Маркировка электродов

Сегодня в производственной деятельности применяется более 200 марок электродов, предназначенных для сваривания соответствующих металлов. На каждый тип стержня наносится, согласно ГОСТу маркировка, которая содержит подробную информацию о свойствах электрода. Самым востребованным и применяемым видом металлических конструкций являются стальные изделия поэтому, так необходимы на рынке, пруты для сварки стали. Их маркировка классифицируется по ГОСТ 9467-75, который дополнен и изменен ГОСТом 9467-75. Согласно этим требованиям маркировка состоит из двух строк, в виде дроби. Где числитель – паспортные данные электрода, знаменатель – его код.
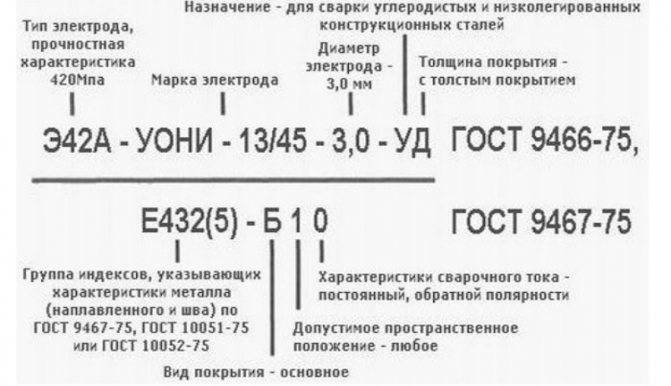
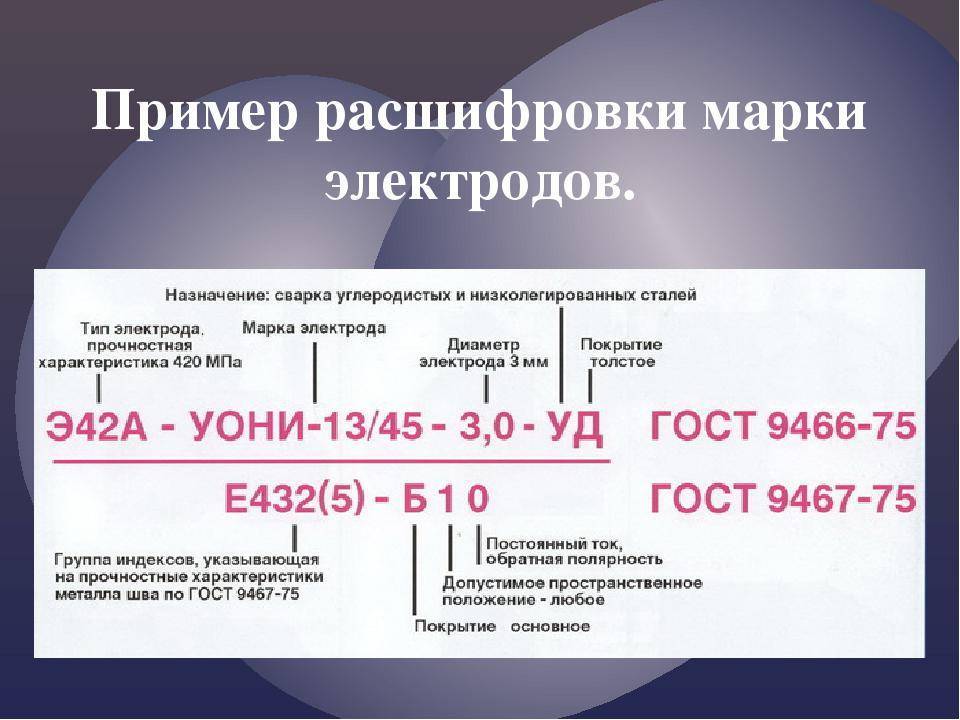
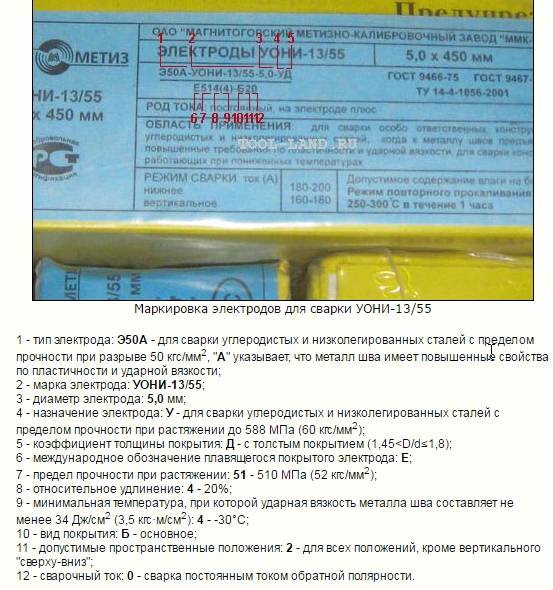
Возьмем за образец маркировку:Э42А – УОНИ – 13/45 – 3,0 – УДЕ432(5) – Б 1 0
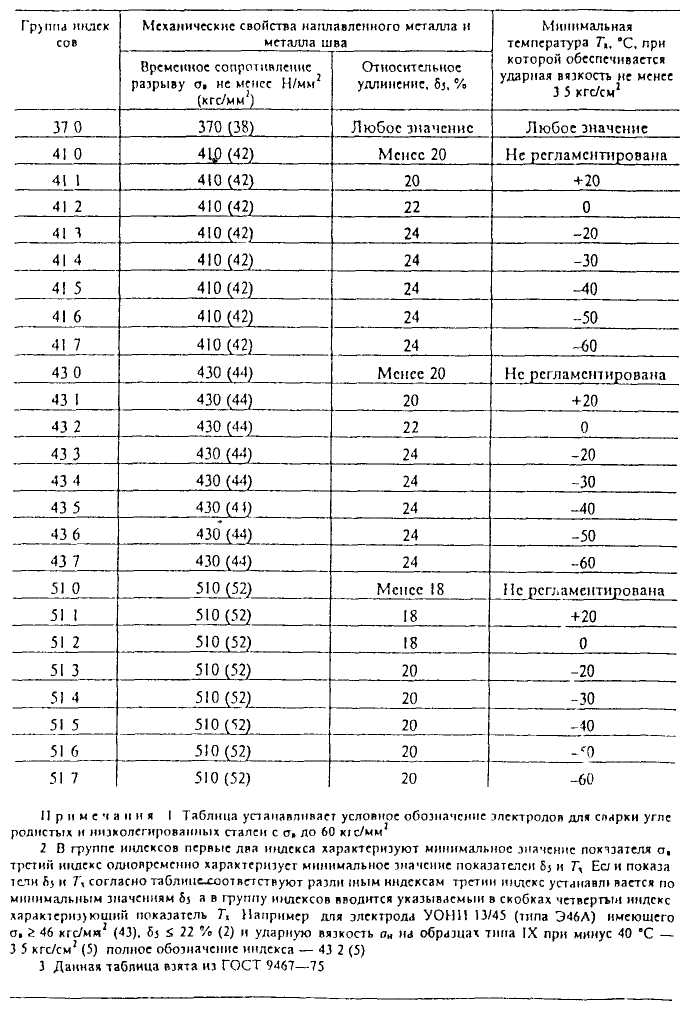
Э(электрод) – обозначает тип стержня, следующие за ним цифры (в нашем случае 42) – указывают на минимальное временное сопротивление 420 МПа. А – код назначения прута (А – высокие пластические свойства наплавленного металла)
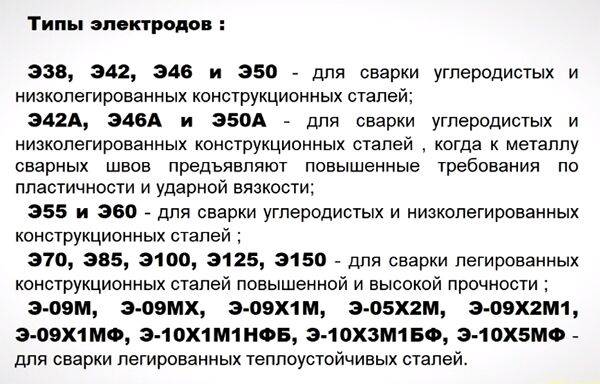
Типы могут быть:
- У – предназначены для углеродистой и низколегированной стали с временным сопротивлением до 600 МПа;
