Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Регулировка и ремонт
Регулировка включает обязательные этапы:
- установка величины люфта, который образуется между направляющими у станины и основанием задней бабки;
- минимальные зазоры в подшипниках пиноли, если она вращается;
- устранения смещения центра по отношению к шпинделю.
Как часто необходимо совершать проверку и ее порядок указаны в паспортной документации к каждому станку.
Если возникла необходимость, то проводятся восстановительные или ремонтные работы. Восстанавливают следующие параметры:
- точную стыковку станины с узлом задней бабки;
- высоту расположения шпинделя и пиноли.
Также часто приходится восстанавливать точность отверстия, куда закреплена пиноль.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.
Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.
Поперечные салазки
Вот такой токарный станок можно сделать из подручных материалов
Станок оборудован цифровым тахометром, который позволяет следить за оборотами рабочего вала. Обороты регулируются легким вращением маленькой ручки на станке. Станина станка изготовлена из швеллера, бабки и прочие узлы из уголка, профильных труб и других доступных материалов. Если вас проект заинтересовал, предлагаю рассмотреть его более детально!
Список материалов:
— двигатель от стиральной машины; — ременная передача (для повышения крутящего момента); — контроллер для управления оборотами; — тахометр; — резьбовые стержни; — болты, гайки, шайбы; — профильные трубы; — швеллер для станины; — патрон от дрели; — куски круглых труб, подшипники и другое.
 Список инструментов: — болгарка; — сварочный аппарат; — дрель; — гаечные ключи; — зажимы; — тиски; — маркер и рулетка.
Список инструментов: — болгарка; — сварочный аппарат; — дрель; — гаечные ключи; — зажимы; — тиски; — маркер и рулетка.
Процесс изготовления токарного станка:
Шаг первый. Изготовление станины
Для изготовления станины нам понадобится стальной швеллер. Это должно быть два отрезка нужной нам длины. Свариваем швеллеры на концах кусками толстой листовой стали. Далее привариваем к станине надежные ножки, они у автора тоже из швеллера.



Шаг второй. Передняя бабка
Шаг третий. Изготовление задней бабки
Шаг четвертый. Упор для токарного станка
Упор должен регулироваться и по высоте, для этого в качестве стойки автор использует кусок трубы, в которую вставляется другая труба, с расположенным на ней упором. Все это дело затягивается при помощи хомута в виде болта с гайкой.
Шаг пятый. Монтаж двигателя и защитного кожуха
Шаг шестой. Завершающие штрихи
В завершении устанавливаем на стойке передней бабки контроллер. При желании можно также установить тахометр с цифровым дисплеем . Тахометр состоит из датчика и магнита, магнитик крепим к шкиву станка, а датчик устанавливаем напротив магнита. В итоге можно будет следить за оборотами и довольно точно их регулировать.
Вот и все, проект окончен, выглядит все довольно интересно и надежно. Автор самоделкой доволен, надеюсь, проект понравился и вам. Удачи и творческих вдохновений, если надумаете повторить! Не забывайте делиться своими самоделками с нами!
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Самостоятельный ремонт
Так как своевременное техобслуживание станков крайне важно, существует три вида ремонта бабки станка, электрооборудования и других частей конструкции. К первому методу, предотвращающему износ оборудования, относится предварительный осмотр
Это ежедневное мероприятие по выявлению поломок, проводится перед началом работы. Плановый ремонт включает не только проверку задней бабки, но также электрооборудования и других элементов агрегата. Капитальный ремонт, конечно, самое дорогостоящее мероприятие, которое требует наличия соответствующих условий, но дает возможность продлить срок службы задней бабки, привода, передачи и других составных частей станка.
Так как бабка станка – самый задействованный узел, поломки в ней случаются довольно часто. При этом приходится восстанавливать соотношение между мостиком и станиной, высоту центров, регулировать точность отверстия. Также в ремонте могут нуждаться отдельные составляющие, управляющие элементы или пиноль. Самым сложным считается регулировка высоты центров и настройка точности отверстия корпуса. Большую часть поломок задней бабки чинят с помощью акрилопласта . И хотя небольшие дефекты отверстия под пиноль устраняют с помощью притир, следом за этим все равно применяют акрилопласт. Притиры подходят для ремонта неизношенных отверстий.Чтобы правильно отрегулировать высоту центров, применяют специальные накладки на направляющих и растачивание. Затем изготавливают новый шпиндель, который фиксируется посредством акрилопласта. Пиноль ремонтируют шлифуя наружную сторону. Для восстановления конусного отверстия используют втулку (выполняет компенсаторную функцию). Цилиндрическая снаружи, и конусообразная внутри, она сделана из каленой стали, диаметр наружной стороны равен диаметру расточенного отверстия, но небольшой люфт оставляют в обязательном порядке. Если ремонтируют место нахождения подшипников, сначала полностью заменяют неисправный узел, а затем подстраивают диаметр внутренней стороны по подшипникам.
Восстановление корпуса и мостика задней бабки:
- Поверхность корпуса шабрят.
- Поверхность мостика подвергают фрезеровке, накладка крепится винтами или садится на клей.
- Когда выполняется шабрение корпуса, стараются добиться горизонтальности сопрягаемых поверхностей с точностью до 0,05 мм на 100 см длины. Сопряженность проверяют по уровню, по нему же проводится установка и выверяется положение станины.
- Соединяют корпус и мостик. В шпинделе передней бабки крепят бортштангу, следя за тем, чтобы ее ось в точке крепления резца была выше нормального положения оси шпинделя на 0.05 мм.
- Установив заднюю бабку перед кареткой суппорта, помещают груз для придания жесткости.
- Отверстие для пиноли в корпусе растачивают.
- Для шлифовки отверстия применяют наждачную бумагу, а также разжимную оправку.
- Окончалельно поверхность сглаживают чугунным притиром.
- Убрав из-под направляющих прокладку в виде фольги, производят установку задней бабки на станине.
- Процесс заканчивается проверкой совпадения центров задней и передней бабок и положения пиноли по отношению к направляющим.
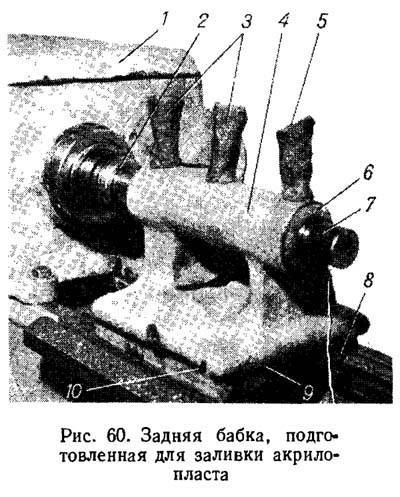
Ремонт с применением акрилопласта:
- При расточке отверстия для пиноли, снимают около 2мм металла. Конусность и овальность не должны превышать 0,5 мм.
- Пустотелая оправка помещается в шпиндель передней бабки и затягивается. Тело оправки должно соответствовать размеру пиноли. Перед помещением в шпиндель оправки, туда закладывают прокладку толщиной 0,7-0,8 мм. Она нужна для создания равномерного биения на концах оправки.
- Проверка биения оправки осуществляется путем вращения шпинделя. Расположение шпинделя должно быть таким, чтобы образующая оправки находилась над его осью.
- На верхней части корпуса сверлят три отверстия равноудаленных друг от друга.
- Заранее удаляют жир с расточенной поверхности..
- Покрывают оправку мыльной пеной.
- Заводят заднюю бабку на оправку по станине и накладывают груз, не перекрывая отверстия.
- Полученные зазоры между оправкой и корпусом и отверстия для зажима пиноли необходимо герметизировать. Для этого подойдет пластилин.
