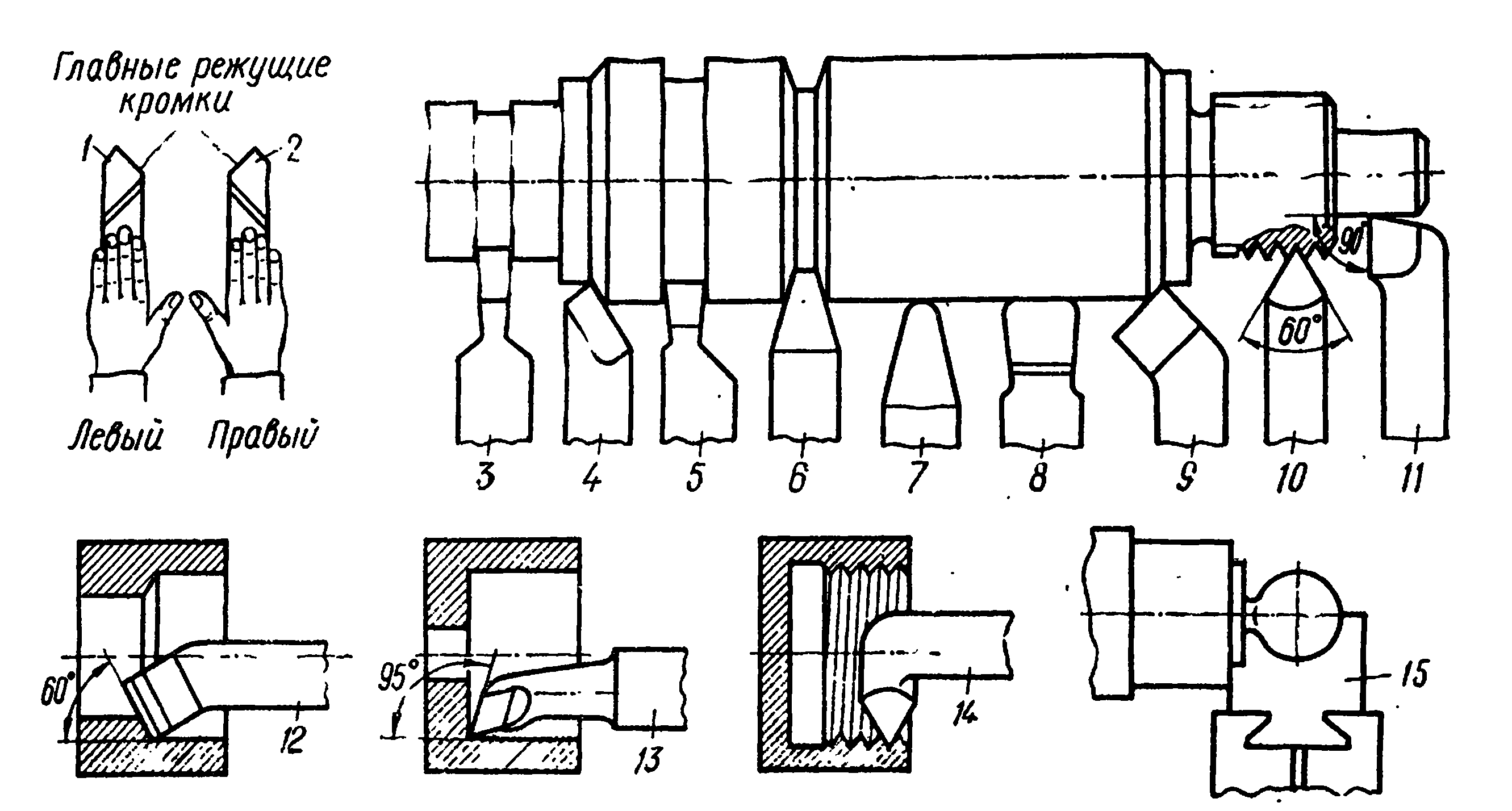
Трёхкулачковый сверлильный патрон
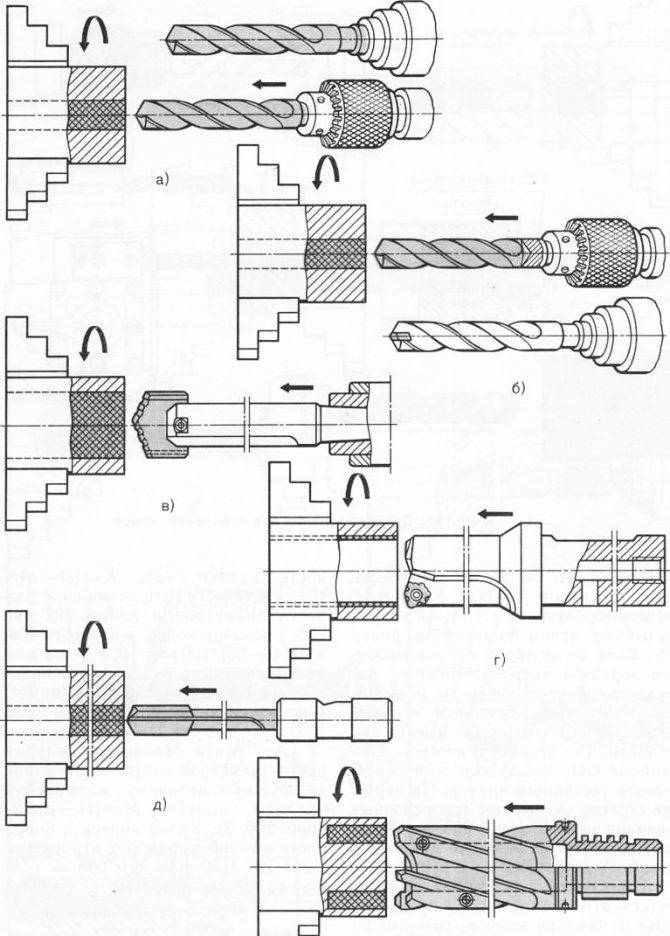
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов. При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.
Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.
Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
Детектор скрытой проводки. Рентген для стен
Монтажный пистолет. Забиваем гвозди в бетон
Елки из горшков
Простейшие новогодние поделки. Понадобятся только:
- цветочные горшочки разных размеров;
- краска;
- мелкие игрушки для декора – звездочки, цветочки, пр.
Окрашиваем горшочки – не обязательно зеленой краской, ведь елочка декоративная. Когда краска высохнет, приклеиваем декор. Чтобы повысить устойчивости елочек, можно продеть через дренажные отверстия в них какой-нибудь штырь или тонкую круглую палочку.
Если мастерить ничего не хочется (или нет на это времени), используем горшочек, как емкость, в которую сажаем еловую ветвь. Достаточно будет украсить верхушечку маленького новогоднего дерева звездочкой.
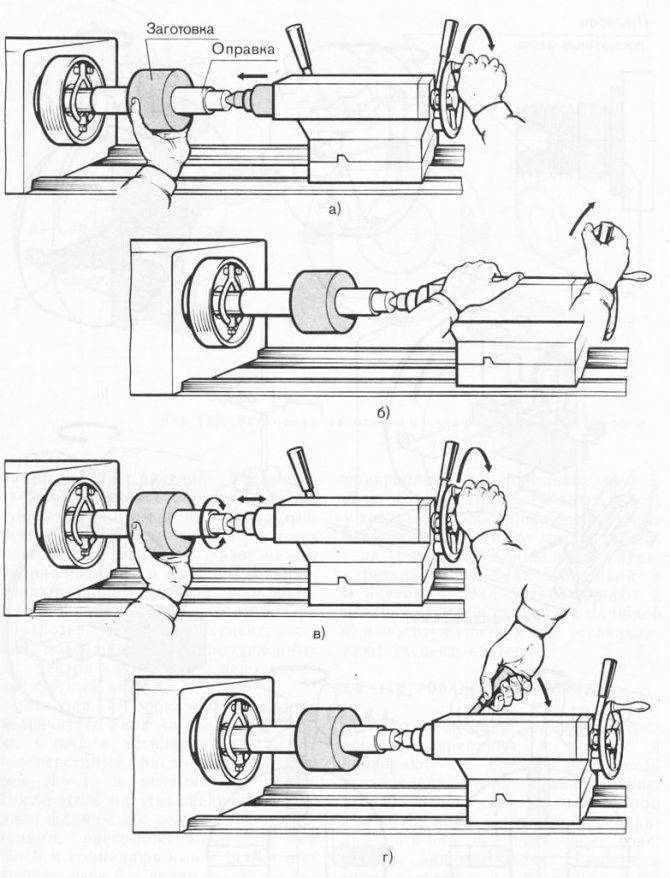
Самодельный конус Морзе
Самодельный конус Морзе
Сообщение #1 Кеголо » 09 мар 2016, 16:06
Удивлен тем, что никто еще не написал на эту тему. Что ж, застолблю поляну
Я так думаю, что не писали потому, что опытному токарю это само собой разумеется,а новичок может не знать всех возможностей своего аппарата.
