Характерные свойства при выполнении сварки чугуна
Железоуглеродистый сплав называют чугуном. Углерод добавляют в сплав железа для увеличения твердости и уменьшения пластичности.
Его содержание составляет примерно 2,14%. Такое соединение придает сплаву легкость и делает его более устойчивым к воздействию неблагоприятной среды.
Так же это позволяет уменьшить вероятность возникновения коррозии. Что бы достичь высоких показателей стойкости сплав проходить процесс легирования. Это процесс добавление в состав материалов примесей для повышения свойств основного материала.
В данном случае это могут быть: алюминий, ванадий, хром, никель и другие.
Без добавления этих примесей чугун становится сильно хрупким.
Существуют такие виды чугуна:
- белый чугун — самый твердый и хрупкий, поэтому плохо отзывается на сварочные работы.
- серый чугун более мягкий из-за добавления в состав кремния (от 1,2—3,5 %) и углерода. Этот вид чугуна хорошо реагирует на сварку.
- ковкий чугун образовывается при продолжительном отжиге белого чугуна. На выходе получается графит хлопьевидной формы. Такой вид чугуна наиболее пластичный и вязкий.
Как правильно выбирать покрытые электроды
В первую очередь, при выборе покрытых электродов необходимо проверить будет ли металл шва соответствовать требованиям по механическим свойствам: прочности на растяжение, относительному удлинению и ударной прочности. Применительно к электродами для нелегированных сталей механические свойства могут быть определены по маркировке.
Сварочно-технологические свойства. Сварочно-технологические свойства электродов определяются, в первую очередь, видом его покрытия. Две последние цифры в обозначении электрода дают информацию о стабильности процесса в различных положениях сварки, а также о роде и полярности тока. Электродами рутилового типа выполнять сварку, как правило, легче и поэтому они применяются чаще других типов. Однако этот электродов, также как и электроды с кислым видом покрытия характеризуются достаточно высоким содержанием водорода в металле шва. Электродами с основным видом покрытия выполнять сварку значительно сложнее, так как ими трудно зажигать дугу и, к тому же, ее необходимо поддерживать очень короткой. Однако эти электроды обеспечивают прекрасные механические свойства металла шва.
Легирование металла шва. При сварке легированных сталей выбор электрода, как правило, зависит от требуемого химического состава металла шва. Обычно стремятся, чтобы металл шва имел тот же химический состав, что и основной металл. При сварке разнородных металлов легирование электрода обычно должно соответствовать менее легированному металлу. Однако, при сварке нелегированной и нержавеющей стали предпочтение должно отдаваться высоколегированным электродам с тем, чтобы снизить склонность к закаливанию металла шва, представляющего собой смесь обоих указанных сталей.
Экономические факторы. При выборе покрытых электродов немаловажным фактором является его скорость наплавки, измеряемая в кг/час. Высокопроизводительные электроды, как правило, более предпочтительные в этом отношении, однако их применение ограничено сваркой в нижнем и, иногда, в горизонтальном положениях. Оценить указанное свойство электродов можно по каталогам, которые предоставляются предприятиями изготовителями
При этом, естественно, необходимо обращать внимание на стоимость электродов от разных производителей
При сварке покрытыми электродами сварщик должен стремиться использовать электрод полностью, оставляя огарок длиной не более 50 мм. К сожалению, плохой привычкой некоторых сварщиков является выбрасывание всего лишь наполовину использованного электрода, что приводит к неоправданно высокому их потреблению и частым остановкам при выполнении сварки.