- В три готовые отверстия заливают акрилопласт, в него можно добавить бронзовую мелкую стружку или пыль.
- После полного высыхания акрилопласта сдвигают бабку и удаляют все пластиковые или пластилиновые остатки, делают смазочные канавки, отверстия для скрепления конструкции и собирают бабку.
ВАЖНО! Подобный способ ремонта довольно простой и достаточно эффективный. Сохраняется старая пиноль, а значит и не требуется проведение мероприятия точной расточки и доводки отверстия корпуса
История и эволюция
Далее по тексту вы встретите эффективные технические решения, но малоизвестные мастерам-любителям, так как в промышленности по тем или иным причинам они не используются или используются ограниченно. Однако они могут упростить и облегчить изготовление самодельного токарного станка по дереву настолько, что в некоторых случаях можно будет использовать ручную дрель от электроинструмента. Станкостроение тысячелетия развивается во имя решения проблемы: как изготавливать детали машин с точностью, скажем, 0,2 одной и той же единицы с точностью, например, до 1 единицы условной длины? И так далее, и так далее. Чтобы понять, как появились технологии в этой жизни, будет полезно обратиться к истории.
Родоначальником всех машин для обработки материалов вращением в целом является устройство, с помощью которого люди неолита разводили огонь и протыкали рог, кость, камень поз. 1 на рис; в последних случаях абразив из влажного кварцевого песка засыпался под сверло по дереву или кости. Первобытные кельты по такому же принципу изобрели токарный станок с педальным приводом поз. 2; центры были сделаны из острых обожженных шестов из твердого дерева. В Англии этот агрегат до сих пор используется производителями мебели. Лес там не вырубают блоками. Купив пару лесов для сруба, мастер затем штрихами приносит на путь готовые опоры, колонны и т.д. На судне этого типа машина просуществовала примерно до начала 18 века, поз. 3, хотя заготовка в ней вращается вперед-назад, и мастера приходится еще больше отвлекать, чтобы перевернуть резак.
Для мелких и / или мелких работ ножной станок с тетивой и дугой не годился: на валу всегда есть неровности, а самой заготовкой был маховик — гаситель крутильных колебаний. Коренные усовершенствования токарного станка были внесены мастером Теодором в Древнюю Грецию около 400 г до н.э и поз. 6. Он соединил ножной привод, во-первых, с кривошипом: теперь деталь вращалась в одном направлении. Во-вторых, я сделал центры вращаемыми и снабдил один из них ручкой для удержания заготовки. В-третьих, он ввел в кинематическую схему тяжелый маховик. Отдельные машины этой конструкции эксплуатировались на промышленных предприятиях до начала электрификации промышленности, поз. 7 — при тогдашнем полном отсутствии социальных гарантий работа неквалифицированного подсобного обходилась дешевле, чем затраты на содержание паровой машины.
А если без мотора?
Токарный станок по нелетучей древесине может сегодня пригодиться; скажем, в загородном доме или на необорудованной стройке. Силы мышц нормально развитого человека достаточно, чтобы крутить обычные бревна диаметром до 150 мм. В этом случае возможны 2 варианта (см. Следующий рисунок): старый добрый ножной станок (габариты его важнейшего узла — кривошипа указаны вверху справа); для получения дополнительных сведений см ниже и работайте на штативе с ручным управлением тросом (внизу справа на рисунке). Округлить таким способом очаг поражения по окружности не получится, но можно просверлить опорные столбы крыльца, беседки или навеса над мангалом.
Назначение токарных мини-станков
По сути, мини-станок — это уменьшенная копия более крупного заводского оборудования.
Она подходит для работы с относительно небольшими заготовками, в основном с телами вращения: к таким относятся детали в виде сфер, цилиндров, конусов и так далее. Можно с помощью такого станка и сверлить, вытачивать канавки, нарезать резьбу, подрезать торцы и многое другое. Подойдёт он и для выравнивания поверхности. Его удобно использовать при разнообразных видах работы, а качество зависит лишь от конкретной фирмы и модели.
Приобретя настольный токарный станок, установите его на специальной подставке или просто поставьте на рабочий стол. Однако он может сдвигаться и качаться при выполнении работы, поэтому для устойчивости рекомендуем прикрепить его к поверхности. Это необязательно делать, если у вас есть специальный поддон или рабочие детали небольшие.
Основная масса таких аппаратов используется мастерами в быту, в небольших автомастерских, а также для обучения школьников и студентов токарному делу — в школьных кабинетах труда или в цехах институтов технической направленности. Они славятся высокой функциональностью, при этом не занимая много места и не требуя особенного дополнительного оборудования. Для работы с большими объёмами деталей и в промышленном производстве они, как правило, не подходят.
Тем не менее и на крупных предприятиях возникает необходимость изготовления миниатюрных изделий — например, при производстве часовых механизмов. В таких случаях используются особо точные модели для серийного и мелкосерийного производства.
1к62д ремонт — Токарные 1К62, 16К20 и модификации
не нашел куда приладить ,потому создал новую тему…
ремонтирую станок ,попутно решил делать фото…вращающиеся и перемещающиея механизмы налаживал ранее,поэтому основная задача, привести в порядок направляющие…
станок уже бывал в кап.ремонте чуть больше 20 лет назад и подизносился с тех пор…
после замеров и полного демонтажа узлов(станину отправляем на шлифовку) ,эл.шкаф остался на подставке..
…..
шпиндельную бабку снимаем за 4 таких вот зацепа
стрелкой указана полоса на горизонтальной направляющей ЗБ от просевшей каретки
станина уехала , пока можно заняться поперечными направляющими….начинаем с суппорта..
предварительно опиливаю напильником..
…….
и затем на плиту по краске
шабрим по отпечаткам
…..
…..
добиваемся максимального количества отпечатков при минимальной толщине краски
….
можно и мостик вместо плиты,но нужен контроль параллельности меж направляющимиИзменено 16 декабря 2013 пользователем Z ANDREY www.chipmaker.ru
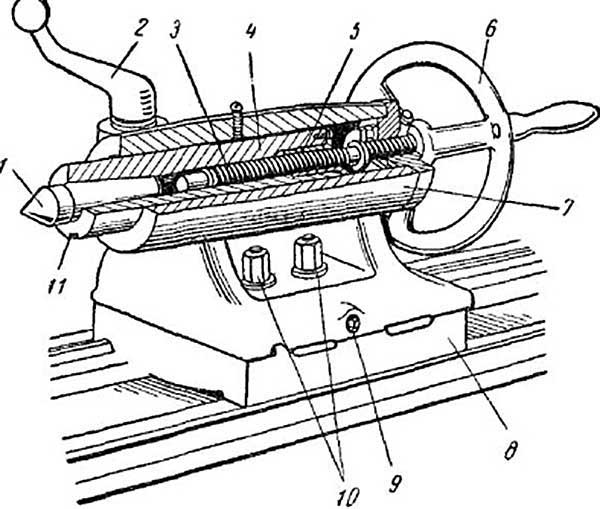

Устройство задней бабки
В любом токарном станке основой является станина. На ней крепится передняя бабка токарного станка, основные органы управления, задняя бабка. Последние имеют довольно разнообразные конструкции. Основные элементы выполняют одинаковые функции и построены по идентичным принципиальным схемам.