Сподвиг меня на этот подвиг все тот же заказик, который заставил меня изготовитьприспособу для кручения шпинделя вручную. Задолбало меня менять в патроне,который стоит в задней бабке инструменты. Сначала центровку поставь, потом сверло,потом метчик первый, потом второй, третий, опять центровку.
Причем заболбало меня это уже вечером, когда уже и рад бы купить, да негде. Взгляд мой упал на переходник для перфоратора. Переходник поежился, чувствуя неладное
Идея была простая, точу внешний КМ2, сверлю отверстие, чтоб хвостовик SDSplus зашел,женю их штифтом и, «Вуаля!», халявный патрон готов.
Для изготовления КМ я воспользовался способом точения конусов, который доступенлюбому владельцу токарника, даже если нет малой подачи.
Вся хитрость в смещении задней бабки относительно оси вращения шпинделя. Рисунок должен внести ясность.
Конус в патроне надо точить по месту, чтобы снивелировать биение кулачков. Отверстиепод хвостовик патрона уже должно быть просверлено и откалибровано под посадку.
Величину смещения задней бабки я рассчитал просто: отметил на переходнике с КМ1 на КМ2 длину моей заготовки и померил в этих точках диаметры переходника. Разницумежду диаметрами поделил на два. Конус получился идеально.
После посадки патрона в конус, меня ждало разочарование, хвостовик SDSplus сверло,с легкостью просверлившее ст45 конуса, сверлить наотрез отказалось. Нарезал в отверстиирезьбу, закрутил закаленный винт на фиксатор резьбы, кончик винта застопорил хвостовикза проточку.
Надо сказать, что впоследствии я таки срезал этот штифт. Пришлось применять так любимую мной посадку «на горячую». То есть на сварку Просверлил конус у патронадиаветром 10 мм и заварил, патрон головой был в масле, чтоб не спалить пластиковые части(Хвостовик из патрона не выкручивался, про левую резьбу знаю )
Новая приблуда заняла свое место на новой полочке «из гумуса и кусков дерева»
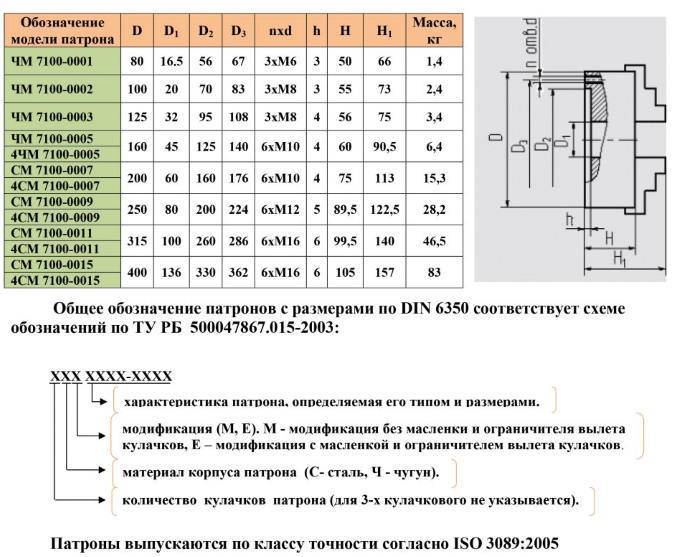
Основные размеры и обозначения
В принятой системе стандартов указаны подробные данные для каждого типа токарного патрона. В ней приведены размеры каждого элемента. В таблицах приводятся основные параметры: диаметр фланца, размер и форма кулачков, диаметр внутреннего отверстия в корпусе, размер отверстий и способ крепления, допустимая частота вращения. Расчёт токарного патрона производится на основании требований, указанных в техническом задании на станок.
Основные параметры можно определить по принятой маркировке. Она установлена единой системой обозначений. Она включает восемь цифр. Завершается обозначение строчной буквой. Цифры указывают на следующие размеры:
- количество кулачков;
- внешний диаметр изделия;
- основные размеры, установленные стандартами;
- способ (тип) крепления к шпинделю;
- форму кулачков.
Например, маркировка 3-200.33.14 П позволяет установить следующее. Изделие имеется три кулачка. Наружный диаметр равен 200 мм, тип исполнения по стандарту равен 33. Он имеет модификацию номер 14 и повышенный класс точности «П».
Изготавливаем поделки из металла
С помощью одних лишь плоскогубцев, кусачек и проволоки можно тоже своими руками создать совершенно удивительные вещи. Нужно лишь немного умения и безграничная фантазия. Еще более сложные поделки создаются при помощи болтов и гаек.
Бабочка из проволоки
Прежде чем начать творить лучше нарисовать эскиз будущей бабочки. Завитушки на крыльях делаются плоскогубцами: загибается петля и проволока оборачивается вокруг несколько раз.
От завитушки из свободного конца проволоки выводим форму крыла и загибаем прут вдоль туловища, превращая его в один из усиков.
Бабочка будет состояться, по сути, из двух одинаковых частей: крыло с завитушками и одним усиком. Позднее два крыла соединяются – усики связываются по всей длине.
Машинка
Есть варианты создания машинки из болтиков и гаек, а можно согнуть машинку из частей проволоки. Лучше начать с эскиза – образа будущего изделия и строго следовать картинке, последовательно соединяя составные части.
Собачка из болтиков
Можно использовать совершенно разное количество болтов и гаек разных по размеру. Так, с помощью шайб и винтиков создаются самые удивительные создания, ограниченные лишь мыслью создателями.
Детали хорошо соединяются друг с другом, а для придания более сложных форм их лучше сваривать вместе.
Роза
Можно создать настоящий шедевр при помощи сварки болгарки, но можно обойтись и проще. Достаточно проволоки тонкого листа металла, плоскогубцев и кусачек.
Из листа будут вырезаться заготовки будущих лепестков, а позднее им предастся соответствующая форма. Лепестки необходимо собрать в бутон и скрепить.
Конечно, лучше сваркой, но можно попробовать и склеить. Первые два лепестка сжимаются пополам, а все последующие – по окружности бутона. Из проволоки гнем стебель и в дальнейшем прикрепляем к нему бутон.
Важно!
Проволока для стебля должна быть достаточно жесткой, чтобы выдержать вес бутона цветка.
Металлическая сова
Рисуем эскиз, а затем начинаем изготавливать составные части, которые позднее необходимо сварить вместе. Из куска металлической трубы будет заготовка туловища.
Труба отшлифовывается и ей придается каплевидная форма – будущее тело совы. Из листового железа будут вырезаться крылья и перья. С помощью зубила и молотка на этих частях будут делать насечки – фактура птичьих перьев.
Глаза – два просверленных отверстия в трубе и закрученные болты. Лапки – толстая проволока, которой будет придана необходимая форма.
Превращаем болт в сувенирный охотничий нож
- болт необходимой толщины длиной не менее 10 см зажимается в тисках и грани стачиваются болгаркой;
- газовой горелкой нагреваем болт докрасна;
- на наковальне придаем ему плоскую форму;
- на рукояти делаем прорези для ручки, которую позднее можно изготовить из дерева, а лезвие обрабатываем, придаем необходимую форму и затачиваем;
- ручка крепится заклепками.
https://youtube.com/watch?v=HvJVJU6WZac
Обозначение конусности на чертеже
При создании технической документации должны учитываться все установленные стандарты, так как в противном случае она не может быть использована в дальнейшем
Рассматривая обозначение конусности на чертежах следует уделить внимание следующим моментам:
- Отображается диаметр большого основания. Рассматриваемая фигура образуется телом вращения, которому свойственен диаметральный показатель. В случае конуса их может быть несколько, а изменение показателя происходит плавно, не ступенчато. Как правило, у подобной фигуры есть больший диаметр, а также промежуточной в случае наличия ступени.