Электродуговая сварка чугуна электродом в домашних условиях
Чугун относится к металлам и сплавам, технологическая свариваемость которых низкая. Перед началом подобных работ, следует знать о некоторых сложностях, сопровождающих сварку этого материала:
- Возможность появления непроваренных участков. Причины явления – наличие тугоплавких окислов в массе сварочной ванны. Они образуются за счет окисления компонентов, входящих в состав сплава. Температура плавления окислов настолько высока – что дуга может их не расплавить, и они образуют пленку между основным материалом и расплавом. Удалить их механически невозможно;
- Моментальное охлаждение сплава в районе шва. Вокруг обрабатываемой области образуются твердые зоны с выделением, так называемого, цементита. Эти участки имеют характерный белесый цвет и тяжело подвергаются обработке после сварочных работ. Самая распространенная проблема при сварке чугуна;
- Высокая вероятность вытекания расплава из шовной зоны. Чугун относится к жидкотекучим сплавам. Поэтому при высокой температуре дуги, ванна с расплавом может банально расплескаться или вытечь;
- Растрескивание шва. При неравномерном охлаждении в полости шва и околошовной зоне, металл сильно стягивается к холодным участкам. Это приводит к появлению разрывов и продольных трещин. Причем дефекты могут распространиться и на нетронутую сваркой поверхность;
- Пористость соединения. При сварке чугуна выделяется большое количество газа. Поэтому расплав в полости ванны насыщен пузырьками. Если не выдержать баланс в скорости охлаждения – шов получается пористым, как пенобетон. Это снижает прочность и приводит к всасыванию влаги.
Тем не менее, многие сварщики любители с успехом варят чугунные трубы, и даже блоки цилиндров, без использования сложной технологической оснастки.
Практические советы при самостоятельной сварке чугунных сплавов:
- Поверхность сварки должна быть тщательно зачищена. В материале и так есть чему окисляться, поэтому необходимо убрать оксидную пленку хотя бы с поверхности;
- Кромка должна быть отшлифована. При наличии трещин, неровностей, и прочих дефектов – расплавленная масса может просто вытечь из шва. Для предотвращения растекания расплава, применяются специальные формы с графитовыми вставками;
- Форму можно приготовить с помощью песка, только в непосредственном контакте с местом сварки желательно проложить графитовую вставку. Приспособление можно сделать в опоке из огнеупорного кирпича. В этом случае не произойдет вытекание расплава через трещину или отверстие;
- Прогрев заготовки. Это самый сложный момент. Температура плавления чугуна относительно мала, 1200° – 1250° С. Поэтому температура предварительного нагрева не должна превышать 500° – 700° С. При этом надо равномерно прогреть как место соединения, так и пространство вокруг него. Это предотвратит растрескивание металла в зоне сварки. В промышленных условиях прогрев производится в специальных тиглях. Дома или в гараже можно воспользоваться газовой горелкой. Работы лучше выполнять с напарником. Один греет место сварки, второй работает с аппаратом;
- Медленное охлаждение заготовки. После окончания сварочных работ, деталь следует засыпать песком (обязательно сухим!) или мелким древесным углем. Чем медленнее будет остывать заготовка – тем меньше вероятность появления трещин и выделения цементита.
ВАЖНО! Для предотвращения термического воздействия на руки, следует пользоваться специальными рукавицами с повышенной теплозащитой и применять держатель с отражающим щитком. Полноценная горячая сварка с прогревом до 600° С в домашних условиях маловероятна (хотя и возможна), поэтому можно ограничиться полугорячим способом
Деталь прогревается до температуры 300° – 400° С. такой способ применяется для ремонта несущих конструкций или соединения ответственных деталей.
Популярное: Сварочный трансформатор своими руками – ничего сложного!
В остальных случаях можно ограничиться холодной сваркой. При соединении заготовок или проведении наплавки, швы укладываются последовательно, слой за слоем. Снизу изделие можно охлаждать водой.