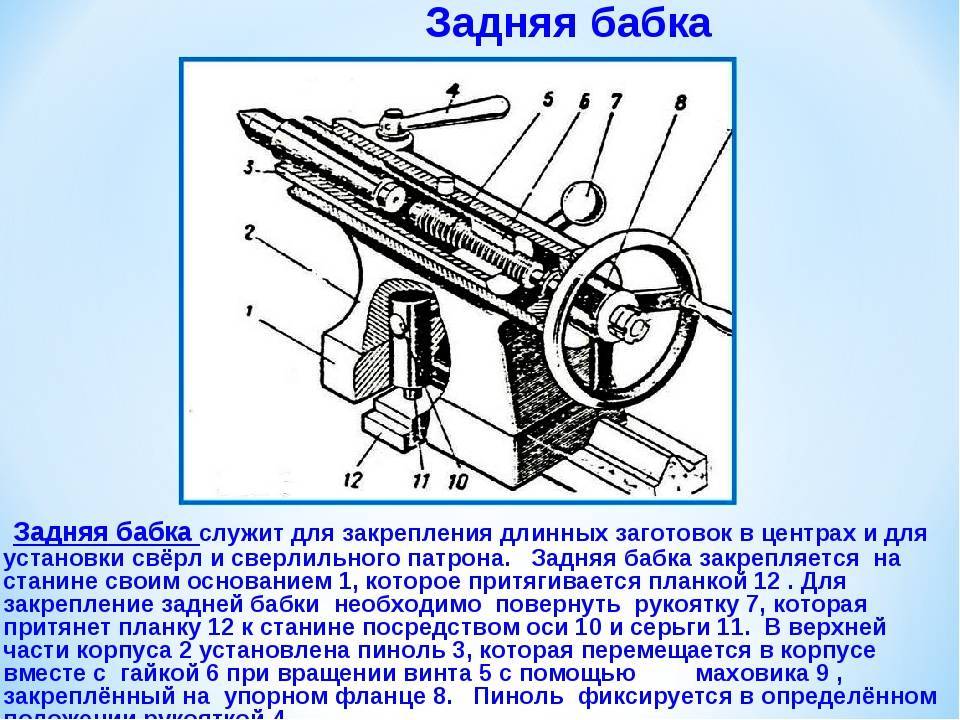
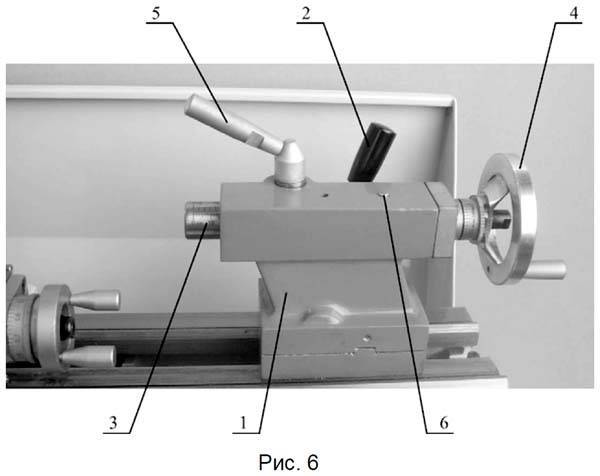
Такими элементами являются:
- основание, на котором размещены все устройства и органы управления;
- элемент крепления — пиноль;
- цельнометаллический корпус;
- рукоятки управления (позволяют фиксировать пиноль и корпус всей бабки);
- колесо для перемещения пиноли (ещё его называют маховик);
- регулировочный винт (позволяет жёстко фиксировать положение задней бабки относительно остальных элементов токарного станка).
Чертёж задней бабки токарного станка позволяет понять кинематическую схему и взаимодействие всех элементов.
Основание представляет цельнометаллическую плиту, которая опирается на правую часть станины. На основании расположен корпус. В нём установлен патрон задней бабки токарного станка. В передней части пиноли расположено отверстие, в котором размещается инструмент. Оно выполнено в форме конуса.
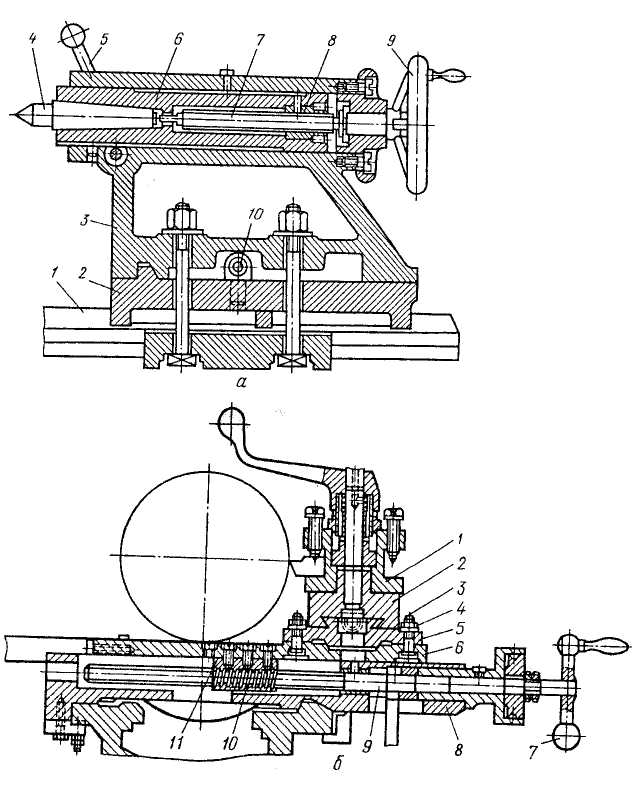
Центр задней бабки подсоединяется к суппорту. Через него передаётся поступательное движение. Это обеспечивается наличием самостоятельного привода подачи. В определённых типах агрегатов производится вращательное движение. Оно обеспечивается конструкцией пиноли задней бабки. Горизонтальное перемещение пиноли производится с помощью электрического двигателя или посредством гидравлического механизма. Выбор способа привода зависит от решаемых задач и модификации станка.
Все изделия должны удовлетворять следующим требованиям:
- обеспечивать точное местоположение центра конструкции;
- способствовать быстрой установки вдоль горизонтальной оси станка;
- обеспечивать точное направление движения в сторону шпинделя с охранением соосности при вращательном движении;
- надёжно закрепляться в выбранном положении.
Обеспечение устойчивости и надежности крепления позволяет сохранять заданный класс точности обработки.
Простота конструкции и доступность комплектующих элементов позволяет изготовить эту часть токарного станка самостоятельно. При качественной сборке самодельная задняя бабка токарного станка будет выполнять основные функции не хуже заводской.
Передняя и задняя пиноль своими руками
Шпиндельная бабка — это априори наиболее сложный элемент всего оборудования. При изготовлении необходимо учесть, что понадобится блок из сменных шестеренок, которые передают и меняют скорость вращательного движения шпинделя и момента вращения непосредственно с вала коробки передач.
Заднюю бабку делают с подвижным или неподвижным центром вращения. Для подвижного варианта центра понадобится в отверстие пиноли установить пару подшипников: с переднего края с коническим роликом, он будет упорный и задний, радиальный, расточен под конус.
Установка и фиксация заднего центра у станка осуществляется за счет конусного отверстия втулки. Шпиндельная и упорная бабка являются основой конструкции любого токарного станка.
Поэтому мастер должен знать принцип их работы, как сделать такую деталь своими руками и как ее отрегулировать, а по возможности и отремонтировать.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.
Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.