- Л – для легированных конструкционных сталей с временным сопротивлением свыше 600 МПа;
- Т – сварка легированных теплоустойчивых сталей; В – предназначены для высоколегированных сталей с особыми свойствами;
- Н – наплавка поверхностных слоев с особыми свойствами.
- Символ УОНИ-13/45 – марка прута. 3,0 – диаметр электрода в мм.
- УД – первая буква говорит о назначении (для сварки углеродистых и низколегированных сталей), вторая – указывает на толщину покрытия.
Толщина покрытия маркируется таким образом:
- М – тонкое покрытие;
- С – среднее;
- Д – толстое;
- Г – особо толстое. Е432(5) – знак группы индексов, указывающих характеристики металла (наплавленного, шва).
- Б – указывает на вид покрытия, его необходимо учитывать при выборе стержня.
Выделяют такие виды:
- кислое (код А;)
- основное (код Б);
- рутиловое (код Р);
- целлюлозное (код Ц);
- смешанный тип (обозначают АЦ, РБ).
1 – характеризует допустимое пространственное положение. По допустимым пространственным положениям сварки или наплавки электроды подразделяются: 1 – для сварки во всех положениях;
2 – во всех положениях, кроме вертикального сверху вниз; 3 – то же, кроме вертикального сверху вниз и потолочного; 4 – для швов нижнего и нижнего в «лодочку».