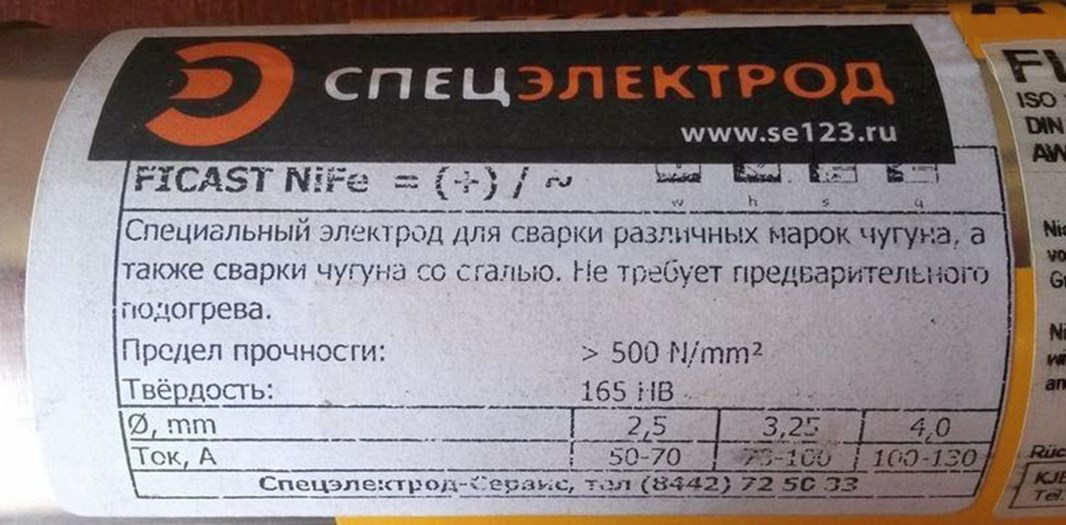
Разработаны специальные электроды, которыми можно варить чугун без предварительного прогрева. Этим же электродом можно качественно приварить сталь к чугуну. В этом видео подробно о таком электроде.
Однако соблюдения одних лишь правил и технологии для сварки чугуна недостаточно. Необходимо использовать соответствующие расходные материалы.
Особенности эксплуатации
Электроды Э42 просты в применении, легко поджигаются и хорошо переносят броски напряжения. Большинство видов варит ржавый и влажный металл без потери прочности и пластичности соединения.
Шлаковая корка на поверхности шва легко отделяется, что удешевляет и ускоряет финишную обработку.
Режимы сварки
Это понятие обозначает действия и параметры, призванные обеспечить высокое качество шва при заданных условиях.

Режимы сварки обеспечивают высокое качество шва.
Показатели делятся на 2 группы:
- основные;
- дополнительные.
К первым относят:
- род и силу тока;
- диаметр электрода;
- напряжение дуги.
К дополнительным:
- пространственное положение шва;
- скорость перемещения расходника;
- состав и толщину металла.
Данные сведены в таблицу:
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Неправильный выбор электрода приводит к тому, что диаметр становится:
- Уменьшенным. Повреждается обмазка, дуга теряет стабильность.
- Увеличенным. Плотность тока падает, дугу водит по поверхности заготовки. Т.к. сложно выдержать постоянную длину, шов получается кривым, теряет прочность.
Режим сварки подбирают с учетом возможностей инвертора, т.е. максимального для данной модели ампеража. Вертикальные и потолочные швы варят расходником диаметром 4 миллиметра, независимо от толщины соединяемых деталей.

Режим сварки подбирают с учетом возможностей инвертора.
Скорость процесса влияет на ширину шва. При быстром перемещении тот сужается, и наоборот. Необходимо поддерживать оптимальную скорость, определяемую опытным путем.
В противном случае наблюдаются следующие последствия:
- Ускорение. Материал не успевает прогреться и расплавиться, стык получается плохо проваренным.
- Замедление. Металл вытекает, сечение наплавки и, как следствие, ее прочность уменьшаются.
Оптимальная длина дуги — 3-4 мм. Растягивание дает негативный эффект:
- За время пути от электрода до заготовки металл успевает окислиться.
- Дугу водит по поверхности, тепло распределяется на большую площадь, и материал хуже прогревается. Расплавленные капли застывают на нем, засоряя шов.
Существующие ограничения
Расходники Э42 не подходят для следующих условий:
- Выполнения вертикальных швов сверху вниз. Металл из сварочной ванны вытекает на необработанный участок.
- Соединения заготовок из средне- и высоколегированной стали, чугуна, цветных металлов.
- Сварки постоянным током прямой полярности (электрод-отрицательной).

Расходники Э42 не подходят для вертикальных швов.
В последнем случае катодом выступает расходник. В сравнении с анодом температура у него выше (для плавящихся изделий).








Возможна ли работа с нержавейкой
Такие материалы варятся электродами, в составе которых присутствуют никель и хром. Э42 к этой категории не относятся, поэтому для работ с нержавеющими сталями непригодны.