Поперечные салазки
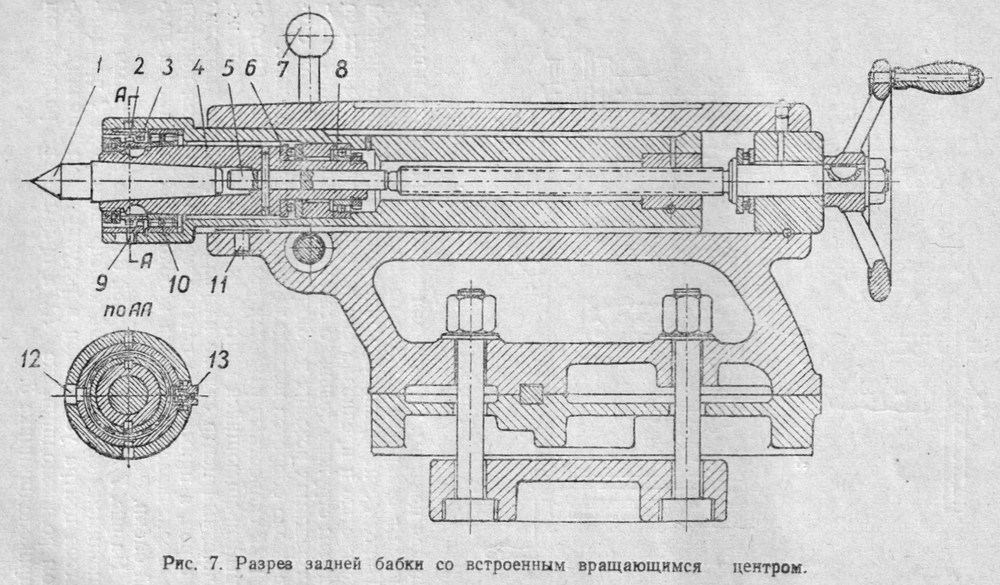
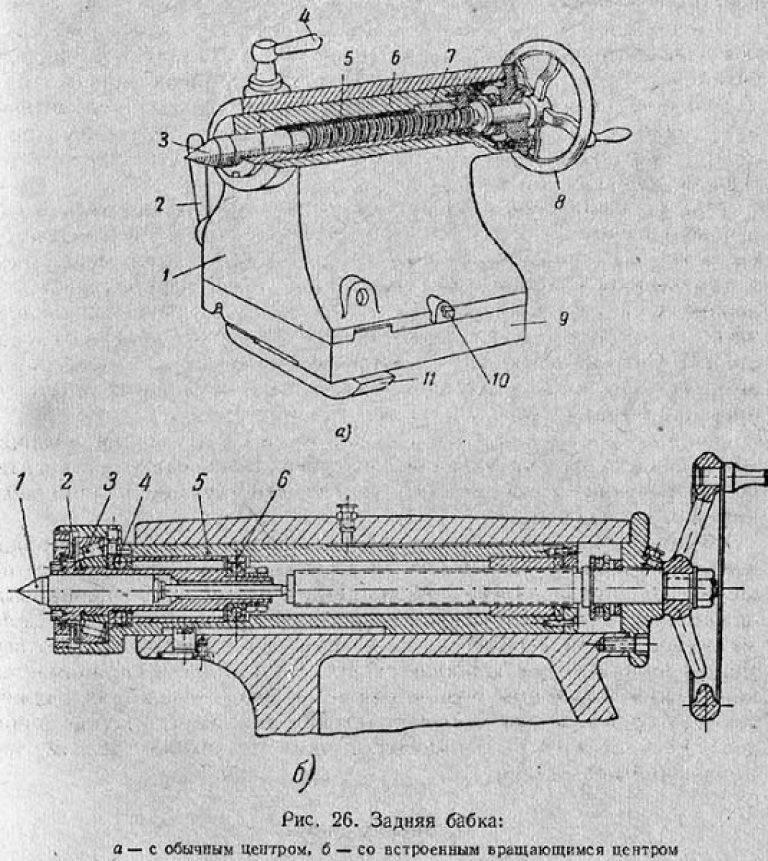
Устройство задней бабки токарно-винторезного станка
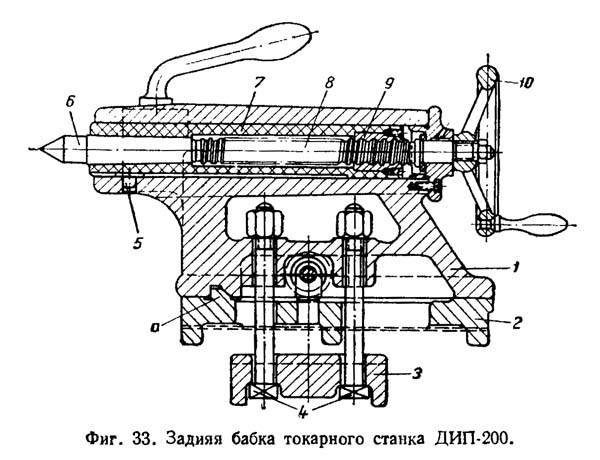
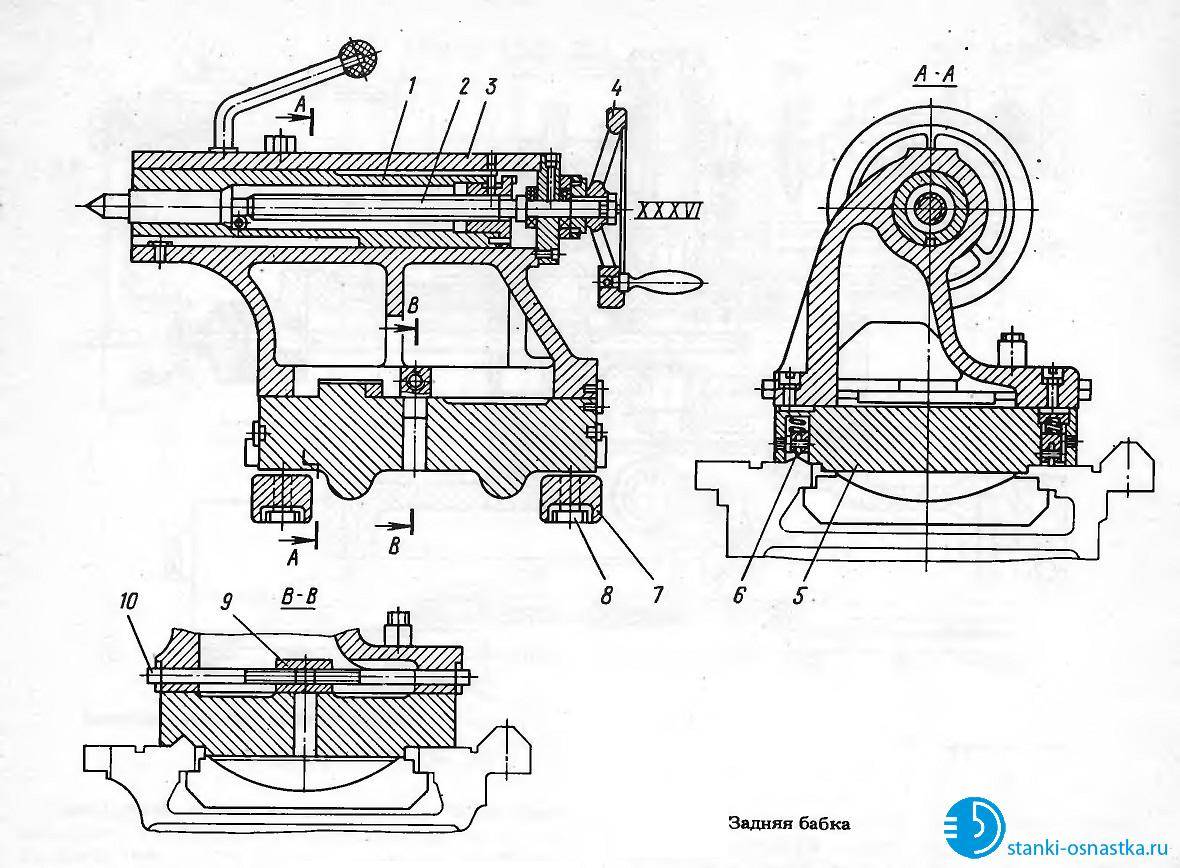
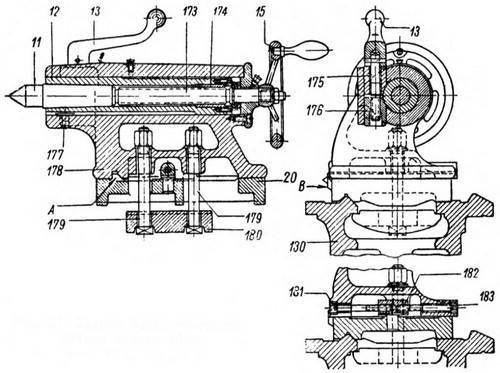
Общий вид и компоновка задней бабки токарно-винторезного станка показаны на рис. 33.