0 – указание на характеристики сварочного тока
По допустимым характеристикам используемых электрических параметров электроды подразделяются:
- при напряжении холостого хода 50В рекомендуемая полярность постоянного тока: 0 – обратная (+), 1 – любая (+/-), 2 – прямая (-), 3 – обратная (+).
- напряжение 70В: 4 – любая (+/-), 5 – прямая (-), 6 – обратная (+);
- напряжение 90В: 7 – любая полярность (+/-), 8 – прямая (-), 9 – обратная (+).
Особенности изделий
Согласно техническим условиям, изделиями Э42 допустимо работать во всех сварочных положениях и направлениях, исключая вертикальное сверху вниз. Специальные добавки снижают текучесть расплава, удерживая его в границах сварочной ванны. Это дает технологам широкие возможности для проектирования и оптимизации процессов сварки.
Шовный материал, получающийся в результате работы электрода, характеризуется высокой однородностью структуры и минимальными пустотными дефектами. После сгорания обмазки образуется легкоудаляемая корка шлака.
Для Э42 характерны также легкий розжиг и высокая стабильность горения электродуги.
Шовному материалу свойственны высокая прочность и достаточная пластичность. Это увеличивает возможности конструкций противостоять как статическим, так и динамическим нагрузкам.
Для электродов характерны сниженные требования к подготовке поверхности и условиям работы. Сварке с достаточным качеством поддаются даже влажные заготовки со следами коррозии.
Технические характеристики
Электроды Э42 предназначены для сварки как постоянным, так и переменным током. Они могут иметь как кислое, так и рутиловое напыление. Флюсовая обмазка, сгорая в пламени электродуги, выделяет защитные газы, препятствующие доступу кислорода воздуха к сварочной ванне. Она также способствует повышению стабильности горения дуги и доставляет в рабочую зону легирующие присадки. При работе с кислым покрытием шовный материал бывает подвержен образованию трещин, особенно при несоблюдении режимов сварки. Рутиловое покрытие избавляет от такого риска, шовный материал по своей степени раскисления близок к спокойной или полуспокойной стали.

Сварка электродами
По своему химическому составу электроды Э42 относятся к группе обычных и содержат следующие элементы:
- С — 0,08%;
- Mn7%;
- Si1%;
- S035%;
- P035%.
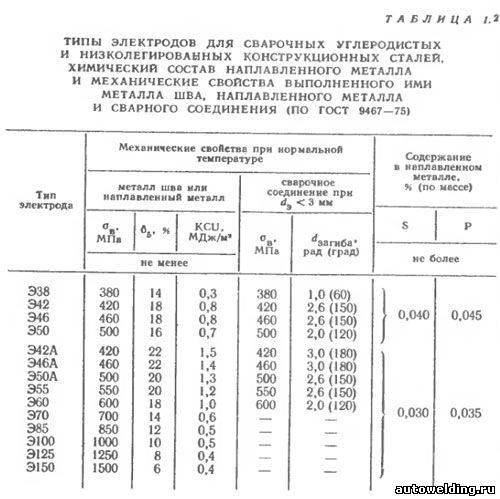
Электроды обладают следующими физико-механическими и рабочими характеристиками:
- Сопротивление на разрыв — 420 мпа.
- Длина при диаметре 4 миллиметра — 45 см.
- Диапазон сварочных температур: -20 °С — +20 °С.
- Расход на 1 кг шва — 1,6 кг электрода.
- Ударная вязкость шовного материала -150 Дж/см2.
- Относительное удлинение шва — до 22%.
- Диапазон диаметров — от 4 до 12 мм.
Указанные параметры достигаются при условии соблюдения технологии сварочных работ и режимов сварки.
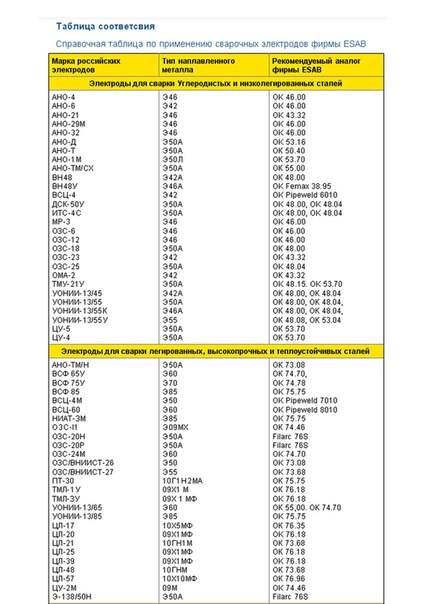
Аналоги электродов Э42
Преимущества элементов
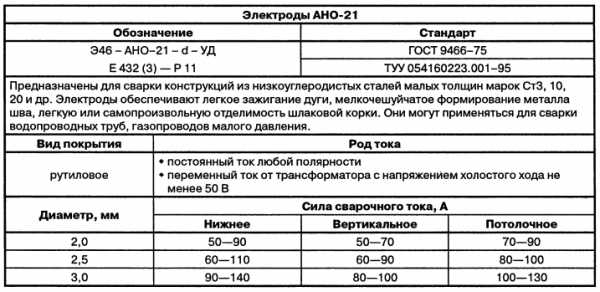
Электроды марки Э46, относящиеся к рутиловой группе, имеют несколько преимуществ, если сравнивать их с другими марками. К таким положительным качествам относят обеспечение более стабильного и постоянного горения дуги у сварочного аппарата при его работе с переменным током. Еще одно преимущество — это малое количество потерь металла, которое возникает при разбрызгивании материала. Еще один плюс электрода Э46 по ГОСТу 9467-75 — это легкая отделимость шлаковой корки, а также хорошее формирование самого шва.