Хранение электродов
Покрытие расходников, благодаря пористой структуре, является гигроскопичным, т.е. имеет склонность впитывать влагу. Отсыревшая обмазка крошится и плохо горит, вследствие чего шов не получает защиты от атмосферного кислорода, становится непрочным и хрупким.
Поэтому к месту хранения электродов выдвигаются следующие требования:
- Относительная влажность — менее 50%.
- Показания на термометре — не ниже +15°С. Значит, в холодный период года расходники должны находиться в отапливаемом помещении.
- Отсутствие перепадов температур.
- Защита от прямых солнечных лучей.

Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал.
П. 2 и 3 призваны исключить конденсацию влаги на изделиях.
Указанные условия соблюдаются и в том случае, если электроды находятся в герметичной заводской упаковке. При повышенной влажности они и в ней могут со временем отсыреть.
Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал с утепленными стенками. Его можно изготовить своими руками из пластиковой трубы среднего или большого диаметра.
Перед использованием изделия подвергают прокалке, т.е. прогревают с целью высушить обмазку. Время процедуры и температура указаны на упаковке, необходимо строго их придерживаться. Перегрев особенно опасен для расходников с органическими веществами в обмазке.
Высушенные электроды пригодны к работе в течение 8 часов. Если за это время ими не воспользовались, прокалку можно повторить. Но количество процедур ограничено и для разных моделей составляет 2-4. Последующий нагрев приведет к отслоению покрытия.
Маркировка электродов для ручной дуговой сварки
Умение читать маркировку необходимо для любого, кто имеет дело с техникой. Электроды используют буквенно-цифровые наименования, каждая часть которых говорит о тех или иных характеристиках. Возьмём, например, маркировку Э46-АНО-4-Ф-УД Е 43 0(2)-Р25. Не забывайте, маркировку электродов для ручной дуговой сварки должен знать каждый уважающий себя сварщик!
- Э46. Тип. Этот тип электродов предназначен для работ с низколегированной и углеродистой сталью. Число 46 здесь означает прочность на разрыв: 46 кг на 1 квадратный миллиметр сечения наплавки.
- АНО-4. Данная часть является обычным торговым обозначением, маркой, и ничего не говорит о технических характеристиках изделия.
- Ф. Символ, который обозначает диаметр, выраженный в миллиметрах. Само значение диаметра при этом указывается где-нибудь в другом месте.
- У. Показывает, что электродом можно варить низколегированные и углеродистые стали, имеющие предел прочности при растяжении не выше 451 МПа.
- Д. Толщина обмазки. Как мы выяснили ранее, эта литера обозначает, что покрытие толстое, до 80% от диаметра электрода.
- Е. Согласно международным стандартам, эта литера обозначает, что электрод плавящийся и имеет покрытие.
- 43. Предел прочности при растяжении. В данном случае это 430 МПа.
- . Относительное удлинение. Ноль здесь можно интерпретировать как удлинение меньше 20%.
- (2). Минимальная температура, при которой вязкость металла шва составляет не менее 34 Джоулей на квадратный сантиметр. В этой маркировке указывается как 2 – 0°С.
- Р. Разновидность обмазки. Здесь мы имеем дело с рутиловым покрытием.
- 2.Пространственное положение стержня.Варить можно из произвольного положения, за исключением работы по вертикальному шву сверху-вниз.
- 5. Сварочный ток и подключение. В данном случае для работы допустим как постоянный, так и переменный ток любой полярности при напряжении холостого хода 70В.
Для таких больших маркировок очень сложно запомнить значения каждого из сегментов, поэтому полезно иметь под рукой справочники, где указаны нужные данные. Лучше конечно запоминать маркировки электродов для ручной дуговой сварки, что бы не терять время на работу со справочными материалами.
Рекомендации по выбору электродов
Зная основные характеристики электродов, мы можем сориентироваться в их многообразии и найти именно то, что нужно для конкретной работы
На что же обратить внимание при подборе расходников?