Задняя бабка служит для поддержания обрабатываемой заготовки при обработке в центрах и представляет собой вторую опору.
При сверлении задняя бабка специальным прихватом соединяется с кареткой суппорта и получает от него механическую подачу. Сверло вставляется в пиноль вместо центра.
Задняя бабка должна удовлетворять следующим условиям:
- ни при каких условиях произвольно не сдвигаться
- давать правильное положение оси центра
- давать возможность быстрой установки по оси станка
- предоставлять возможность точной установки обрабатываемой детали на обоих центровых отверстиях станка
- обеспечивать надежное направление шпинделя (пиноли) задней бабки и зажим его без нарушения положения оси
Устойчивость и надежное положение оси задней бабки являются необходимыми условиями для получения удовлетворительных результатов при обработке в центрах и устранения возможности аварий из-за вырывания обрабатываемой детали из центров. Это зависит от закрепления корпуса задней бабки на станине.
Конструкции задних бабок очень разнообразны, но основные принципиальные схемы их имеют много общего. Поэтому, зная принципиальное устройство задней бабки какого-либо универсального токарного станка средних размеров, можно без труда разобраться в конструкции бабок других токарных станков.
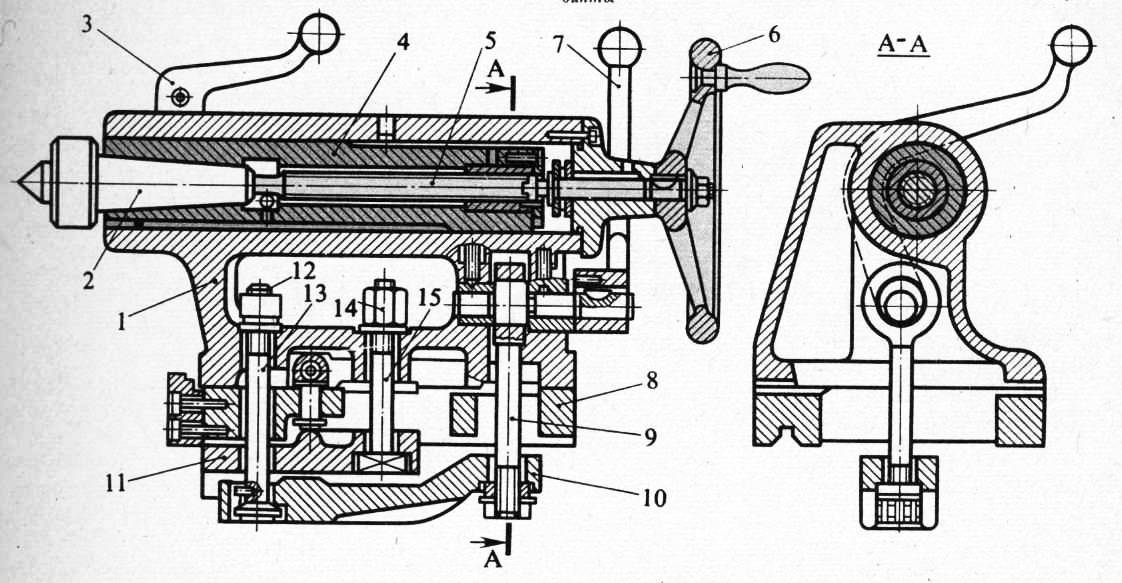
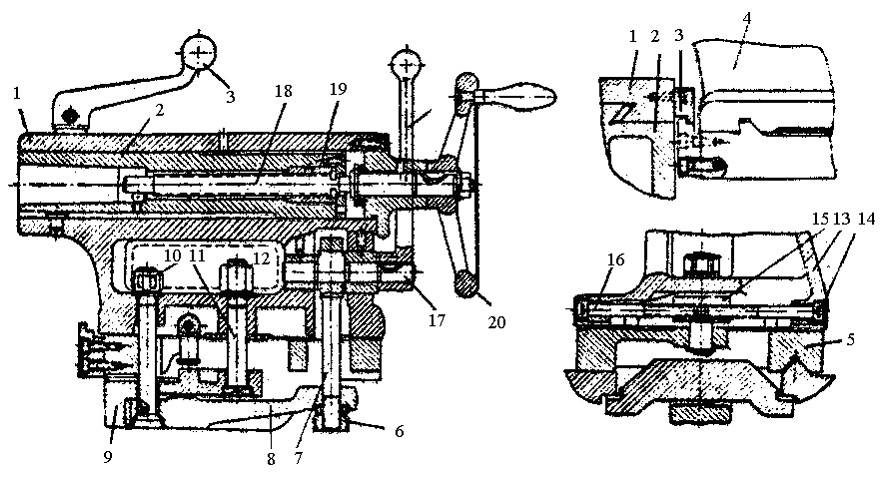
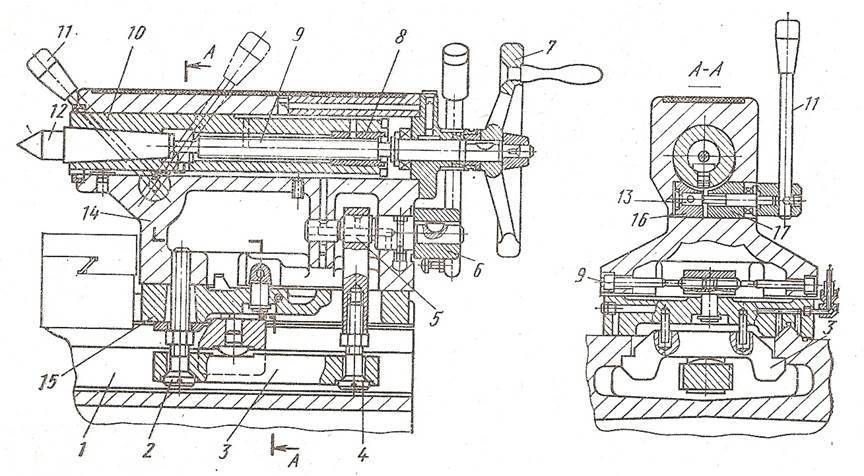
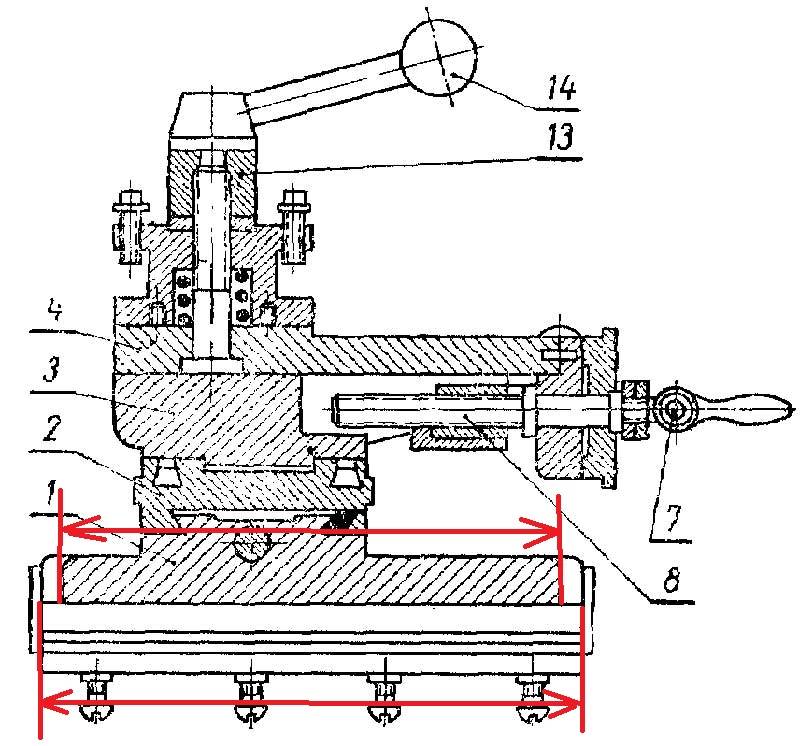
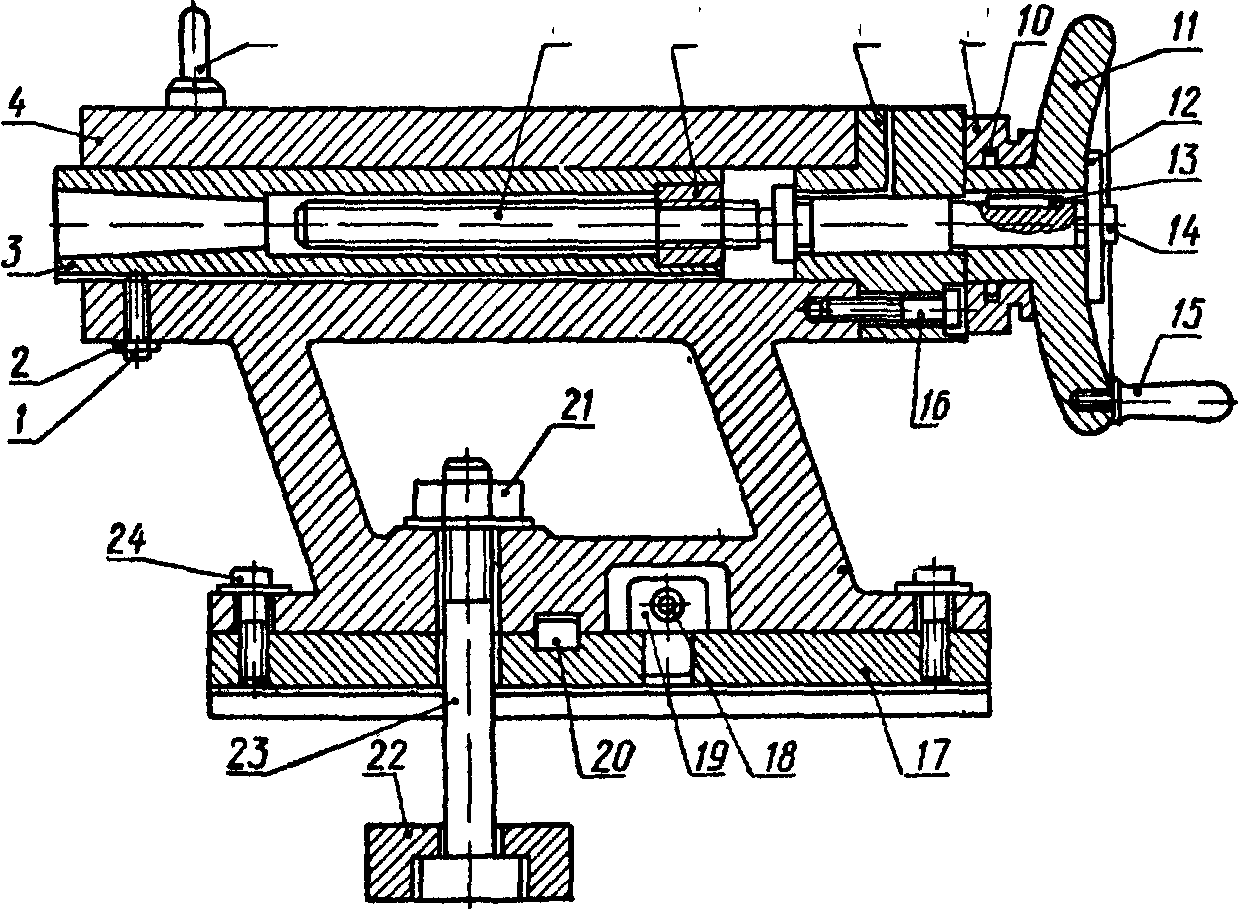
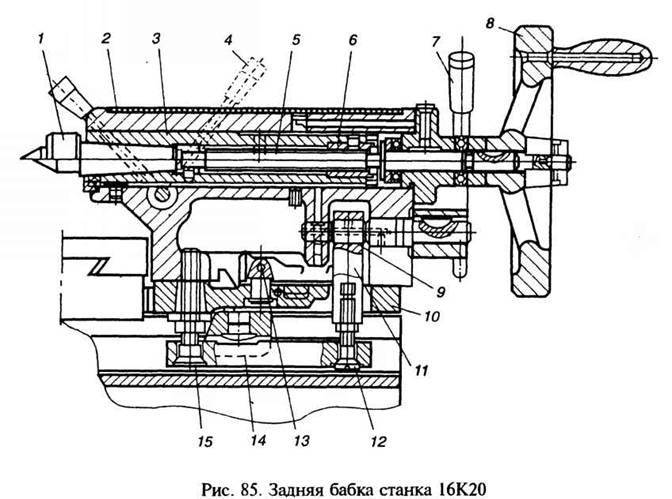
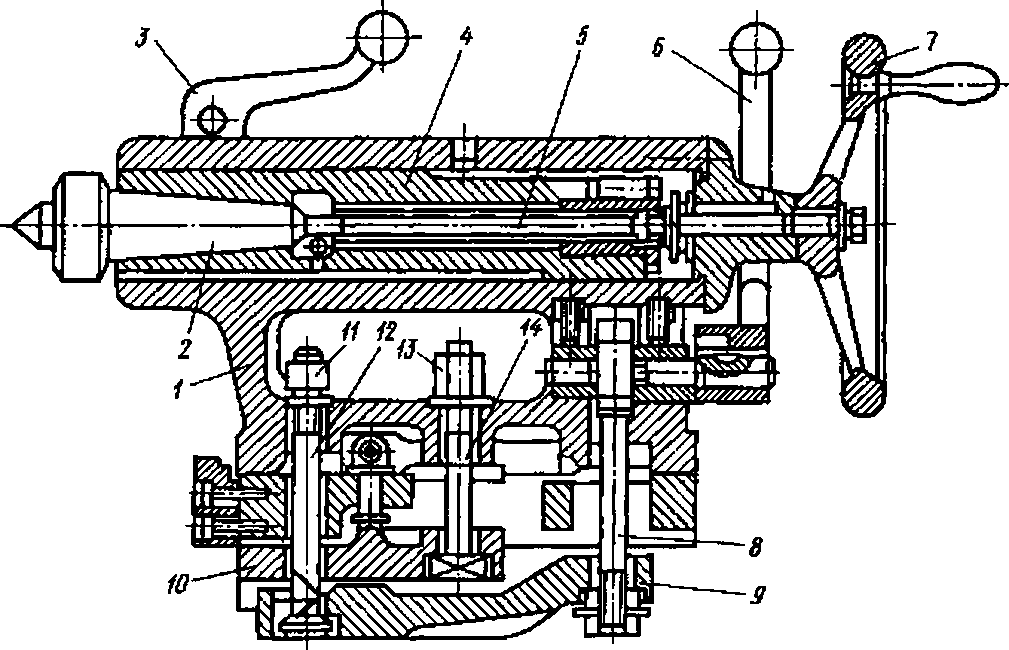
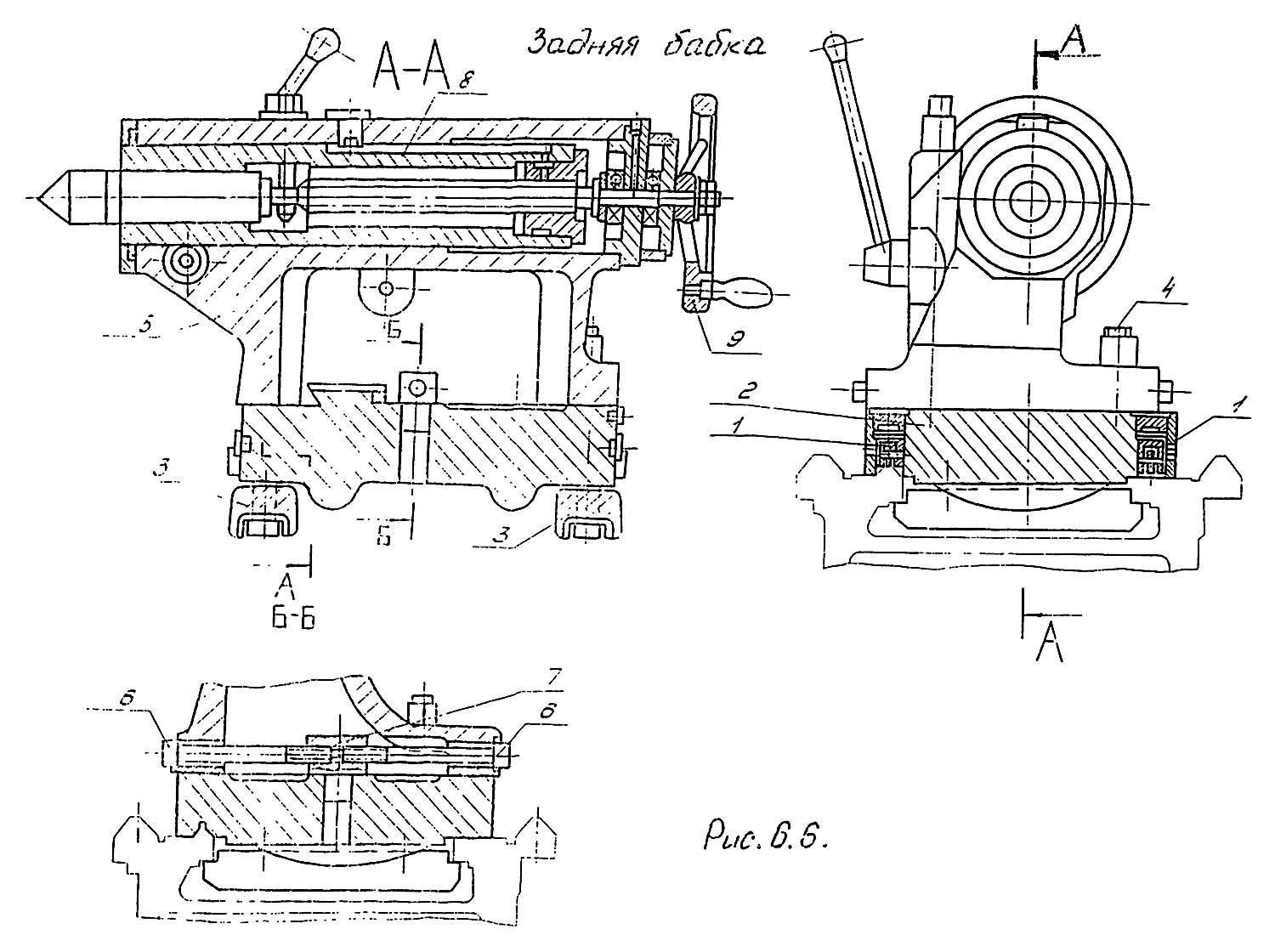
Рассмотрим конструкцию задней бабки токарного станка. Корпус задней бабки этого станка, как и большинства станков других типов, состоит из двух деталей: собственно корпуса 1 и основания (плота, мостика) задней бабки 2.
Плот (мостик) пришабривается по направляющим станины, а на верхнюю поверхность его устанавливается корпус.
Плоскости соприкосновения корпуса с плотом пришабриваются так, чтобы ось задней бабки по высоте совпадала с осью шпинделя станка и была ей параллельна. Параллельность осей достигается за счет пришабривания вертикальной грани направляющего буртика а плота. Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3.