- Наносится диаметр меньшего основания. Меньшее основание отвечает за образование требуемого угла.
- Рассчитывается длина конуса. Расстояние между меньшим и большим основанием является показателем длины.
- На основании построенного изображения определяется угол. Как правило, для этого проводятся соответствующие расчеты. В случае определения размера по нанесенному изображению при применении специального измерительного прибора существенно снижается точность. Второй метод применяется в случае создания чертежа для производства неответственных деталей.
Простейшее обозначение конусности предусматривает также отображения дополнительных размеров, к примеру, справочную. В некоторых случаях применяется знак конусности, который позволяет сразу понят о разности диаметров.

Выделяют достаточно большое количество различных стандартов, которые касаются обозначения конусности. К особенностям отнесем следующее:
- Угол может указываться в градусах дробью или в процентах. Выбор проводится в зависимости от области применения чертежа. Примером можно назвать то, что в машиностроительной области указывается значение градуса.
- В машиностроительной области в особую группу выделяют понятие нормальной конусности. Она варьирует в определенном диапазоне, может составлять 30, 45, 60, 75, 90, 120°. Подобные показатели свойственны большинству изделий, которые применяются при сборке различных механизмов. При этом выдержать подобные значения намного проще при применении токарного оборудования. Однако, при необходимости могут выдерживаться и неточные углы, все зависит от конкретного случая.
- При начертании основных размеров применяется чертежный шрифт. Он характеризуется довольно большим количеством особенностей, которые должны учитываться. Для правильного отображения используется табличная информация.
- Для начала указывается значок конусности от которого отводится стрелка и отображается величина. Особенности отображения во многом зависит от того, какой чертеж. В некоторых случаях наносится большое количество различных размеров, что существенно усложняет нанесение конусности. Именно поэтому предусмотрена возможность использования нескольких различных методов отображения подобной информации.
На чертеже рассматриваемый показатель обозначается в виде треугольника. При этом требуется цифровое значение, которое может рассчитываться при применении различных формул.
Читать также: Не является составной частью металлического рубанка
Елки из картона
Маленькие настольные картонные елочки – отличный новогодний декор. Чтобы упрочнить поделки, можно сделать их, склеив 2-3 слоя картона. Процесс работы – по тому же принципу, что и с елками из фанеры, только вместо электролобзика или пилы используем ножницы. Украшаем деревца миниатюрными игрушками, ленточками, бантиками, пр.
Обмотка шпагатом – простой декор. На обратную сторону поделки можно прикрепить магнитик.
Елочки из картона, оклеенные мешковиной. Украшения – бусины, кружевные ленточки, букетики искусственных цветов. Треугольник крепим к ровной ветке, которая будет имитировать ствол. Сажаем елочку в горшочек.
Можно обтянуть новогодние деревца тканью любого цвета
Важно, чтобы украшения были контрастными к фону
Вариант декора картонной елочки – ватное папье маше. Все просто: на основу-картонку слоями наклеиваем вату, используя клей ПВА.
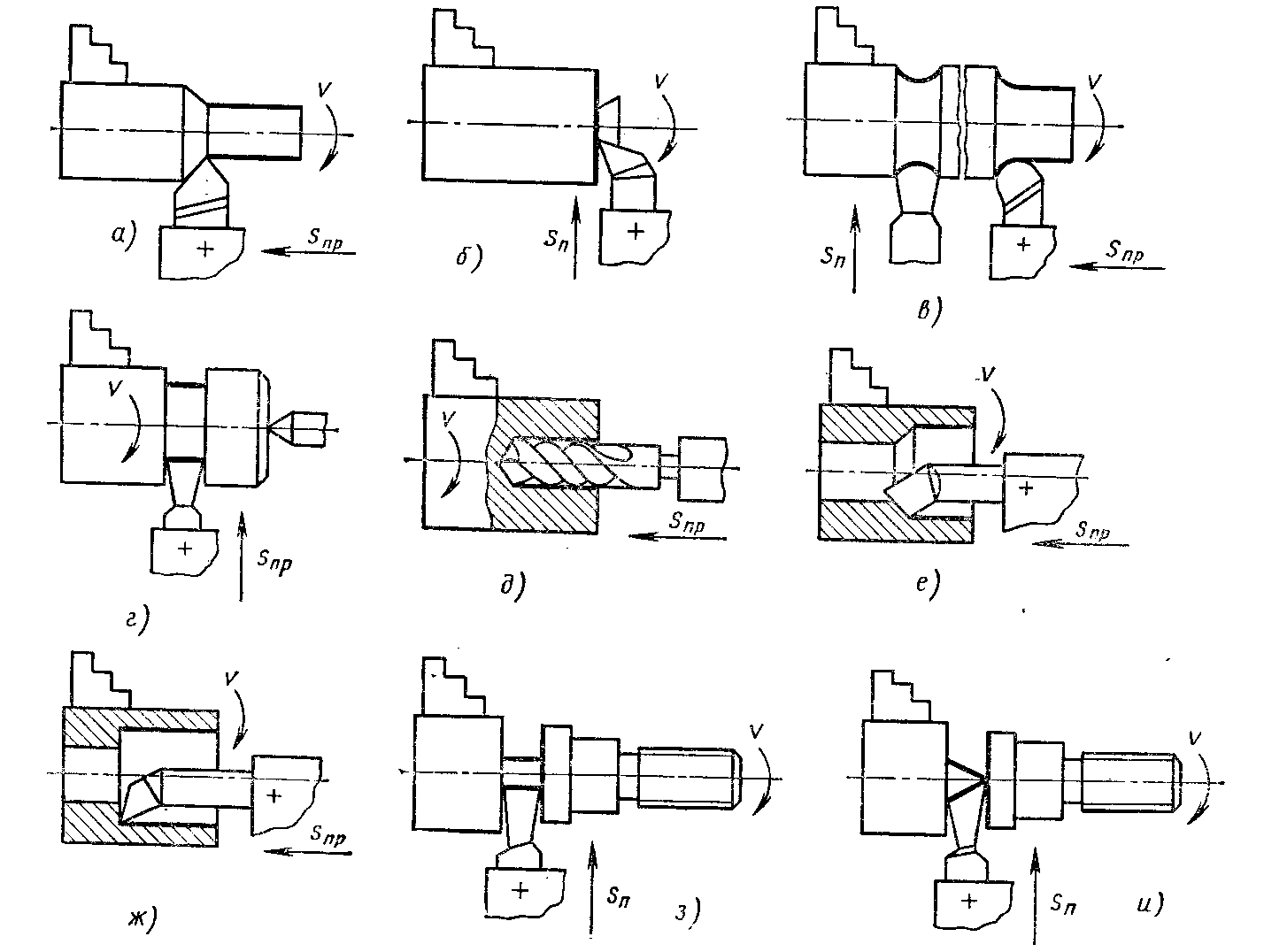
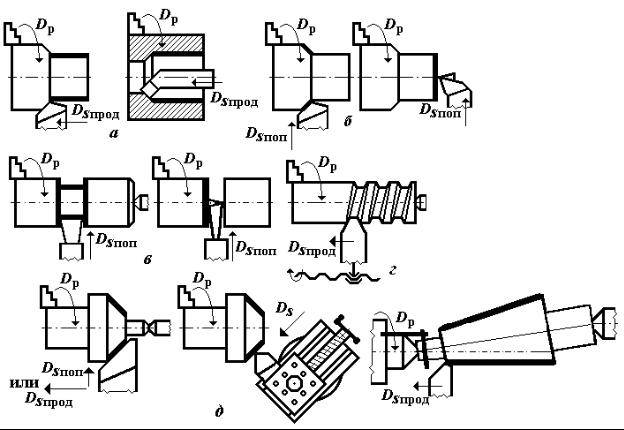
Способы точения конуса, обработка фасонных поверхностей
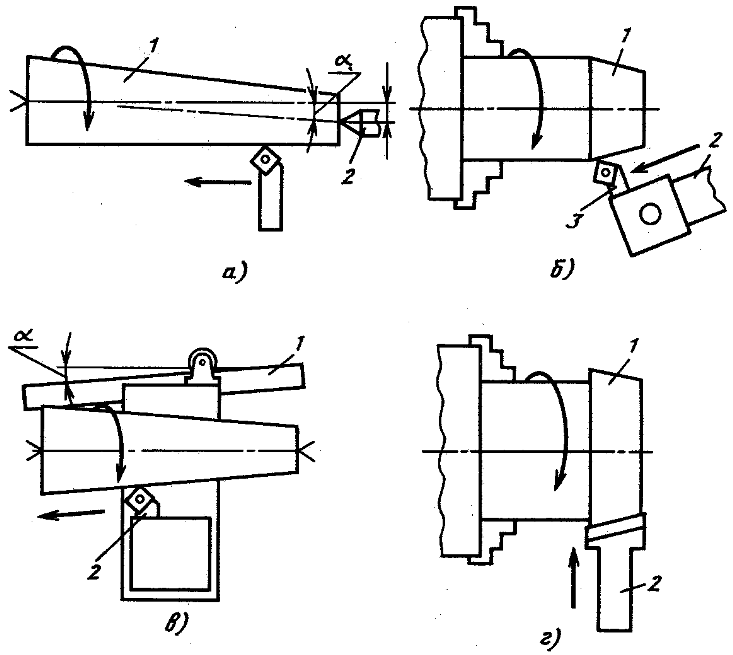
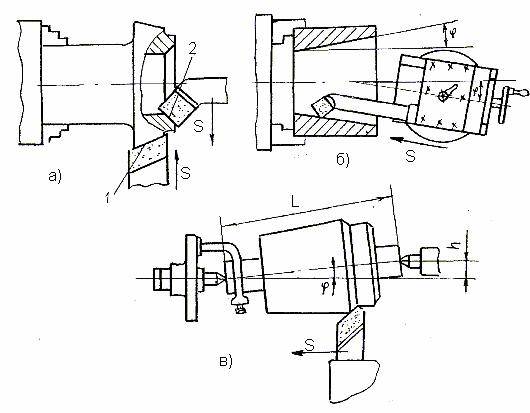
Обработка конических поверхностей на токарных станках производится тремя способами.