Металл, который будет соединяться методом сварки. Чаще всего это конструкционная низкоуглеродистая сталь, для которой годятся отечественные марки электродов ОЗС-12 и АНО-4
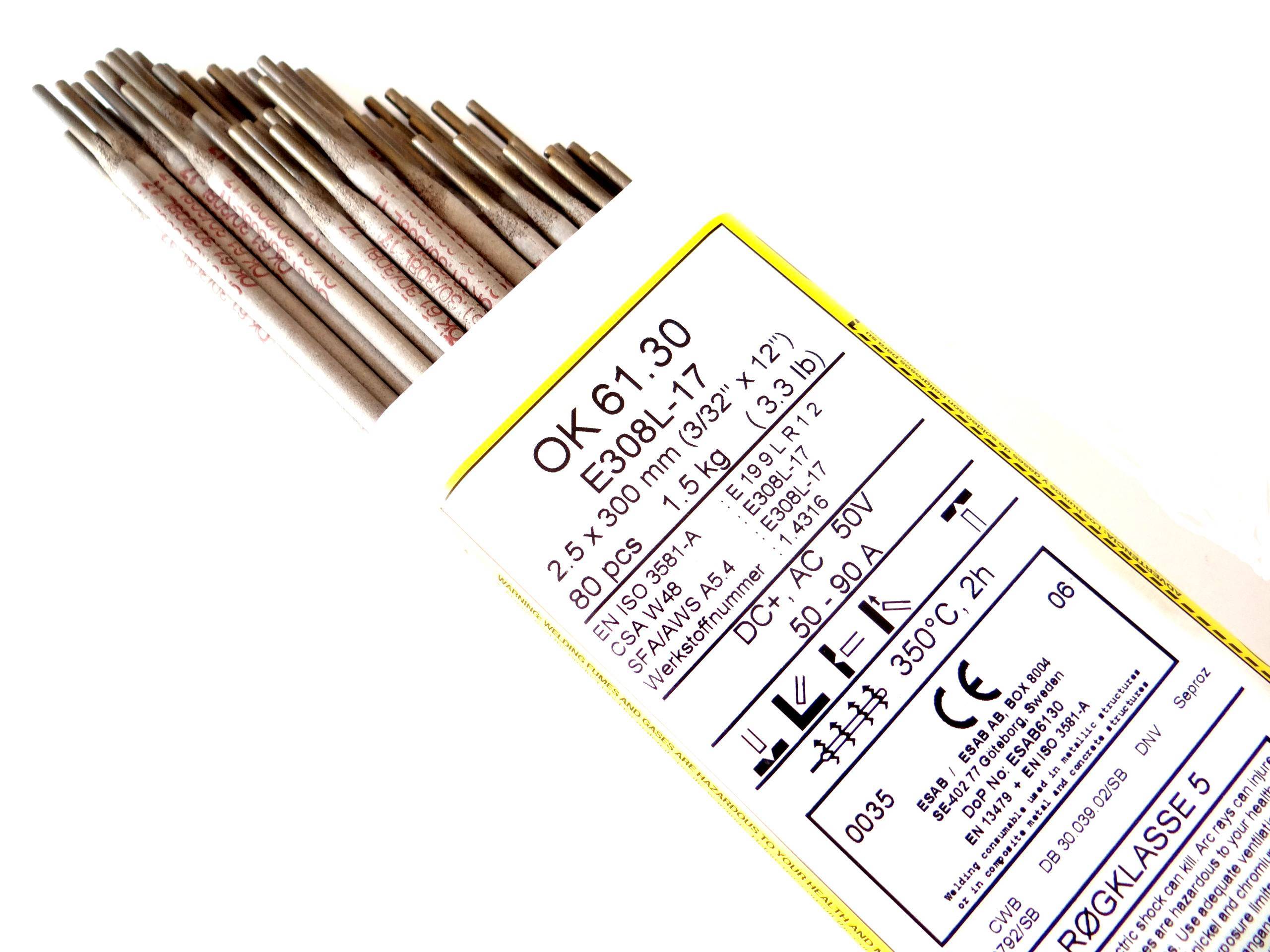
Если требуется варить нержавейку, то стоит обратить внимание на российские ЦЛ-11 или импортные ОК 63.34 и ОК 61.30.