Достижение совпадения осей шпинделей передней и задней бабок посредством шабровки опорных плоскостей корпуса бабки требует значительной затраты времени. Поэтому, как правило, при капитальном ремонте совпадение осей передней и задней бабки достигается за счет расточки отверстия под шпиндель задней бабки. При этом возникает необходимость замены шпинделя задней бабки, который окончательно протачивается по наружному диаметру лишь после расточки корпуса задней бабки.
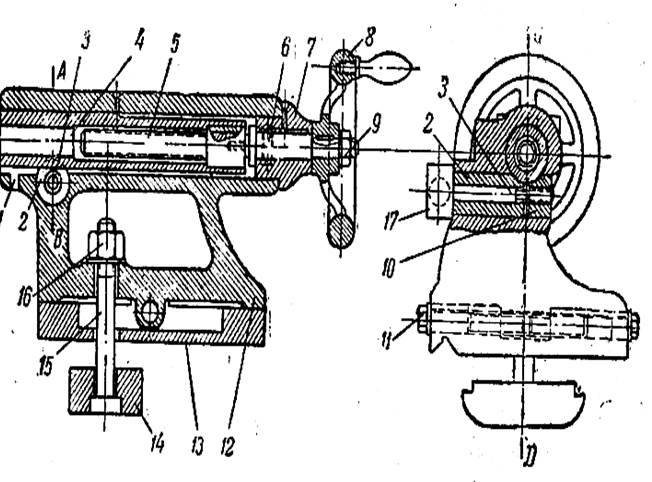
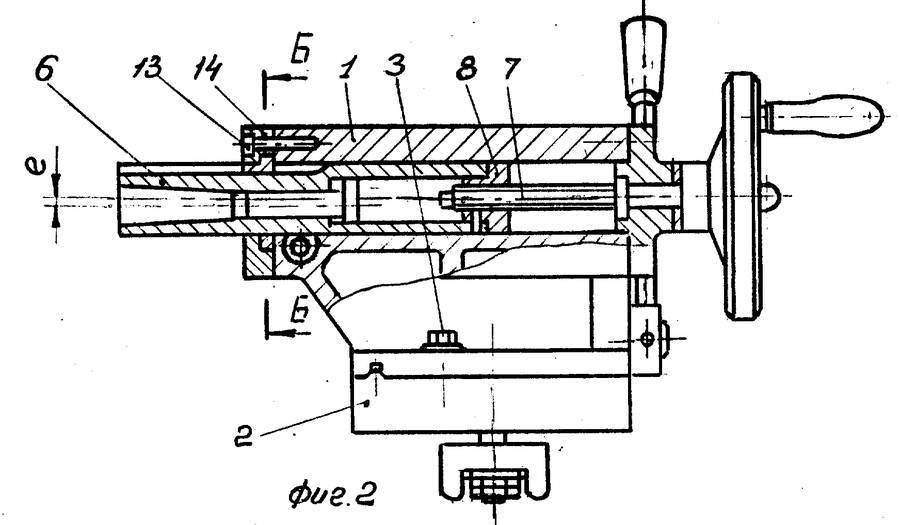
Шпиндель (пиноль) задней бабки 7 представляет собой пустотелый цилиндр, передний край которого выполнен в виде конуса Морзе в который вставляется центр 6 или сверло, а в задний — гайка 9. При помощи этой гайки и винта 8 с маховиком 10 шпиндель может передвигаться вдоль оси. Шпонка 5 предохраняет шпиндель от поворота. Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в заднюю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно.