Первый способ
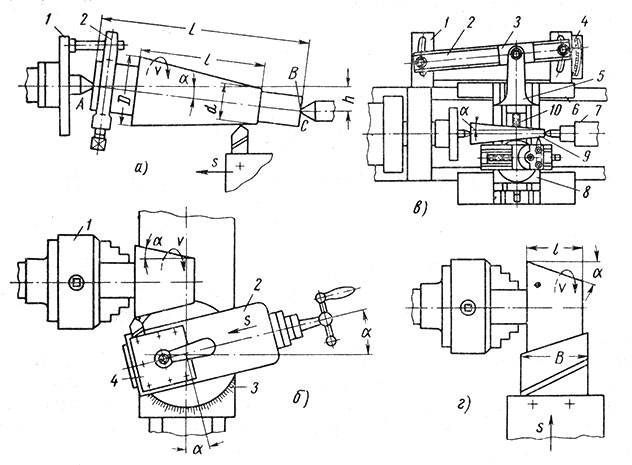
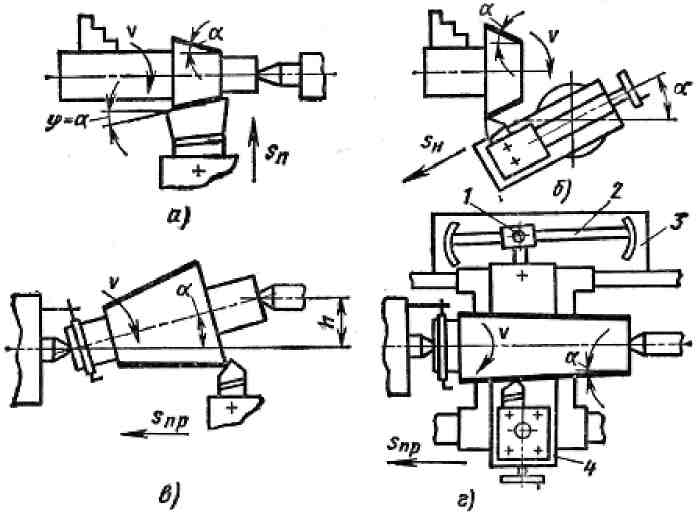
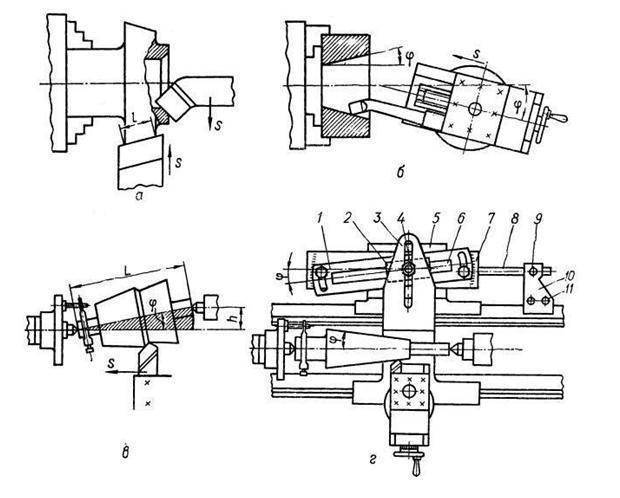
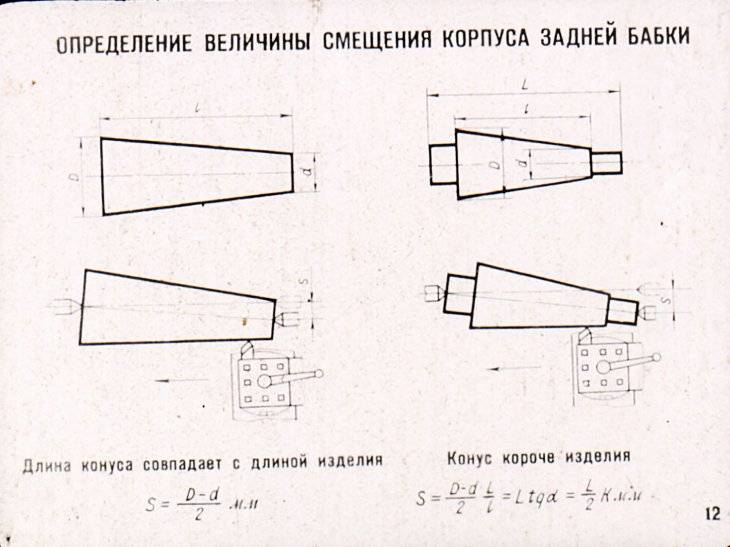
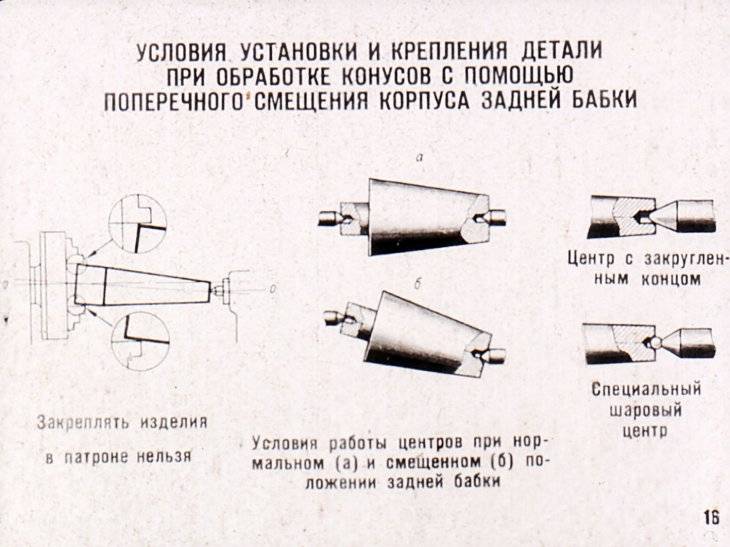
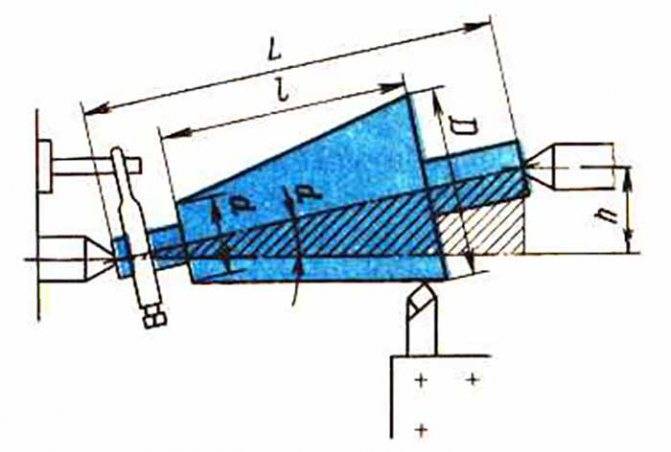
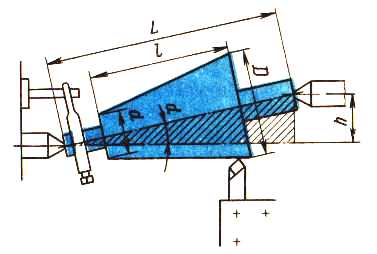
Первый способ заключается в том, что корпус задней бабки смещают в поперечном направлении на величину h (рис. 15, а). Вследствие этого ось заготовки образует определенный угол а с осью центров, а резец при своем движении обтачивает коническую поверхность. Из схем видно, что
h = L sin a; (14)
tgα=(D-d)/2l; (15)
Решая совместно оба уравнения, получим
h=L((D-d)/2l)cosα. (16)
Для изготовления точных конусов этот способ непригоден вследствие неправильного положения центровых отверстий относительно центров.