К положительным факторам применения этой марки элемента можно отнести слабую склонность к образованию пор при изменении длины дуги, при осуществлении сварочных работ с влажным и ржавым металлом, а также при работе с окисленной поверхностью.
Тут стоит отметить, что есть еще одна группа электродов, к которым можно отнести и Э46, так как они очень похожи по своим качествам на рутиловые. Категория этих расходников обладает ильменитовым покрытием и занимает промежуточное место между кислым и рутиловым покрытием. Основное вещество, из которого состоит верхний слой электрода этой категории — это ильменитовый концентрат, который является природным соединением диоксидов титана и железа.




Требования ГОСТ
ГОСТ 9467-75 определяет технические условия на производство, требования к химическому составу и физико-механическим свойствам электродов. В нем также регламентированы:
- процедуры контроля качества;
- приемка продукции;
- упаковка и отгрузка;
- порядок хранения.
Все заводы–изготовители, желающие поставлять на рынок электроды типа Э42 и Э42А, обязаны выполнять требования ГОСТ и проходить периодическую сертификацию в уполномоченных организациях. По специальной договоренности между производителем и поставщиком возможны отклонения от требований ГОСТ. В этом случае изделие выпускается принимается по техническим условиям, утвержденным обеими сторонами.
Общие сведения
Электроды марок ОЗЛ относятся к плавящимся расходным материалам для ручной дуговой сварки с основным покрытием. Стержень из легированного металла имеет разброс диаметров (в основном от 2,0 мм до 6,0 мм) для сварки различной толщины материалов.
Основное покрытие электродов ОЗЛ хорошо защищает поверхность сварочного шва при источнике питания на постоянном токе. При этом легированные стали сваривают на обратной полярности, на которой выделяется меньше тепла. Для таких чувствительных к перегреву сталей применение обратной полярности для расходников марки ОЗЛ – это способ получения качественного шва.
ВАЖНО! При выборе расходного материала для сварки обычной малоуглеродистой стали следует помнить, что расходники марки ОЗЛ предназначены в большей степени для сварки жаростойких сталей. Температуры плавления настолько разные, что при достижении жидкой фазы основного металла, электрод марки ОЗЛ даже еще не начнет плавиться
Для основного покрытия технологический процесс сварки требует хорошо подготовленных свариваемых поверхностей – зачистить от ржавчины и других загрязнений, обезжирить
Расходники ОЗЛ весьма чувствительны к присутствию влаги, поэтому перед использованием требуется дополнительная прокалка
Для основного покрытия технологический процесс сварки требует хорошо подготовленных свариваемых поверхностей – зачистить от ржавчины и других загрязнений, обезжирить. Расходники ОЗЛ весьма чувствительны к присутствию влаги, поэтому перед использованием требуется дополнительная прокалка.
ГОСТ
Электроды ОЗЛ должны соответствовать нормативам ГОСТ 9466 – 75 и ГОСТ 10052-75. Первый стандарт регламентирует классификацию и общие требования к покрытым металлическим электродам для ручной дуговой сварки.
Электроды ОЗЛ-32
Второй стандарт обозначает типы покрытых электродов для ручной дуговой сварки коррозионностойких, жаростойких и жаропрочных высоколегированных сталей. К обоим стандартам относятся расходные материалы марки ОЗЛ.