Особенности соединяемых деталей. От этого зависит выбор обмазки
Если поверхность чистая, то самым лучшим покрытием будет рутиловое (электроды марки МР-3), оно позволяет легко получить электрическую дугу, отличается малым разбросом брызг и рекомендуется как новичкам, так и профи. Целлюлозное и основное покрытия применяются для создания особо прочных соединений, но требуют для сварки постоянный ток. Кислое покрытие избавляет шов от пор и работает по ржавчине, но его пары вредны для здоровья сварщика.
Толщина свариваемого металла. От этого зависит то, какой диаметр электрода выбрать и какой ток выставить.
Соотношение характеристик электрода и металла
Соотношения толщины металла, диаметра электрода и силы тока, который подаётся с инвертора, обычно указываются в специальных таблицах. Такую таблицу обычно можно найти на коробке со сварочными расходниками. В общих чертах эта зависимость выглядит следующим образом:

- силой тока до 50А (домашние инверторы) можно варить металл толщиной 1-2 мм электродами диаметром 1-2 мм;
- с 80А можно смело варить заготовки толщиной 3 мм, при этом электрод тоже будет 3 мм в диаметре;
- 100-200А допустимо варить металл до 8 мм электродами, имеющими диаметр 4 мм;
- 160-200А (полупрофессиональный трансформатор) позволяют делать сварку деталей 9-12 мм в толщину стержнями 5 мм;
- 250-350А (профессиональные аппараты) и электроды диаметром от 8 мм сваривают заготовки толщиной более 16 мм.
Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.
Электрод для сварки чугуна МНЧ-2
ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.
Электрод ОЗЧ-2
ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.
Электрод ЦЧ-4
ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.
Электрод ОЗЖН-1
ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.
Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:






- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия
Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
Как устроены?
Для производства расходника в качестве проводника применяется специальная проволока либо пруты, при этом состав металла обуславливает характеристики изделия. Существуют также элементы, состоящие из одной проволоки, без покрытия. Такие расходники называются непокрытыми – к ним относятся вольфрамовые. Если проволока покрыта обмазкой, то такие элементы называют покрытыми.
Обмазочный материал существует таких видов:
- кислым;
- основным;
- целлюлозным;
- рутиловым;
- комбинированным.
- специальным.
По предназначению обмазка разделяется на два вида:
- защищающее (изделия толстослойные);
- ионизирующее (тонкослойные).
Как приварить чугун?
Перед соединением деталей необходимо подготовить место сварного шва. При помощи шлифовальной машинки снимают металла, затем стык протирают для обезжиривания. При наличии на кромке дефектов их полностью удаляют. Детали закрепляют и прогревают при необходимости.
Сварка чугуна электродом в домашних условиях выполняется при соблюдении следующих условий:
- клеммы подключают в обратной последовательности;
- номинальная мощность устанавливается в соответствии размерами металла;
- один сварной шов не превышает 50 мм;
- для предотвращения критического нагрева чугуна рекомендуется прерывать электрическую дугу, как при соединении обычными электродами.
Соблюдение требований безопасности и условий технологического процесса позволяет мастеру получить шов высокого качества, место соединения в дальнейшем не разрушится.
Плюсы и минусы
При сравнении основного покрытия электродов с другими видами можно выделить как преимущества, так и недостатки этого вида.
К преимуществам относится:
- Высокий показатель пластичности и ударной вязкости.
- Низкое содержание газов и различных примесей в металле шва.
- Стойкость к образованию горячих трещин.
- Высокое сопротивление сероводородному растрескиванию. Идеально подходят для сварки трубопроводов, по которым проходят сероводородные соединения.
- Надёжно сваривают ответственные конструкции.
- Удобно выполнять швы любого пространственного положения.
- Малая окислительная способность. Улучшается процесс раскисления и легирования металла.
Из недостатков можно выделить:
- Повышенная чувствительность к влаге. Электроды с таким покрытием нужно хранить в сухом месте.
- Сварочная дуга может гореть нестабильно, если используется переменный ток.
- Удлинение дуги при сварке часто приводит к появлению пор в шве.
- Если покрытие увлажнено, в наплавленном металле повышается содержание водорода. Это также может привести к образованию пор.