Второй и третий способ
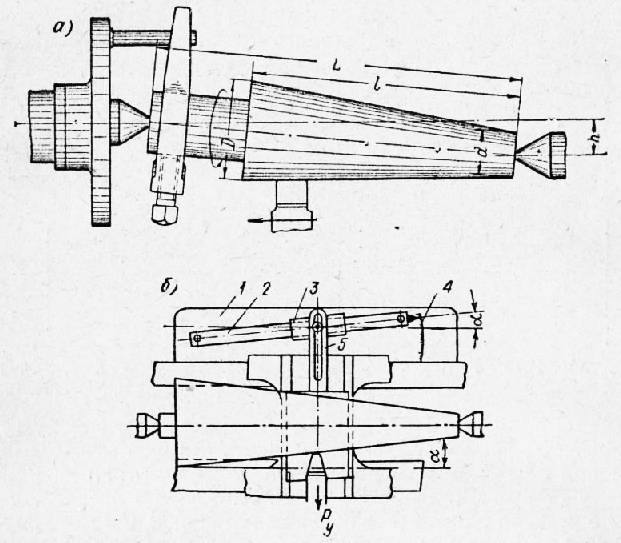
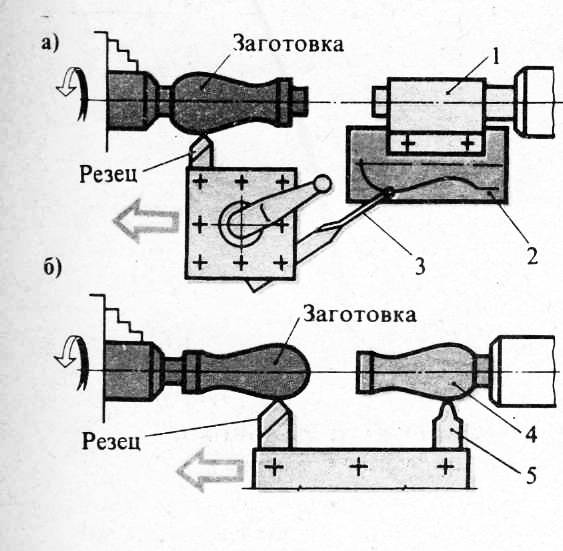
Второй способ (рис. 15, б) заключается в том, что резцовые салазки поворачивают на угол а, определяемый уравнением (15). Так как подача в этом случае осуществляется обычно вручную, данный способ используют при обработке конусов небольшой длины. Третий способ основан на применении специальных приспособлений, имеющих копировальную линейку 1, укрепленную на задней стороне станины на кронштейнах 2 (рис. 15, в). Ее можно устанавливать под требуемым углом к линии центров. По линейке скользит ползун 3, соединенный через палец 4 и кронштейн 5 с поперечной кареткой 6 суппорта. Винт поперечной подачи каретки разобщен с гайкой. При продольном перемещении всего суппорта ползун 3 будет двигаться по неподвижной линейке 1, сообщая одно-
Рис. 15. Схемы обработки конических поверхностей
временно поперечное смещение каретке 6 суппорта. В результате двух движений резец образует коническую поверхность, конусность которой будет зависеть от угла установки копировальной линейки, определяемого уравнением (15). Этот способ обеспечивает получение точных конусов любой длины.
Обработка фасонных поверхностей
Если в предыдущем копировальном устройстве вместо конусной линейки установить фасонную, то резец будет перемещаться по криволинейной траектории, обрабатывая фасонную поверхность. Для обработки фасонных и ступенчатых валов токарные станки иногда оснащают гидравлическими копировальными суппортами, которые располагают чаще всего на задней стороне суппорта станка. Нижние салазки суппорта имеют специальные направляющие, расположенные обычно под углом 45° к оси шпинделя станка, в которых и перемещается копировальный суппорт. На рис. 6, б была показана принципиальная схема, поясняющая работу гидравлического копировального суппорта. Масло от насоса 10 поступает в цилиндр, жестко связанный с продольным суппортом 5, на котором находится поперечный суппорт 2. Последний соединен со штоком цилиндра. Масло из нижней полости цилиндра через щель 7, находящуюся в поршне, поступает в верхнюю полость цилиндра, а затем в следящий золотник 9 и на слив. Следящий золотник конструктивно связан с суппортом. Щуп 4 золотника 9 прижимается к копиру 3 (на участке ab) при помощи пружины (на схеме не показана).
При этом положении щупа масло через золотник 9 поступает на слив, а поперечный суппорт 2, вследствие разности давлений в нижней и в верхней полостях, перемещается назад. В тот момент, когда щуп окажется на участке be, он под действием копира утапливается, преодолевая сопротивление пружины. При этом слив масла из золотника 9 постепенно перекрывается. Так как площадь сечения поршня в нижней полости больше, чем в верхней, давление масла заставит перемещаться суппорт 2 вниз. На практике встречаются самые различные модели токарных и токарно- винторезных станков, от настольных до тяжелых, с широким диапазоном размеров. Наибольший диаметр обработки на советских станках колеблется от 85 до 5000 мм при длине заготовки от 125 до 24 000 мм.
Значение конусности
Рассматривая конусность следует учитывать, что этот показатель напрямую связан с уклоном. Этот параметр определяет отклонение прямой лини от вертикального ил горизонтального положения. При этом конусность 1:3 или конусность 1:16 существенно отличается. Определение уклона характеризуется следующими особенностями:
- Под уклоном подразумевается отношение противолежащего катета прямоугольного треугольника к прилежащему. Этот параметр еще называют тангенс угла.
- Для расчета примеряется следующая формула: i=AC/AB=tga.
Рассчитать этот показатель можно самым различным образом, наибольшее распространение получила формула K=D/h. В некоторых случаях обозначение проводится в процентах, так как этот переменный показатель применяется для определения всех других параметров.
Как сделать внутренний конус на токарном.
Как сделать внутренний конус на токарном. Помогите неопытному токарю! Надо сделать копию шкива, посадочное место с конусом. Оригинал лежит на столе и никак не могу понять, как сделать такой же конус. градусамеров нету, да и градус на станке наверное не точный будет. Может есть какие то приемы скопировать конус?
Как сделать внутренний конус на токарном.
я б выточил ответную часть притиркой по исходному отверстию, а потом спокойно точил новый примеркой по выточенному конусу
Как сделать внутренний конус на токарном.
Zuvs, правильно.
Как сделать внутренний конус на токарном.