Расшифровка
Условное обозначение электродов образуется на базе данных вышеуказанных стандартов. Пример обозначения расходного материала марки ОЗЛ – 6:
Э – 10Х25Н13Г2 — ОЗЛ – 6 — 3,0 — ВД / Е 2075 — Б20
Цифры и буквы соответствуют следующим основным характеристикам ОЗЛ – 6:
- Э – 10Х25Н13Г2 – таким обозначением определяется тип электрода по ГОСТ 10052 – 75;
- ОЗЛ-6 — марка, аббревиатура которой указывает на ее происхождение (данная создана на опытном заводе для сварки легированных сталей, много расходников ОЗЛ разработано на предприятии «Спецэлектрод» г. Москва);
- 3,0 — цифры обозначают диаметр стержня;
- В — указывает на назначение для сварки высоколегированных сталей с особенными свойствами;
- Д — определяет толщину покрытия (в данном случае – толстое);
- Е — определяет принадлежность электрода к покрытым для ручной дуговой сварки;
- 2075 — группа цифр, указывающая на некоторые технические характеристики наплавленного металла, а именно: «2» – отсутствие склонности к межкристаллитной коррозии, «0» – отсутствие данных по показателям усталостной прочности при работе на максимальной температуре, «7» – определяет значение максимальной рабочей температуры сварного соединения (в данном случае 910°С -1100°С), «5» – указывает на содержание ферритной фазы (в данном случае 2-10%);
- Б – указывает на покрытие электрода, в данном случае – основное;
- 2 — цифра указывает на возможность проведения сварки в следующих пространственных положениях: во всех положениях, кроме вертикального «сверху-вниз»;
- — определяет метод сварки, в данном случае на постоянном токе обратной полярности.
Производители
Российский рынок покрытых электродов для ручной дуговой сварки перенасыщен большим количеством российских, европейских и китайских производителей. Большинство из них в ассортименте кроме других видов имеют электроды марок ОЗЛ
Советуем обратить внимание на производителей, которые входят по результатам опросов в ТОП списка
Российские производители:
- «Спецэлектрод» г. Москва;
- «Шадринский электродный завод» г. Шадринск;
- «Лосиноостровский электродный завод» г. Москва;
- «Зеленоградский электродный завод» г. Зеленоград;
- «Ротекс» г. Кострома, г. Краснодар, г. Москва и другие.
Электроды ОЗЛ-312 СпецЭлектрод
Производители из ближнего зарубежья:
- «ПлазмаТек» (Украина);
- «ВИСТЕК» г. Бахмут (Украина);
- «Оливер» (Республика Беларусь) и другие.
Европейские производители:
- «ZELLER WELDING» г. Дюссельдорф (Германия);
- «ESAB» (Швеция);
- «KOBELCO» (Япония) и другие.
Китайские производители:
- «Golden Bridge»;
- S. I. A. «Resanta»;
- «EL KRAFT» и другие.
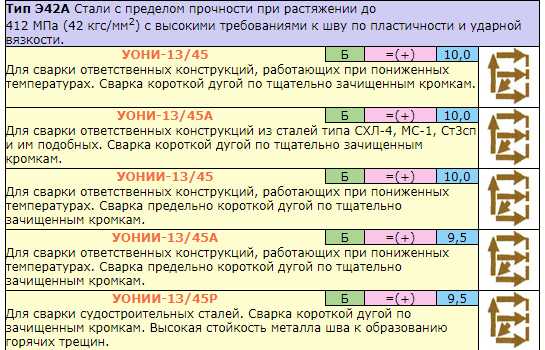
Электроды марки Э42А
 Эта марка материала является одной из самых распространенных для выполнения сварочных работ. Она предназначена для дуговой сварки углеродистых (с содержанием 0,25% углерода) и низколегированных видов стали. С их помощью можно выполнять сварочные работы в различных пространственных положениях, что упрощает работу специалисту. Электроды функционируют от источника с постоянным или переменным током обратной полярности. Они имеют сертификат качества коэффициента наплавки, показали себя в работе очень положительно. Любой качественный электрод должен обеспечить во время сварки:
Эта марка материала является одной из самых распространенных для выполнения сварочных работ. Она предназначена для дуговой сварки углеродистых (с содержанием 0,25% углерода) и низколегированных видов стали. С их помощью можно выполнять сварочные работы в различных пространственных положениях, что упрощает работу специалисту. Электроды функционируют от источника с постоянным или переменным током обратной полярности. Они имеют сертификат качества коэффициента наплавки, показали себя в работе очень положительно. Любой качественный электрод должен обеспечить во время сварки:



- Сравнительно легкое зажигание дуги с устойчивым горением
- Расплавление на рабочем покрытии равномерное
- Ровное покрытие шва шлаком
- Шлак после сварочных работ должен легко удаляться
- Отсутствие на металлическом шве трещин, пор и непроваров.
Материал данной марки рекомендован для работ на высоте в монтажных условиях. Железный порошок, который содержится в поверхности катодов, значительно повышает уровень производительности сварочных процессов. В их составе содержится 60% массы покрытия, такие данные указаны в сертификатах. О высоком уровне качества электродов свидетельствуют отзывы специалистов-сварщиков, а также обычных потребителей, которым довелось с ними работать.
