электроисполнительный механизм, привод и мотор.
- АСУ (автоматизированная система управления). Регулирует лазерный луч и управляет координатным механизмом и системой транспортирования и формирования луча и газа. Снабжена разнообразными датчиками и подсистемами.
Современный прибор резки железа способен исполнять любые трудные задачи, даже художественную резку. Их изготовлением занимаются как российские ), так и иностранные предприятия (немецкая ).
Читать также: Чем лечить глаза после сварки в домашних
Что может дать владельцу лазерный станок
Главная выгода лазерной резки фанеры состоит в том, что она ведется бесконтактным способом. Во время работы станок для лазерной резки точечно нагревает нужный участок – и в процессе его воздействия верхний шпоновый слой практически бесследно испаряется. В результате лазер дает возможность создать поистине эксклюзивные работы, привносящие в оформление дома, веранды или бани эклектичные элементы из самой обычной фанеры.
Вы скажете, что тот же эффект может дать и работа обычным лобзиком – и ошибетесь. У лазерной резки есть неоспоримые преимущества.
Станок для лазерной резки фанеры не оставляет после себя отходов. В результате окончание работы не влечет за собой трудоемкую и скучную уборку.
Работа над деревом отличается просто невообразимой точностью. Руками, вооруженными лобзиком, вы такого результата не добьетесь.
Во время лазерной резки фанеры вы можете поставить перед собой задачу любой сложности. И получить изделие какой угодно конфигурации.
Лазерная резка фанеры до минимума сокращает временные затраты. От вас требуется лишь задать программу работы, все остальное лазерный станок сделает сам. Причем весь процесс будет очень быстрым, и вы сможете перейти к сборке полученного после обработки материала.
Лазерная резка фанеры позволяет добиться минимальной толщины шва – пропил в материале, сделанный лазером, может по ширине быть всего в одну сотую миллиметра
В тонких рисунках это бывает очень важно.
Стоит также упомянуть, что лазерный станок весьма многофункционален. Гравировка, ажурные изделия, созданные в процессе работы лазерным станком, выжженные орнаменты, многослойные выпуклые фигуры – таких шедевров руками, без лазерного оборудования, вы не сотворите. Не всякому также по силам вручную изготовить трафареты и заготовки как из фанеры, так и из дерева. Станок для лазерной резки позволяет также проводить фрезеровочные работы, то есть вытачивать фаски, пазы и прочие необходимые углубления. А особо продвинутые модели лазерных станков для резки фанеры позволяют даже проводить работы по созданию 3D изделий.
Возможный недостаток
Единственная претензия, которую пользователь может предъявить к станку для лазерной резки фанеры – темный цвет края, обусловливаемый обугливанием дерева в процессе обработки. Во многих изделиях такой нюанс даже придает пикантности; но если вы считаете эффект излишним, подбирайте модель станка, оборудованную системами обдува и вентиляции. Их задействование во время работы избавляет изделие от продуктов сгорания, в результате чего вы будете иметь шов, окрашенные в естественный оттенок дерева, из которого сделана фанера. Правда, такие модели стоять заметно дороже, чем более простые версии.
Целевая аудитория
Станки с ЧПУ, которые предназначены для плазменной резки металла, в основном используются для выполнения заказов фигурной резки. Основными потребителями являются частные лица, а также компании, занимающиеся благоустройством территорий. Металлические гербы, рисунки, адресные таблички, указатели, элементы для оформления заборов и ограждений для частных домов – вот кто будет основными потребителями продуктов вашей деятельности.Часто подобными услугами пользуются граждане, оформляющие ограждения на кладбище. Рынок довольно насыщен, но крупные компании, занимающиеся реализацией и резкой металла, зачастую не берут мелкие заказы или выполняют их долго. Именно эту нишу в крупных городах занимают небольшие предприятия.
Сколько можно заработать на резке металла плазмой?
Здесь надо исходить из возможностей имеющегося у вас станка и потребностей клиентов. Чем толще металл – тем дороже обойдутся заказчику услуги по его резке. Чем сложнее заказ в плане выполнения (фигурная резка), тем выше, опять же, будет стоимость услуг. Мы приведем средние цены на резку металла разной толщины и планируемую возможную прибыль при полной загрузке станка.
Толщина Металла, мм | Стоимость 1 м, руб | Скорость реза, М.мин | Прибыль за 1 час, Руб. |
1-2 | 20 | 6 | 7 200 |
3-4 | 40 | 4,5 | 10 800 |
5-6 | 60 | 3,5 | 12 600 |
8-10 | 80 | 2,2 | 10 560 |
12-14 | 100 | 1,5 | 9 000 |
16-18 | 120 | 1 | 7 200 |
Как уже было сказано – стопроцентной загрузки станка добиться не удастся даже при создании идеальных условий работы. Подача листов на станок, обслуживание поверхности, настройка шаблонов резки и другие действия оператора будут занимать около 40% рабочего времени.