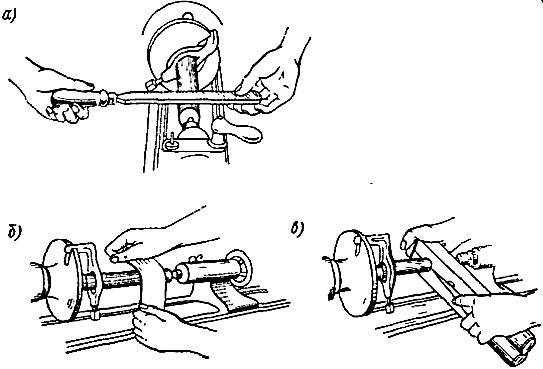
Зажать образец в патрон конусом наружу. Поставить на малую продольную рычажный индикатор. Разворачивать малую продольную и гонять индикатор туда- сюда по внутренней поверхности конуса, пока не настроите движение малой продольной параллельно образующей исходного конуса. А потом точить новый конус.
Как сделать внутренний конус на токарном.
https://www.internet-law.ru/gosts/gost/17554/ это скорее всего стандартный конус с конусностью 1/10
Как сделать внутренний конус на токарном. Извините за незнание, кто нибудь может дать ссылку или фото как выглядит рычажный индикатор?Конус садится на коленвал двигателя уд-2 Как сделать внутренний конус на токарном. Как сделать внутренний конус на токарном. Вот. Как сделать внутренний конус на токарном.
Понял, надо будет обзавестись таким!
Как сделать внутренний конус на токарном.
ильфат (12 April 2012 — 21:12) писал:
Понял, надо будет обзавестись таким!
если на станке есть конусная линейка- то советую точить по ней, а не поворотом верхних салазок Как сделать внутренний конус на токарном.
Я слышал про конусную линейку, но не видел как она выглядит, если кому не трудно покажите пожалуйста фото.
Как сделать внутренний конус на токарном. Фото из интернета.
Прикрепленные изображения
Как сделать внутренний конус на токарном. спасибо!
Как сделать внутренний конус на токарном.
ильфат (12 April 2012 — 19:51) писал:
земерить длину конуса, меньший и больший диаметр. Нарисовать на бумаге, высчитать угол. Как сделать внутренний конус на токарном.
есть формула д большое минус д малое (диаметры ) делённое на 2 л тоесть длинну конуса умноженную на 2 ,получаемое значение ищем в таблице тангенсов ….. там полученный грудус настраиваешь резцедержатель …. сообразишь есть конечно ещё геометрический способ ну я думаю с этим разберёшься
Как сделать внутренний конус на токарном.
МТЗ-80, размеры конуса коленвала УД-2: D=31,8; d=28; l=32. Конусность по формуле: tg2α=(D-d)/2l=(31,8-28)/64=0,0594. Угол α=1,7о

Как сделать внутренний конус на токарном. МТЗ-80, приизготовлении детали прилегание может быть чуть плотнее по большему диаметру но никак не по меньшему —проверяется по отпечатку. Как сделать внутренний конус на токарном.
Yugra (10 December 2021 — 20:09) писал:
размеры конуса коленвала УД-2: D=31,8; d=28; l=32
А откуда сведения? Тырнет говорит что 32,5х28,5х40 Это больше на правду походит, так как гостовский 1:10 получается. Как сделать внутренний конус на токарном. МТЗ-80, ИМХО не заморачивайтесь ни линейкой, ни формулами, лучше чем по индикатору все одно не выйдет, тем более там и станок наверняка не повышенной точности. Обязательно возьмите магнитную стойку к индикатору, или сразу комплект. типа такой: Уж и не знаю как вы без нее работаете. Самая нужная вещь! Точите малой подачей, она у вас наверняка меньше изношена. Точнее будет. Измерять нужно строго на уровне резца которым будете обрабатывать. При измерении вначале убедитесь, что конус не бьет в патроне ни по заднему краю ни по переднему. Удачи.
Сообщение отредактировал Mixxp: 11 December 2021 — 05:06
Как сделать внутренний конус на токарном.
Кувалдыч, если растачиваем шкив по таким размерам — упираемся ступицей в болты крышки. В свое время приходилось частенько такой работой заниматься.
www.chipmaker.ru
Как выточить конус морзе на токарном станке
Skip to content В машиностроении, наряду с цилиндрическими, широко применяются детали с коническими поверхностями в виде наружных конусов или в виде конических отверстий. Например, центр токарного станка имеет два наружных конуса, из которых один служит для установки и закрепления его в коническом отверстии шпинделя; наружный конус для установки и закрепления имеют также сверло, зенкер, развертка и т. д. Переходная втулка для закрепления сверл с коническим хвостовиком имеет наружный конус и коническое отверстие
Понятие о конусе и его элементах
Элементы конуса . Если вращать прямоугольный треугольник АБВ вокруг катета АБ (рис. 202, а), то образуется тело АВГ, называемое полным конусом
. Линия АБ называется осью иливысотой конуса , линия АВ —образующей конуса . Точка А являетсявершиной конуса .
При вращении катета БВ вокруг оси АБ образуется поверхность круга, называемая основанием конуса
Угол ВАГ между боковыми сторонами АВ и АГ называется углом конуса
и обозначается 2α. Половина этого угла, образуемая боковой стороной АГ и осью АБ, называетсяуглом уклона конуса и обозначается α. Углы выражаются в градусах, минутах и секундах.
Если от полного конуса отрезать его верхнюю часть плоскостью, параллельной егооснованию (рис. 202, б), то получим тело, называемое усеченным конусом
. Оно имеет два основания верхнее и нижнее. Расстояние OO1 по оси между основаниями называетсявысотой усеченного конуса . Так как в машиностроении большей частью приходится иметь дело с частями конусов, т. е. усеченными конусами, то обычно их просто называют конусами; дальше будем называть все конические поверхности конусами.
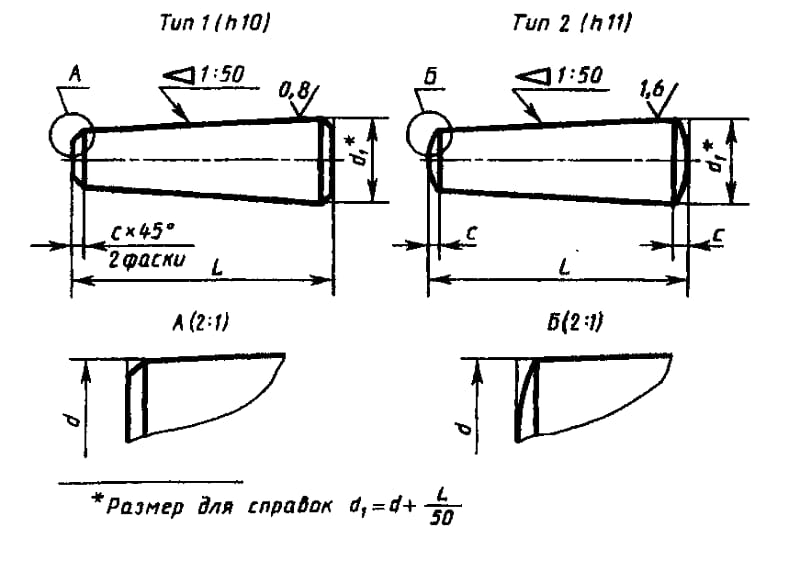
Связь между элементами конуса. На чертеже указывают обычно три основных размера конуса: больший диаметр D, меньший — d и высоту конуса l (рис. 203).
Иногда на чертеже указывается только один из диаметров конуса, например, больший D, высота конуса l и так называемая конусность. Конусностью называется отношение разности диаметров конуса к его длине. Обозначим конусность буквой K, тогда
Если конус имеет размеры: D =80 мм, d = 70 мм и l = 100 мм, то согласно формуле (10):
Иногда на чертеже вместо угла конуса указывается уклон конуса
. Уклон конуса показывает, в какой мере отклоняется образующая конуса от его оси. Уклон конуса определяется по формуле
где tg α — уклон конуса; D — диаметр большого основания конуса в мм; d — диаметр малого основания конуса в мм;
l — высота конуса в мм.
Пользуясь формулой (11), можно при помощи тригонометрических таблиц определить угол а уклона конуса.