Технические характеристики марки Э42А
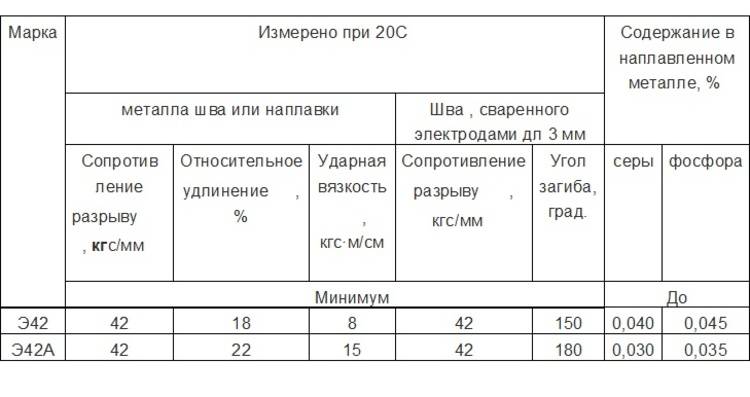
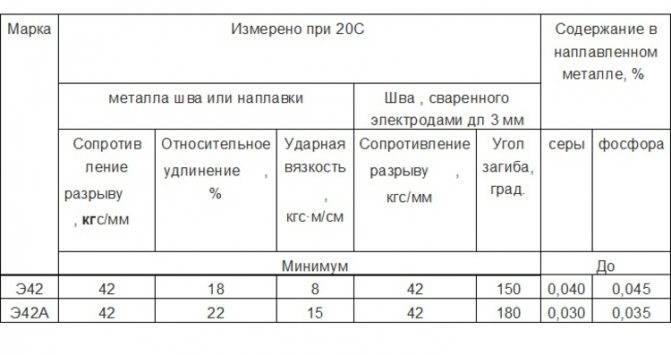
 В обозначении электродов используется маркировка, буква «Э», что означает электрод. Указанные цифры указывают на минимальное временное сопротивление разрыву шва металла либо сварного соединения в кгс/мм 2 . Буква «А» — кислое покрытие, а это значит, что электроды с таким покрытием не склонны образовывать поры в процессе сварки металла, покрытого ржавчиной или окалиной, при удлинении дуги. Марка Э42А имеет свои технические характеристики:
В обозначении электродов используется маркировка, буква «Э», что означает электрод. Указанные цифры указывают на минимальное временное сопротивление разрыву шва металла либо сварного соединения в кгс/мм 2 . Буква «А» — кислое покрытие, а это значит, что электроды с таким покрытием не склонны образовывать поры в процессе сварки металла, покрытого ржавчиной или окалиной, при удлинении дуги. Марка Э42А имеет свои технические характеристики:
- Коэффициент «наплавок» — 9 г/Ач
- Стержневая длина — до 45 см
- Диаметр — 4-6 мм
- Расход на 1 кг наплавленного металла — 1,6 кг
- Временное сопротивление разрыву — 420 МПа
- Относительное удлинение — 22%
- Вязкость ударная при температуре +20 о С до -40 о С — 150 Дж/см 2
- Род тока электродов — постоянный обратной полярности
- Пространственное положение сварки — разные, кроме сверху вниз в вертикальной плоскости
- Почти не реагирует на изменение длины дуги, что в итоге дает высокое качество работы даже при нестабильном напряжении.
Наплавленный металл с химическим составом:
- Углерод — максимум 0,12%
- Марганец — 0,35-0,65%
- Кремний — 0,2- 0.3%
- Сера и фосфор — не более 0,03%.
Отличительные особенности и специфика применения
 Данная марка электродов имеет свои отличительные особенности и специфику применения. Сварной шов получается достаточно прочным и даже немного пластичным, что позволяет ему выдерживать большие нагрузки (на излом). После образования поверхностного слоя шлака его можно легко удалить. Сварочный шов получается однородным и если соблюдать все правила технологии сварочных процессов, то в швах не образуются «микропустоты» в наплавляемой структуре.
Данная марка электродов имеет свои отличительные особенности и специфику применения. Сварной шов получается достаточно прочным и даже немного пластичным, что позволяет ему выдерживать большие нагрузки (на излом). После образования поверхностного слоя шлака его можно легко удалить. Сварочный шов получается однородным и если соблюдать все правила технологии сварочных процессов, то в швах не образуются «микропустоты» в наплавляемой структуре.
У данного вида материала есть свои ограничения в использовании, например, сварка сверху вниз в вертикальной плоскости не ведется. Также для работы необходим источник питания — ток переменного или постоянного тока, но с обратной полярностью. В некоторых случаях, когда предъявляются к качеству шва особые требования, применяются унифицированные электроды данной марки.
Заключение
Электроды Э42А могут использоваться при выполнении любых видов монтажных или ремонтных работ, причем как опытными специалистами, так и начинающими сварщиками. По своей стоимости они немного выше, чем другие марки, за 1 килограмм изделий придется заплатить примерно 43 рубля.
Варианты покрытия
Рабочие качества электрода и особенности его использования во многом определяются материалом флюсового покрытия. Существует несколько вариантов:
- Кислое. Основано на окислах кремния и железа, в качестве добавки применяется окисел марганца. Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
- Рутиловое. Основано на диоксиде титана. По сравнению с предыдущим вариантом существенно снижена вероятность образования горячих микротрещин. Позволяет получить более стабильную и мощную электрическую дугу. Снижает разбрызгивание расплава и связанные с ним потери металла. Улучшает формирование и однородность шва, формирует легко отделяемую корку из шлаков, что снижает трудоемкость последующих операций по зачистке.