Плюсы и минусы лазерной резки металлов
К преимуществам лазерной резки мы можем отнести:
- высокую точность работы, позволяющую изготавливать детали сложной конфигурации, а также изделия, имеющие дизайнерскую ценность, и декоративные элементы;
- возможность экономно расходовать металл за счет очень малой площади сечения лазерного луча и низкого процента отходов;
- способность работать с очень тонкими металлами без нанесения повреждений и деформации;
- высокую скорость резки, достигающую 60 м/ч;
- отсутствие необходимости дополнительно обрабатывать кромки полученных деталей после резки лазером;
- возможность обрабатывать разные металлы и сплавы.
Из недостатков следует выделить ограничение по толщине разрезаемого листового металла и высокую стоимость установок.
Самодельный бытовой лазер
Для выполнения ремонтных работ и изготовления металлических изделий в быту часто требуется лазерная резка металла своими руками. Поэтому домашние умельцы освоили изготовление и успешно пользуются ручными лазерными устройствами.
По стоимости изготовления для бытовых нужд больше подходит твердотельный лазер.
Мощность самодельного прибора, конечно же, нельзя даже сравнивать с производственными аппаратами, но для использования в бытовых целях он вполне подойдет.
Как собрать лазер, используя недорогие запчасти и ненужные предметы.
Для изготовления простейшего прибора понадобятся:
- лазерная указка;
- фонарик на аккумуляторных батареях;
- пишущий CD/DVD-RW (подойдет старый и неисправный);
- паяльник, отвертки.
Как сделать ручной лазерный гравер
2 Преимущества и недостатки резки металла лазером
Лазерная резка считается самой качественной и современной среди всех остальных вариантов раскроя металла. Этот новый способ позволяет выполнить разрез по заданным критериям. Лазером можно обрабатывать любые металлы, независимо от их теплопроводности.
Концентрация энергии, которую обеспечивает луч, настолько высока, что металл в месте резки плавится. При этом область термического воздействия настолько мала, что минимальна и деформация изготовленной детали. Благодаря этому лазерную резку возможно использовать в обработке нежестких металлов.

Преимущества резки металлов лазером:
- Заготовка не подвергается механическому воздействию – можно резать легкодеформируемые и хрупкие материалы.
- Возможность работы с твердыми сплавами.
- Высокая точность реза и идеально ровные края кромки, без заусениц, наплывов и иных дефектов.
- Отсутствие потребности в последующей обработке изготовленных деталей.
- Возможность вырезать детали любой формы, даже самой сложной.
- Легкость управления лазерным оборудованием – достаточно в какой-либо чертежной программе подготовить рисунок будущего изделия и перенести его в компьютер установки для резки.
- Высокая производительность (примерно в 10 раз быстрее, чем газовой горелкой).
- Высокоскоростная обработка тонколистового проката.
- Детали на листе металла можно разместить максимально компактно – высокая экономичность расхода материала.
- Экономическая эффективность при изготовлении малых партий деталей, для которых делать формы для прессования или литья нецелесообразно.

Недостатки:
Технология процесса лазерной резки
В лазерных установках применяется 2 типа технологий с использованием твердотельных и газовых систем. Твердотельные установки имеют длину волны – 1 мкм и производятся мощностью от 1 до 6 кВт. В аппарате для создания луча используются специальные элементы: рубин, неодимовое стекло или алюмо-иттериевый гранат. В процессе рабочего цикла оптический стержень накапливает энергозаряд от сверхмощных ламп и проецирует в рабочую зону с дополнительной фокусировкой, осуществляемой с помощью призмы и зеркал.
Газовый аппарат состоит из газоразрядной трубки, в которую под давлением подается смесь, состоящая из гелия, азота и углекислого газа с активацией смеси электрическими импульсами. Данный тип установки позволяет инициировать мощность до 20 кВт, что позволяет производить резку сверхпрочных сплавов.
Технология резки основана на особых свойствах лазерного луча проецируемого на металл и создания в зоне контакта высокой температуры за счет чего происходит резка металла.
В устройствах используются два типа резки:
- в ходе процесса резки металл испаряется;
- при проведении рабочего цикла производится плавление сплава.