Уклон конуса и конусность обычно выражают простой дробью, например: 1 : 10; 1 : 50, или десятичной дробью, например, 0,1; 0,05; 0,02 и т. д.
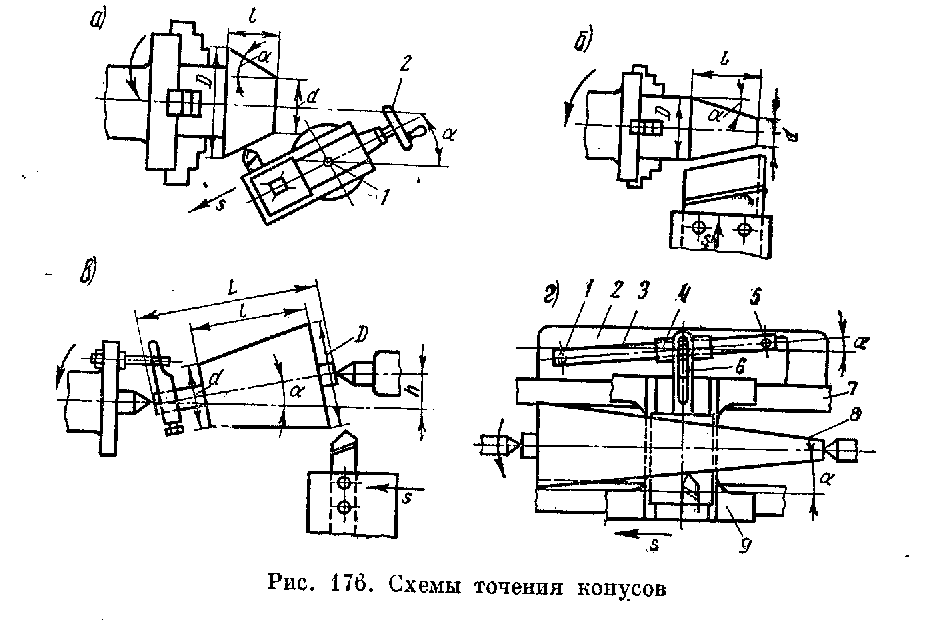
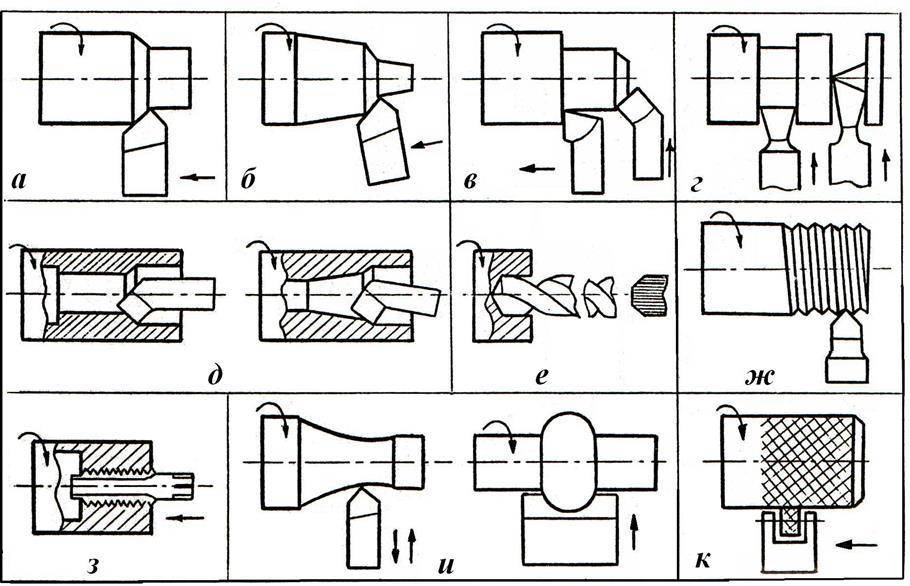
Способы получения конических поверхностей на токарном станке
На токарном станке обработка конических поверхностей производится одним из следующих способов: а) поворотом верхней части суппорта; б) поперечным смещением корпуса задней бабки; в) с помощью конусной линейки;
г) с помощью широкого резца.
Обработка конических поверхностей поворотом верхней части суппорта
При изготовлении на токарном станке коротких наружных и внутренних конических поверхностей с большим углом уклона нужно повернуть верхнюю часть суппорта относительно оси станка под углом α уклона конуса (см. рис. 204). При таком способе работы подачу можно производить только от руки, вращая рукоятку ходового винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Для установки верхней части суппорта 1 на требуемый угол можно использовать деления, нанесенные на фланце 2 поворотной части суппорта (рис. 204). Если угол α уклона конуса задан по чертежу, то верхнюю часть суппорта повертывают вместе с его поворотной частью на требуемое число делений, обозначающих градусы. Число делений отсчитывают относительно риски, нанесенной на нижней части суппорта.
Если на чертеже угол α не дан, а указаны больший и меньший диаметры конуса и длина его конической части, то величину угла поворота суппорта определяют по формуле (11)
Внутренний и внешний конус на токарном станке по металлу — это просто
На сегодняшний день, при помощи современных токарных станков, возможно создавать разнообразные детали даже очень сложных форм. Для выполнения этих работ, кроме токарного агрегата необходим квалифицированный и опытный токарь и различные резцы, которыми мастер и осуществляет обработку заготовки.
На токарном станке удобно вытачивать и геометрические тела вращения цилиндрической или конической форм. Конус является телом вращения, которое образовано путем вращения прямоугольного треугольника вокруг одной из своих сторон. Для того, чтобы создать конус на токарной машине существует несколько методов.

Тонкости выбора
Если работа с деревом – лишь приятное хобби и в вашем распоряжении нет целой мастерской с полным арсеналом всех инструментов, то выбор станка критически важен Есть ряд параметров, обратив внимание на которые, вероятность неудачного выбора снизится в разы
На что следует обратить внимание при выборе
Чаще всего для удовлетворения творческого зуда приобретаются весьма компактные устройства настольные токарные станки. Конечно, по точности и мощности двигателя они не сравнятся с мощными промышленными аналогами, зато цена таких устройств приемлемая.
При выборе внимание стоит обратить на такие параметры станка как:
максимально допустимые габариты обрабатываемой заготовки. В документации на станок обязательно указывается диаметр обточки (максимальный размер заготовки в поперечном направлении) и длина станины (предельно допустимая длина заготовки);

Компактный токарный станок не сможет обработать длинную заготовку
- мощность – грубо говоря, чем устройство мощнее, тем лучше, но с ростом мощности растут и габариты станка. Так что нужно найти золотую середину;
- материал, из которого изготовлена станина, а также материал рамы. С точки зрения устойчивости оптимальными можно считать модели с рамой из стали и станиной из чугуна. Правда, вес таких станков довольно велик, так что если планируется его частое перебазирование, то лучше выбрать более легкую модель;
Основные элементы промышленного станка
Что касается устройства, то ключевыми элементами токарного станка можно назвать:
- держатель резца – позволяет надежно зафиксировать резец и во время работы перемещать его в 2 направлениях (вдоль заготовки и в поперечном направлении);
- передняя бабка – в обычных станках она расположена слева (если токарь правша). В ее состав входят такие элементы как приводной механизм и шпиндель, центр которого при работе вращается, заставляя вращаться и заготовку.
Читать также: Схемы антенн для приема телевидения
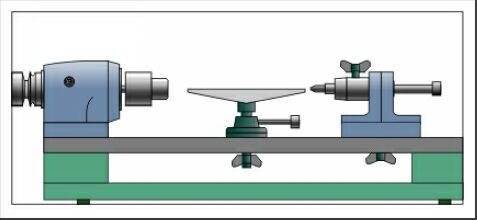
Слева направо: передняя бабка, резцедержатель, задняя бабка
Какие понадобятся резцы
Даже для того, чтобы изготовить такой простой элемент как точеные ножки для стола из дерева понадобится несколько разных типов резцов.