- Основное. Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.

Электроды «Тянь-Шань» тип Э42
Для любого вида покрытия сохраняется требование к использованию только в сухом виде. При попытке использования влажных электродов производители снимают с себя гарантийные обязательства по качеству шва. Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Также независимо от варианта покрытия необходимо тщательно соблюдать технологию и режимы сварочных работ.
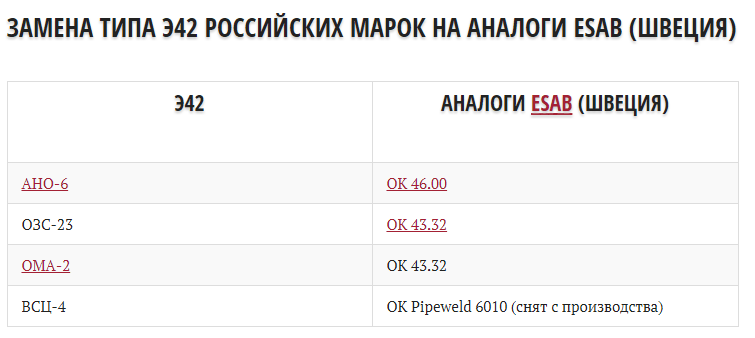
Применение
Но, несмотря на различия в марках, электроды типа Э42 все же имеют что-то общее. Все они предназначены для сварки углеродистых и низколегированных сталей. Не стоит применять их при сварке особо ответственных конструкций и вести вертикальный шов сверху вниз. Еще одна общая черта всех электродов типа Э42 — возможность применения как постоянного, так и переменного тока. Но при работе с постоянным током рекомендуется установить обратную полярность.
Не рекомендуется варить электродами э42 нержавеющую сталь, поскольку в составе таких электродов нет хрома и никеля в нужной пропорции. А без этих компонентов нержавейку варить нельзя. Вы можете провести эксперимент и попробовать сварить нержавеющую сталь электродами э42. В результате металл потеряет все свои антикоррозийные свойства и станет хрупким.
Выше мы уже писали, что электроды Э42 очень распространены. Данные стержни выпускает сразу несколько компаний, поэтому вы можете найти продукцию под свои задачи и кошелек. Логично, что в этой ситуации не приходится искать аналог э42
Но у вас все же возникла такая необходимость, то обратите внимание на электроды типа Э42А. У них кислое покрытие, поэтому швы не будут пористыми
Но нужно учитывать, что такой тип электродов способствует образованию горячих трещин.
Если и Э42А вам не подходит, то ориентируйтесь на проволоку, из которой изготовлены электроды-аналоги. Узнайте, какой состав у стали, которую вы будете варить, и убедитесь, что электрод-аналог схож с металлом по своему составу. У Э42 чаще всего используется рутиловое покрытие, так что можете найти аналог еще и по этому критерию.
Начнем с диаметра. Здесь все просто: обычно диаметр электрода равен толщине металла, с которым вы собираетесь работать. Так электроды диаметром 4 мм или электроды диаметром 6 мм отлично подходят для толстых деталей, а 2мм и менее незаменимы при сварке тонких сталей.
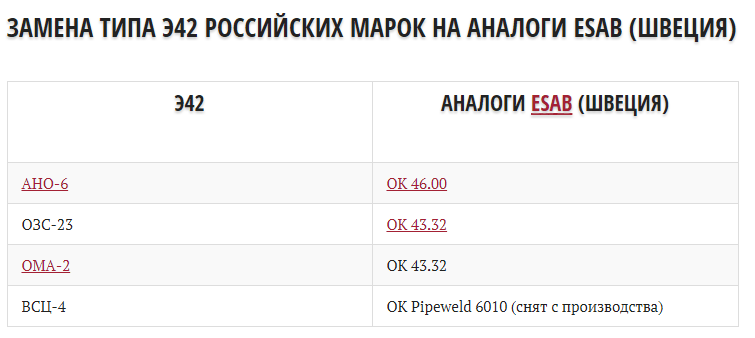
Что касается марок, то ориентируйтесь на свои потребности. Если для вас важнее качество, то покупайте ОК 46.00. Если важнее цена — АНО-6. Проконсультируйтесь с продавцом в магазине и прочтите ГОСТы для каждой отдельной марки, чтобы лучше разбираться в этом вопросе.
Выбор производителя так же не должен быть проблемой. Если вы не готовы тратиться на электроды, то выбирайте продукцию российского производства. Если качество стоит на первом месте, а цена на последнем, то присмотритесь к зарубежным электродам. Например, к компании Kobelco.