- Нужно прокаливать электроды непосредственно перед сваркой, так как оптимальный уровень влажности покрытия должен составлять 0,3%.
- Если на поверхности свариваемых конструкций есть ржавчина, это тоже часто становится причиной появления пор в шве.
Особенности
По причине высокого содержания углерода чугун, помимо своей прочности, достаточно хрупок. Выбранные электроды должны компенсировать приведенные отрицательные качества физических и химических свойств материала. Перед выполнением работ каждый раз приходится подбирать подходящие по составу электроды, а также выбирать тип термообработки.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Традиционно считается, что для чугуна подходит аргонно-дуговая сварка, однако не каждый владелец сварочного аппарата имеет такую возможность. Вести работу электродами позволяет любой сварочный инвертор ММА.
Главная особенность сварки – максимальное совмещение времени остывания электрода со временем остывания металла. Помимо этого, необходимо, чтобы присадка содержала столько же углерода, сколько и сам материал. В противном случае будут возникать чрезмерные напряжения внутри заготовки, а неумелый выбор электродов приведет к выгоранию углерода.
Сварочные электроды, рассчитанные для работы с чугуном, даже по внешнему виду отличаются от обычных, они более массивны. Но выбирают расходные материалы не по внешнему виду, а по маркировке, определенной в ГОСТ 7293-85 и ГОСТ 9466.
Существует два способа сварки чугуна: горячий и холодный.
- При горячем способе производится предварительный разогрев заготовки до температуры в несколько сотен градусов. В качестве расходного материала используется проволока с порошковой присадкой. Разогрев металла производится электрическим током, после чего в течение 70-100 часов происходит его постепенное остывание. В промышленности применяются специальные тигли. Для сварки чугуна в бытовых условиях можно воспользоваться обычной газовой горелкой.
- Сварка в холодном режиме чаще применяется и с первого взгляда технологически более проста. Однако она требует тщательной предварительной подготовки материала (зачистка, фрезеровка, сверление).
Возникающие затруднения

Сложность сварки чугуна электродом в домашних условиях состоит в том, что шов может получиться низкого качества из-за:
- Во время сварки происходит интенсивная закалка металла. Поскольку чугун с низкой пластичностью, это приводит к его хрупкости. В результате в процессе усадки шва, образуются трещины.
- При выгорании углерода активно выделяется окись углерода, которая не всегда полностью выводится из металла. Это приводит к тому, что на месте заварки образуются поры.
- В зоне сварки при неправильном охлаждении металл может отбеливаться. На поверхности появляется слой белого хрупкого чугуна, который не подлежит обработке.
- Из-за окисления кремния, при работе образуются тугоплавкие оксиды, которые трудно прожечь. В этом случае возникают непровары, снижающие надежность шва.
Чтобы не допустить брака, необходимо точно соблюдать технологию. О некоторых тонкостях сварочного процесса можно прочитать на сайте mrmetall.ru.
Методы
Оптимальный способ соединения чугунных изделий зависит от свойств базового металла и выбранной технологии сварки.
Чем заварить ковкий чугун?

Ковкий чугун получают после высокотемпературной обработки белого. Его главная особенность мягкость и пластичность, что позволяет использовать ковки тип при производстве деталей, устойчивых к вибрационным нагрузкам
Электроды для сварки чугуна, который прошел термообработку, следует выбирать с осторожность. Превышение допустимой температуры вернет чугун в прежнее состояние
Для сварки разрешено использовать следующие марки электродов:
- ОЗЧ-2/6;
- ЦЧ-4;
- МНЧ-2.
Какие электроды подходят для серого чугуна?
Серый тип также требует особого подхода. Электроды для наплавки чугуна: ОЗЧ-2 и ОЗЖН-1 лучше всего справятся с этой работой
Обратите внимание, что ОЗЖН-1 целесообразно использовать только при незначительных объемах
Холодная сварка – нюансы и выбор электродов
Самый распространенный метод работы, который отличается лучшим результатом, по сравнению с горячим методом. Технология требует обязательной подготовки поверхности, которая может выражаться в механической очистке или обработки на фрезерном станке. Разрешено использовать следующие электроды:









- Стальные.