Желательно, чтобы в арсенале токаря-любителя были:
полукруглые резцы – они понадобятся для обработки начерно, например, для того, чтобы заготовку в виде параллелепипеда превратить в цилиндрическую. Также полукруглые резцы могут использоваться и для чистовой обработки, резцы небольшой ширины (не более 20 мм) могут использоваться для создания декоративных канавок в заготовке, а широкие модели (до 50 мм) используются для обработки крупных вогнутых поверхностей;
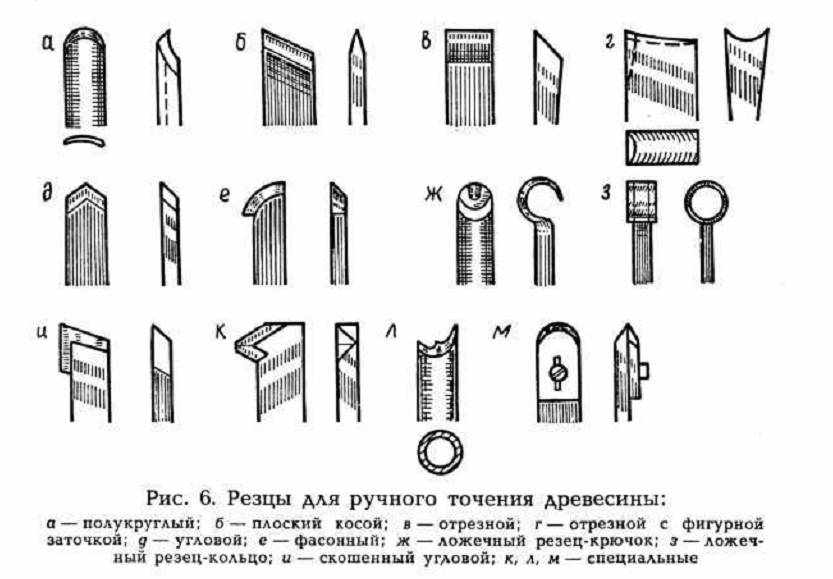
Форма режущей части
- плоский резец может использоваться для снятия фаски, обработки закруглений. Режущая часть имеет 2-стороннюю заточку, образует с боковой гранью угол до 70ᵒ;
- для обработки внутренних поверхностей (такие изделия как точеные вазы из дерева без этого изготовить невозможно) понадобятся фасонные резцы;
- также могут применяться резцы в виде крючков.
Если же подходящего резца нет под рукой, его всегда можно изготовить самостоятельно из старого напильника или обычной стамески по дереву. Ошибка в пару градусов при заточке серьезно на результате работы не скажется.

Иногда приходится вручную дорабатывать покупные резцы. Например, когда необходимо сделать прорезь в заготовке, то при использовании обычного резца боковые внутренние части получаются довольно грубыми. Исправить это можно довольно просто – достаточно просто сделать заточку по бокам резца.
Контроль конических поверхностей
Конусность наружных поверхностей измеряют шаблоном или универсальным угломером. Для более точных измерений применяют калибры-втулки (рис. 4.38), с помощью которых проверяют не только угол конуса, но и его диаметры. На обработанную поверхность конуса карандашом наносят две-три риски, затем на измеряемый конус надевают калибр-втулку, слегка нажимая на нее и поворачивая ее вдоль оси. При правильно выполненном конусе все риски стираются, а конец конической детали находится между метками А и В.
При измерении конических отверстий применяют калибр-пробку. Правильность обработки конического отверстия определяется (как и при измерении наружных конусов) взаимным прилеганием поверхностей детали и калибра-пробки. Если тонкий слой краски, нанесенный на калибр-пробку, сотрется у малого диаметра, то угол конуса в детали велик, а если у большого диаметра — угол мал.
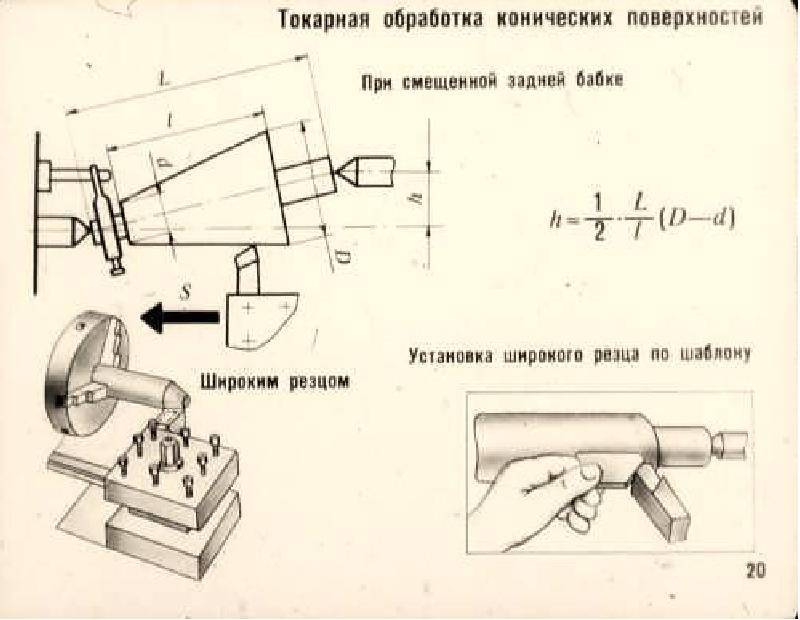
Метод смещения относительно оси центров
Смещение центров позволяет также получить на токарном станке конус морзе. Однако в этом случае провести точение можно исключительно наружных конических поверхностей. К достоинствам рассматриваемого способа можно отнести:
- Есть возможность сделать длинный конус морзе.
- Используется механическая подача суппорта, что обуславливает возможность применения обычных моделей токарных станков.
Смещение оси центров
К существенным недостаткам можно отнести:
- Невысокую точность, с которой можно сделать деталь.
- В процессе получения конуса происходит перекос центровых отверстий.
Показатель величины смещения задней бабки во время создании конических поверхностей определяется при помощи прямоугольного треугольника.
Разновидности конусов
Морзе может изготовляться по разным технологиям, поэтому не всегда один инструмент можно без проблем заменить на другой.
Прежде чем подбирать подходящий обтекатель, нужно определиться, какие у конуса Морзе размеры, соответствующие ГОСТу.

Инструменты зачастую отличаются друг от друга длиной, диаметром, величиной угла.
При выборе обтекателя нужно обращать внимание на буквенные обозначения и на цифры:
- число напротив буквы «Д» означает базовый размер конусного гнезда;
- числовой показатель возле «Л» — это глубина проникновения.
Размеры эти общие для всех стран, где активно применяется метрическая система счисления. Создаваемые сегодня обтекатели Морзе, как правило, имеют переходники, которые можно менять. Это упрощает работу, так как оборудование может быть совмещено с разными стандартами.

Заглавные буквы латинского алфавита обозначают особенности фланцевого сечения. Сам пролювий может иметь длину от 2,5 см до 16 см.
Сегодня наиболее качественными обтекателями для сверлильных станков можно считать инструменты, которые выпускаются под брендами «Кеннаметал» и «Капто».
Те, кто работает на станке, прекрасно знают, что они обладают хорошей устойчивостью к резким и значительным изменениям температуры. Конусы этих марок достаточно прочны и удобны в использовании. Они отвечают всем необходимым требованиям. Морзе, которые имеют маркировку «Капто», выпускаются на свет и распространяются по всему миру фирмой «Сандвик Коромант».
https://youtube.com/watch?v=evWPoMxRr-Q
Сегодня такие инструменты продвигаются как аналоги HSK высшего класса. Сам обтекатель при проекции на плоскость будет иметь форму треугольника. На его круглых краях есть углубления. Но следует заметить, что такой инструмент имеет довольно высокую цену, так как процесс его изготовления весьма сложный. В свою очередь, Капто подразделяются на несколько типов, наиболее популярными среди которых являются те, что обозначены как «С3» и «С10».
 Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Существует разделение на 8 размеров: самый маленький из них обозначается как «КМ0», а самый большой — как «КМ7». Все остальные типы конусов также обозначаются буквами «К», «М» и цифрой от 1 до 6
. Впрочем, российский стандарт не рекомендует применять обтекатель Морзе КМ7, вместо него используется метрический конус № 80.
Обтекатели, которые созданы по дюймовым и метрическим стандартам, могут заменять друг друга. Они похожи во всем и различаются только резьбой хвостовика.