Куда важнее сертификат качества, который вы можете запросить у продавца или производителя. Сертификат подтверждает, что купленные вами электроды соответствуют всем современным стандартам и являются подлинными. Есть одно «но»: на данный момент производитель не обязан проходить контроль качества. Это добровольное мероприятие. Но, с другой стороны, если компания все же снабдила свою продукцию сертификатами, значит она действительно ручается за их достойное качество.
Поэтому, если при покупке электродов у одного производителя есть сертификат, а другого нет, то конечно лучше предпочесть первого.
Рекомендуем приобрести герметичный пенал для хранения ваших электродов. Так они сохранят все свои эксплуатационные характеристики, не будут крошиться или отсыревать. Необязательно покупать пенал, если вы не располагаете нужными средствами. Сделайте его из пластиковой трубы.
Расшифровка, особенности и назначение электродов Э42А
Расшифровка обозначения:
- Тип электрода – Э. Буква считается официальным обозначением расходного материала.
- 42 — цифры значат предел прочности и измеряются в Мегапаскалях. Расчет идет на 1 квадратный мм сечения шва. Готовый шов выдерживает напряжение до 40 кг.
- А — электроды с этой буквой считаются улучшенным аналогом Э42. У них лучше свойства, важные при сварке, а именно химический состав, пластичность и вязкость.
Перед тем как начинать работать с этими расходниками, необходимо знать особенности и специфику их применения:
- После окончания работ шлаковую корку легко удалить.
- Не нужно обладать большим практическим опытом для работы с электродами Э42А.
- Экономичный расход.
- Готовый сварной шов обладает высокими показателями пластичности и прочности. Он выдерживает значительные нагрузки при изломе.
- Оптимальное соотношение цена/качество.
- Дуга зажигается легко.
- Многообразие в плане выбора диаметров (от 4-х до 12-ти).
- Сочетаются с большим количеством флюсовых обмазок.
- Шов, образующийся при сварке этими расходными элементами, получается однородным. Если технология была соблюдена по всем правилам, он не будет иметь пор и пустот.
Расходные материалы для сварочных аппаратов этого типа распространены на строительном рынке благодаря тому, что с их помощью получаются качественные соединения деталей, изготавливаемых из низкоуглеродистых сталей. Они распространены в строительстве и различных сферах промышленности. Однако при работе с высокоуглеродистыми сталями шов получается некачественным. В процессе эксплуатации на соединении возникают трещины, которые постепенно приведут конструкцию в негодное состояние.


С помощью этих расходных элементов можно проводить монтажные работы на неочищенных поверхностях. Ими возможно соединять как тонкие, так и толстые листы металла. Перед тем как начинать соединение деталей более 4 мм в толщине, требуется подготовить кромки. Для сваривания деталей толщиной более 8 мм необходимо использовать электроды диаметром в 8 мм.
При изначальной просушке и прокалке дуга будет без проблем зажигаться в первый и последующие разы. Во время плавки металла на расходных элементах он не растекается и создает плотный шов. Недостаток электродов Э42А заключается в том, что у них плохая пластичность. Из-за этого швы на тонких металлах получаются ненадежными. Чтобы компенсировать этот недостаток, нужно использовать флюс.
Электроды Э42 применяются в промышленности и частном производстве. При их использовании создаются металлоконструкции, и проводятся работы небольшой ответственности. Часто они требуются в мастерских, специализирующихся на ремонте. Актуально применять электроды Э42, если через мастерскую проходит большое количество деталей, изготовленных из металлов с малым содержанием углерода. Могут использоваться для починки газопроводов и водопроводов. Важные условия в этом случае — тонкие трубы и низкое давление газа либо жидкости в них.
Ограничения по применению
Существуют и ограничения по применению. Главное из них — непригодность электрода для выполнения вертикальных соединений в направлении «сверху вниз», особенно больших диаметров. На это указывает цифра «2» в обозначении типа. При вертикальном перемещении сварочной ванны часть расплавленного металла будет затекать в пространство не проваренного шва. Чем больше диаметр электрода, тем больше будет масса сварной ванны и тем проще расплаву преодолеть силы поверхностного натяжения и стечь вниз.
Также электроды данного типа непригодны для сваривания нержавеющих и высоколегированных сталей, чугунов и сплавов цветных металлов.
Важно также правильно подбирать электрод по диаметру, исходя из толщины свариваемых заготовок. Кроме того, недопустимо пытаться варить отсыревшими электродами
Покрытие в таких условиях становится проводником, разжечь дугу будет очень сложно. Шовный материал будет впитывать водород, и образовывать нежелательные поры. Поддержание стабильной дуги также будет затруднено частыми залипаниями электрода
Кроме того, недопустимо пытаться варить отсыревшими электродами. Покрытие в таких условиях становится проводником, разжечь дугу будет очень сложно. Шовный материал будет впитывать водород, и образовывать нежелательные поры. Поддержание стабильной дуги также будет затруднено частыми залипаниями электрода.