У тяжелых станков шпиндель не имеет гайки, нарезка сделана непосредственно на шпинделе, а втулка маховика является гайкой. Из такого шпинделя выбить центр с торца невозможно. Поэтому обыкновенные центры для таких шпинделей не годятся; центры должны быть с нарезкой. На нарезку навертывается гайка, при помощи которой можно выпрессовывать центр, или на центрах делаются лыски, которые дают возможность ключом повернуть центр и тем самым освободить его из гнезда. Пользование простыми центрами у этих станков должно быть запрещено, так как они запрессовываются и выбить их можно только ударами кувалды или разогревом шпинделя паяльными лампами. Это приводит к порче конуса шпинделя.
При обработке пологих конусов необходимо смещать центр задней бабки в поперечном направлении. Для этой цели корпус задней бабки и основание связаны друг с другом поперечной шпонкой. Поперечное смещение корпуса бабки относительно основания производится винтами и гайкой.
История возникновения
Непосредственно аналоги современных токарных станков были изобретены еще в глубокой древности. Привод изначально был ручной, а затем — ножной.
На таком станке обычно обрабатывались деревянные изделия. Чтобы приступить к обработке металла пришлось усовершенствовать конструкцию.
Сначала придумали станок, в котором заменили необходимость вручную держать обрабатываемую деталь, на механический держатель.
Наиболее широким изготавливались токарные станки на оружейных заводах. Там же их и совершенствовали, изобрели суппорт, ходовой винт, шестеренчатый перебор. Непосредственно включение суппорта уже сделали автоматическим на некоторых моделях оборудования.

Так производили оборудование до начала 20 века, а после революции появилась коробка передач. Позволявшая менять скорость обработки заготовки.
Функции задней бабки
Данный элемент конструкции станка отвечает за качество фиксации и обработки деталей
Именно поэтому очень важной его характеристикой должна быть устойчивость. Этот узел предотвращает смещение детали в ходе ее обработки и должна отвечать за корректное местоположение оси центра
К тому же данная деталь отвечает за правильное направление шпинделя и его стабильную фиксацию.
Кроме этих функций, такой узел также должен обладать возможностью оперативной установки на оси станка и опцией точной фиксации детали на обоих центровых отверстиях аппарата. Именно стабильность и устойчивость задней бабки способствуют точной обработке заготовок.


Читать также: Определение первичной обмотки трансформатора
Изготовление задней бабки своими руками
Разработчики и производители изделий для токарных работ по дереву предлагают большое разнообразие различных узлов и агрегатов. Обладая определённым опытом, необходимым оборудованием и материалами можно изготовить их самостоятельно.
Преимущества таких изделий для токарного станка состоят в том, что при её проектировании и изготовлении можно создать устройство способное решать только поставленные задачи и в нём будут отсутствовать ненужные функции и дополнительные возможности. Они только увеличивают сложность узла и повышают его стоимость.
Самодельные задние бабки для токарных станков могут быть изготовлены в домашней мастерской. Для этого потребуются следующее оборудование и инструменты:
- токарный станок;
- аппарат для сварочных работ;
- комплект подшипников (обычно используются два);
- набор для болтового соединения (три болта и три гайки);
- два куска стальной трубы с толщиной стенки более 1,5 мм;
- листовую сталь толщиной от 4 мм до 6 мм (какой проще найти).
Для снижения себестоимости необходимо использовать подручный материал. Необходимые метизы легко найти в мастерской. Если их нет они приобретаются в любом хозяйственном или строительном магазине.
Порядок производства задней бабки для токарного станка по дереву состоит из следующих этапов:
- Составление перечня задач, которые планируется решать на создаваемом станке (перечень необходимых операций).
- Разработать и начертить схему узла.
- Составить технологическую карту.
- Выбрать требуемый инструмент.
- Изготовить заднюю бабку.
- Установить и провести проверку работоспособности.
Порядок самостоятельного изготовления задней бабки токарного станка по дереву состоит из следующих операций:
Изготовить заготовку для установки подшипников. Для этого необходимо обработать выбранный кусок трубы с внешней и внутренней стороны
Особое внимание следует уделить обработке внутренней поверхности. В ней будут установлены подшипники.
При необходимости в изготовленной втулке следует произвести пропил
Его ширина не должна превышать 3 мм.
С помощью сварочного аппарата соединить два болта. Должен получиться стержень заданной длины.
С правой стороны отварить гайку с шайбой.
С левой стороны удалить гайку.
Головку болта спилить. Место спила обработать с помощью абразивного инструмента.
Приступить к изготовлению шпинделя. Его изготавливают из обрезка трубы диаметром ¾ дюйма. Длина составляет около 7 мм.
Конус задней бабки изготавливается из болта. Для этого его конец затачивают соответствующим образом.
После завершения изготовления всех элементов необходимо произвести сборку задней бабки и проверить её на включённом станке.
Качество самостоятельно изготовленной задней бабки во многом зависит от класса точности применяемого инструмента и профессиональных навыков изготовителя. Опыт показывает, что с такими узлами возникают определённые проблемы. К ним относятся:
- превышение уровня вибрации;
- плохая центровка;
- низкая производительность, по сравнению с промышленными образцами;
- повышенная скорость износа установленных подшипников.
Чтобы избежать негативных последствий необходимо произвести проверку станка на холостом ходу. Проверить соосность задней и передней бабки, качество смазки подшипников и надёжность их крепления. При правильной сборке и качественном изготовлении отдельных деталей самодельная конструкция соответствует всем требованиям и будет не хуже промышленной.
Первый запуск и проверка исправности оборудования
Для проверки исправности оборудования необходимо в первую очередь запустить станок на холостом ходу. Настройку станка каждый мастер производит по-своему, в зависимости от предполагаемой работы и выполняемых функций. Все элементы необходимо проверять последовательно, только после проверки на холостом ходу, можно выключить станок и выставить определенные параметры для работы.
Обязательно перед обработкой заготовки следует убедиться, что на древесине нет сколов, деформаций и трещин. Шпиндель при работе должен вращаться без малейших затруднений. Обязательно проверить совпадение центров симметрии станка и детали.
Специфика демонтажа станков различного назначения.
На каждом заводе или промышленной площадке есть люди, которые отвечают за бесперебойную работу всего оборудования, находящегося в собственности предприятия. Это обычно главный инженер или главный технолог.
При перемещении станка требуется грузоподъемное оборудование. Существуют токарные или сверлильные станки, которые имеет не большой вес, и съем и перемещение их возможно без применения крана или грузоподъемного механизма.
Но есть ряд оборудования большой массы, для демонтажа или перемещения которого нужна специальная установка. Крупногабаритное оборудование требует большего места для установки, поэтому сначала нужно произвести замеры станка.
Съем необходимо производить по определенному плану, отступать от которого нельзя. Цех, который оборудован конвейерными линиями должен иметь ряд кран-балок, которые могут перемещаться.
Для того, чтобы с экономить на процессе по демонтажу станков, часто руководство прибегает к съему и перемещению цельного оборудования без разборки его. Это разрешается делать, только если станок состоит из малого числа узлов, входящих в него.
Для демонтажа оборудования или его перемещения нужно определить предварительный подсчет, работы по съему или перемещению, назначить людей, которые будут отвечать за эти работы, а также при необходимости выбрать организацию, которая будет выполнять этот процесс.