- Чугунные.
- Медные.
Самым важным параметром, требующим особого контроля, является регулировка температуры в процессе сваривания. В противном случае после остывания расплав будет очень хрупким.
Простота технологии привлекает мастеров, выполняющих работы в домашних условиях.
Для достижения наилучших результатов, сварщики рекомендуют остановить выбор на чугунных электродах.
большинство считает, что лучше всего использовать тип ЦЧ-4
Для чугуна и стали
Для соединения разнородных деталей используют следующие типы сварочных стержней:
- ЦЧ-4. Предложение отечественных производителей. Данная марка способна работать как в холодном, так и горячем режиме. Единственный недостаток – отсутствует возможность выполнения многослойных соединений.
- Capilla-41. Продукт немецкой промышленности. Отсутствуют ограничения по положению шва и степени подготовки изделий. Специальный состав создает надежный и качественный шов, который легко поддается финишной обработке. Зарубежные расходные материалы, ввиду высокой стоимости, пользуются спросом только на промышленных предприятиях.
Самостоятельное изготовление
Случаются ситуации, когда отсутствует возможность приобрести материалы для сварки чугуна. В этом случае можно сделать их своими руками.
Качество самодельных продуктов на порядок ниже, чем у промышленных образцов, поэтому используйте кустарные электроды только в случае острой необходимости.
В качестве стержня используют медную проволоку типа М2, которую нарезают на куски необходимой длины. Другие материалы не подойдут. Например, при изготовлении электродов из латунной проволоки в процессе работ будут выделяться ядовитые цинковые соединения.
Наружное покрытие изготавливают из старой обмазки электрода и стального порошка. Компоненты смешивают в соотношении 1:1. Полученную смесь добавляют в жидкое стекло. По достижению заданной густоты в раствор опускают проволоку и оставляют на просушку при естественной температуре.
Выглядеть такой электрод может не слишком привлекательно, однако, по эксплуатационным характеристикам он не сильно уступает МНЧ-1.
Какие сварочные электроды могут применяться для заваривания чугунных конструкций?
Использование инвертора для сваривания чугуна, при условии грамотного выбора подходящих электродов, способствует эффективному решению целого ряда проблем.
Чтобы сварное соединение сегментов конструкции, изготовленных из чугуна, получилось максимально качественным, рекомендуется использовать электроды, предназначенные именно для сварки чугуна.
Такими являются сварочные стержни следующих марок:
- ОЗЧ-2. Этот расходный материал оснащен специальным медным стержнем, имеющим дополнительное покрытие веществом с высоким содержанием графита.
- МНЧ-2. Сварочный электрод, стержень которого представляет собой специальный сплав из никеля, железа, меди и марганца. Благодаря использованию данного изделия получается соединение высочайшего качества.
Процесс сваривания чугунных заготовок по холодной методике предусматривает соблюдение определенной технологии, чья суть заключается в образовании сварного шва, имеющего определенную ширину. В ходе сварочных работ также придется следить за тем, чтобы не допустить достижения определенной температуры соединяемых деталей. Иначе в области формирования сварочного шва повысится хрупкость металла. При условии возникновения определенных дефектов при формировании сварного соединения, рекомендуется воспользоваться специальной графитовой подложкой. Благодаря ее применению удастся воспрепятствовать вытеканию металла из формируемого сварного соединения.
Лучшие электроды по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
| Марка электродов | Тип чугуна | Направление сварки | Тип сварки | Свойства |
| МНЧ-2 |
|
|
| Предпочтительны для заварки первого слоя в соединениях, от которых требуется высокая плотность швов и чистота поверхности после обработки |
| ЦЧ-4 |
| в нижнем положении |
| Для конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью. |
| ОЗЧ-6 |
|
| Для ручной дуговой сварки и наплавки тонкостенных деталей. | |
| ОЗЧ-4 |
|
| Предпочтительны при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость. | |
| ОЗЧ-2 |
|
| холодная сварка | Для сварки, наплавка и заварка дефектов литья при восстановлении чугунных изделий. |
| ОЗЖН-1 |
|
| холодная сварка | Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. |
| OK 92.18 |
| все положения | горячая сварка | Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). |