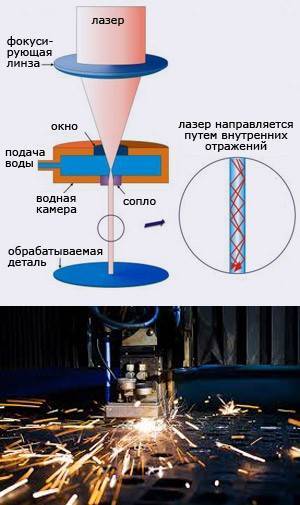
Схема лазерной резки
В ходе процесса испарения металла расходуется большое количество энергии и поэтому этот метод применяется реже и в основном при обработке тонкой стали.
При использовании метода плавления различных сплавов для повышения производительности дополнительно используется газ (кислород), подаваемый под давлением, что значительно ускоряет рабочий процесс.
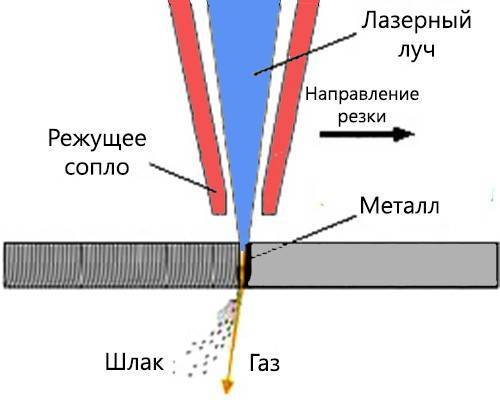
Технология лазерной резки металла
Газ способствует ускорению процесса окисления металла и повышению температуры в зоне резки с образованием незначительной кромки. Весь процесс резки проводится в автоматическом режиме согласно заданной программе.
Помимо резки лазерный аппарат используются также для гравировочных работ. На лазерных станках можно обрабатывать изделия из нержавеющей стали, алюминия и сплавов металлов.
Можно ли сделать станок для резки металла лазером
Фактически оборудование для лазерной резки металла применяется только в комплектации больших производственных линий. В кустарном производстве большую популярность приобрели станки для гравировки. Они отличаются от вышеописанных меньшей мощностью, небольшими габаритами и относительно доступной ценой.
Сложность самостоятельного изготовления режущего оборудования подобного типа обусловлена следующими факторами:
- высокая стоимость лазерной установки;
- сложность сборки и настройки станка;
- дорогостоящее обслуживание.
В отличие от лазерного режущего оборудования гравировальный станок можно сделать своими руками. Для этого достаточно приобрести станину с подвижной кареткой, шаговые двигатели, ЧПУ и лазер. Не стоит доверяться рекомендациям некоторых источников и пытаться применить светодиодный элемент, аналогичный используемому в CD-приводах. Он не обладает необходимым показателем мощности.
Из вышеизложенного можно сделать вывод, что актуальная технология лазерной резки металла не позволяет применять ее в бытовом или полупрофессиональном уровне. Лучше всего остановиться на классических методах резки металла – плазменном, газовом, или пиле и диске.
Однако некоторые умельцы собирают установки для лазерной резки металла — смотрите видео:
Технология процесса резки металла лазером
В лазерных установках применяется 2 типа технологий с применением твердотельных и газовых систем. Твердотельные установки имеют длину волны – 1 мкм и производятся мощностью от 1 до 6 кВт. В аппарате для создания луча применяются особые элементы: рубин, неодимовое стекло или алюмо-иттериевый гранат. В процессе рабочего цикла оптический стержень копит энергозаряд от сверхмощных ламп и проецирует в зону для работы с добавочной фокусировкой, выполняемой при помощи призмы и зеркал.
Газовый аппарат состоит из газоразрядной трубки, в которую под давлением подается смесь, которая состоит из гелия, азота и углекислого газа с активацией смеси работающими от электричества импульсами. Данный вариант установки позволяет предпринять мощность до 20 кВт, что дает возможность делать резку сверхпрочных сплавов.
Технология резки основывается на особенных свойствах луча лазера проецируемого на металл и создания в зоне контакта большой температуры благодаря чему происходит резка металла.
В устройствах применяются два типа резки:
- в ходе процесса резки металл выветривается;
- при проведении рабочего цикла выполняется плавление сплава.
Схема резки металла лазером
В ходе процесса испарения металла расходуется очень много энергии и по этому такой способ применяется реже и в основном во время обработки тонкой стали.
Во время использования метода плавления самых разных сплавов для увеличения продуктивности дополнительно применяется газ (кислород), подаваемый под давлением, что существенно убыстряет процесс работы.
Технология металлообработки лазером
Газ содействует ускорению процесса окисления металла и повышению температуры в зоне резки с образованием маленькой кромки. Общий процесс резки проходит в режиме автомат согласно заданной программе.






Кроме резки лазерный аппарат применяются также для гравировочных работ. На лазерных станках можно обрабатывать изделия из нержавейки, алюминия и сплавов металлов.